Спосіб виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45-мм нато (.223 “ремінгтон”)
Номер патенту: 69364
Опубліковано: 16.08.2004
Автори: Шейко Володимир Олександрович, Анатольєв Анатолій Анатолійович, Зайківський Олександр Болеславович, Комаров Володимир Олександрович
Формула / Реферат
Спосіб виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45-мм НАТО (.223 «РЕМІНГТОН»), при якому виготовляють заготовку для ствола, просвердлюють канал ствола, висвердлюють патронник, нарізають нарізи на внутрішній поверхні каналу ствола, а після виконання технологічних операцій по нарізці нарізів хромують внутрішню поверхню каналу ствола, який відрізняється тим, що після виконання технологічних операцій по нарізці нарізів, виконують розсвердлення каналу згаданого патронника під циліндричну форму з діаметром більшим, ніж діаметр донної частини гільзи, запресовують у циліндричну частину патронника вставку, розсвердлюють вставку по подовжній осі і виконують у вставці наскрізний канал у вигляді патронника, що відповідає формі зовнішньої поверхні гільзи патрона калібру 5,56х45-мм НАТО (.223 «РЕМІНГТОН»), а перед хромуванням каналу ствола виконують технологічні операції по нанесенню хімічного покриття на внутрішню поверхню каналу, який виконаний у вигляді патронника у вставці.
Текст
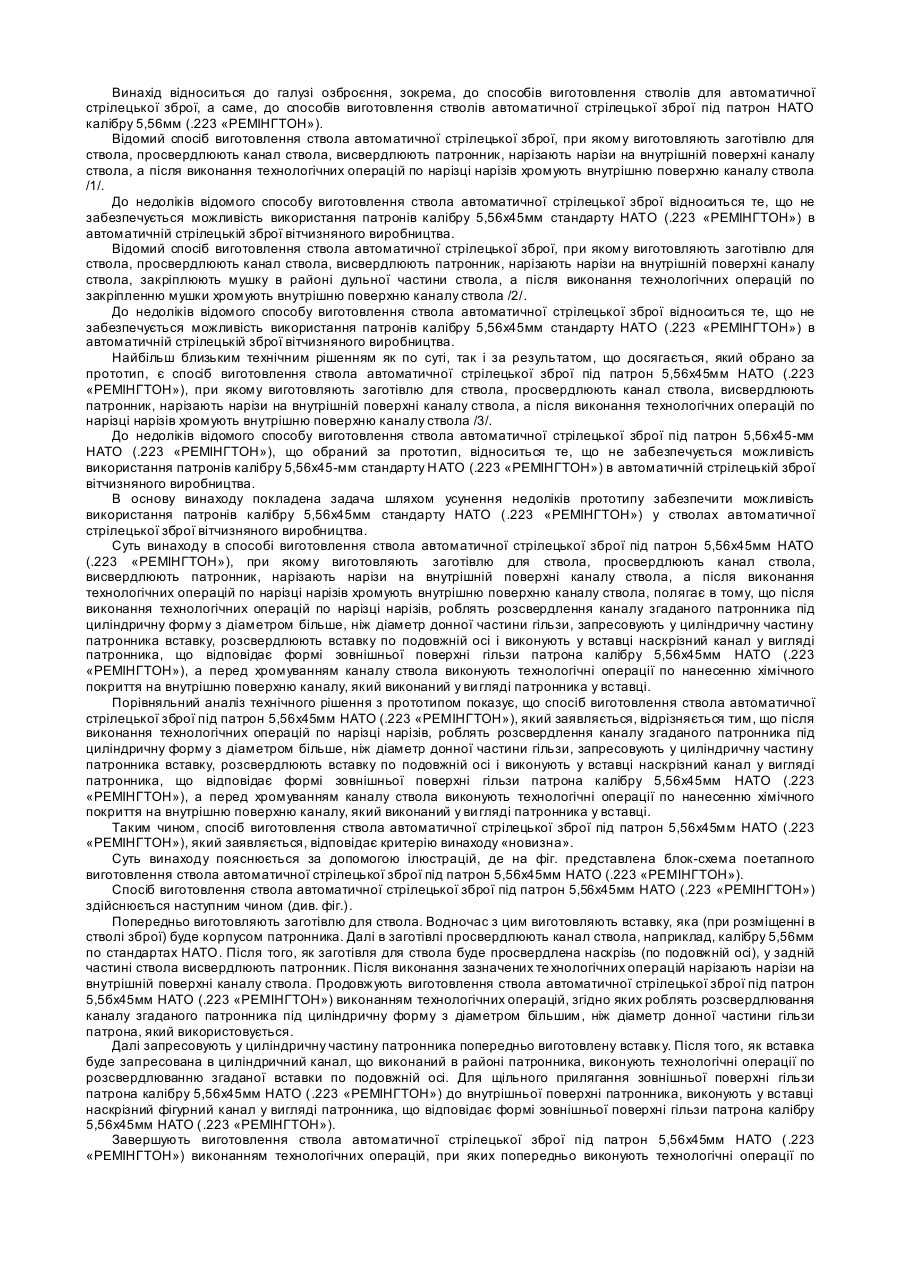
Винахід відноситься до галузі озброєння, зокрема, до способів виготовлення стволів для автоматичної стрілецької зброї, а саме, до способів виготовлення стволів автоматичної стрілецької зброї під патрон НАТО калібру 5,56мм (.223 «РЕМІНГТОН»). Відомий спосіб виготовлення ствола автоматичної стрілецької зброї, при якому виготовляють заготівлю для ствола, просвердлюють канал ствола, висвердлюють патронник, нарізають нарізи на внутрішній поверхні каналу ствола, а після виконання технологічних операцій по нарізці нарізів хромують внутрішню поверхню каналу ствола /1/. До недоліків відомого способу виготовлення ствола автоматичної стрілецької зброї відноситься те, що не забезпечується можливість використання патронів калібру 5,56х45мм стандарту НАТО (.223 «РЕМІНГТОН») в автоматичній стрілецькій зброї вітчизняного виробництва. Відомий спосіб виготовлення ствола автоматичної стрілецької зброї, при якому виготовляють заготівлю для ствола, просвердлюють канал ствола, висвердлюють патронник, нарізають нарізи на внутрішній поверхні каналу ствола, закріплюють мушку в районі дульної частини ствола, а після виконання технологічних операцій по закріпленню мушки хромують внутрішню поверхню каналу ствола /2/. До недоліків відомого способу виготовлення ствола автоматичної стрілецької зброї відноситься те, що не забезпечується можливість використання патронів калібру 5,56х45мм стандарту НАТО (.223 «РЕМІНГТОН») в автоматичній стрілецькій зброї вітчизняного виробництва. Найбільш близьким технічним рішенням як по суті, так і за результатом, що досягається, який обрано за прототип, є спосіб виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН»), при якому виготовляють заготівлю для ствола, просвердлюють канал ствола, висвердлюють патронник, нарізають нарізи на внутрішній поверхні каналу ствола, а після виконання технологічних операцій по нарізці нарізів хромують внутрішню поверхню каналу ствола /3/. До недоліків відомого способу виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45-мм НАТО (.223 «РЕМІНГТОН»), що обраний за прототип, відноситься те, що не забезпечується можливість використання патронів калібру 5,56х45-мм стандарту Н АТО (.223 «РЕМІНГТОН») в автоматичній стрілецькій зброї вітчизняного виробництва. В основу винаходу покладена задача шляхом усунення недоліків прототипу забезпечити можливість використання патронів калібру 5,56х45мм стандарту НАТО (.223 «РЕМІНГТОН») у стволах автоматичної стрілецької зброї вітчизняного виробництва. Суть винаходу в способі виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН»), при якому виготовляють заготівлю для ствола, просвердлюють канал ствола, висвердлюють патронник, нарізають нарізи на внутрішній поверхні каналу ствола, а після виконання технологічних операцій по нарізці нарізів хромують внутрішню поверхню каналу ствола, полягає в тому, що після виконання технологічних операцій по нарізці нарізів, роблять розсвердлення каналу згаданого патронника під циліндричну форму з діаметром більше, ніж діаметр донної частини гільзи, запресовують у циліндричну частину патронника вставку, розсвердлюють вставку по подовжній осі і виконують у вставці наскрізний канал у вигляді патронника, що відповідає формі зовнішньої поверхні гільзи патрона калібру 5,56х45мм НАТО (.223 «РЕМІНГТОН»), а перед хромуванням каналу ствола виконують технологічні операції по нанесенню хімічного покриття на внутрішню поверхню каналу, який виконаний у ви гляді патронника у вставці. Порівняльний аналіз технічного рішення з прототипом показує, що спосіб виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН»), який заявляється, відрізняється тим, що після виконання технологічних операцій по нарізці нарізів, роблять розсвердлення каналу згаданого патронника під циліндричну форму з діаметром більше, ніж діаметр донної частини гільзи, запресовують у циліндричну частину патронника вставку, розсвердлюють вставку по подовжній осі і виконують у вставці наскрізний канал у вигляді патронника, що відповідає формі зовнішньої поверхні гільзи патрона калібру 5,56х45мм НАТО (.223 «РЕМІНГТОН»), а перед хромуванням каналу ствола виконують технологічні операції по нанесенню хімічного покриття на внутрішню поверхню каналу, який виконаний у ви гляді патронника у вставці. Таким чином, спосіб виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН»), який заявляється, відповідає критерію винаходу «новизна». Суть винаходу пояснюється за допомогою ілюстрацій, де на фіг. представлена блок-схема поетапного виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН»). Спосіб виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН») здійснюється наступним чином (див. фіг.). Попередньо виготовляють заготівлю для ствола. Водночас з цим виготовляють вставку, яка (при розміщенні в стволі зброї) буде корпусом патронника. Далі в заготівлі просвердлюють канал ствола, наприклад, калібру 5,56мм по стандартах НАТО. Після того, як заготівля для ствола буде просвердлена наскрізь (по подовжній осі), у задній частині ствола висвердлюють патронник. Після виконання зазначених те хнологічних операцій нарізають нарізи на внутрішній поверхні каналу ствола. Продовжують виготовлення ствола автоматичної стрілецької зброї під патрон 5,5бх45мм НАТО (.223 «РЕМІНГТОН») виконанням технологічних операцій, згідно яких роблять розсвердлювання каналу згаданого патронника під циліндричну форму з діаметром більшим, ніж діаметр донної частини гільзи патрона, який використовується. Далі запресовують у циліндричну частину патронника попередньо виготовлену вставк у. Після того, як вставка буде запресована в циліндричний канал, що виконаний в районі патронника, виконують технологічні операції по розсвердлюванню згаданої вставки по подовжній осі. Для щільного прилягання зовнішньої поверхні гільзи патрона калібру 5,56х45мм НАТО (.223 «РЕМІНГТОН») до внутрішньої поверхні патронника, виконують у вставці наскрізний фігурний канал у вигляді патронника, що відповідає формі зовнішньої поверхні гільзи патрона калібру 5,56х45мм НАТО (.223 «РЕМІНГТОН»). Завершують виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН») виконанням технологічних операцій, при яких попередньо виконують технологічні операції по нанесенню хімічного покриття на внутрішню поверхню каналу, що виконаний у вигляді патронника у вставці, а потім хромують внутрішню поверхню каналу ствола. На цьому технологічний процес виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН») закінчують. Виготовлений за вищевказаною технологією ствол автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН») гото вий до бойового застосування. Виготовлений ствол автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН») установлюють на зразок автоматичної стрілецької зброї, наприклад, на зброю системи Калашникова. Підвищення ефективності застосування способу виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН»), який заявляється, у порівнянні з прототипом, досягається за рахунок установки вставки з подовжнім каналом, що виконаний формою, яка відповідає формі гільзи патрона 5,56х45мм НАТО (.223 «РЕМІНГТОН»). Підвищення ефективності застосування способу виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН»), який заявляється, у порівнянні з прототипом, досягається також шляхом забезпечення можливості пристосування будь-яких стволів автоматичної стрілецької зброї вітчизняного виробництва калібру 5,56мм (стандарту НАТО) під патрон 5,56х45мм НАТО (.223 «РЕМІНГТОН»). Джерела інформації 1. Джон Уолтер «Оружие Калашникова». Автоматы, пулеметы, снайперские винтовки, охотничьи карабины. М., Издательство ЭКСМО-Пресс, 2001, с.99 - аналог. 2. Джон Уолтер «Оружие Калашникова». Автоматы, пулеметы, снайперские винтовки, охотничьи карабины. М., Издательство ЭКСМО-Пресс, 2001, с. 05 - аналог. 3. Джон Уолтер «Оружие Калашникова». Автоматы, пулеметы, снайперские винтовки, охотничьи карабины. М., Издательство ЭКСМО-Пресс, 2001, с.21-22 - прототип.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make a barrel for automated riffle arms for a shell 5.56x45-mm
Автори англійськоюAnatoliev Anatolii Anatoliiovych, Sheiko Volodymyr Oleksandrovych, Komarov Volodymyr Oleksandrovych, Zaikivskyi Oleksandr Boleslavovych
Назва патенту російськоюСпособ изготовления ствола автоматического стрелкового оружия под патрон 5,56х45-мм
Автори російськоюАнатольев Анатолий Анатольевич, Шейко Владимир Александрович, Комаров Владимир Александрович, Зайкивский Александр Болеславович
МПК / Мітки
МПК: F41A 21/00
Мітки: 5,56х45-мм, зброї, ремінгтон, патрон, спосіб, ствола, стрілецької, 223, нато, автоматичної, виготовлення
Код посилання
<a href="https://ua.patents.su/2-69364-sposib-vigotovlennya-stvola-avtomatichno-strilecko-zbro-pid-patron-556kh45-mm-nato-223-remington.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ствола автоматичної стрілецької зброї під патрон 5,56х45-мм нато (.223 “ремінгтон”)</a>
Ствол автоматичної стрілецької зброї
Номер патенту: 2824
Опубліковано: 16.08.2004
Автори: Комаров Володимир Олександрович, Зайківський Олександр Болеславович, Анатольєв Анатолій Анатолійович, Шейко Володимир Олександрович, Жарков Андрій Володимирович, Грищенко Володимир Павлович
МПК: F41A 21/00
Мітки: зброї, автоматичної, стрілецької, ствол
Формула / Реферат:
1. Ствол автоматичної стрілецької зброї, що містить безпосередньо ствол з виконаними усередині останнього каналом для проходу бойового уражаючого елемента і патронником, при цьому патронник розміщений у задній частині ствола, канал ствола і патронник з'єднані між собою співвісно з утворенням єдиного наскрізного каналу, а на внутрішніх стінках каналу ствола виконані нарізи, який відрізняється тим, що ствол додатково містить вставку, при цьому...
Ствол автоматичної стрілецької зброї
Номер патенту: 2829
Опубліковано: 16.08.2004
Автори: Заєць Олександр Миколайович, Анатольєв Анатолій Анатолійович, Шейко Володимир Олександрович, Комаров Володимир Олександрович, Грищенко Володимир Павлович, Жарков Андрій Володимирович, Федоренко Тетяна Михайлівна, Зайківський Олександр Болеславович
МПК: F41A 21/04, F41A 21/10
Мітки: стрілецької, автоматичної, ствол, зброї
Формула / Реферат:
1. Ствол автоматичної стрілецької зброї, що містить безпосередньо ствол з виконаними усередині останнього каналом для проходу бойового уражаючого елемента і патронником, при цьому патронник розміщений у задній частині ствола, канал ствола і патронник з'єднані між собою співвісно з утворенням єдиного наскрізного каналу, а на внутрішніх стінках каналу ствола виконані нарізи, який відрізняється тим, що ствол додатково містить вкладиш...
Патрон для стрілецької зброї
Номер патенту: 33053
Опубліковано: 15.02.2001
Автори: Сокульський Євген Борисович, Олексієнко Ігор Михайлович, Богатков Сергій Георгійович, Комаров Володимир Олександрович
МПК: F42B 5/00
Мітки: патрон, зброї, стрілецької
Текст:
...}ш кулю і донну частину (гільзу), що дозволить оптимізувати: • масу порохового заряду при вихідних постійних даних; маса кулі, швидкість кулі, довжина ствола: - масу кулі при вихідних постійних даних: - маса порохового заряду, швидкість кулі, довжина ствола; -, швидкість кулі при вихідних постійних даних; - маса кулі, маса порохового заряду, довжина ствола. Відстань нанесення концентратора напруги на корпус патрона (L) від кінця донної...
Спосіб виготовлення зносостійкого ствола вогнепальної зброї
Номер патенту: 35271
Опубліковано: 16.07.2001
Автори: Зозуля Володимир Леонідович, Гамідов Ельмін Аббас-огли, Александров Сергій Миколайович, Зозуля Сергій Леонідович, Нікітін Ігор Володимирович
МПК: F41A 21/22, F41A 21/02, C23C 24/00
Мітки: спосіб, зносостійкого, зброї, вогнепальної, виготовлення, ствола
Формула / Реферат:
1. Спосіб виготовлення зносостійкого ствола вогнепальної зброї, який включає попереднє очищення та обробку ствола ультрадисперсним порошком, який відрізняється тим, що обробку ультрадисперсним порошком або сумішшю ультрадисперсного порошку та технологічного середовища виконують перед кожним пострілом серії, яка включає не менше, ніж 3-5 пострілів шляхом нанесення на зовнішню поверхню кожного снаряда та внутрішню поверхню ствола...
Спосіб виготовлення експонатів стрілецької зброї
Номер патенту: 43736
Опубліковано: 17.12.2001
Автори: Луханін Михайло Іванович, Козлов Олександр Федорович, Комаров Володимир Олександрович, Мітрахович Михайло Михайлович
Мітки: експонатів, зброї, спосіб, стрілецької, виготовлення
Формула / Реферат:
l. Спосіб виготовлення експонатів стрілецької зброї, при якому основу трілецьку зброю приводять до небоєздатного стану жорсткою фіксацією затворноі рами до ствольної коробки, при цьому зазначений експонат зброї виконано розміщеним або на підставці, або на планшеті, або на будь-якому іншому оглядовому місці, який відрізняється тим, що після проведення технологічни операцій щодо жорсткої фіксації затворної рами до ствольної коробки стрілецьку...
Попередній патент: Лікувально-оздоровче ліжко на повітряній подушці
Наступний патент: Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби патронами, оснащеними гумовими метальними снарядами
Випадковий патент: Спосіб профілактики неспроможності кишкового анастамозу