Ливарна модель, що газифікується

Формула / Реферат
1. Ливарна модель, що газифікується, виконана із пінополістиролу із включеними в її об'єм модифікуючими, інокулюючими та легуючими добавками, яка відрізняється тим, що добавки розташовують в моделі не рівномірно по об'єму, а в максимальній концентрації в місці заливання металу із зменшенням останньої в напрямку просування розплавленого металу при заповненні форми, наприклад знизу вгору.
2. Модель за п. 1, яка відрізняється тим, що концентрація добавок міняється не плавно вздовж моделі, а зменшується стрибкоподібно по шарах.
3. Модель за п. 2, яка відрізняється тим, що об'єм шарів не однаковий, а зменшується в напрямку просування металу, причому об'єм кожного шару по висоті моделі визначається відношенням об'єму нижнього шару до верхнього, як 1:(0,85-0,95).
4. Модель за п. 2, яка відрізняється тим, що кількість шарів встановлюється із співвідношення об'єму шару і об'єму моделі як 1:(0,1-0,5).
Текст
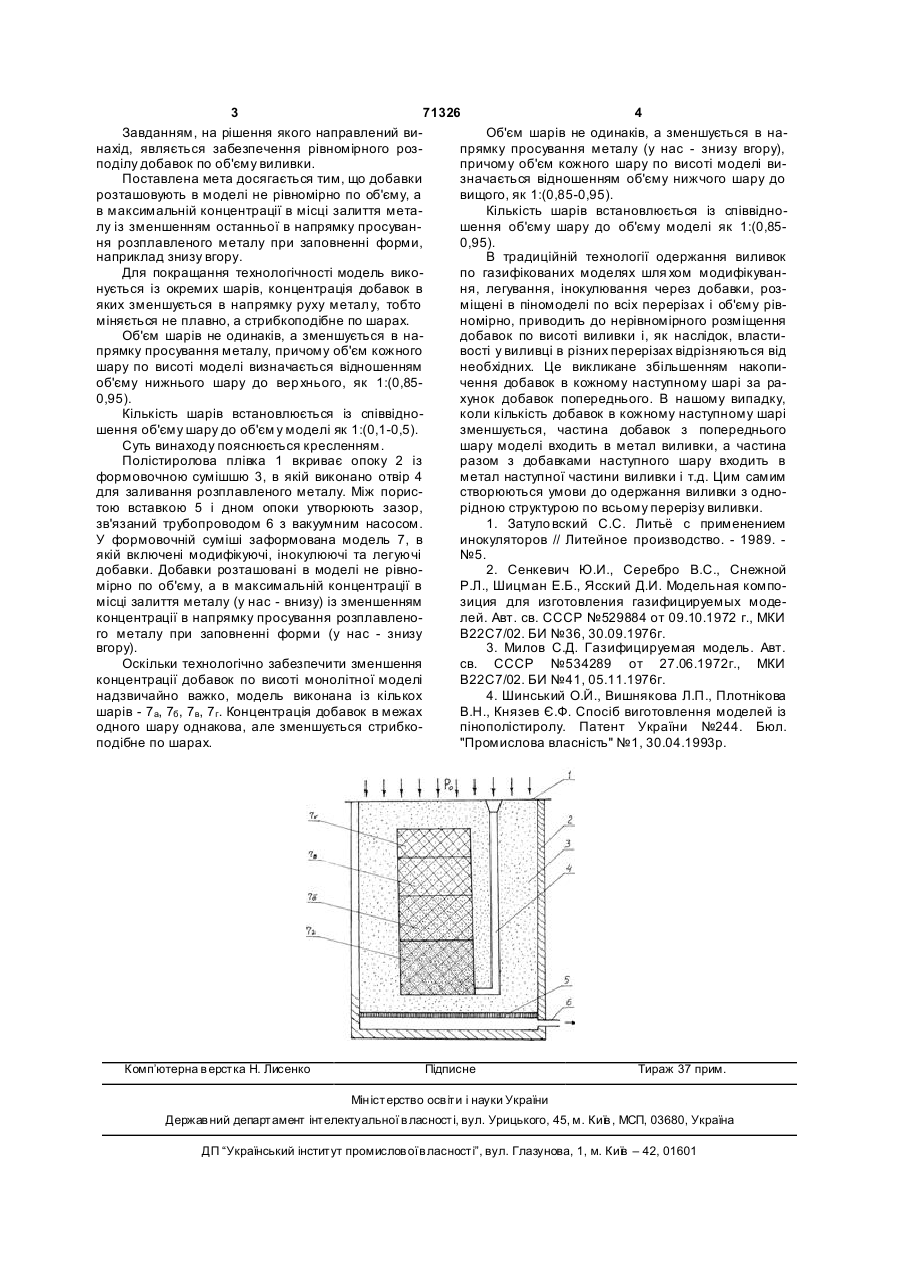
1. Ливарна модель, що газифікується, виконана із пінополістиролу із включеними в її об'єм модифікуючими, інокулюючими та легуючими добавками, яка відрізняється тим, що добавки розташовують в моделі не рівномірно по об'єму, а в максимальній концентрації в місці заливання 3 71326 4 Завданням, на рішення якого направлений виОб'єм шарів не одинаків, а зменшується в нанахід, являється забезпечення рівномірного розпрямку просування металу (у нас - знизу вгору), поділу добавок по об'єму виливки. причому об'єм кожного шару по висоті моделі виПоставлена мета досягається тим, що добавки значається відношенням об'єму нижчого шару до розташовують в моделі не рівномірно по об'єму, а вищого, як 1:(0,85-0,95). в максимальній концентрації в місці залиття метаКількість шарів встановлюється із співвіднолу із зменшенням останньої в напрямку просуваншення об'єму шару до об'єму моделі як 1:(0,85ня розплавленого металу при заповненні форми, 0,95). наприклад знизу вгору. В традиційній технології одержання виливок Для покращання технологічності модель викопо газифікованих моделях шля хом модифікуваннується із окремих шарів, концентрація добавок в ня, легування, інокулювання через добавки, розяких зменшується в напрямку руху металу, тобто міщені в піномоделі по всіх перерізах і об'єму рівміняється не плавно, а стрибкоподібне по шарах. номірно, приводить до нерівномірного розміщення Об'єм шарів не одинаків, а зменшується в надобавок по висоті виливки і, як наслідок, властипрямку просування металу, причому об'єм кожного вості у виливці в різних перерізах відрізняються від шару по висоті моделі визначається відношенням необхідних. Це викликане збільшенням накопиоб'єму нижнього шару до вер хнього, як 1:(0,85чення добавок в кожному наступному шарі за ра0,95). хунок добавок попереднього. В нашому випадку, Кількість шарів встановлюється із співвідноколи кількість добавок в кожному наступному шарі шення об'єму шару до об'єм у моделі як 1:(0,1-0,5). зменшується, частина добавок з попереднього Суть винаходу пояснюється кресленням. шару моделі входить в метал виливки, а частина Полістиролова плівка 1 вкриває опоку 2 із разом з добавками наступного шару входить в формовочною сумішшю 3, в якій виконано отвір 4 метал наступної частини виливки і т.д. Цим самим для заливання розплавленого металу. Між порисстворюються умови до одержання виливки з однотою вставкою 5 і дном опоки утворюють зазор, рідною структурою по всьому перерізу виливки. зв'язаний трубопроводом 6 з вакуумним насосом. 1. Затуло вский С.С. Литьё с применением У формовочній суміші заформована модель 7, в инокуляторов // Литейное производство. - 1989. якій включені модифікуючі, інокулюючі та легуючі №5. добавки. Добавки розташовані в моделі не рівно2. Сенкевич Ю.И., Серебро B.C., Снежной мірно по об'єму, а в максимальній концентрації в Р.Л., Шицман Е.Б., Ясский Д.И. Модельная компомісці залиття металу (у нас - внизу) із зменшенням зиция для изготовления газифицируемых модеконцентрації в напрямку просування розплавленолей. Авт. св. СССР №529884 от 09.10.1972 г., МКИ го металу при заповненні форми (у нас - знизу В22С7/02. БИ №36, 30.09.1976г. вгору). 3. Милов С.Д. Газифицируемая модель. Авт. Оскільки технологічно забезпечити зменшення св. СССР №534289 от 27.06.1972г., МКИ концентрації добавок по висоті монолітної моделі В22С7/02. БИ №41, 05.11.1976г. надзвичайно важко, модель виконана із кількох 4. Шинський О.Й., Вишнякова Л.П., Плотнікова шарів - 7а, 7б , 7в, 7г. Концентрація добавок в межах В.Н., Князев Є.Ф. Спосіб виготовлення моделей із одного шару однакова, але зменшується стрибкопінополістиролу. Патент України №244. Бюл. подібне по шарах. "Промислова власність" №1, 30.04.1993р. Комп’ютерна в ерстка Н. Лисенко Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting consumable pattern
Автори англійськоюShynskyi Ihor Olehovych
Назва патенту російськоюЛитейная газифицируемая модель
Автори російськоюШинский Игорь Олегович
МПК / Мітки
МПК: B22C 9/04
Мітки: газифікується, ливарна, модель
Код посилання
<a href="https://ua.patents.su/2-71326-livarna-model-shho-gazifikuehtsya.html" target="_blank" rel="follow" title="База патентів України">Ливарна модель, що газифікується</a>
Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується
Номер патенту: 71325
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: формах, моделлю, вакуумованих, одержання, газифікується, спосіб, виливків
Формула / Реферат:
1. Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується, який полягає у виготовленні пінополістиролових моделей, формуванні їх вогнетривким наповнювачем в контейнері, їх вакуумуванні і заливанні, твердінні в них металу, охолодженні і вибиванні із контейнерів виливків, який відрізняється тим, що пінополістиролові моделі спочатку обсипають в контейнері вогнетривким наповнювачем фракції 0,02-0,08 мм шаром товщиною 10-15...
Ливарна форма для термопластів

Номер патенту: 44081
Опубліковано: 15.01.2002
Автори: Синюк Олег Миколайович, Скиба Микола Єгорович, Злотенко Борис Миколайович
МПК: B29C 45/27
Мітки: термопластів, форма, ливарна
Формула / Реферат:
Ливарна форма для термопластів, яка містить рухому і нерухому півформи, формуючі гнізда, систему регульованого охолодження і розвідні канали ливникової системи, яка відрізняється тим, що в нерухомій півформі установлені з можливістю обмеженого переміщення в напрямку осі форми вставки з антифрикційного матеріалу і металу, які утворюють стінки розвідних ливникових каналів.
Навчальна модель
Номер патенту: 56063
Опубліковано: 15.04.2003
Автори: Безсмертний Юрій Олексійович, Пшеничний Микола Федорович, Шевчук Сергій Вікторович, Пшеничний Олександр Миколайович
МПК: G09B 23/28
Формула / Реферат:
Навчальна модель, що включає два розміщених один в одному циліндри з перегородками, елементами взаємоперетворення напрямку закручення гладко-м'язових елементів кровоносних судин, виконаних у формі закрученої в одній площині навколо внутрішнього циліндра спіралі, елементи фіксації та переміщення, яка відрізняється тим, що на зовнішній і внутрішній поверхнях внутрішнього циліндра від його середини в протилежних напрямках по право- і...
Комбінована модель для зубопротезних робіт
Номер патенту: 51000
Опубліковано: 15.11.2002
Автори: Король Михайло Дмитрович, Ярковий Віталій Васильович, Ахмеров Вячеслав Джаудатович, Стрюк Едуард Васильович
МПК: A61C 13/34
Мітки: зубопротезних, модель, робіт, комбінована
Формула / Реферат:
Комбінована модель для зубопротезних робіт, що містить окремі пластмасові зуби, яка відрізняється тим, що додатково в області альвеолярних гребенів беззубих ділянок виконують прорізи з наступним розміщенням в них попередньо оброблених кісткових фрагментів.
Модель твердого тіла

Номер патенту: 36516
Опубліковано: 16.04.2001
Автори: Дерев'янко Віктор Миколайович, Пунагін Володимир Миколайович
МПК: G09B 23/06
Текст:
...матеріалу більш наочним і скоротити час роз'яснення. Застосовуючи необхідні прилади, можна вимірювати напруження та деформації при проведенні дослідних та лабораторних робіт. Джерела інформації: 1. Шейкин А.Е.,Че ховской Ю.В., Бр уссер М.И. Структура и свойства цементных бетонов. – М.: Стройиздат, 1979. – с.185. 2. Brant A.M. Cement – Based Composites. Material Mechanical. London -Glasgow – Net Work Tokyo. EFN SPON,1995, p25. 3....
Попередній патент: Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується
Наступний патент: Спосіб лікування дітей першого року життя з вродженою цитомегалією
Випадковий патент: Спосіб здійснення персонального сеансу зв'язку між користувачами мережі передачі даних