Електродуговий плазматрон для різання металів
Номер патенту: 69172
Опубліковано: 16.08.2004
Автори: Ткаченко Олександр Миколайович, Корсунов Костянтин Анатолійович, Басов Генадій Григорович, Сергієнко Сергій Миколайович, Дзюба В'ячеслав Леонідович
Формула / Реферат
Електродуговий плазмотрон для різання металів, що містить водоохолоджувальний корпус з мідним обтискаючим соплом та ізольований від сопла мідний порожнистий електрод, який відрізняється тим, що розрядний канал мідного порожнистого електроду виконано профільованим у вигляді циліндричної ділянки, яка переходить в зрізаний конус з розширенням в бік витікання газу та внутрішньою різьбовою нарізкою, причому довжина внутрішньої різьбової нарізки дорівнює 1/3 довжини розрядного каналу, в торці якого виконано отвір.
Текст
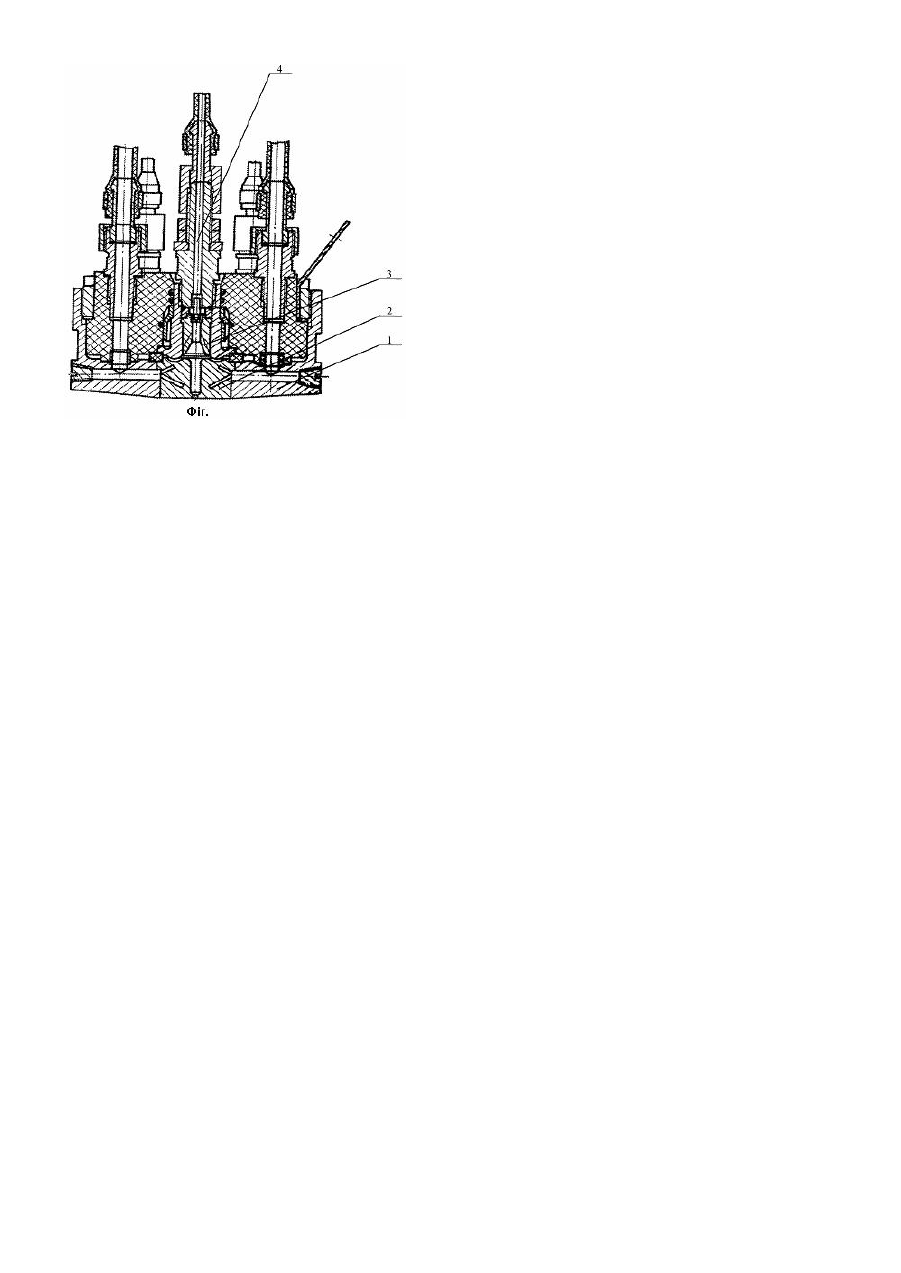
Винахід відноситься до плазмової техніки та може бути застосований в машинобудуванні, заготовчому, металургійному та інши х виробництвах. Відомо елетродуговий плазмотрон для різання металів, який містить водоохолоджувальний корпус, ізольований від корпуса електрод із вставкою з тугоплавкого металу та обтискаюче сопло [Физика и техника низкотемпературной плазмы /С.В. Дресвин, А.В. Донской, В.М. Гольдфарб, B.C. Клубникин. -М.: Атомиздат, 1972. -С.188]. Недоліком відомого плазмотрону є низький ресурс роботи (який не перевищує декілька годин) та мала глибина різу металу. Найбільш близьким за технічною суттю є електродуговий плазмотрон для різання металу, який містить водоохолоджувальний корпус з мідним обтискаючим соплом та ізольований від сопла мідний порожнистий електрод [Киселев Ю. Я. Разработка и освоение механизированной воздушно-плазменной резки металлов плазмотронами с медным полым электродом //Плазмотехнология. -К.: УМК ВО, 1991. -С.152] - прототип. В основу винаходу поставлено задачу удосконалення електродугового плазмотрону для різання металу шляхом того, що розрядний канал порожнистого електроду виконано циліндричним, що переходить в конусне розширення з різьбовою нарізкою, завдяки чому забезпечується зниження локальних теплового та струмового навантажень при одночасному збільшенні потужності дуги, що призводить до зростання ресурсу роботи порожнистого електрода та збільшення глибини різа металу. Поставлена задача досягається тим, що в електродуговому плазмотроні для різання металів, який містить водоохолоджувальний корпус з мідним обтискаючим соплом та ізольований від сопла мідний порожнистий електрод, згідно винаходу, розрядний канал мідного порожнистого електроду виконано профільованим у вигляді з циліндричної ділянки, яка переходить в зрізаний конус з розширенням в бік витікання газу та внутрішньою різьбовою нарізкою, причому довжина внутрішньої різьбової нарізки складає 1/3 довжини розрядного каналу, в торці якого виконано отвір. Різьбова нарізка на конусній ділянці розрядного каналу порожнистого електрода призводить до розподілення катодної прив'язки електричної дуги по вн утрішній поверхні каналу за рахунок дрібномасштабного шунтування (тобто реалізується дифузна прив'язка дуги). Зазначена довжина конусної ділянки розрядного каналу зумовлена наступним. Виконання довжини конусної ділянки більшою за 1/3 довжини розрядного каналу призводить до зміщення зони дифузної прив'язки в бік циліндричної частини розрядного каналу, зростання довжини дуги та більш сильному її обтисканню з боку стінки каналу, що погіршує тепловий режим роботи електрода. Виконання довжини конусної частини меншою за 1/3 довжини розрядного каналу призводить до нестійкості просторового положення прикатодної ділянки дуги та ймовірному, з цієї причини, зриву дуги. Суть винаходу пояснюється кресленням, де зображений електродуговий плазмотрон для різання металів, який містить водоохолоджувальний корпус 1 з мідним обтискаючим соплом 2 та мідний порожнистий електрод 3. Розрядний канал електрода 3 виконано у вигляді циліндра, який переходить у зрізаний конус з розширенням у бік витікання дуги та різьбовою нарізкою з кроком 4мм й глибиною 2мм, причому довжина конусного розширення досягає 1/3 довжини розрядного каналу. В торці електрода 3 виконано отвір, який призначений для додаткової подачі плазмоутворюючого газу за допомогою штуцера 4. Електродуговий плазмотрон для різання металу працює наступим чином. Після подачі охолоджувальної води, плазмоутворюючого газу за допомогою вихрового кільця, розташованого між мідним порожнистим електродом 3 та соплом 2 (на кресленні не позначено), а також за допомогою штуцера 4, розташованого в торці порожнистого електрода 3, між електродом 3 та металом, що розрізається, одним з відомих засобів запалюють електричну дугу. Мідне обтискаюче сопло 2 забезпечує обтискання електричної дуги, що сприяє формуванню високотемпературного плазмового струменя із значим запасом кінетичної енергії. Завдяки тому, що плазмотрон містить мідний порожнистий електрод 3, то, як плазмоутворюючий газ, може використовува тись практично будь-яка газова середа. Локалізація опорної плями дуги в конусній ділянці розрядного каналу порожнистого електрода 3 досягається за рахунок додаткової подачі плазмоутворюючого газу з витратою, яка дорівнює 10% від витрати основного плазмоутворюючого газу, з торцевої частини розрядного каналу електрода 3 через штуцер 4, причому напрями закручування основного та додаткового газів збігаються. Наявність різьби на внутрішній поверхні розрядного каналу порожнистого електрода 3 призводить до турбулізації газового потоку, зрівнянню полей температур, концентрацій і швидкостей, та утворенню "відривних" зон за кожним виступом різьбової нарізки, що сприяє дрібномасштабному шунтуванню дуги одночасно в декількох місцях, тобто відбувається розщеплення катодної ділянки дуги. Розщеплення катодної ділянки дуги призводить до зниження локальних теплового та струмового навантаження, розподілу ерозії матеріалу електрода на більшу поверхню та збільшення, за рахунок цього, ресурсу роботи електрода. Ефект розщеплення катодної плями дуги дозволяє також збільшити потужність розряда за рахунок зростання величини струму дуги до 800А без зниження стійкості електрода. Крім того, частина дуги розташовується усередені порожнистого електрода 3, що призводить до збільшення напруги на дузі та зростання потужності з цієї причини ~ на 30%. Таким чином, зростання потужності дуги відбувається як за рахунок збільшення величини струму, так і напруги на дузі, що, в свою чергу, призводить до зростання глибини та швидкості різання металу. Технічний результат від використання винаходу полягає в формуванні розподіленої (дифузної) прив'язки дуги на поверхні розрядного каналу мідного порожнистого електроду, що призводить до збільшення ресурсу роботи електроду та дозволяє збільшити величину струму дуги до 800А, що забезпечує, в свою чергу, зростання глибини та швидкості різання металу.
ДивитисяДодаткова інформація
Назва патенту англійськоюElectric-arc plasmatron for cutting metals
Автори англійськоюBasov Hennadii Hryhorovych, Dziuba Viacheslav Leonidovych, Korsunov Kostiantyn Anatoliiovych, Serhiienko Serhii Mykolaiovych, Tkachenko Oleksandr Mykolaiovych
Назва патенту російськоюЭлектродуговой плазматрон для резки металлов
Автори російськоюБасов Геннадий Григорьевич, Дзюба Вячеслав Леонидович, Корсунов Константин Анатольевич, Сергиенко Сергей Николаевич, Ткаченко Александр Николаевич
МПК / Мітки
МПК: H05B 7/22
Мітки: різання, металів, електродуговий, плазматрон
Код посилання
<a href="https://ua.patents.su/2-69172-elektrodugovijj-plazmatron-dlya-rizannya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Електродуговий плазматрон для різання металів</a>
Електродуговий плазмотрон для різання металів
Номер патенту: 39386
Опубліковано: 15.06.2001
Автори: Підгорна Наталія Олександрівна, Сергієнко Сергій Миколайович, Дзюба В'ячеслав Леонідович, Корсунов Костянтин Анатолійович
МПК: H05B 7/22
Мітки: плазмотрон, електродуговий, різання, металів
Формула / Реферат:
Електродуговий плазмотрон для різання металів, який містить водоохолоджувальний корпус, електрично ізольований від корпуса водоохолоджувальний електрод та змінне сопло, який відрізняється тим, що сопло складається з двох частин, в одній з яких обтискаючий канал має форму зрізаного конуса, а в іншій - циліндра та в циліндричній частині обладнане тангенційними отворами, що з'єднують канал із вихровою камерою, яка утворена стінками сопла і...
Електродуговий випарник металів і сплавів
Номер патенту: 1995
Опубліковано: 15.09.2003
Автори: Демчишин Анатолій Васильович, Курапов Олексій Юрійович, Демчишин Анатолій Анатолійович, Міченко Валерій Анатолійович, Курапов Юрій Анатолійович, Гончаров Олексій Антонович, Костін Євген Георгійович, Терновий Євген Георгійович
МПК: C23C 14/32
Мітки: сплавів, металів, електродуговий, випарник
Формула / Реферат:
Електродуговий випарник металів і сплавів, що містить протяжний порожнистий катод, виготовлений з матеріалу, що випаровується, з верхнім і нижнім кінцями, анод - з верхнім і нижнім кінцями, підпалюючий електрод, датчики положення дуги та струмопідводи - елементи, призначені для розміщення у вакуумній камері, а також два джерела постійного струму, блок керування роботою джерел постійного струму і джерело підпалювання дуги, причому верхні кінці...
Газ для зварювання та різання металів
Номер патенту: 45931
Опубліковано: 15.04.2002
Автори: Філіпов Ігор Анатолійович, Литвиненко Олександр Миколайович, Єлішевич Валентин Антонович
МПК: B23K 5/00
Мітки: різання, металів, зварювання, газ
Формула / Реферат:
1. Газ для зварювання та різання металів, що складається зі зрідженого вуглеводневого газу і присадки, що містить кетон, який відрізняється тим, що використовують вуглеводневий газ, який містить не менш 50% пропану, а присадка додатково містить спирти, у малекулі яких присутні не більше 4-х атомів вуглецю при такому співвідношенні компонентів, мас.%:вуглеводневий газ, який містить не менш 50% пропану 90 - 99кетон...
Пристрій для газокисневого різання і зварювання металів

Номер патенту: 770
Опубліковано: 15.03.2001
Автори: Кагановський Андрій Йосипович, Лисенко Юрій Миколайович
МПК: F23D 14/40, F23D 14/42, B23K 7/00, B23K 5/00
Мітки: зварювання, металів, пристрій, газокисневого, різання
Формула / Реферат:
1. Пристрій для газокисневого різання і зварювання металів, який містить корпус з виконаними в ньому, каналами подачі кисню і горючого газу, наконечник з мундштуком, інжектор і змішувальну камеру з циліндричною частиною і дифузором, який відрізняється тим, що циліндрична частина змішувально; камери пристрою виконана в одній деталі з інжектором, указана деталь виконана змінною, а в корпусі виконана порожнина для установки указаної змінної...
Електродуговий випарник металів

Номер патенту: 63534
Опубліковано: 15.01.2004
Автори: Шелухін Володимир Васильович, Земляной Юрій Іванович, Руденко Сергій Іванович, Санін Федор Павлович, Єфімчук Борис Павлович, Рябініна Ірина Валентинівна
МПК: C23C 14/24, C23C 14/36, B05B 5/08
Мітки: електродуговий, металів, випарник
Формула / Реферат:
1. Електродуговий випарник металів, що містить циліндричний з осьовою порожниною катод з матеріалу, що випарюється, охоплюючий його анод, блок живлення і систему ініціювання дугового розряду в складі додаткового анода, змонтованого на торці катода через термостійкий електроізолятор, та високовольтного блока живлення, який відрізняється тим, що додатково містить реле, розмикаючі контакти якого з'єднані з позитивним полюсом високовольтного...
Попередній патент: Пристрій для виготовлення багатошарового волокнистого матеріалу
Наступний патент: Штам bifidobacterium adolescentis для виготовлення біопрепаратів
Випадковий патент: Склад для приготування реагенту для обробки бурових розчинів із збагаченою органічною основою