Спосіб виготовлення великогабаритної лопаті вітродвигуна
Номер патенту: 69151
Опубліковано: 16.08.2004
Формула / Реферат
Спосіб виготовлення великогабаритної лопаті вітродвигуна, що включає спочатку формування вихідного порожнистого несучого каркаса змінного перерізу натягом між вузлами кріплення рівномірно рознесеними подовжніми зв'язками й використанням поперечних лонжеронів згідно з заданими геометричними розмірами, наступне орбітальне пошарове укладання просоченого сполукою армувального матеріалу на каркас, формування композитної оболонки від його одного торця до іншого, який відрізняється тим, що перед установленням лонжеронів у них попередньо виконують наскрізні отвори для пропускання подовжніх зв'язок-розпірок і крім того лонжерони встановлюють з можливістю взаємної зміни місця розташування на подовжній осі каркаса, а його вузли кріплення зміщують на величину ексцентриситету щодо подовжньої осі і фіксують на ексцентричних планках, яким надають кругового обертання від приводу, поперечне укладання армувального матеріалу на формотворну поверхню каркаса здійснюють по листу Декарта, формування профілю лопаті здійснюють зміною тиску повітря у замкнутих еластичних ємностях, розміщених усередині каркаса між лонжеронами, причому зовнішню поверхню цих ємностей попередньо виконують сегментованою з краплеподібними виступами з рівномірним розташуванням по їхній поверхні.
Текст
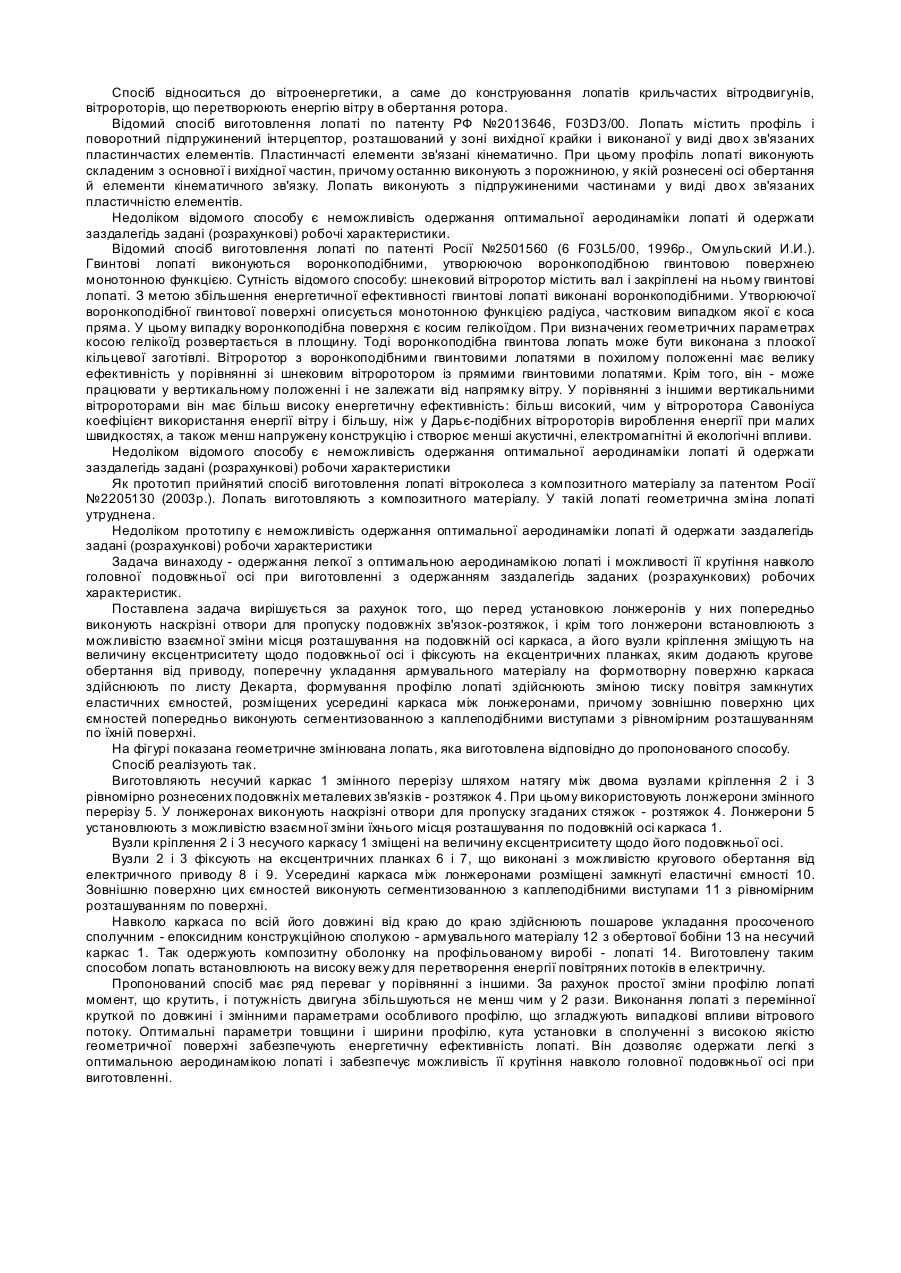
Спосіб відноситься до вітроенергетики, а саме до конструювання лопатів крильчастих вітродвигунів, вітророторів, що перетворюють енергію вітру в обертання ротора. Відомий спосіб виготовлення лопаті по патенту РФ №2013646, F03D3/00. Лопать містить профіль і поворотний підпружинений інтерцептор, розташований у зоні вихідної крайки і виконаної у виді дво х зв'язаних пластинчастих елементів. Пластинчасті елементи зв'язані кінематично. При цьому профіль лопаті виконують складеним з основної і вихідної частин, причому останню виконують з порожниною, у якій рознесені осі обертання й елементи кінематичного зв'язку. Лопать виконують з підпружиненими частинами у виді дво х зв'язаних пластичністю елементів. Недоліком відомого способу є неможливість одержання оптимальної аеродинаміки лопаті й одержати заздалегідь задані (розрахункові) робочі характеристики. Відомий спосіб виготовлення лопаті по патенті Росії №2501560 (6 F03L5/00, 1996р., Омульский И.И.). Гвинтові лопаті виконуються воронкоподібними, утворюючою воронкоподібною гвинтовою поверхнею монотонною функцією. Сутність відомого способу: шнековий вітроротор містить вал і закріплені на ньому гвинтові лопаті. З метою збільшення енергетичної ефективності гвинтові лопаті виконані воронкоподібними. Утворюючої воронкоподібної гвинтової поверхні описується монотонною функцією радіуса, частковим випадком якої є коса пряма. У цьому випадку воронкоподібна поверхня є косим гелікоїдом. При визначених геометричних параметрах косою гелікоїд розвертається в площину. Тоді воронкоподібна гвинтова лопать може бути виконана з плоскої кільцевої заготівлі. Вітроротор з воронкоподібними гвинтовими лопатями в похилому положенні має велику ефективність у порівнянні зі шнековим вітроротором із прямими гвинтовими лопатями. Крім того, він - може працювати у вертикальному положенні і не залежати від напрямку вітру. У порівнянні з іншими вертикальними вітророторами він має більш високу енергетичну ефективність: більш високий, чим у вітроротора Савоніуса коефіцієнт використання енергії вітру і більшу, ніж у Дарьє-подібних вітророторів вироблення енергії при малих швидкостях, а також менш напружену конструкцію і створює менші акустичні, електромагнітні й екологічні впливи. Недоліком відомого способу є неможливість одержання оптимальної аеродинаміки лопаті й одержати заздалегідь задані (розрахункові) робочи характеристики Як прототип прийнятий спосіб виготовлення лопаті вітроколеса з композитного матеріалу за патентом Росії №2205130 (2003p.). Лопать виготовляють з композитного матеріалу. У такій лопаті геометрична зміна лопаті утруднена. Недоліком прототипу є неможливість одержання оптимальної аеродинаміки лопаті й одержати заздалегідь задані (розрахункові) робочи характеристики Задача винаходу - одержання легкої з оптимальною аеродинамікою лопаті і можливості її крутіння навколо головної подовжньої осі при виготовленні з одержанням заздалегідь заданих (розрахункових) робочих характеристик. Поставлена задача вирішується за рахунок того, що перед установкою лонжеронів у них попередньо виконують наскрізні отвори для пропуску подовжніх зв'язок-розтяжок, і крім того лонжерони встановлюють з можливістю взаємної зміни місця розташування на подовжній осі каркаса, а його вузли кріплення зміщують на величину ексцентриситету щодо подовжньої осі і фіксують на ексцентричних планках, яким додають кругове обертання від приводу, поперечну укладання армувального матеріалу на формотворну поверхню каркаса здійснюють по листу Декарта, формування профілю лопаті здійснюють зміною тиску повітря замкнутих еластичних ємностей, розміщених усередині каркаса між лонжеронами, причому зовнішню поверхню цих ємностей попередньо виконують сегментизованною з каплеподібними виступами з рівномірним розташуванням по їхній поверхні. На фігурі показана геометричне змінювана лопать, яка виготовлена відповідно до пропонованого способу. Спосіб реалізують так. Виготовляють несучий каркас 1 змінного перерізу шляхом натягу між двома вузлами кріплення 2 і 3 рівномірно рознесених подовжніх металевих зв'язків - розтяжок 4. При цьому використовують лонжерони змінного перерізу 5. У лонжеронах виконують наскрізні отвори для пропуску згаданих стяжок - розтяжок 4. Лонжерони 5 установлюють з можливістю взаємної зміни їхнього місця розташування по подовжній осі каркаса 1. Вузли кріплення 2 і 3 несучого каркасу 1 зміщені на величину ексцентриситету щодо його подовжньої осі. Вузли 2 і 3 фіксують на ексцентричних планках 6 і 7, що виконані з можливістю кругового обертання від електричного приводу 8 і 9. Усередині каркаса між лонжеронами розміщені замкнуті еластичні ємності 10. Зовнішню поверхню цих ємностей виконують сегментизованною з каплеподібними виступами 11 з рівномірним розташуванням по поверхні. Навколо каркаса по всій його довжині від краю до краю здійснюють пошарове укладання просоченого сполучним - епоксидним конструкційною сполукою - армувального матеріалу 12 з обертової бобіни 13 на несучий каркас 1. Так одержують композитну оболонку на профільованому виробі - лопаті 14. Виготовлену таким способом лопать встановлюють на високу вежу для перетворення енергії повітряних потоків в електричну. Пропонований спосіб має ряд переваг у порівнянні з іншими. За рахунок простої зміни профілю лопаті момент, що крутить, і потужність двигуна збільшуються не менш чим у 2 рази. Виконання лопаті з перемінної круткой по довжині і змінними параметрами особливого профілю, що згладжують випадкові впливи вітрового потоку. Оптимальні параметри товщини і ширини профілю, кута установки в сполученні з високою якістю геометричної поверхні забезпечують енергетичну ефективність лопаті. Він дозволяє одержати легкі з оптимальною аеродинамікою лопаті і забезпечує можливість її крутіння навколо головної подовжньої осі при виготовленні.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make a large-size blade of a windmill
Автори англійськоюManiets Ivan Hryhorovych
Назва патенту російськоюСпособ изготовления крупногабаритной лопасти ветродвигателя
Автори російськоюМанец Иван Григорьевич
МПК / Мітки
Мітки: лопати, виготовлення, вітродвигуна, спосіб, великогабаритної
Код посилання
<a href="https://ua.patents.su/2-69151-sposib-vigotovlennya-velikogabaritno-lopati-vitrodviguna.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення великогабаритної лопаті вітродвигуна</a>
Імітатор лопаті весла
Номер патенту: 64975
Опубліковано: 15.03.2004
Автори: Канішевський Станислав Михайлович, Подчерняєв Володимир Петрович, Петрушевський Іван Іванович
МПК: A63B 69/06
Мітки: імітатор, весла, лопати
Формула / Реферат:
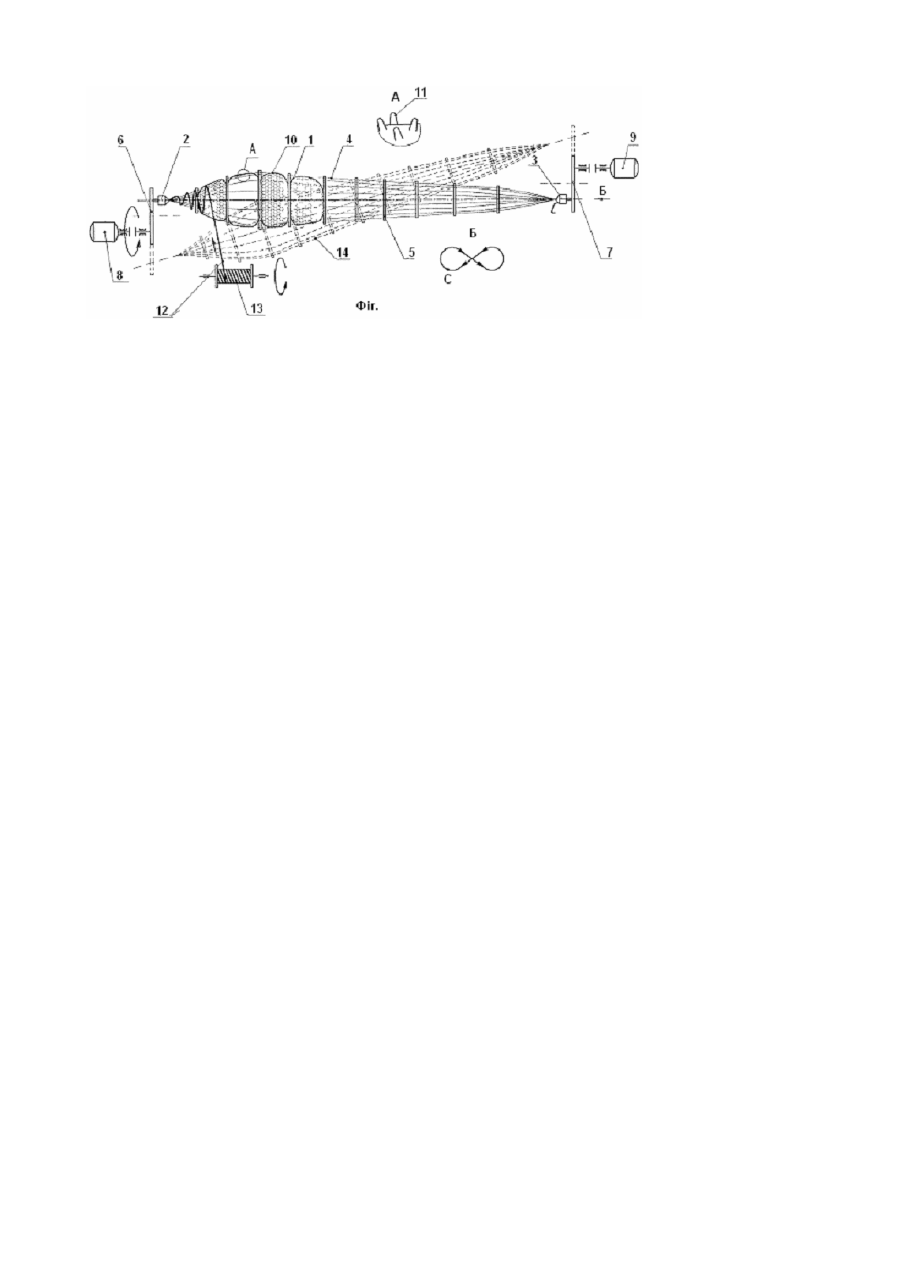
Імітатор лопаті весла, що виконаний у вигляді обода, закріпленного на держаку і покритого легким міцним покриттям, який відрізняється тим, що обід лопаті виконано знімним зі змінною формою, відповідною тому чи іншому виду веслування, а покриття його виконано у вигляді знімних і змінних пружних пластин, кожна із яких перфорована отворами певного діаметра або має сітку з відповідними чарунками.
Протектор пневматичної великогабаритної шини
Номер патенту: 7545
Опубліковано: 29.09.1995
Автори: Шафір Віталій Романович, Скорняков Едуард Сергійович, Хоменя Олександр Андрійович, Курашик Іван Володимирович, Зав'ялов Юрій Петрович
МПК: B60C 11/00
Мітки: протектор, великогабаритної, шини, пневматичної
Формула / Реферат:
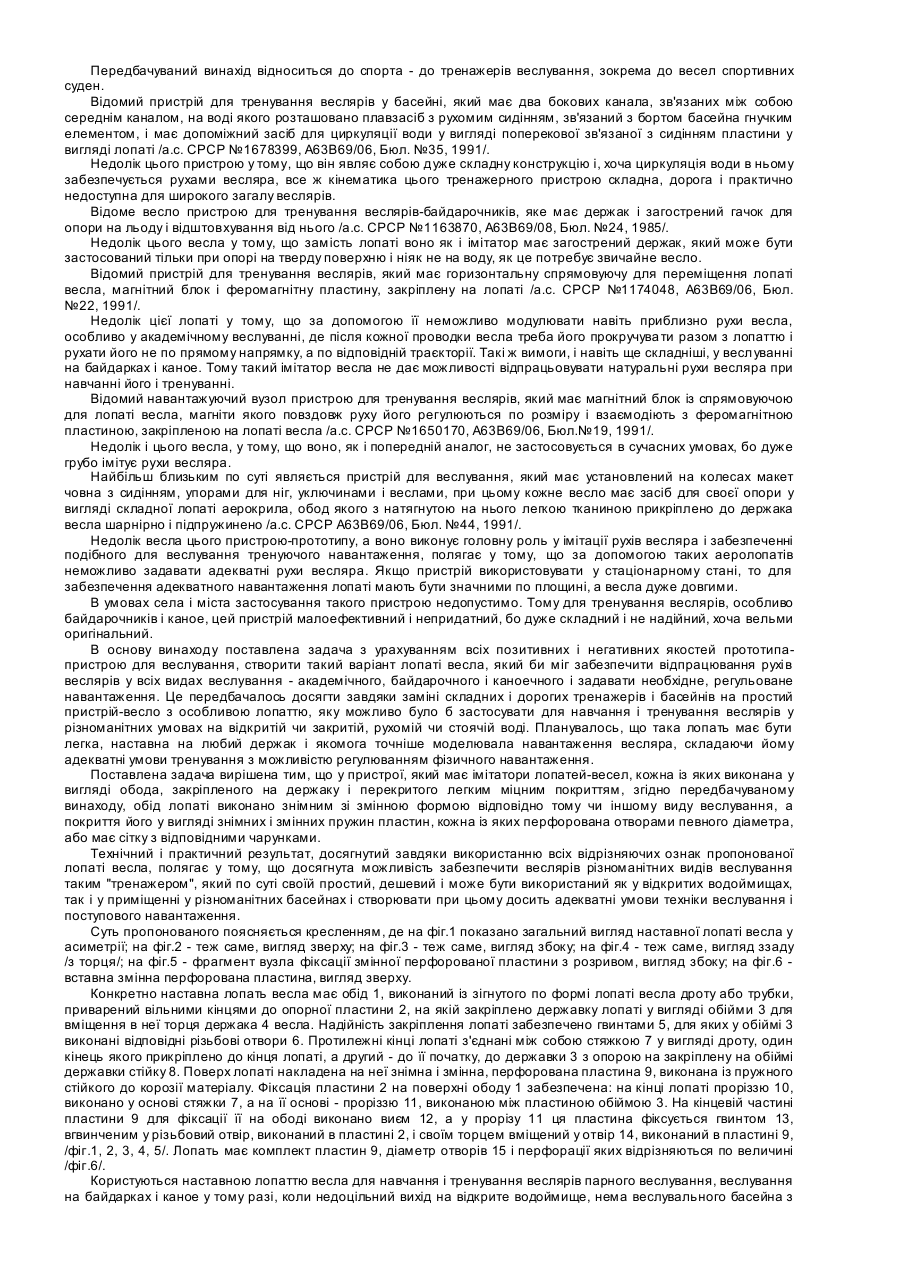
Протектор пневматической крупногабаритной шины, состоящий из резин на основе натурального и бутадиенстирольного каучуков, ще резина на основе натурального каучука примыкает к каркасу шины, а резина на основе бутадиенстирольного каучука расположена снаружи, отличающийся тем, что, с целью увеличения долговечности крупногабаритных пневматических шин и снижения содержания натурального каучука между резинами выполнен переходной слой с...
Спосіб перетворення енергії вітродвигуна безпосередньо у теплову енергію та пристрій для його здійснення
Номер патенту: 50925
Опубліковано: 15.11.2002
Автори: Шурчков Анатолій Васильович, Крупевич Тетяна Григоровна, Пісарев Вячеслав Євгенович, Соколов Олексій Олексійович
МПК: F03D 9/00
Мітки: безпосередньо, перетворення, вітродвигуна, спосіб, енергію, здійснення, теплову, пристрій, енергії
Формула / Реферат:
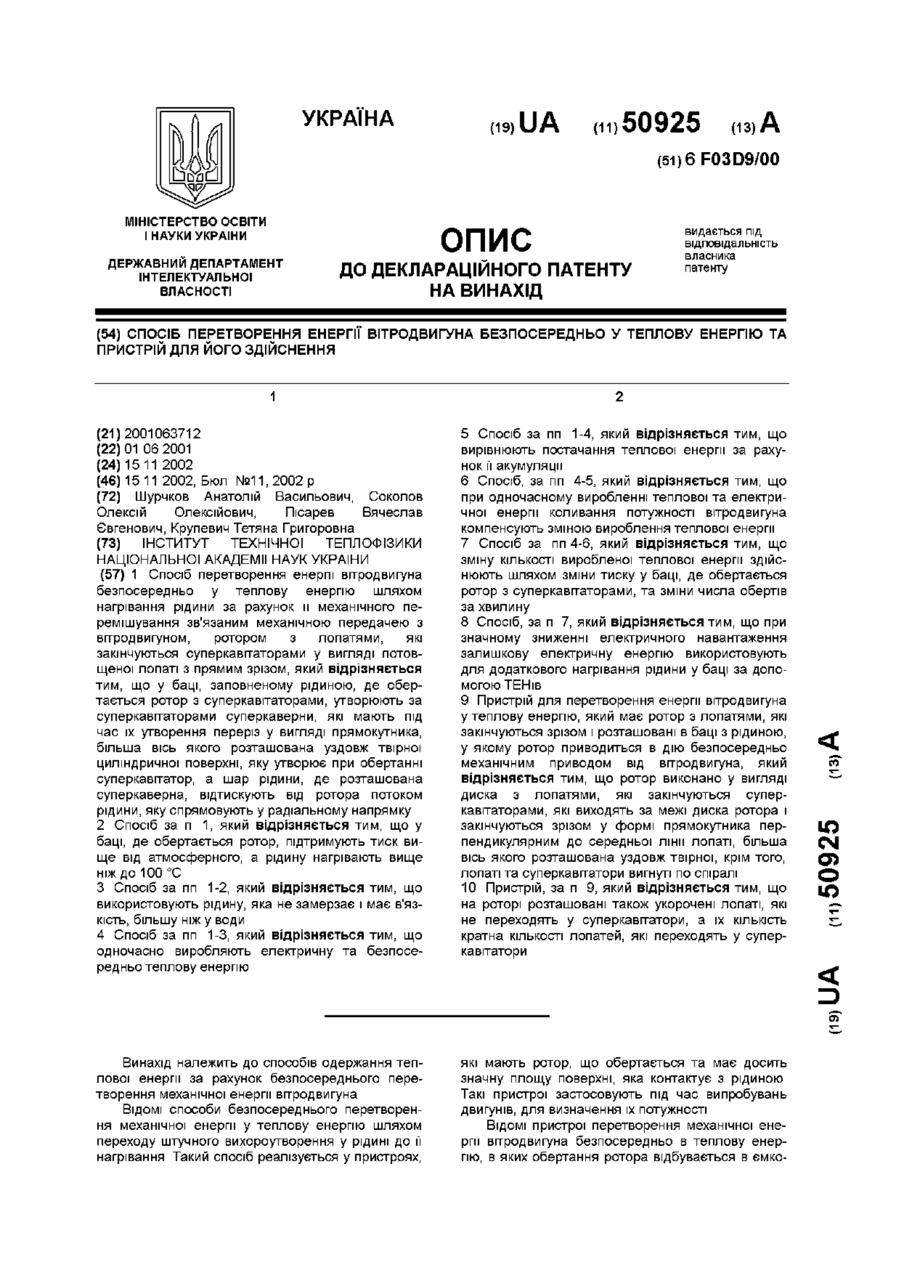
1. Спосіб перетворення енергії вітродвигуна безпосередньо у теплову енергію шляхом нагрівання рідини за рахунок її механічного перемішування зв'язаним механічною передачею з вітродвигуном, ротором з лопатями, які закінчуються суперкавітаторами у вигляді потовщеної лопаті з прямим зрізом, який відрізняється тим, що у баці, заповненому рідиною, де обертається ротор з суперкавітаторами, утворюють за суперкавітаторами суперкаверни, які мають під...
Лопать вітродвигуна
Номер патенту: 18301
Опубліковано: 25.12.1997
Автор: Горенюк Віктор Васильович
МПК: F03D 3/06
Мітки: вітродвигуна, лопать
Формула / Реферат:
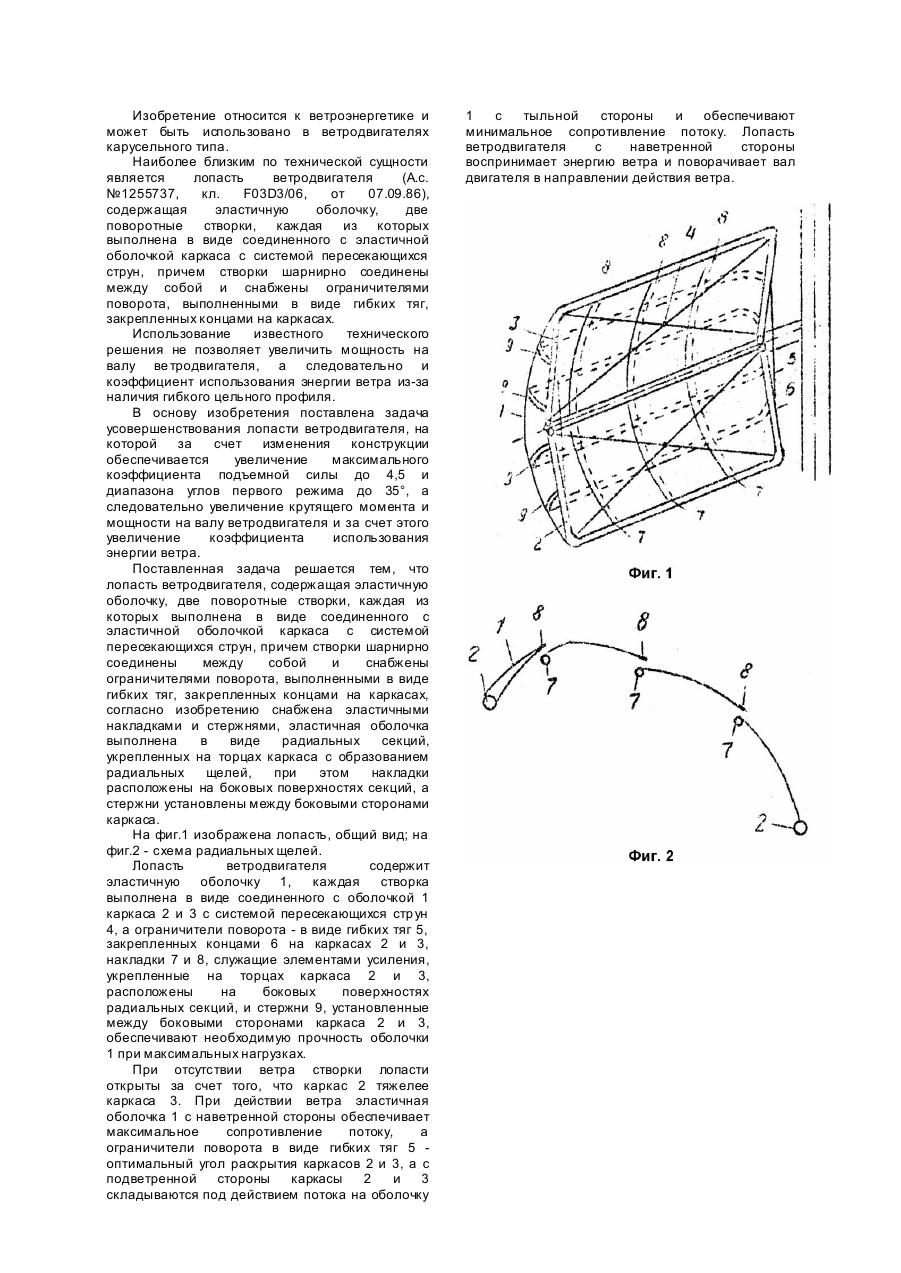
Лопасть ветродвигателя, содержащая эластичную оболочку, две поворотные створки, каждая из которых выполнена в виде соединенного с эластичной оболочкой каркаса с системой пересекающихся струн, причем створки шарнирно соединены между собой и снабжены ограничителями поворота, выполненными в виде гибких тяг, закрепленных концами на каркасах, отличающаяся тем, что она снабжена эластичными накладками и стержнями, оболочка выполнена в виде...
Вітрило бражника роторного вітродвигуна
Номер патенту: 37603
Опубліковано: 15.05.2001
Автор: Бражник Володимир Іванович
МПК: F03D 3/06
Мітки: вітрило, бражника, вітродвигуна, роторного
Формула / Реферат:
(21) 2000020597(54)(57)Дата прийняттярішення30 березня 2001 р.І. Вітрило роторного вітродвигуна,виконане у вигляді полотнища із тканого або плівкового матеріалу, яке відрізняється тим, що воно споряджене сіткою, з'єднаною по периметру з вірьовкою або тросом, з кільцями або петлями на верхньому і нижньому краях для кріплення до підтримуючих конструкція ротора,та приєднаних горизонтальними рядами по всій...
Попередній патент: Електродвигун змінного струму
Наступний патент: Торцевий електричний двигун постійного струму індукторного типу
Випадковий патент: Триангуляційний датчик переміщення, що використовує інфрачервоне лазерне випромінювання