Спосіб виплавки сталі в мартенівській печі
Номер патенту: 73902
Опубліковано: 15.09.2005
Автори: Годинський Олександр Анатольович, Комар Сергій Михайлович, Прахнін Вячеслав Леонідович, Лещенко Єгор Миколайович, Коваль Сергій Олексійович, Бойко Володимир Семенович, Мастицький Анатолій Іванович, Климанчук Владислав Владиславович, Кладіті Георгій Олександрович, Фентісов Ігор Миколайович, Якін Михайло Миколайович, Цимбой Олександр Васильович
Формула / Реферат
Спосіб виплавки сталі в мартенівській печі, що включає введення у шлакометалеву ванну печі в періоди плавлення й доведення сталі твердого теплоносія у вигляді брикетів, виготовлених з відсівів екзотермічних феросплавів, який відрізняється тим, що в період введення брикетів їх щільність становить 1,3 - 1,8 щільності пічних шлаків, а відкрита пористість 30 - 40 %, причому відсіви екзотермічних феросплавів включають марганець, співвідношення масових часток якого в брикеті та в металі в момент введення брикетів становить 60 - 180, а масова витрата брикетів становить 0,4 - 0,8 від маси вуглецю в металі на момент їх введення.
Текст
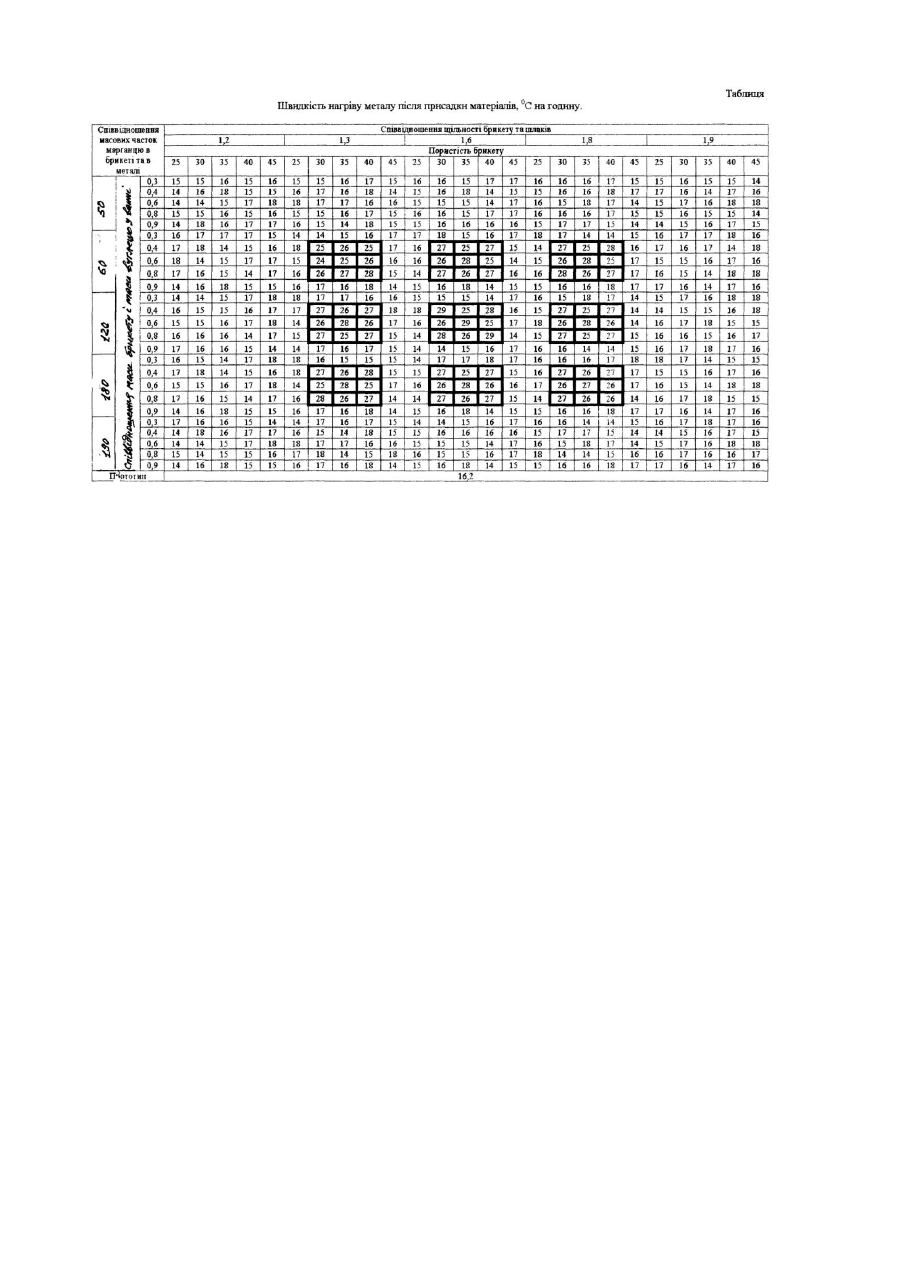
Винахід відноситься до чорної металургії, зокрема, до способів виплавки сталі в мартенівській печі з використанням твердих теплоносіїв у періоди плавлення й доведення. Відомий спосіб виплавки стали в мартенівській печі, по якому у ванну в період 0,4-0,7 тривалості продувки вводять шлаки виробництва вторинного алюмінію. [Авт. свид. СРСР №1439128, 1988р.]. Недоліком відомого способу є введення у ванну непідготовленого матеріалу з непередбаченими властивостями. Найбільш близьким до заявляемого по технічній сутності й досягаемому ефекту є спосіб виплавки етапі в мартенівській печі, по якому у ванну вводять брикети твердого теплоносія із щільністю 0,5-1,2 від щільності пічних шлаків [Деклараційний патент UA52312, С21С/00, 2002р.]. Недолік відомого способу - низька ефективність, що є наслідком того, що низька щільність теплоносія приводить до його повного окислювання в пічному шлаку, блокуванню надходження кисню у ванну, призупиненню барботажа ванни й, як наслідок, припиненню її нагрівання конвективними потоками металу від поверхні до об'єму. В основу винаходу покладене завдання форсованого нагрівання ванни твердим теплоносієм шляхом занурення твердого теплоносія в об'єм металу без зниження окисленості шлаків і збереження інтенсивної конвекції, що забезпечує теплопередачу від факела до ванни. Сутність винаходу полягає в тім, що по способу виплавки сталі в мартенівській печі, що включає введення у ванну агрегату в періоди плавлення й доведення твердого теплоносія у вигляді брикетів з відсівань екзотермічних феросплавів, щільність брикету встановлюють рівною 1,3-1,8 щільності пічних шлаків в період вводу брикетів, а відкриту пористість брикету підтримують на рівні 30-40%, причому співвідношення масових часток марганцю в брикеті та в металі в момент присадки брикетів становите 60-180, а масова витрата брикетів становить 0,4-0,8 від маси вуглецю в металі в момент присадки. Причинно-наслідковий зв'язок між сукупністю відмітних ознак і досягаємим ефектом полягає в наступному. Екзотермічний брикет з високою щільністю проникає через шлак на поверхню металу, причому, внаслідок високої пористості, швидко розчиняється в металі. Збереження високої окисленості забезпечує підтримку пічних шлаків у рідкоплинному стані з високою теплопровідністю й проникністю для кисню. Це приводить до швидкого окислювання екзотермічних елементів в об'ємі металу без припинення перемішування вмісту ванни бульбашками окису вуглецю й забезпечує форсоване нагрівання металу. Установлення щільності брикету залежно від щільності пічних шлаків (або введення брикету у ванну в момент, коли співвідношення щільності пічних шлаків і брикету досягає оптимального значення) забезпечує реалізацію схеми процесу, по якій окисленість шлаків за час обробки ванни екзотермічними брикетами практично не змінюється. При співвідношенні щільності брикету й щільності шлаків менш 1,3 швидкість занурення брикету в шлаки знижується до значень, при яких значна частина брикету розчиняється в шлаку до того, як досягне границі розділу шлак-метал, що приводить до розкислення шлаків й уповільненню нагрівання ванни. При щільності брикету більше 1,8 від щільності шлаків в момент присадки швидкість проходження матеріалу через шлаки перевищує значення, необхідні для прогріву брикету до температури, що потрібна для запобігання утворення на поверхні брикету метало-шлакового конгломерату, що перешкоджає: розчиненню матеріалу, що вводять, у рідкій ванні. Швидкість нагрівання металу при цьому також знижується. При вихідній пористості матеріалу меншої чим 30% сповільнюється розчинення брикету в металі внаслідок низького ступеня розвиненості поверхні контакту «введений матеріал - рідкий метал». При пористості брикету більше 40% розчинення брикету в значній мірі протікає в об'ємі шлака. В обох випадках швидкість нагрівання метала знижується. Контрольоване співвідношення масової частки марганцю в брикеті й масової частки марганцю в металі в момент присадки забезпечує запобігання глибокого розкислення ванни по ходу процесу, тобто служить для запобігання зниження швидкості об'ємного нагрівання металу конвективними потоками, ініційованими бульбашками окису вуглецю. При співвідношенні масових часток марганцю в брикеті й у ванні менш 60 не досягається помітного прискорення нагрівання металу через низьку екзотермічність брикету. При значенні даного співвідношення більше 180 припиняється кипіння ванни, а швидкість нагрівання знижується через відсутність конвективної складової процесу теплопередачі від факела до ванни. Контрольоване співвідношення маси вуглецю у ванні й маси брикетів, що вводять, забезпечує підтримку необхідного балансу тепла в процесі, тобто перешкоджає перегріву металу в локальні відрізки часу, забезпечуючи відповідність швидкості видалення вуглецю швидкості нагрівання металу. Завдяки такому контролю не припускається як недогрів, так і перегрів плавки, а температура металу постійно підтримується на 60-100°С вище лінії ліквідує у цей момент часу. При співвідношенні маси вуглецю в металі й маси матеріалу, що вводять, менш 0,4 не забезпечується істотне прискорення нагрівання металу через недостатню кількість введеного матеріалу. При значенні співвідношення більше 0,8 присадка не ефективна внаслідок того, що в цих умовах відбувається припинення кипіння ванни й знижується швидкість нагрівання металу. Приклад Сталь марки ЗКП виплавляли в 650т мартенівській печі, що працює скрап-рудним процесом із продувкою ванни газоподібним киснем. По ходу плавлення й доведення у ванну вводили брикети різної щільності й хімічного складу при різних значеннях щільності пічних шлаків і змісту вуглецю у ванні. Результати досвідчених плавок наведені в таблиці. Аналіз отриманих експериментальних даних показав, що ефект істотного прискорення нагрівання металу досягається при використанні заявляемої технології і повній відповідності параметрів процесу знайденим експериментально оптимальним значенням співвідношення щільності брикетів і шлаків, пористості брикету, співвідношення масових часток марганцю в металі й брикеті, співвідношення мас вуглецю у ванні й брикетів, що вводять. При виході хоча б одного з параметрів за зазначені межі ефект прискорення нагрівання істотно знижується й не виходить за рамки звичайного розкиду значень швидкості нагрівання від плавки до плавки.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for steel melting in the open-hearth furnace
Автори англійськоюBoiko Volodymyr Semenovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Leschenko Yehor Mykolaiovych, Fentisov Ihor Mykolaiovych, Prakhnin Viacheslav Leonidovych, Yakyn Mykhailo Mykolaiovych, Hodynskyi Oleksandr Anatoliovych, Komar Serhii Mykhailovych, Koval Serhii Oleksiovych, Kladiti Heorhii Oleksandrovych, Mastytskyi Anatolii Ivanovych
Назва патенту російськоюСпособ выплавки стали в мартеновской печи
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Лещенко Егор Николаевич, Фентисов Игорь Николаевич, Прахнин Вячеслав Леонидович, Якин Михаил Николаевич, Годинский Александр Анатольевич, Комар Сергей Михайлович, Коваль Сергей Алексеевич, Кладити Георгий Александрович, Мастицкий Анатолий Иванович
МПК / Мітки
Мітки: сталі, спосіб, печі, мартенівській, виплавки
Код посилання
<a href="https://ua.patents.su/2-73902-sposib-viplavki-stali-v-martenivskijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сталі в мартенівській печі</a>
Спосіб виплавки сталі в основній мартенівській печі

Номер патенту: 52495
Опубліковано: 16.12.2002
Автор: Бойко Володимир Семенович
МПК: C21C 5/04
Мітки: сталі, виплавки, спосіб, печі, основний, мартенівській
Формула / Реферат:
Спосіб виплавки сталі в основній мартенівській печі, що включає завалку металевого брухту, окислювачів, вапняку, який відрізняється тим, що в завалку частково завантажується гарячебрикетоване залізо та металевий брухт у співвідношенні 1:(2,9-6,8), при цьому співвідношення між масами вапняку й окислювачів складає (5,2-8,2):1.
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 54688
Опубліковано: 17.03.2003
Автори: Башкатов Роман Вячеславович, Крикунов Борис Петрович, Вардумян Грант Володимирович, Байструченко Олександр Савелійович, Мастицький Анатолій Іванович, Медведенко Валерій Іванович, Банних Євген Володимирович
МПК: C21C 5/04
Мітки: спосіб, мартенівській, виплавки, сталі, печі
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, який включає присадку до ванни агрегату твердого теплоносія відходів виробництва вторинного алюмінію, який відрізняється тим, що як відходи виробництва використовують алюмофлюс, причому введення алюмофлюсу здійснюють окремими порціями по 0,001-0,003 % від маси металошихти, а кожну окрему порцію перед присадкою розподіляють на окремі пакети масою 0,0001-0,0002 % від маси металошихти.
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 6727
Опубліковано: 16.05.2005
Автори: Писаренко Віктор Гурійович, Бельгер Олег Іванович, Кекух Анатолій Володимирович, ТРОЩІЙ Сергій Володимирович, Бойченко Борис Михайлович, Стоянов Олександр Миколайович, Нізяєв Костянтин Георгійович, Керницький Віктор Володимирович
МПК: C21C 5/04
Мітки: печі, виплавки, спосіб, сталі, мартенівській
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, який включає завалку металобрухту, завантаження чавуну, присадку сипучих охолоджувачів, флюсів і матеріалів, що містять марганець, порціями по 1-4 кг/т сталі через кожні 10-15 хвилин, скачування шлаків по ходу плавки, її доведення й розкислення в печі, який відрізняється тим, що присадку матеріалів, що містять марганець, починають після досягнення металом температури 1500-1535°С, основності шлаків,...
Спосіб виплавки сталі в основній мартенівській печі
Номер патенту: 53501
Опубліковано: 15.01.2003
Автори: Остроушко Анатолій Вікторович, Фентісов Ігор Миколайович, Шебаніц Едуард Миколайович, Альошин Олександр Олександрович, Бойко Володимир Семенович, Коваль Сергій Олексійович, Лєщенко Єгор Миколайович, Прахнін Вячеслав Леонідович, Кладіті Георгій Олександрович, Климанчук Владислав Владиславович, Якін Михайло Миколайович
МПК: C21C 5/04
Мітки: печі, виплавки, основний, сталі, спосіб, мартенівській
Формула / Реферат:
Спосіб виплавки сталі в основній мартенівській печі, який включає завантаження у піч металобрухту, окисників і суміші конвертерного шлаку із вапняком перед завалкою брухту, плавлення і доведення, який відрізняється тим, що насамперед засипають окремою порцією окисники, а після них - суміш конвертерного шлаку із вапняком у співвідношенні 1:(1,5-2,5), при цьому співвідношення між масами вапняку, конвертерного шлаку і окисників становить (7,5 -...
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 52871
Опубліковано: 15.10.2004
Автори: Шумахер Едгар, Лозін Геннадій Аркадійович, Костін Анатолій Сєргєєвіч, Бєлітченко Анатолій Константіновіч, Шумахер Евалд
Мітки: печі, спосіб, виплавки, сталі, мартенівській
Формула / Реферат:
1. Спосіб виплавки сталі в мартенівській печі, що включає завалку металошихти, її прогрів і розплавлення, доведення рідкого металу до необхідних характеристик і продувку його нейтральним чи інертним газом за допомогою розташованих у пористому вогнетривкому шарі подини багатосоплових продувних пристроїв, який відрізняється тим, що продувку ванни нейтральним чи інертним газом проводять через подину ванни з інтенсивністю 1,3 х 10-2 - 15 х 10-2...
Попередній патент: Спосіб розкислення сталі
Наступний патент: Спосіб метрологічного контролю приймально-вимірювального наземного комплексу супутникових систем та пристрій для його здійснення
Випадковий патент: Очні краплі