Спосіб виготовлення артилерійської гільзи
Номер патенту: 68806
Опубліковано: 16.08.2004
Автори: Тищенко Вадим Григорович, Богданов Анатолій Павлович
Формула / Реферат
1. Спосіб виготовлення артилерійської гільзи, що включає виготовлення напівфабрикату об'ємною пластичною деформацією заготовки з наступним формуванням стінок гільзи, який відрізняється тим, що як об'ємну пластичну деформацію заготовки використовують гаряче штампування, а формування стінок гільзи виконують токарною обробкою зовнішньої і внутрішньої поверхонь напівфабрикату.
2. Спосіб за п. 1, який відрізняється тим, що гаряче штампування заготовки виконують послідовно в дві різні форми з одноразовим нагріванням заготовки.
3. Спосіб за п. 1, який відрізняється тим, що як матеріал заготовки використовують сталь з межами плинності ![]() .
.
Текст
Винахід відноситься до боєприпасів, і може бути використаний у виробництві артилерійських гільз. Відомим є спосіб виготовлення артилерійської гільзи за заявкою Російської Федерації №2000109147, МКВ: В21К21/06, пріоритет від 14.04.2000, в якому виконують об'ємну пластичну деформацію заготовки прямим видавлюванням у матрицю, після чого виконують ряд витяжок зі стоншенням стінок через кільцеві матриці з послідуючою механічною обробкою зовнішньої поверхні і обтискуванням головної частини корпусу, що дозволяє зменшити масу заготовки і виключає утворення донної складки. Загальними ознаками відомого способу і рішення, що заявляється, є виготовлення напівфабрикату об'ємною пластичною деформацією заготовки з послідуючим формуванням стінок гільзи. Відомий спосіб дозволяє зменшити масу заготовки і виключає утворення донної складки, однак неоднократна витяжка зі стоншенням стінок заготовки і обтискування головної частини корпусу підвищує трудомісткість технологічного процесу виготовлення артилерійської гільзи. Як прототип вибраний спосіб виготовлення артилерійської гільзи (Рогожин В.И., Кузнецов B.П., Кобылин Р.А. Изготовление артиллерийских гильз из триметалла, М, «Боеприпасы» №5, 1981, с. 50), в якому виготовляють напівфабрикат об'ємною пластичною деформацією заготовки, в якості якої використовують витяжку, з послідуючим формуванням стінок гільзи. Після отримання напівфабрикату виконують формування стінок гільзи, для чого використовують ряд операцій витяжки зі стоншенням стінок, обтиск, проміжні термічні операції (відтикання, закалювання, відпуск), хімічні операції (знежирювання, травлення, фосфатування), що дозволяє отримати задане розподілення механічних властивостей корпуса гільзи зі зменшенням від дна до дульця. Загальними ознаками зазначеного способу і рішення, що заявляється, є виготовлення напівфабрикату об'ємною пластичною деформацією заготовки з послідуючим формуванням стінок гільзи. Спосіб за прототипом дозволяє отримати задане розподілення механічних властивостей корпуса гільзи зі зменшенням від дна до дульця, однак технологія способу передбачає велику кількість витяжок, відпусків, травлення, обтисків тощо, що ускладнює технологічний процес, надаючи йому трудомісткості. В основу винаходу поставлена задача удосконалення способу виготовлення артилерійської гільзи з тим, щоб забезпечити зниження кількості технологічних операцій при збереженні функціональних властивостей виробу, що дозволяє скоротити тривалість технологічного процесу і знизити собівартість готового продукту. Поставлена задача вирішується тим, що в способі виготовлення артилерійської гільзи, що включає виготовлення напівфабрикату об'ємного пластичною деформацією заготовки з послідуючим формуванням стінок гільзи, відповідно до винаходу, в якості об'ємної пластичної деформації заготовки використовують гаряче штампування, а формування стінок гільзи виконують токарною обробкою зовнішньої і внутрішньої поверхонь напівфабрикату. Перераховані ознаки с істотними ознаками винаходу і забезпечують досягання технічного результату зниження кількості технологічних операцій при збереженні функціональних властивостей виробу. Доцільно гаряче штампування заготовки виконувати послідовно в дві різні форми з однократним нагрівом заготовки. Доцільно як матеріал заготовки використовувати сталь з границями текучості dт=20-35кг/мм 2. Причинно-наслідковий зв'язок істотних ознак винаходу з те хнічним результатом виявляється в наступному. Виготовлення напівфабрикату об'ємною пластичною деформацією заготовки з послідуючим формуванням стінок гільзи дозволяє виготовити виріб з заданими формою і розмірами. Застосування гарячого штампування дозволяє отримати стакан гільзи заданої висоти для подальшого обробляння з формуванням стінок. Формування стінок гільзи токарною обробкою безпосередньо після отримання напівфабрикату дозволяє виключити з технологічного процесу виготовлення гільзи ряд витяжок зі стоншенням стінок, термічну обробку напівфабрикату, обтиск тощо, що забезпечує зниження кількості технологічних операцій при збереженні функціональних властивостей виробу. Таким чином істотні ознаки рішення, що заявляється, знаходяться у причинно-наслідковому зв'язку з технічним результатом, що досягається. Нижче наводиться опис способу, що заявляється з наданням прикладів його конкретного виконання. Спосіб виготовлення артилерійської гільзи включає виготовлення напівфабрикату гарячим штампуванням заготовки з послідуючим формуванням стінок гільзи шляхом токарної обробки зовнішньої і внутрішньої поверхонь напівфабрикату. В якості вихідної заготовки використовують круглий прокат, від якого відрізають круг, який нагрівають за допомогою індуктора до температури t=1180-1260°С, після чого його штампують один раз або два рази у різні форми, що є доцільним, без додаткового нагріву. В результаті штамповки отримують напівфабрикат з висотою що дорівнює заданій висоті стакана гільзи. Формування стінок гільзи разом з обробкою донної частини виконують шляхом токарної обробки безпосередньо після отримання напівфабрикату без проведення додаткових операцій, які використовують в способі за прототипом. Для ефективного виконання способу доцільно використовувати сталь з границями текучості dт=20-35кг/мм 2. Нижче наводиться таблиця, в якій представлені конкретні приклади способу виготовлення артилерійської гільзи з марок сталі, які доцільно використовувати для ефективності процесу. Таблиця № Марка сталі 1. 2. 3. 10 20 09Г2С Границя текучості, кг/мм 2 21-23 25-28 32-35 Температура нагріву заготовки, С° 1250-1260 1230-1240 1180-1190 Тривалість технологічного процесу, хв. 10-12 12-14 15-17 Порівняльний з прототипом аналіз дозволяє зробити висновок, що спосіб виготовлення артилерійської гільзи, що заявляється, відрізняється тим, що базується на принципово новому те хнологічному рішенні проблеми вибору технологічних операцій, послідовності к проведення і матеріалу. Це рішення полягає в тому, що в способі виготовлення гільзи застосовують вигото влення напівфабрикату шля хом виконання однієї операції - гарячим штампуванням, а остаточну обробку, що формує стінки гільзи виконують шляхом токарної обробки. При цьому доцільно як матеріал використовувати сталь з зазначеними вище границями текучості. Середній час тривалості технологічного процесу рішення, що заявляється є меншим ніж час виготовлення артилерійської гільзи за відомим способом за рахунок зниження кількості технологічних операцій при збереженні функціональних властивостей виробу, що дає рішенню, що заявляється, перевагу перед прототипом.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of an artillery case
Автори англійськоюTyschenko Vadym Hryhorovych
Назва патенту російськоюСпособ изготовления артиллерийской гильзы
Автори російськоюТищенко Вадим Григорьевич
МПК / Мітки
МПК: B21K 21/00
Мітки: виготовлення, спосіб, артилерійської, гільзи
Код посилання
<a href="https://ua.patents.su/2-68806-sposib-vigotovlennya-artilerijjsko-gilzi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення артилерійської гільзи</a>
Спосіб виготовлення заготовок артилерійської гільзи і піддона та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.07.2004
Автори: Ситник Микола Давидович, Звєрєв Анатолій Андрійович
МПК: B21D 51/16
Мітки: спосіб, подібних, піддона, артилерійської, заготовок, виготовлення, інших, деталей, гільзи
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Спосіб виготовлення заготовок артилерійської гільзи і піддону та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.02.2001
Автори: Ситник Микола Давидович, Звєрєв Анатолій Андрійович
МПК: B21D 51/16
Мітки: спосіб, гільзи, інших, артилерійської, подібних, деталей, піддону, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Спосіб виготовлення вкладиша для гільзи протеза
Номер патенту: 68660
Опубліковано: 16.08.2004
Автори: Щетиніна Любов Григорівна, Салєєва Антоніна Денисівна, Ватолінський Леонід Єлівферійович, Тимофєєв Ігор Леонідович
МПК: A61F 2/78
Мітки: спосіб, гільзи, протеза, виготовлення, вкладиша
Формула / Реферат:
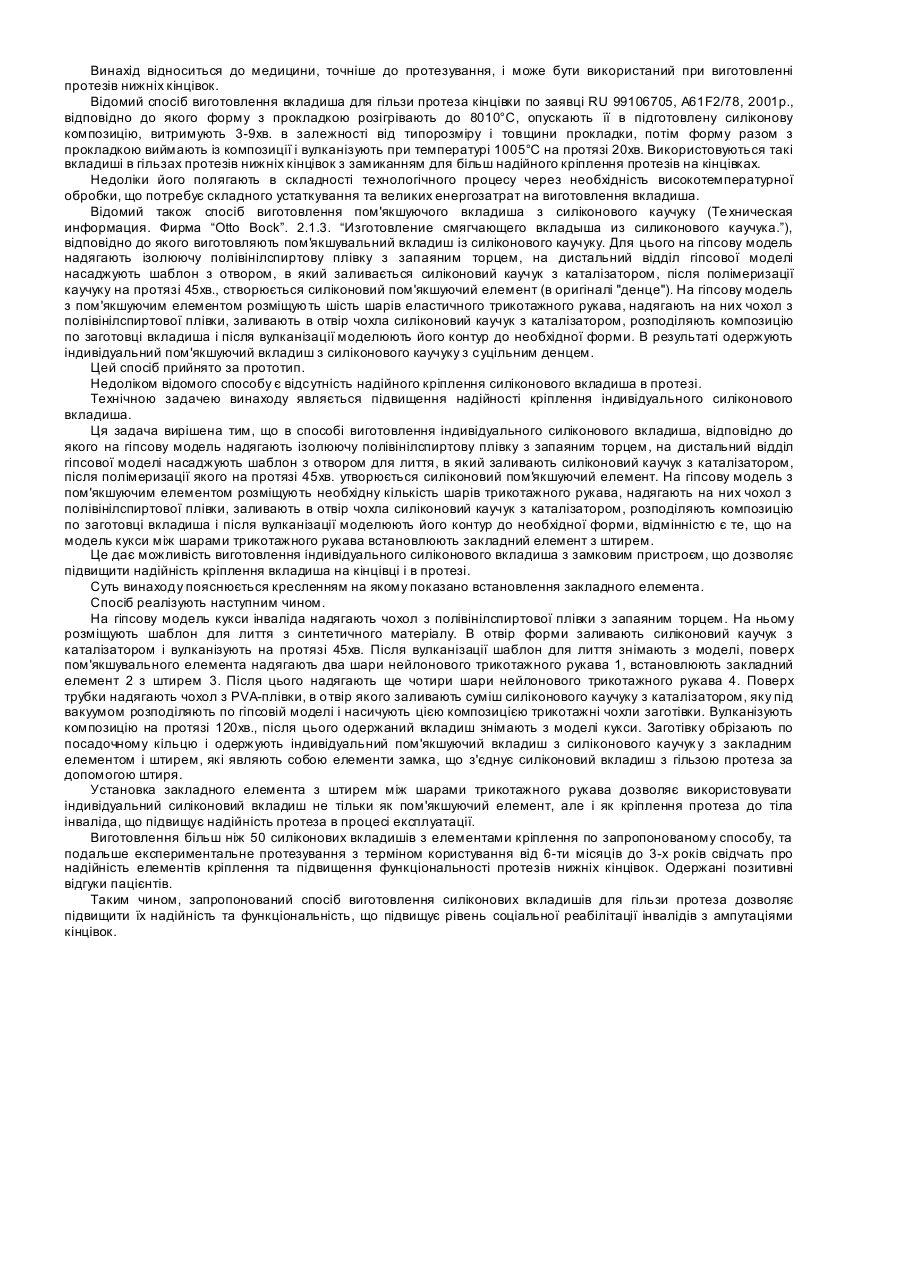
Спосіб виготовлення вкладиша для гільзи протеза, відповідно до якого на гіпсову модель надягають ізолюючу полівінілспиртову плівку з запаяним торцем, на дистальний відділ гіпсової моделі насаджують шаблон з отвором для лиття, в який заливають силіконовий каучук з каталізатором, після полімеризації його, на гіпсову модель з одержаним пом'якшуючим елементом, розміщують необхідну кількість шарів трикотажного рукава, надягають на них чохол з...
Спосіб виготовлення металевої приймальної гільзи гомілки
Номер патенту: 10127
Опубліковано: 30.09.1996
Автори: Бажина Олена Миколаївна, Бушманов Микола Степанович, Торішний Василь Йосипович
МПК: A61F 2/60
Мітки: гільзи, металевої, приймальної, гомілки, спосіб, виготовлення
Формула / Реферат:
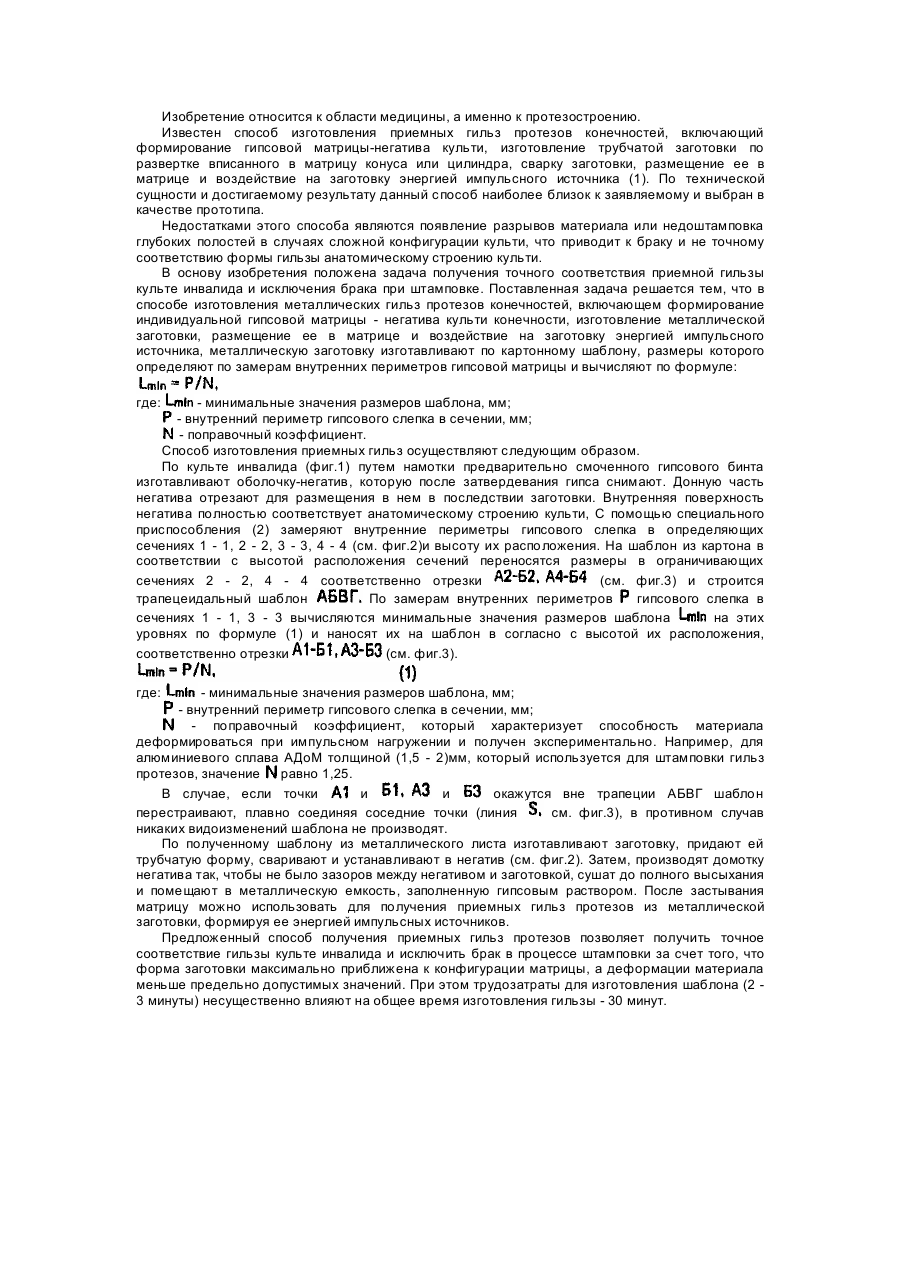
Способ изготовления металлической приемной гильзы голени, включающий формирование индивидуальной гипсовой матрицы-негатива культи конечности, изготовление металлической заготовки, размещение ее в матрице и воздействие на заготовку энергией импульсного источника, отличающийся тем, что металлическую заготовку изготавливают по картонному шаблону, размеры которого определяют по замерам внутренних периметров гипсовой матрицы и вычисляют по...
Ствол артилерійської гармати

Номер патенту: 35696
Опубліковано: 16.04.2001
Автори: Бондаренко Леонід Іванович, Тісновський Леонід Рахмилович
МПК: F41A 21/00
Мітки: гармати, ствол, артилерійської
Формула / Реферат:
1. Ствол артилерійської гармати, що містить безпосередньо ствол, виконаний у вигляді товстостінної труби перемінного перерізу, що звужується до дулової частини, яка має канал з нарізами вздовж останнього, виконаними по гвинтовій лінії, який відрізняється тим , що нарізи в каналі ствола виконані полігонального типу, а на зовнішній частині ствола виконано N ребер жорсткості.2. Ствол артилерійської гармати по п.1, який відрізняється тим,...
Попередній патент: Спосіб компенсації реактивної потужності в мережі живлення
Наступний патент: Спосіб одержання водорозчинної ацетоноформальдегідної смоли
Випадковий патент: Конденсаційна установка