Спосіб виготовлення контактного вузла електричного апарата
Номер патенту: 6988
Опубліковано: 31.03.1995
Автори: Вайнблат Тетяна Іллівна, Гапоненко Геннадій Миколайович, Павленко Юрій Петрович, Кагановський Юрій Семенович, Кригіна Тетяна Павлівна, Дзюба Александр Сергійович
Формула / Реферат
Способ изготовления контактного узла электрического аппарата с твердожидкой при рабочей температуре контактной накладкой, включающий прессование и спекание смеси тугоплавких порошков с одновременным припеканием контактной накладки к рельефной поверхности контактодержателя, отличающийся тем, что в смесь тугоплавких порошков вводят летучий галогенсодержащий компонент, смесь припрессовывают и спекают с одновременным припеканием к рельефной поверхности контактодержателя, а затем свободную от галогенсодержащего компонента пористую матрицу контактной накладки пропитывают токопроводящим легкоплавким сплавом.
Текст
Изобретение относится к области электротехники, в частности к технологии изготовления контактных узлов электрических аппаратов. При изготовлении контактных узлов электрических аппаратов традиционными методами крепления контактных накладок являются пайка, сварка, механическое крепление с помощью клепки [1]. В последние годы в целях повышения надежности контактирования, снижения материалоемкости и стоимости электрических аппаратов применяют контактные узлы с контактными накладками твердожидкими в широком интервале температур [2]. В таких контактных накладках легкоплавкий компонент составляет не менее 50% объема накладки, что дает возможность создать на ее рабочей поверхности жидкий токопроводящий слой. Благодаря наличию такого слоя контактные узлы с твердожидкими контактными накладками обладают рядом достоинств: низким переходным сопротивлением, которое удается получить при малых контактных нажатиях, высокой электродинамической устойчивостью, отсутствием сваривания и залипания. Однако недостатком существующей технологии изготовления таких контактных узлов является то, что требуется механическое крепление контактных накладок, так как невозможно применение традиционных методов крепления - пайки, сварки, клепки [2]. Указанный недостаток можно устранить путем создания контактных узлов методами порошковой металлургии. Известен способ изготовления методом порошковой металлургии контактных узлов с контактной накладкой, содержащей легкоплавкий компонент [3]. В этом способе смесь порошков, содержащую легкоплавкий компонент, припрессовывают к рельефной поверхности контактодержателя и спекают. В процессе спекания происходит формированием контактной накладки и одновременное припекание ее к контактодержателю. Существенным недостатком способа [3] является ограничение на выбор легкоплавкого токопроводящего компонента, так как для реализации жидкометаллического эффекта на рабочей поверхности накладки при рабочей температуре легкоплавкий компонент не должен химически взаимодействовать с тугоплавкой матрицей как в процессе спекания, так и при рабочей температуре. Если же в процессе спекания легкоплавкий и тугоплавкий компоненты взаимодействуют, то происходит изменение химического состава легкоплавкого компонента и, следовательно, изменение его рабочей температуры и сопротивления, что ухудшает надежность контактного узла в целом. Другим недостатком способа [3] является, то что в процессе спекания смеси, содержащей большое количество (не менее 50% объема) легкоплавкого, жидкого при температуре спекания компонента, невозможно получить равномерное распределение всех компонентов контактной накладки в ее объеме и, следовательно, достичь надежного контактирования. Задача изобретения - изготовление контактного узла электрического аппарата с твердо-жидкой контактной накладкой, обладающего повышенной надежностью. Задача решается в способе изготовления контактного узла электрического аппарата с твердо-жидкой при рабочей температуре контактной накладкой, включающем прессование и спекание с одновременным припеканием контактной накладки и контактодержателю, тем, что в смесь тугоплавких порошков вводят летучий га-логенсодержащий компонент, смесь припрессовывают и спекают с одновременным припеканием к рельефной поверхности контактодержателя, а затем свободную от гало-генсодержащего компонента пористую матрицу контактной накладки пропитывают токопроводящим легкоплавким сплавом. Именно тем, что в смесь тугоплавких порошков вводят летучий галогенсодержащий компонент, а затем смесь припрессовывают и спекают с одновременным припеканием к поверхности контактодержателя, после этого пористую матрицу контактной накладки пропитывают токопроводящим легкоплавким сплавом, решается задача изготовления контактного узла электрического аппарата с твердо-жидкой контактной накладкой, обладающего повышенной надежностью. Задача решается следующим образом: смесь порошков тугоплавкого и летучего компонентов припрессовывают и спекают в результате чего происходит припекание к рельефной поверхности контактодержателя. Затем пористую твердую матрицу контактной накладки пропитывают легкоплавким токопроводящим сплавом. Это позволяет разделить процесс создания пористой тугоплавкой матрицы контактной накладки и ее припекания к контактодержателю и процесс пропитки матрицы легкоплавким сплавом. Пропитку проводят при такой температуре, когда компоненты легкоплавкого сплава не взаимодействуют с тугоплавкой матрицей, что снимает ограничения на выбор компонентов легкоплавкого сплава и предотвращает изменения его химического состава в процессе пропитки. Наличие в смеси порошков галогенсодержащего летучего при температуре спекания компонента является существенным, так как за счет давления газов, образующихся при его разложении, удается создать равномерно распределенную по объему сообщающуюся пористость, очистить поверхность порошка тугоплавкого компонента от окисных пленок, активировать припекание порошка тугоплавкого компонента к контактодержателю. Экспериментально показано, что при 65-70% общей пористости сообщающейся пористости достаточно для того, чтобы реа-лизовывать жидкометаллический эффект и получить достаточную механическую прочность накладки. При уменьшении общей пористости ниже 65-75% не удается ввести в накладку количество легкоплавкого сплава достаточное для реализации на поверхности жидкометаллического эффекта. При увеличении уровня общей пористости выше 65-75% механическая прочность контактного узла недостаточна. Пример конкретной реализации способа 1. Из порошка меди марки ПМС-1 ГОСТ 4960-75 и хлористого аммония ГОСТ 3775-72 готовят смесь с весовым соотношением компонентов 77:23. При таком соотношении тугоплавкого и летучего компонентов получается пористость 65-70%. В месте крепления контактной накладки на контактодержателе создают рельефную поверхность: отверстие, углубление, концентрические канавки. Смесь порошков меди и хлористого аммония припрессовывают к медному контакто-держателю, который служит нижним пуансоном пресс-формы. Давление прессования - 1 т/кв см. Спекание с одновременным припеканием проводят в атмосфере проточного водорода при 900°С в течение 1 часа. В процессе спекания формируется матрица контактной накладки с пористостью 70% объема. Пропитку медной пористой матрицы контактной накладки, соединенной с контактодержателем, проводят в расплаве легкоплавкого сплава на основе Bi, Pb, Sn под слоем глицерина или в вакууме в изотермическом режиме. На фотографии 1 показан общий вид сечения контактного узла, полученного таким способом, где 1 - контактодержатель, 2 - контактная накладка, 3 - место крепления накладки к кон-тактодержателю. На фотографии 2 показана микроструктура контактного узла, полученного описанным способом, где 1 - матрица контактной накладки, 2 - легкоплавкий сплав, 3 - место крепления контактной накладки к контактодержателю, 4 - контактодержатель. В месте крепления контактной накладки к держателю нет раковин, пор, несплошностей, что говорит об удовлетворительном качестве шва, полученного в процессе припекания. Распределение тугоплавкого и легкоплавкого компонентов в объеме контактной накладки - равномерное. Пример реализации способа 2. Порошок меди и оловянной бронзы, содержащей 50% олова, смешивают в соотношении 4:1 по весу. Затем готовят смесь с порошком хлористого аммония с весовым соотношением компонентов 77:23, припрессовывают смесь к контактодержателю при давлении 1 т/кв см. Спекание проводят при температуре 580°С в атмосфере водорода в течение 1 часа. Пропитку сплавом на основе Bi, Pb, Sn проводят под слоем глицерина в изотермическом режиме. Разделение операций спекания и пропитки позволяет избежать взаимодействия компонентов накладки в процессе спекания и таким образом существенно затормозить образование нежелательных химических соединений, ухудшающих эксплуатационные характеристики контактного узла в целом. Таким образом, по сравнению по способом [3], заявляемый способ позволяет создать контактный узел электрического аппарата с твердо-жидкой контактной накладкой, обладающего повышенной надежностью.
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for contact unit of electrical apparatus
Автори англійськоюKryhina Tetiana Pavlivna, Vainblat Tetiana Illivna, Haponenko Hennadii Mykolaiovych, Dziuba Oleksandr Serhiiovych, Kahanovskyi Yurii Semenovych, Pavlenko Yurii Petrovych
Назва патенту російськоюСпособ изготовления контактного узла электрического аппарата
Автори російськоюКрыгина Татьяна Павловна, Вайнблат Татьяна Ильинична, Гапоненко Геннадий Николаевич, Дзюба Александр Сергеевич, Кагановский Юрий Семенович, Павленко Юрий Петрович
МПК / Мітки
МПК: H01H 1/02, H01H 11/04, B22F 7/04
Мітки: електричного, вузла, виготовлення, апарата, спосіб, контактного
Код посилання
<a href="https://ua.patents.su/2-6988-sposib-vigotovlennya-kontaktnogo-vuzla-elektrichnogo-aparata.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення контактного вузла електричного апарата</a>
Спосіб контактного стикового зварювання імпульсним оплавленням
Номер патенту: 6110
Опубліковано: 29.12.1994
Автори: Богорський Михайло Володимирович, Самотрясов Сергій Михайлович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: імпульсним, спосіб, зварювання, контактного, стикового, оплавленням
Формула / Реферат:
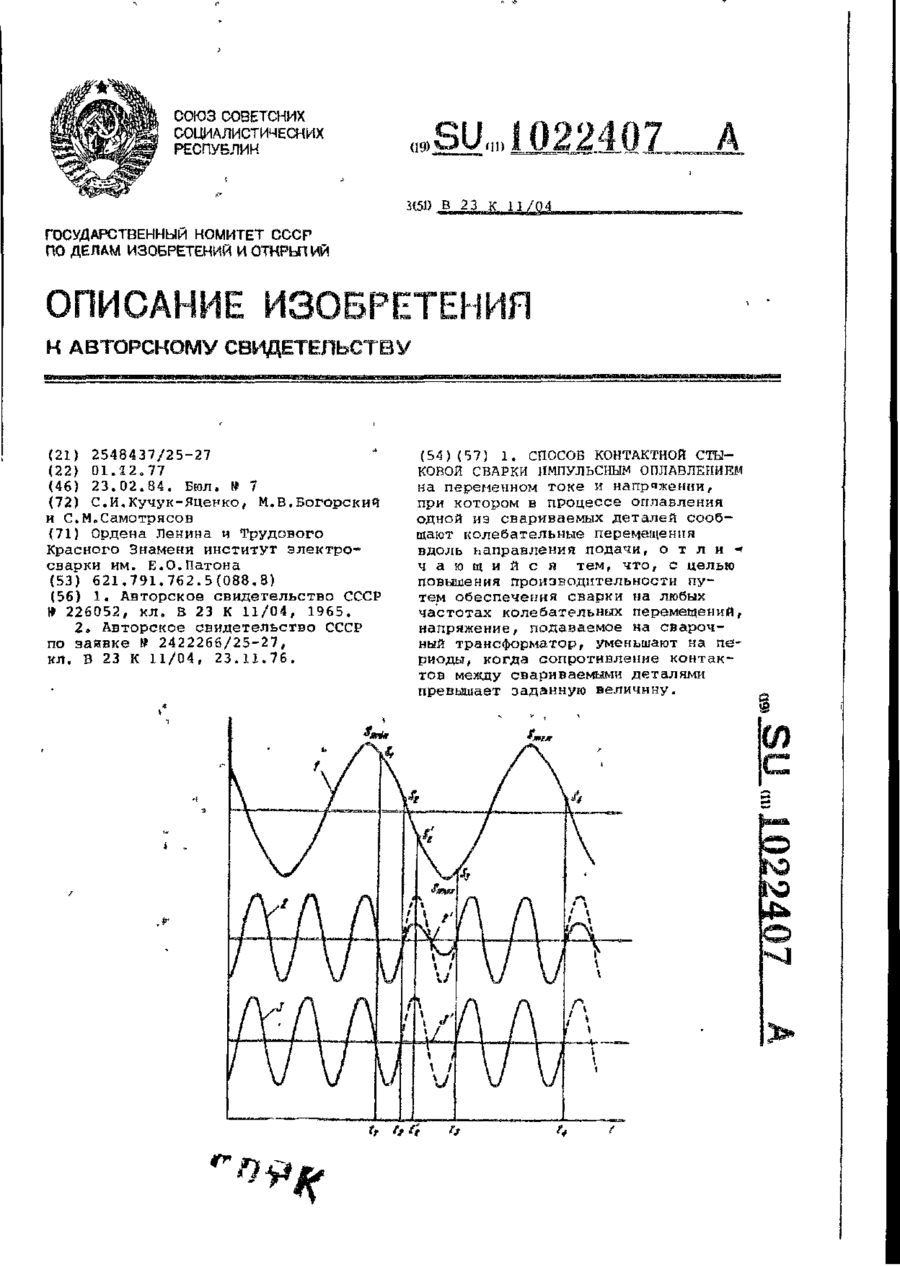
1. Способ контактной стыковой сварки импульсным оплавлением на переменном токе и напряжении, при котором в процессе оплавлення одной из свариваемых деталей сообщают колебательные перемещения вдоль направления подачи, отличающийся тем, что, с целью повышения производительности за счет обеспечения сварки на любых частотах колебательных перемещений, напряжение, подаваемое на сварочный трансформатор, уменьшают на периоды, когда...
Пристрій для електричного з’єднання проводів живлення контактної мережі
Номер патенту: 1190
Опубліковано: 30.12.1993
Автор: Чеботарьов Григорій Аврамович
Мітки: електричного, пристрій, з'єднання, проводів, мережі, живлення, контактної
Формула / Реферат:
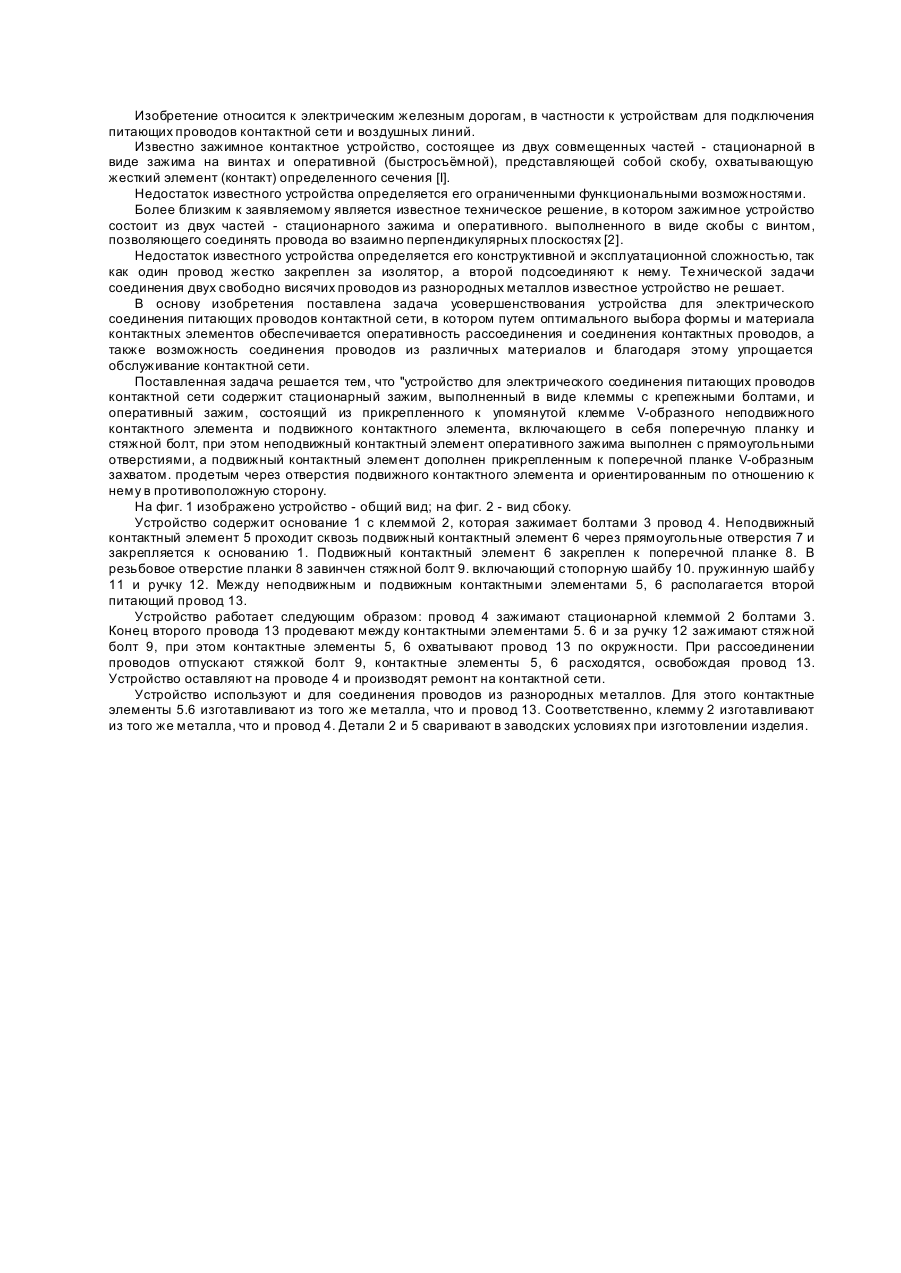
Устройство для электрического соединения питающих проводов контактной сети, содержащее стационарный зажим, выполненный в виде клеммы с крепежными болтами, и оперативный зажим, состоящий из прикрепленного к упомянутой клемме V-образного неподвижного контактного элемента и подвижного контактного элемента, включающего в себя поперечную планку и стяжной болт. отличающееся тем, что неподвижный контактный элемент оперативного зажима выполнен с...
Спосіб контактного стикового зварювання оплавленням з осадком
Номер патенту: 3724
Опубліковано: 27.12.1994
Автори: Казимов Борис Іванович, Кучук-Яценко Сергій Іванович, Шкурко Віктор Григорович, Зяхор Ігор Васильович, Мосендз Ігор Миколайович, Швець Юрій Васильйович
МПК: B23K 11/04
Мітки: спосіб, осадком, оплавленням, контактного, зварювання, стикового
Формула / Реферат:
Способ контактной стыковой сварки оплавлением с осадкой, при котором в процессе осадки удаляют грат установленными на зажимах сварочной машины формирующими устройствами с режущими кромками, расстояние между которыми перед началом оплавления устанавливают равным припуску на оплавление и осадку, отличающийся тем, что, с целью упрощения сварочного оборудования путем снижения усилия осадки, расстояние между одной из режущих кромок и торцом...
Пристрій для виміру зносу контактного проводу
Номер патенту: 4879
Опубліковано: 28.12.1994
Автор: Чеботарьов Григорій Аврамович
МПК: G01B 5/02
Мітки: виміру, зносу, контактного, проводу, пристрій
Формула / Реферат:
1 .Устройство для измерения износа контактного провода, содержащее опорный ролик, предназначенный для взаимодействия с неизнашиваемой поверхностью контактного провода, кинематически связанный с направляющей механизма его перемещения, рычаг, кулачок, закрепленный на одном конце рычага и предназначенный для взаимодействия с изнашиваемой поверхностью контактного провода, индикатор, измерительный стержень которого предназначен для...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 3127
Опубліковано: 26.12.1994
Автори: Богорський Михайло Володимирович, Казимов Борис Іванович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Андрієнко Федір Олександрович
МПК: B23K 11/04
Мітки: пристрій, стикового, управління, контактного, зварювання, оплавленням, процесом
Формула / Реферат:
Устройство для управления процессом контактной стыковой сварки оплавлением, преимущественно одновременно нескольких параллельных сварочных цепей, содержащее силовые тиристорные контакторы с блоками управления, включенные в каждую параллельную сварочную цепь, отличающееся тем, что, с целью повышения качества сварного соединения за счет получения перед осадкой равномерной зоны нагрева деталей с развитой площадью свариваемого сечения, в него...
Попередній патент: Безшатунний двигун внутрішнього згоряння
Наступний патент: Спосіб переробки шлакового розплаву
Випадковий патент: Панель приладів для транспортних засобів