Спосіб контактного стикового зварювання оплавленням з осадком
Номер патенту: 3724
Опубліковано: 27.12.1994
Автори: Мосендз Ігор Миколайович, Шкурко Віктор Григорович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Зяхор Ігор Васильович, Швець Юрій Васильйович
Формула / Реферат
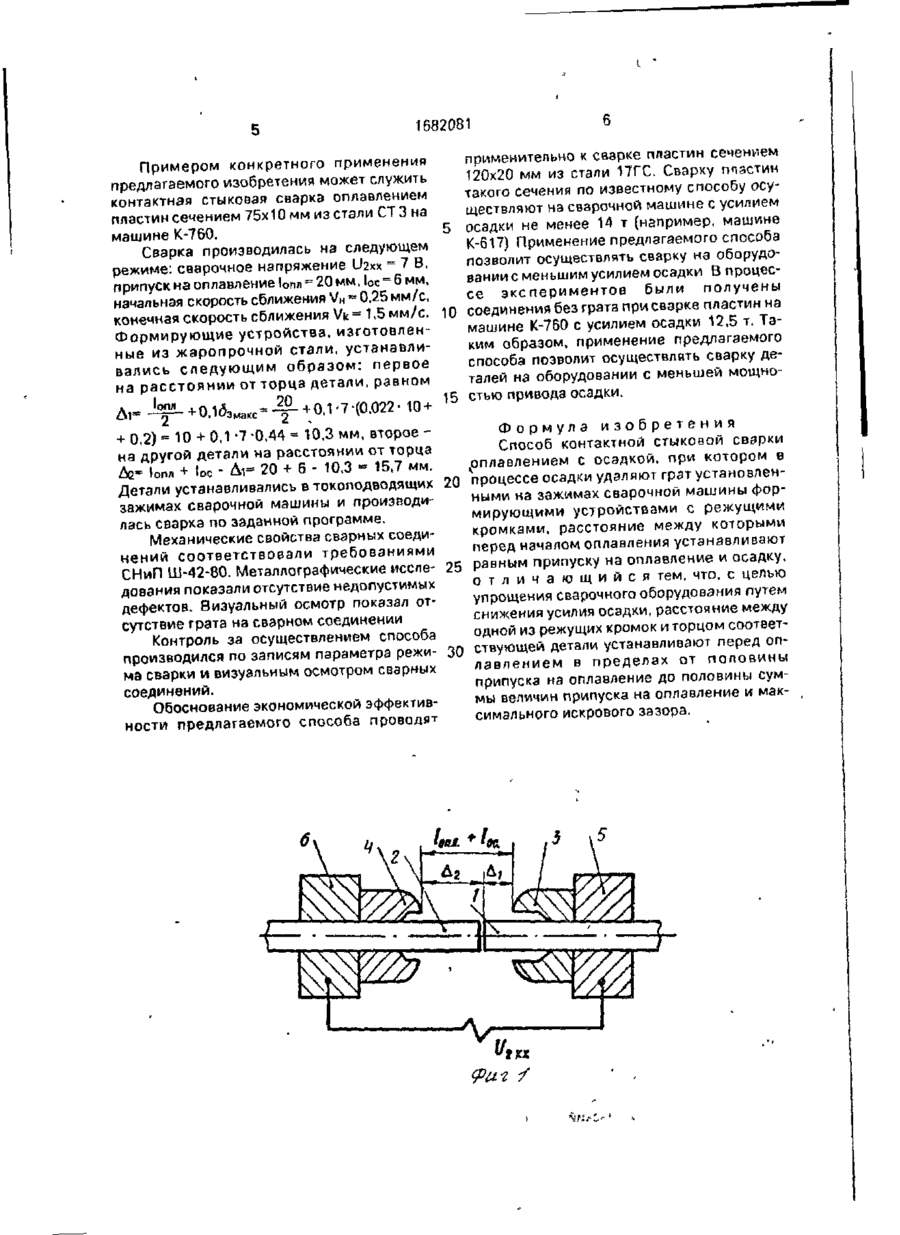
Способ контактной стыковой сварки оплавлением с осадкой, при котором в процессе осадки удаляют грат установленными на зажимах сварочной машины формирующими устройствами с режущими кромками, расстояние между которыми перед началом оплавления устанавливают равным припуску на оплавление и осадку, отличающийся тем, что, с целью упрощения сварочного оборудования путем снижения усилия осадки, расстояние между одной из режущих кромок и торцом соответствующей детали устанавливают перед оплавлением в пределах от половины припуска на оплавление до половины суммы величин припуска на оплавление и максимального искрового зазора.
Текст
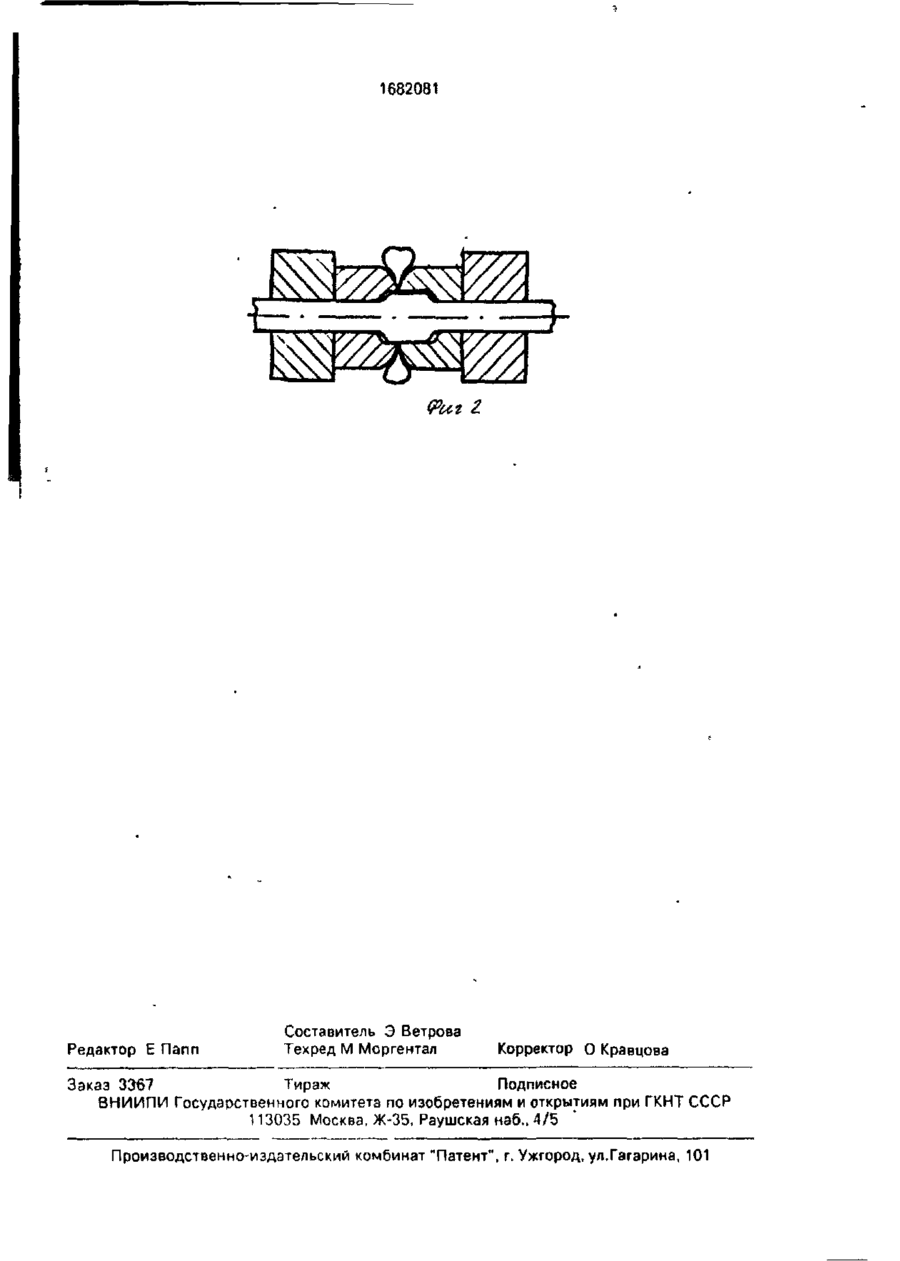
Изобретение относится к контактной стыковой сварке оплавлением, преимущественно деталей, на которых требуется снятие грата. Цель изобретения - упрощение сварочного оборудования за счет снижения усилия осадки при сварке с принудительным формированием сварного соединения. Детали оплавляют и осаживают с заданным припуском. Грат удаляют с процессе осадки установленными на детали формирующими устройствами с режущими кромками, расстояние между которыми до сварки задают равным припуску на оплавление и осадку. Снижение усилия осадки обеспечивают за счет того, что расстояние между одним из формирующих устройств и торцом детали устанавливают в пределах от половины величины припуска на оплавление до половины суммы величин припуска на оплавление и максимального искрового зазора. 2 ил. Изобретение относится к области контактной стыковой сварки оплавлением, преимущественно деталей, на которых требуется снятие грата Цель изобретения - упрощение оборудования за счет снижения усилия осадки. Согласно предлагаемому способу контактной стыковой сварки оплавлением детали оплавляют и осаживают с заданным припуском, а грат удаляют в процессе осадки установленными на зажимах машины формирующими устройствами с режущими кромками, расстояние между которыми до сварки задают равным припуску на оплавление и осадку, при этом расстояние между одним из формирующих устройств и торцом детали устанавливают в пределах от поло вины припуска на оплавление до половины суммы величин припуска на оплавление и максимального искрового зазора В процессе осадки режущие кромки формирующих устройств срезают грат, источником которого являются искры и брызги металла, вылетающие из искрового зазора при взрыве перемычек в процессе оплавления, а формирование усиления сварного соединения происходит в пределах объема, ограниченного деталями и одним из формирующих устройств. Таким образом, при получении сварного соединения с принудительным формированием по предлагаемому способу не затрачивается энергия привода осадки на срезку усиления, источником которого явля 1682081 iff ется продеформированный металл деталей величине Ai в процессе осадки перед рабов зоне термического влияния. чей кромкой формирующего устройства буЭто позволяет упростить сварочное дет образовываться усиление за счет оборудование за счет снижения мощности вытеснения нагретого металла из сварного привода осадки и уменьшения сечения элестыка, что ведет к увеличению усилия осадментов сварочного контура, воспринимаюки, а следовательно, к повышению необхощих усилие осадки. димой мощности привода осадки, т.е. Для реализации способа формирующие усложнению оборудования. устройства следует устанавливать следуюВыбор оптимального значения А) из щим образом. 10 указанного предела производится в зависиОдно из формирующих устройств устамости от величины конечной скорости сблинавливают на расстоянии Лі от торца детажения деталей. Величина конечной ли, которое выбирают в пределах от скорости сближения влияет на форму рельполовины величины припуска на оплавлеефа поверхности оплавления. С увеличениние іоп/1 до половины суммы величин прилу- 15 ем скорости поверхность становится более ска на оплавление и максимального ровной, однако величина максимального зазора при этом не уменьшается. В этом слуИСКрОВОГО заЗОра (З чае увеличивается величина среднего искрового зазора между оплавляемыми деД і = 0.5 ІОШ1...0.5 (Іопл + 20 талями. Поэтому, чем выше конечная скорость сближения, ТЙМ на большем расстоянии Второе формирующее устройство устаот торца детали в указанном пределе следунавливают на второй детали на расстоянии ет устанавливать первое формирующее устот первого, равном величине припуска на ройство. оплавление и осадку 1Опл + 'ос, т.е. на рас25 Например, при сварке углеродистых стоянии от торца второй детали, равном сталей следует устанавливать значение Дг- іопл + toe - Ai. Ai= 0,5 Іопл....0,5 Іопл + 0,1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of resistance joint flash-upset welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Ziakhor Ihor Vasyliovych, Kazymov Borys Ivanovych, Mosendz Ihor Mykolaiovych, Shvets Yurii Vasyliovych, Shkurko Viktor Hryhorovych
Назва патенту російськоюСпособ контактной стыковой сварки оплавлением с осадкой
Автори російськоюКучук-Яценко Сергей Иванович, Зяхор Игорь Васильевич, Казимов Борис Иванович, Мосендз Игорь Николаевич, Швец Юрий Васильевич, Шкурко Виктор Григорьевич
МПК / Мітки
МПК: B23K 11/04
Мітки: осадком, стикового, оплавленням, зварювання, контактного, спосіб
Код посилання
<a href="https://ua.patents.su/4-3724-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam-z-osadkom.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням з осадком</a>
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Лебедєв Володимир Костянтинович, Добровольський Станіслав Дмитрович, Галян Борис Опанасович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: машина, зварювання, оплавленням, стикового, контактного
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1612
Опубліковано: 25.10.1994
Автори: Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович, Горонков Микола Дмитрович, Шкурко Віктор Григорович, Череднічок Віталій Тимофійович, Беляєв Данило Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: спосіб, зварювання, контактного, стикового, оплавленням
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, включающий разделку кромок свариваемых деталей горячей прессовой обработкой, оплавление свариваемых деталей и их последующую осадку, отличающийся тем, что, с целью повышения качества сварки путем сохранения в сварном соединении направления полос прокатки металла, оплавление свариваемых деталей прерывают при достижении ими равновесного теплового состояния и осуществляют разделку кромок,...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: стикового, зварювання, контактного, спосіб, оплавленням
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: спосіб, процесом, контактного, зварювання, оплавленням, стикового, управління
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Спосіб контактного стикового зварювання безперервним оплавленням
Номер патенту: 401
Опубліковано: 30.04.1993
Автори: Лебедєв Володимир Костянтинович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Толдін Анатолій Андрійович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, оплавленням, зварювання, спосіб, стикового, безперервним
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки непрерывным оплавлением, при котором одной из деталей в процессе оплавления сообщают колебания вдоль направления движения деталей с регулируемой амплитудой и частотой и производят осадку, отличающийся тем, что, с целью повышения производительности, снижения потребляемой мощности путем увеличения скорости нагрева свариваемых деталей, колебания одной из свариваемых деталей сообщают...
Попередній патент: Пристрій для сушіння сільскогосподарських продуктів
Наступний патент: Спосіб культивування виробничих дріжджів для приготування спирту
Випадковий патент: Спосіб лікування ран в експерименті