Спосіб затвердіння виробів з полімерних композиційних матеріалів
Формула / Реферат
Спосіб затвердіння виробів з полімерних композиційних матеріалів, який включає нагрівання, витримку при температурі затвердіння та охолодження, який відрізняється тим, що нагрівання здійснюють електромагнітним полем надвисокої частоти всього об'єму рідкого зв'язуючого при температурах 120 - 160 °С.
Текст
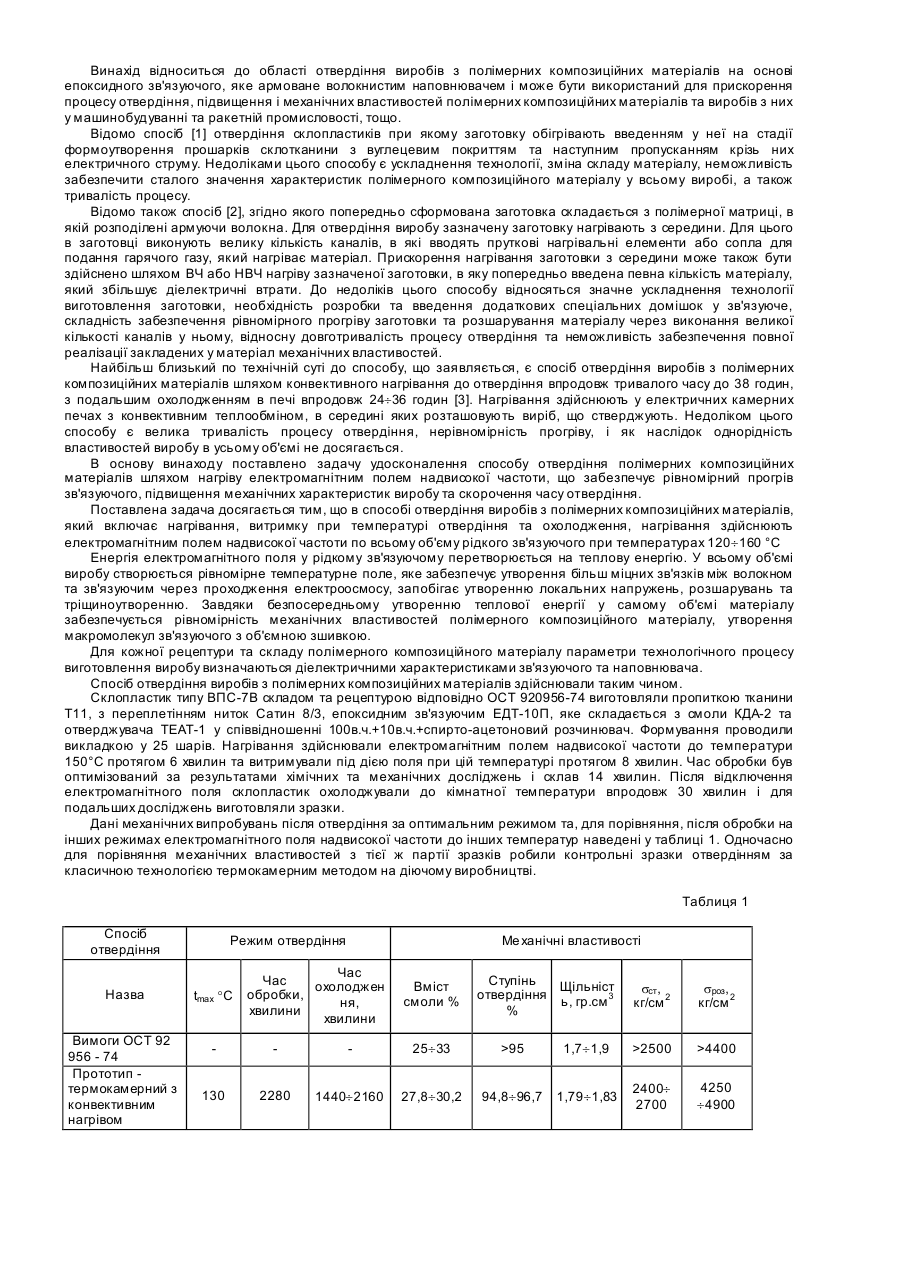
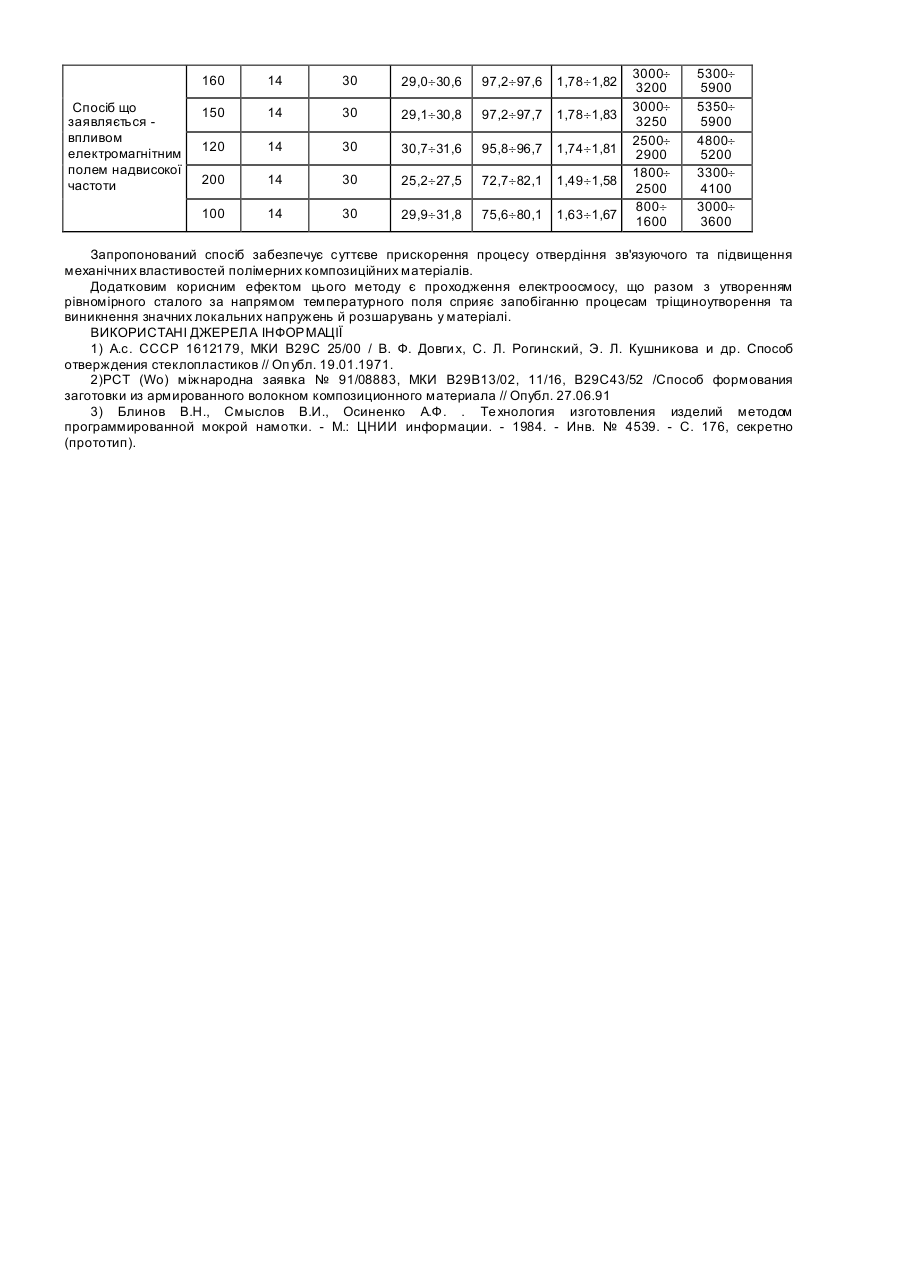
Винахід відноситься до області отвердіння виробів з полімерних композиційних матеріалів на основі епоксидного зв'язуючого, яке армоване волокнистим наповнювачем і може бути використаний для прискорення процесу отвердіння, підвищення і механічних властивостей полімерних композиційних матеріалів та виробів з них у машинобудуванні та ракетній промисловості, тощо. Відомо спосіб [1] отвердіння склопластиків при якому заготовку обігрівають введенням у неї на стадії формоутворення прошарків склотканини з вуглецевим покриттям та наступним пропусканням крізь них електричного струму. Недоліками цього способу є ускладнення технології, зміна складу матеріалу, неможливість забезпечити сталого значення характеристик полімерного композиційного матеріалу у всьому виробі, а також тривалість процесу. Відомо також спосіб [2], згідно якого попередньо сформована заготовка складається з полімерної матриці, в якій розподілені армуючи волокна. Для отвердіння виробу зазначену заготовку нагрівають з середини. Для цього в заготовці виконують велику кількість каналів, в які вводять пруткові нагрівальні елементи або сопла для подання гарячого газу, який нагріває матеріал. Прискорення нагрівання заготовки з середини може також бути здійснено шляхом ВЧ або НВЧ нагріву зазначеної заготовки, в яку попередньо введена певна кількість матеріалу, який збільшує діелектричні втрати. До недоліків цього способу відносяться значне ускладнення технології виготовлення заготовки, необхідність розробки та введення додаткових спеціальних домішок у зв'язуюче, складність забезпечення рівномірного прогріву заготовки та розшарування матеріалу через виконання великої кількості каналів у ньому, відносну довготривалість процесу отвердіння та неможливість забезпечення повної реалізації закладених у матеріал механічних властивостей. Найбільш близький по технічній суті до способу, що заявляється, є спосіб отвердіння виробів з полімерних композиційних матеріалів шляхом конвективного нагрівання до отвердіння впродовж тривалого часу до 38 годин, з подальшим охолодженням в печі впродовж 24¸36 годин [3]. Нагрівання здійснюють у електричних камерних печах з конвективним теплообміном, в середині яких розташовують виріб, що стверджують. Недоліком цього способу є велика тривалість процесу отвердіння, нерівномірність прогріву, і як наслідок однорідність властивостей виробу в усьому об'ємі не досягається. В основу винаходу поставлено задачу удосконалення способу отвердіння полімерних композиційних матеріалів шляхом нагріву електромагнітним полем надвисокої частоти, що забезпечує рівномірний прогрів зв'язуючого, підвищення механічних характеристик виробу та скорочення часу отвердіння. Поставлена задача досягається тим, що в способі отвердіння виробів з полімерних композиційних матеріалів, який включає нагрівання, витримку при температурі отвердіння та охолодження, нагрівання здійснюють електромагнітним полем надвисокої частоти по всьому об'єму рідкого зв'язуючого при температурах 120¸160 °С Енергія електромагнітного поля у рідкому зв'язуючому перетворюється на теплову енергію. У всьому об'ємі виробу створюється рівномірне температурне поле, яке забезпечує утворення більш міцних зв'язків між волокном та зв'язуючим через проходження електроосмосу, запобігає утворенню локальних напружень, розшарувань та тріщиноутворенню. Завдяки безпосередньому утворенню теплової енергії у самому об'ємі матеріалу забезпечується рівномірність механічних властивостей полімерного композиційного матеріалу, утворення макромолекул зв'язуючого з об'ємною зшивкою. Для кожної рецептури та складу полімерного композиційного матеріалу параметри технологічного процесу виготовлення виробу визначаються діелектричними характеристиками зв'язуючого та наповнювача. Спосіб отвердіння виробів з полімерних композиційних матеріалів здійснювали таким чином. Склопластик типу ВПС-7В складом та рецептурою відповідно ОСТ 920956-74 виготовляли пропиткою тканини Т11, з переплетінням ниток Сатин 8/3, епоксидним зв'язуючим ЕДТ-10П, яке складається з смоли КДА-2 та отверджувача ТЕАТ-1 у співвідношенні 100в.ч.+10в.ч.+спирто-ацетоновий розчинювач. Формування проводили викладкою у 25 шарів. Нагрівання здійснювали електромагнітним полем надвисокої частоти до температури 150°С протягом 6 хвилин та витримували під дією поля при цій температурі протягом 8 хвилин. Час обробки був оптимізований за результатами хімічних та механічних досліджень і склав 14 хвилин. Після відключення електромагнітного поля склопластик охолоджували до кімнатної температури впродовж 30 хвилин і для подальших досліджень виготовляли зразки. Дані механічних випробувань після отвердіння за оптимальним режимом та, для порівняння, після обробки на інших режимах електромагнітного поля надвисокої частоти до інших температур наведені у таблиці 1. Одночасно для порівняння механічних властивостей з тієї ж партії зразків робили контрольні зразки отвердінням за класичною технологією термокамерним методом на діючому виробництві. Таблиця 1 Спосіб отвердіння Назва Вимоги ОСТ 92 956 - 74 Прототип термокамерний з конвективним нагрівом Режим отвердіння tmax °С Ме ханічні властивості Час Час охолоджен обробки, ня, хвилини хвилини Вміст смоли % Ступінь Щільніст отвердіння ь, гр.см 3 % sст, кг/cм 2 sроз, кг/см 2 25¸33 >95 1,7¸1,9 >2500 >4400 130 2280 1440¸2160 27,8¸30,2 94,8¸96,7 1,79¸1,83 2400¸ 2700 4250 ¸4900 160 30 29,0¸30,6 97,2¸97,6 1,78¸1,82 150 14 30 29,1¸30,8 97,2¸97,7 1,78¸1,83 120 14 30 30,7¸31,6 95,8¸96,7 1,74¸1,81 200 14 30 25,2¸27,5 72,7¸82,1 1,49¸1,58 100 Спосіб що заявляється впливом електромагнітним полем надвисокої частоти 14 14 30 29,9¸31,8 75,6¸80,1 1,63¸1,67 3000¸ 3200 3000¸ 3250 2500¸ 2900 1800¸ 2500 800¸ 1600 5300¸ 5900 5350¸ 5900 4800¸ 5200 3300¸ 4100 3000¸ 3600 Запропонований спосіб забезпечує суттєве прискорення процесу отвердіння зв'язуючого та підвищення механічних властивостей полімерних композиційних матеріалів. Додатковим корисним ефектом цього методу є проходження електроосмосу, що разом з утворенням рівномірного сталого за напрямом температурного поля сприяє запобіганню процесам тріщиноутворення та виникнення значних локальних напружень й розшарувань у матеріалі. ВИКОРИСТАНІ ДЖЕРЕЛА ІНФОРМАЦІЇ 1) А.с. СССР 1612179, МКИ В29С 25/00 / В. Ф. Довги х, С. Л. Рогинский, Э. Л. Кушникова и др. Способ отверждения стеклопластиков // Оп убл. 19.01.1971. 2)РСТ (Wo) міжнародна заявка № 91/08883, МКИ В29В13/02, 11/16, В29С43/52 /Способ формования заготовки из армированного волокном композиционного материала // Опубл. 27.06.91 3) Блинов В.Н., Смыслов В.И., Осиненко А.Ф. . Те хнология изготовления изделий методом программированной мокрой намотки. - М.: ЦНИИ информации. - 1984. - Инв. № 4539. - С. 176, секретно (прототип).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hardening articles made of polymeric composite materials
Автори англійськоюSanin Fedir Pavlovych
Назва патенту російськоюСпособ затвердения изделий из полимерных композиционных материалов
Автори російськоюСанин Федор Павлович
МПК / Мітки
МПК: B29C 35/00
Мітки: затвердіння, виробів, полімерних, спосіб, композиційних, матеріалів
Код посилання
<a href="https://ua.patents.su/2-73709-sposib-zatverdinnya-virobiv-z-polimernikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб затвердіння виробів з полімерних композиційних матеріалів</a>
Спосіб неруйнівного визначення міцності виробів з шаруватих полімерних композиційних матеріалів
Номер патенту: 28636
Опубліковано: 16.10.2000
Автори: Милешкін Михайло Борисович, Біблик Ірина Валентинівна
МПК: G01N 29/14
Мітки: спосіб, композиційних, визначення, шаруватих, неруйнівного, міцності, полімерних, виробів, матеріалів
Формула / Реферат:
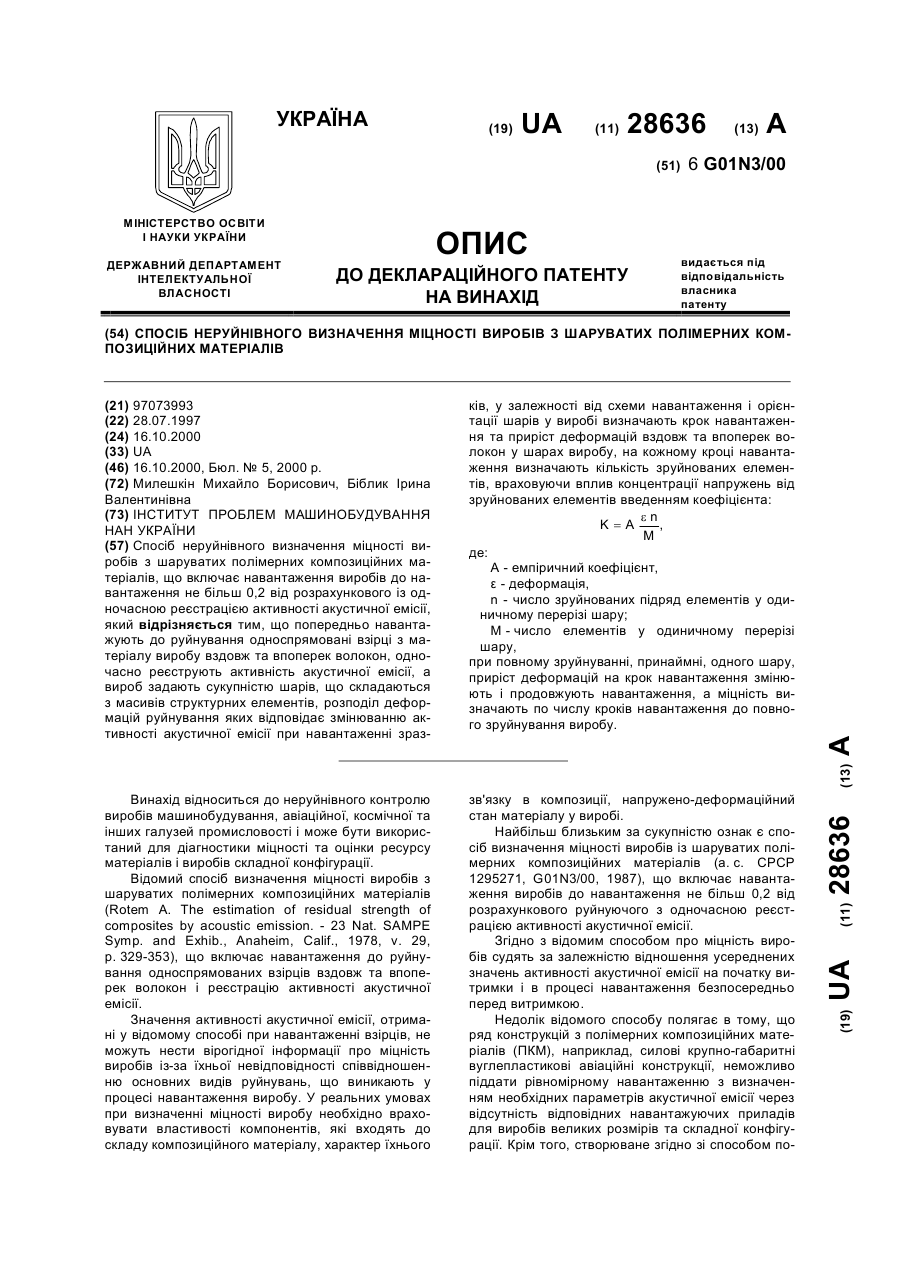
Спосіб неруйнівного визначення міцності виробів з шаруватих полімерних композиційних матеріалів, що включає навантаження виробів до навантаження не більш 0,2 від розрахункового із одночасною реєстрацією активності акустичної емісії, який відрізняється тим, що попередньо навантажують до руйнування односпрямовані взірці з матеріалу виробу вздовж та впоперек волокон, одночасно реєструють активність акустичної емісії, а виріб задають сукупністю...
Спосіб одержання композиційних самоармованих полімерних виробів
Номер патенту: 58206
Опубліковано: 15.07.2003
Автори: Медведська Ельвіда Олександрівна, Білошенко Віктор Олександрович, Дугадко Олександр Борисович, Білоусов Микола Миколайович, Резанова Вікторія Георгіевна, Глущенко Андрій Володимирович, Цебренко Марія Василівна, Матросов Микола Іванович
МПК: D01D 5/12, D01F 8/04, D01D 5/00, D21C 1/00, D02J 1/22
Мітки: виробів, полімерних, одержання, самоармованих, спосіб, композиційних
Формула / Реферат:
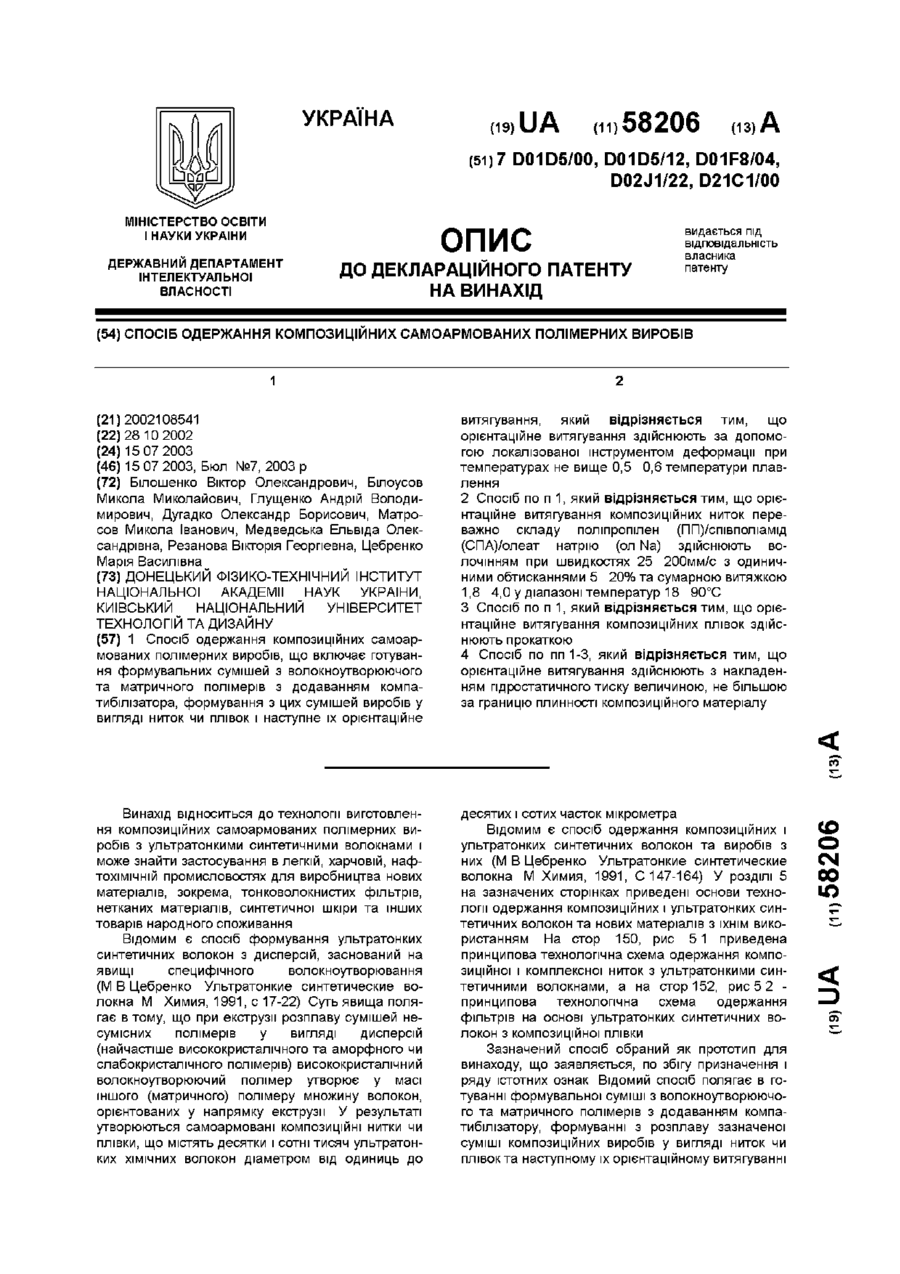
1. Спосіб одержання композиційних самоармованих полімерних виробів, що включає готування формувальних сумішей з волокноутворюючого та матричного полімерів з додаванням компатибілізатора, формування з цих сумішей виробів у вигляді ниток чи плівок і наступне їх орієнтаційне витягування, який відрізняється тим, що орієнтаційне витягування здійснюють за допомогою локалізованої інструментом деформації при температурах не вище 0,5... 0,6...
Різьбове з’єднання труб з полімерних композиційних матеріалів
Номер патенту: 25205
Опубліковано: 30.10.1998
Автори: Гуменюк Сергій Богданович, Копей Богдан Володимирович, Кіндрачук Сергій Мирославович
МПК: F16L 47/00
Мітки: різьбове, композиційних, з'єднання, матеріалів, полімерних, труб
Формула / Реферат:
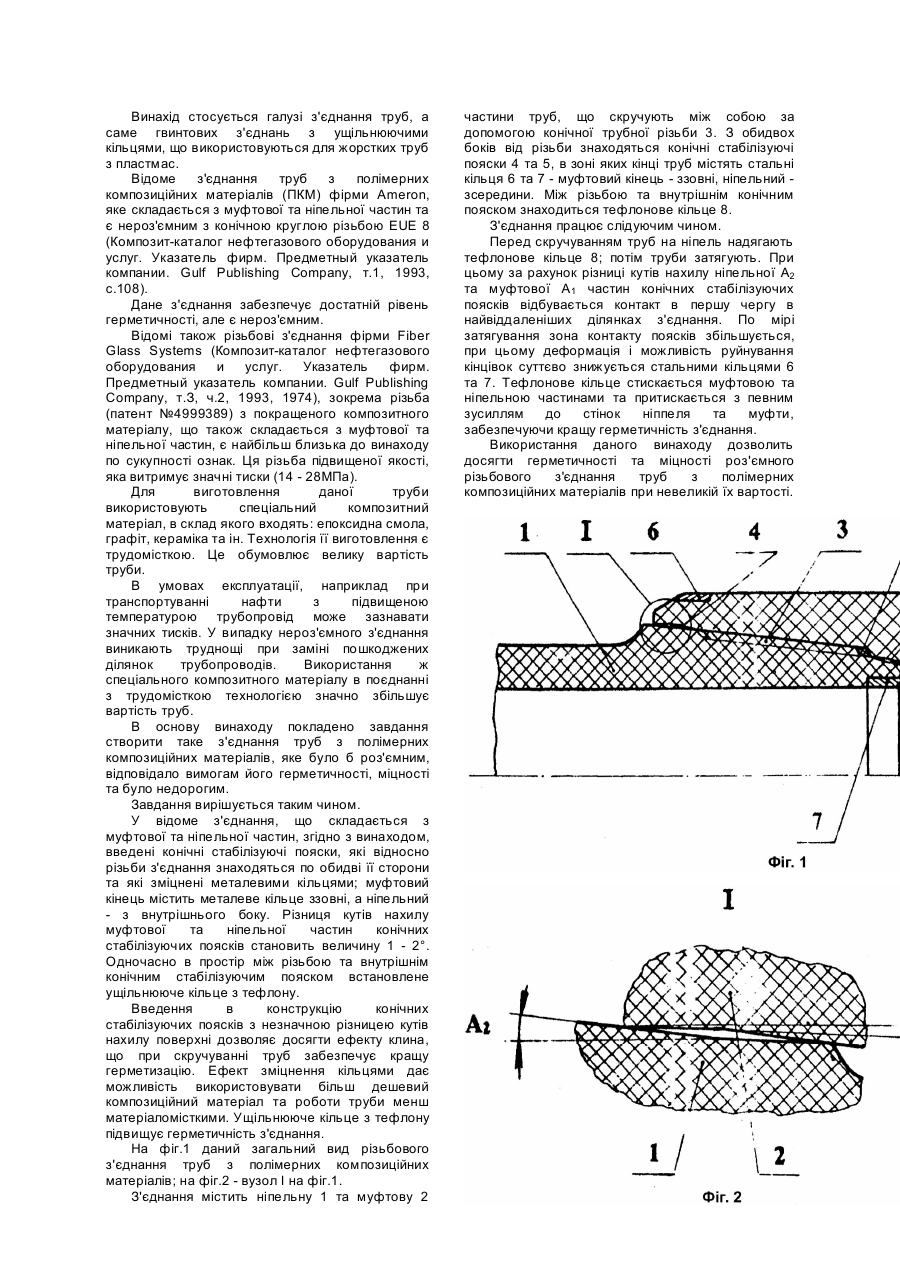
Різьбове з'єднання труб з полімерних композиційних матеріалів, що містить муфтову та ніпельну частини труб з полімерних композиційних матеріалів, сполучених між собою за допомогою конічної різьби, яке відрізняється тим, що містить додатково внутрішній та зовнішній конічні стабілізуючі пояски, зміцнені стальними кільцями, а між внутрішнім пояском та різьбою встановлене ущільнююче кільце з тефлону.
Спосіб виготовлення виробів з полімерних матеріалів
Номер патенту: 39405
Опубліковано: 15.06.2001
Автори: Синюк Олег Миколайович, Скиба Микола Єгорович, Злотенко Борис Миколайович
МПК: B29C 45/03
Мітки: виготовлення, матеріалів, виробів, полімерних, спосіб
Формула / Реферат:
Спосіб виготовлення виробів із полімерних матеріалів, що включає нагнітання розплаву у форму, із наступним його охолодженням при регульованих тиску і температурі, який відрізняється тим, що створюють багатоосьову орієнтацію структури полімерного матеріалу шляхом обертання частини форми, що переміщається.
Спосіб виготовлення виробів із композиційних матеріалів
Номер патенту: 32310
Опубліковано: 15.12.2000
Автори: Фрегер Гарі Юхимович, Харченко Євген Іванович, Коструб Володимир Олексійович
МПК: B29D 23/00, B29C 33/00
Мітки: спосіб, композиційних, матеріалів, виготовлення, виробів
Текст:
...запропонованого способу. Цифрами визначено: 1 - шпулярник з джгутами основної арматури; 2 ванна із зв'язуючим з підігрівом; 3 - віджимна філь'єра; 4 - пучок просіченої арматури; 5 - філь'єра обмотувального вузла; 6 - обмотник; 7 додатковий шпулярник з основною арматурою; 8 - філь'єра обпліточного вузла; 9 - обплітаючий вузол; 10 - короткі формуючі філь'єри; 11 попередня термокамера; 12 - формуючі ролики; 13 - термокамера остаточної...
Попередній патент: Спосіб формування джерела аварійного резервного живлення і пристрій для його здійснення
Наступний патент: Корпус обгортача
Випадковий патент: Спосіб лікування або профілактики клінічних розладів, виліковних прогестероном, у пацієнтів жіночої статі