Спосіб виплавки сталі в подових печах
Номер патенту: 70658
Опубліковано: 15.10.2004
Автори: Онода Констянтин Констянтинович, Галушка Віктор Митрофанович, Шуров Юрій Володимирович, Бражник Сергій Анатолійович, Бугай Сергій Вікторович, Щетинський Ігор Іванович, Аксьоненко Валерій Олексійович, Митько Володимир Олексійович, Путнокі Олександр Юліусович

Формула / Реферат
Спосіб виплавки сталі в подових печах, що включає завалку металобрухту та флюсуючих матеріалів, заливку чавуну двома порціями, продувку розплаву киснем, скачування шлаку протягом плавки, її доводку та випуск з печі, який відрізняється тим, що заливку другої порції чавуну здійснюють при досягненні розплавом вмісту вуглецю на 0,3-0,5% вище та температури на 70-100°С нижче потрібних перед випуском.
Текст
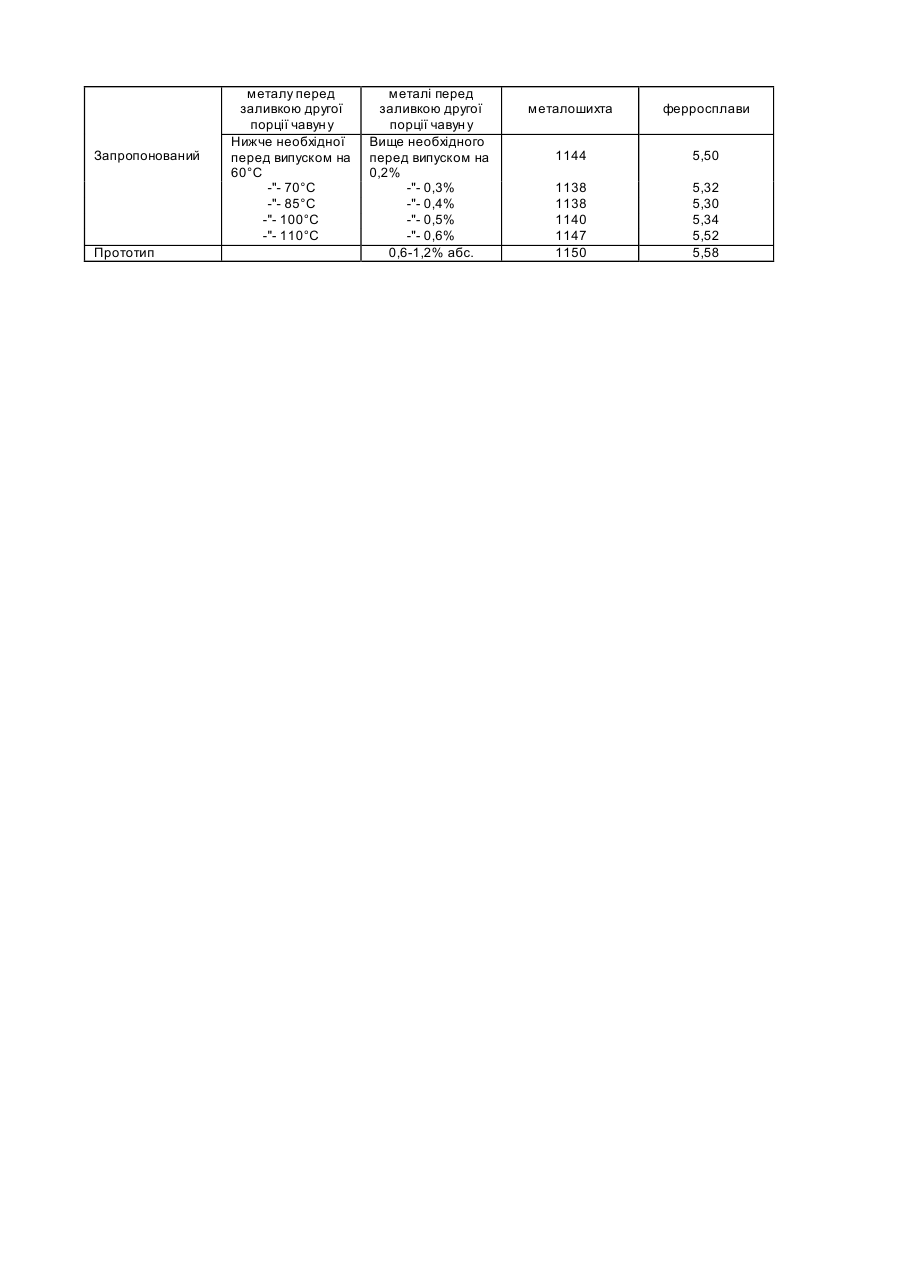
Винахід відноситься до чорної металургії, зокрема, до способів виробництва сталі в подових печах, наприклад, мартенівських та двованних. Відомий спосіб виплавки сталі в подових печах, що включає завалку металобрухту та флюсуючи х матеріалів, заливку чавуну за одним заходом, продувку розплаву киснем, скачування шлаку в перебіг плавки, її доводку та випуск з печі. Регулювання вмісту вуглецю в сталі в процесі плавки проводиться зміною інтенсивності продувки металу киснем або застосуванням твердих окислювачів. [Загальна металургія. Під ред. В. Г. Воскобойникова. М. "Металургія", 1985р., с.258-263]. Недоліком цього способу є те, що при збільшенні частки чавуну в шихті з'являється необхідність збільшувати інтенсивність продувки металу киснем або витрати твердих окислювачів, що, в свою чергу, спричиняє значний перегрів металу або різке закипання ванни (при застосуванні твердих окислювачів). Ці відхилення технологічного процесу не дозволяють регулювати і поєднувати оптимальні швидкості нагріву металу та видалення з нього вуглецю, а також зв'язані з можливістю викидів металу та шлаку з печі. В якості прототипу обраний спосіб виплавки сталі в подових печах, що включає завалку металобрухту та флюсуючи х матеріалів, заливку чавун у двома порціями, продувку розплаву киснем, скачування шлаку в перебіг плавки, її доводку та вип уск з печі (авт. свід. №342910, опубл. 22.06.1972р., бюл. №20). Недоліком цього способу є відсутність регламентації температури металу під час заливки другої порції чавун у, що, при зміні частки чавуну в ши хті, не дозволяє регулювати і поєднувати оптимальні швидкості нагріву металу та видалення з нього вуглецю. Задачею винаходу є вдосконалення способу виплавки сталі в подових печах, в якому шляхом змінення параметрів процесу плавлення досягаються оптимальні швидкості нагріву металу та видалення з нього вуглецю без застосування твердих окислювачів в завалку, що забезпечує зниження витрат металошихти та ферросплавів. Встановлена задача вирішується тим, що в способі виплавки сталі в подових печах, що включає завалку металобрухту та флюсуючи х матеріалів, заливку чавун у за одним заходом, продувку розплаву киснем, скачування шлаку в перебіг плавки, її доводку та випуск з печі, передбачені наступні відмінності - друга порція чавун у заливається в піч при досягненні розплавом вмісту вуглецю на 0,3-0,5% вище та температури на 70-100°С нижче потрібних перед випуском. Така регламентація параметрів перед заливкою другої порції чавуну зумовлена наступним причиннонаслідковим зв'язком між встановленою задачею та запропонованим рішенням: - вуглець і кисень в рідкому залізі є поверхневоактивні елементи, тобто їх концентрації на межі з газовою фазою вищі, ніж в об'ємі розплаву. Збільшення температури посилює дифузійні процеси, знижує поверхневий натяг і, тим самим, полегшує створення бульбашок СО, посилює перемішування, масо- та теплоперенос в об'ємі металу; - знижена після заливки першої порції чавуну висота шару металу і шлаку в ванні печі сприяє зниженню їх ферростатичного тиску і, при температурах, перевищуючи х температуру ліквідує, сприяє інтенсивному кипінню ванни, що, в свою чергу, сприяє протіканню реакції окислення вуглецю і виділенню теплоти в атмосферу печі; - заливка другої порції чавуну при вищевказаних параметрах металу приводить до зниження температури та одночасному збільшенню вмісту вуглецю в розплаві. Подальша продувка металу киснем забезпечує поєднання оптимальних швидкостей нагріву металу та видалення з нього вуглецю, а також потрібні температуру і вміст вуглецю перед випуском плавки. Оптимальні параметри плавки перед заливкою другої порції чавуну (температура металу та вміст вуглецю) підтверджені експериментами. В таблиці приведені дані, що характеризують параметри запропонованого способу в порівнянні з прототипом. Спосіб здійснюється наступним чином: після заливки першої порції чавуну і продувки розплаву киснем проводиться контроль температури металу і вмісту в ньому вуглецю. При досягненні в розплаві вмісту вуглецю на 0,3-0,5% вище та температури на 70-100°С нижче потрібних перед випуском для заданої марки сталі в піч заливається друга порція чавуну і продовжується продувка металу киснем до необхідних параметрів перед випуском або початком післяпродувочного періоду. Приклад реалізації способу в 500-тонній мартенівській печі ВАТ "Запоріжсталь" при виплавці сталі з застосуванням заливки чавуну двома порціями. Піч працює скрап-рудним процесом, загальна вага металшихти 540т,в тому числі рідкого чавуну - 60-67%, металобрухту - 33-40%, основний сортамент - киплячі сталі. Після завалки та прогріву металобрухту (без твердих окислювачів) і флюсових матеріалів в піч заливають першу порцію рідкого чавуну (50-55% від загальної ваги металошихти). Одночасно з заливкою чавун у починають продувку металу киснем. При досягненні в ванні печі вмісту вуглецю на 0,3-0,5% вище необхідного перед випуском (наприклад, для сталей марок 08кп/пс - 0,4-0,6% абс.) і температури 1530-1540°С, в піч заливають другу порцію чавуну (залишок) і продовжують продувку металу киснем до необхідного вмісту вуглецю перед випуском плавки. Загальна вага металошихти не змінюється. Розкислення металу проводиться в ковші під час випуску плавки, розлив сталі проводиться в зливки сифонним способом. При виробництві сталі по запропонованому способу використовуються звичайні шихтові, додаткові та ферросплавні матеріали, які застосовуються в металургії. Таким чином, використання запропонованого способу дозволяє при збільшенні частки чавуну в ши хті (без збільшення загальної ваги металошихти) регулювати і поєднува ти оптимальні швидкості нагріву металу та видалення з нього вуглецю без використання твердих окислювачів в завалку, стабілізувати хід плавки, знизити витрати металошихти та ферросплавів. Таблиця Спосіб Температура Вміст вуглецю в Витрати матеріалів, кг/т Запропонований Прототип металу перед заливкою другої порції чавун у Нижче необхідної перед випуском на 60°С -"- 70°С -"- 85°С -"- 100°С -"- 110°С металі перед заливкою другої порції чавун у Вище необхідного перед випуском на 0,2% -"- 0,3% -"- 0,4% -"- 0,5% -"- 0,6% 0,6-1,2% абс. металошихта ферросплави 1144 5,50 1138 1138 1140 1147 1150 5,32 5,30 5,34 5,52 5,58
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for smelting steel in hearth furnaces
Автори англійськоюPutnoki Oleksandr Yuliusovych, Onoda Kostiantyn Kostiantynovych, Shurov Yurii Volodymyrovych, Halushka Viktor Mytrofanovych
Назва патенту російськоюСпособ выплавки стали в подовых печах
Автори російськоюПутноки Александр Юлиусович, Онода Констянтин Константинович, Шуров Юрий Владимирович, Галушка Виктор Митрофанович
МПК / Мітки
МПК: C21C 5/04
Мітки: подових, сталі, виплавки, спосіб, печах
Код посилання
<a href="https://ua.patents.su/2-70658-sposib-viplavki-stali-v-podovikh-pechakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сталі в подових печах</a>
Спосіб виплавки сталі в подових печах

Номер патенту: 60590
Опубліковано: 15.10.2003
Автори: Бугай Сергій Вікторович, Онода Костянтин Костянтинович, Аксьоненко Валерій Олексійович, Митько Володимир Олексійович, Чесановський Євген Володимирович, Філіпов Валерій Іванович, Бражник Сергій Анатолійович, Шуров Юрій Володимирович
МПК: C21C 5/04
Мітки: подових, печах, виплавки, спосіб, сталі
Формула / Реферат:
Спосіб виплавки сталі в подових печах, що включає завалку металобрухту і флюсуючих матеріалів, заливку чавуну, продувку розплаву киснем, скачування шлаку протягом плавки, її доведення та випуск з печі, який відрізняється тим, що в період завалки на легковагий брухт перед завалкою флюсуючих матеріалів проводять присадку шлаку стабілізованого виробництва феромарганцю в кількості 10 - 20 кг/т сталі.
Спосіб виплавки сталі у подових печах
Номер патенту: 30384
Опубліковано: 15.11.2000
Автори: Тилик Василь Трохимович, Горлов Генадій Васильович, Митько Володимир Олексійович, Мовшович Вілорд Соломонович, Аксененко Валерій Олексійович, Фогель Борис Михайлович, Ботвинський Віктор Якович, Бражник Сергій Анатольович, Підгородецький Євген Олександрович, Лапіцкий Всеволод Володимірович, Штехно Олег Миколайович
МПК: C21C 5/04
Мітки: спосіб, подових, печах, виплавки, сталі
Формула / Реферат:
1. Спосіб виплавки сталі у подових печах, який включає завалення шихтових матеріалів та флюсів, заливання чавуну, продування ванни киснем зверху, по закінченні якої метал продувають інертним газом з питомими витратами 0,5-1,4 м3/т та інтенсивністю 1,5-4,7 тис. м3/год, заглиблюючи фурми нижче його рівня на 50-500 мм, який відрізняється тим, що на завершальному етапі кисневого продування, рівним 0,05-0,25 її загальної...
Спосіб виплавки сталі у високопотужних дугових печах

Номер патенту: 56305
Опубліковано: 15.05.2003
Автори: Крикунов Борис Петрович, Шлемко Степан Васильович, Риженков Олександр Миколайович, Касьян Григорій Іванович, Складановський Євгеній Нікифорович
Мітки: виплавки, високопотужних, дугових, спосіб, сталі, печах
Формула / Реферат:
Спосіб виплавки сталі у високопотужних дугових печах, що включає завантаження стального брухту, шлакоутворюючих, плавлення з подальшим підвалюванням брухту і вапна, доведення, який відрізняється тим, що після випуску 90-95% металу чергової плавки, в піч заливають рідкий переробний чавун в кількості 15-70% від маси металевої частки шихти з подальшим завантаженням 40-70% вапна і 10-20% плавикового шпату від загальної їх кількості, здійснюють...
Спосіб виплавки сталі в подових сталеплавильних агрегатах
Номер патенту: 68227
Опубліковано: 15.07.2004
Автори: Коваль Сергій Олексійович, Климанчук Владислав Владиславович, Прахнін Вячеслав Леонідович, Кладіті Георгій Олександрович, Лещенко Єгор Миколайович, Бойко Володимир Семенович, Аніщенко Микола Федорович, Кисіленко Володимир Василійович, Климов Юрій Васильйович, Черваков Юрій Анатолійович, Годинський Олександр Анатолійович
МПК: C21C 5/04
Мітки: виплавки, агрегатах, подових, сталеплавильних, спосіб, сталі
Формула / Реферат:
1. Спосіб виплавки сталі в подових сталеплавильних агрегатах, що включає присадку вапна і введення відходів виробництва вторинного алюмінію, який відрізняється тим, що введення вапна і відходів виробництва вторинного алюмінію, які містять у своєму складі глинозем, окисли лужних металів та інші інгредієнти, здійснюють одночасно у суміші з металевим алюмінієм при наступному співвідношенні 1:(1,5-3,0):(1,0-1,5), причому відношення між вмістом...
Спосіб виплавки сталі у подових сталеплавильних агрегатах
Номер патенту: 11278
Опубліковано: 25.12.1996
Автори: Петров Олександр Володимирович, Локтіонов Петро Якович, Дворядкін Борис Олександрович, Семенов Микола Прохорович, Гребєнюков Анатолій Васильович, Скороход Микола Михайлович, Жердєв Олександр Сергійович
МПК: C21C 5/04
Мітки: спосіб, сталі, виплавки, подових, сталеплавильних, агрегатах
Формула / Реферат:
Способ выплавки стали в подовых сталеплавильных агрегатах, включающий плавление шихты, продувку ванны кислородом через расположенные у отводящей и подводящей головок печи сводовые фурмы с образованием зоны выделения плавильной пыли, дожигание оксида углерода в рабочем пространстве печи, проведение чистого кипения, отличающийся тем, что после 25-30% продолжительности периода плавления весь кислород до начала периода чистого кипения подают...
Попередній патент: Торцеве ущільнення
Наступний патент: Регенеративний нагрівний колодязь
Випадковий патент: Іграшка "ванька-встанька"