Спосіб виплавки сталі в мартенівській печі
Номер патенту: 52871
Опубліковано: 15.10.2004
Автори: Шумахер Евалд, Шумахер Едгар, Бєлітченко Анатолій Константіновіч, Костін Анатолій Сєргєєвіч, Лозін Геннадій Аркадійович

Формула / Реферат
1. Спосіб виплавки сталі в мартенівській печі, що включає завалку металошихти, її прогрів і розплавлення, доведення рідкого металу до необхідних характеристик і продувку його нейтральним чи інертним газом за допомогою розташованих у пористому вогнетривкому шарі подини багатосоплових продувних пристроїв, який відрізняється тим, що продувку ванни нейтральним чи інертним газом проводять через подину ванни з інтенсивністю 1,3 х 10-2 - 15 х 10-2 м3/год на тонну рідкого металу, що змінюється по ходу плавки, при цьому в початковий період плавки витрата газу складає 1,3 х 10-2- 3,0 х 10-2 м3/год на тонну рідкого металу, а у міру збільшення маси рідкого металу збільшують витрату газу до 15,0 х 10-2 м3/год на тонну рідкого металу, при цьому продувку рідкого металу здійснюють по зонах, що розосереджують уздовж поздовжньої осі печі, газ у кожній зоні подають із продувного пристрою щонайменше як 20 соплами з діаметром від 0,70 до 3,2 мм при тиску газу, рівному 1-6 атм, причому газ пропускають розосереджено по поверхні зони через шар пористого вогнетривкого матеріалу фракції 2-10 мм для забезпечення питомої щільності дуття в кожній зоні в межах від 2,0 до 11,5 м3/год на 1 м2 її поверхні, при цьому сумарну витрату газу за повний цикл плавки підтримують щонайменше 0,40 м3/т, збільшуючи його при зниженому вмісті вуглецю в розплаві перед періодом доведення металу.
2. Спосіб за п. 1, який відрізняється тим, що наступну плавку проводять при наявності в печі від 0,5 до 1,0% металу попередньої плавки.
3. Спосіб за п. 1, який відрізняється тим, що нейтральний чи інертний газ подають через сопла однакового чи різного діаметра.
Текст
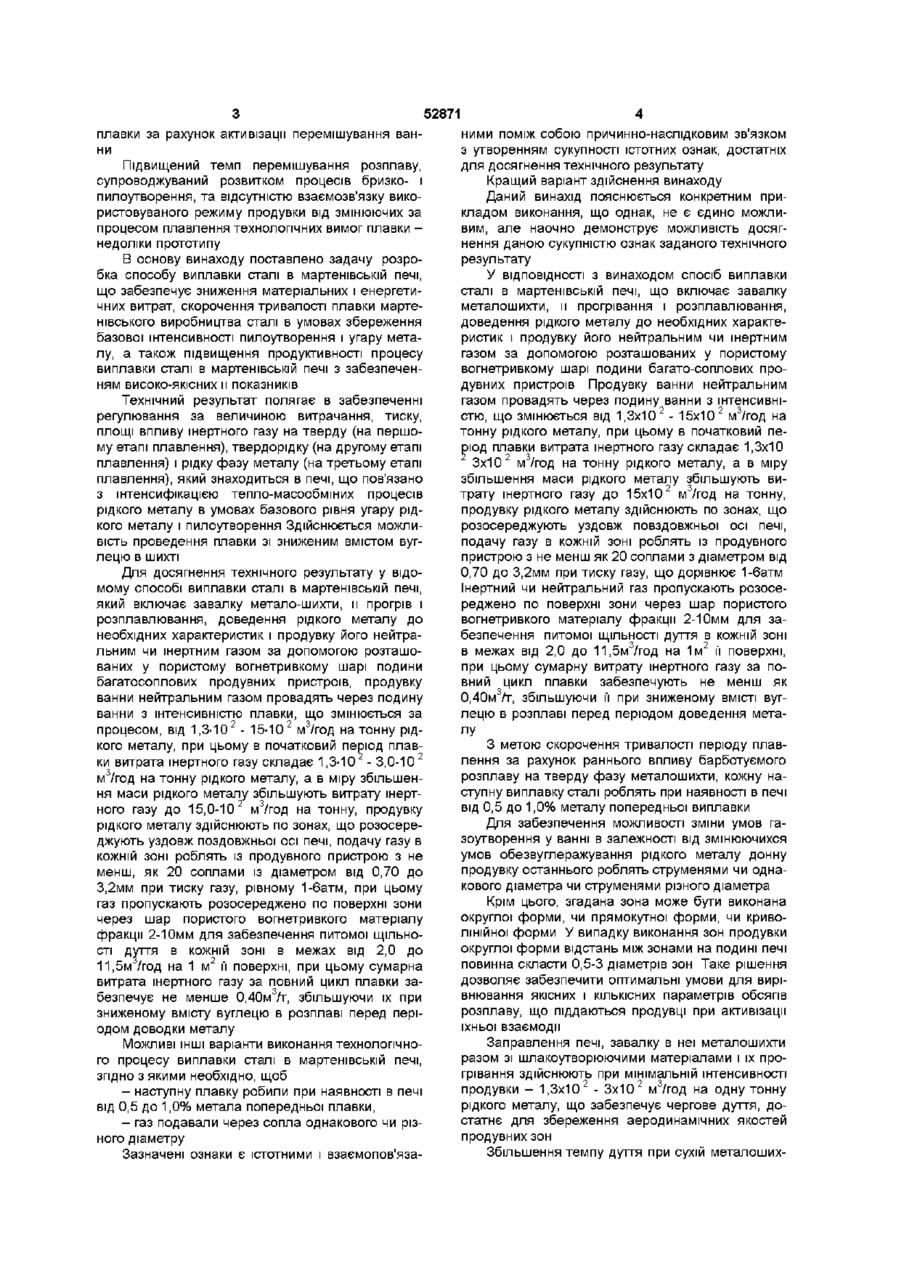
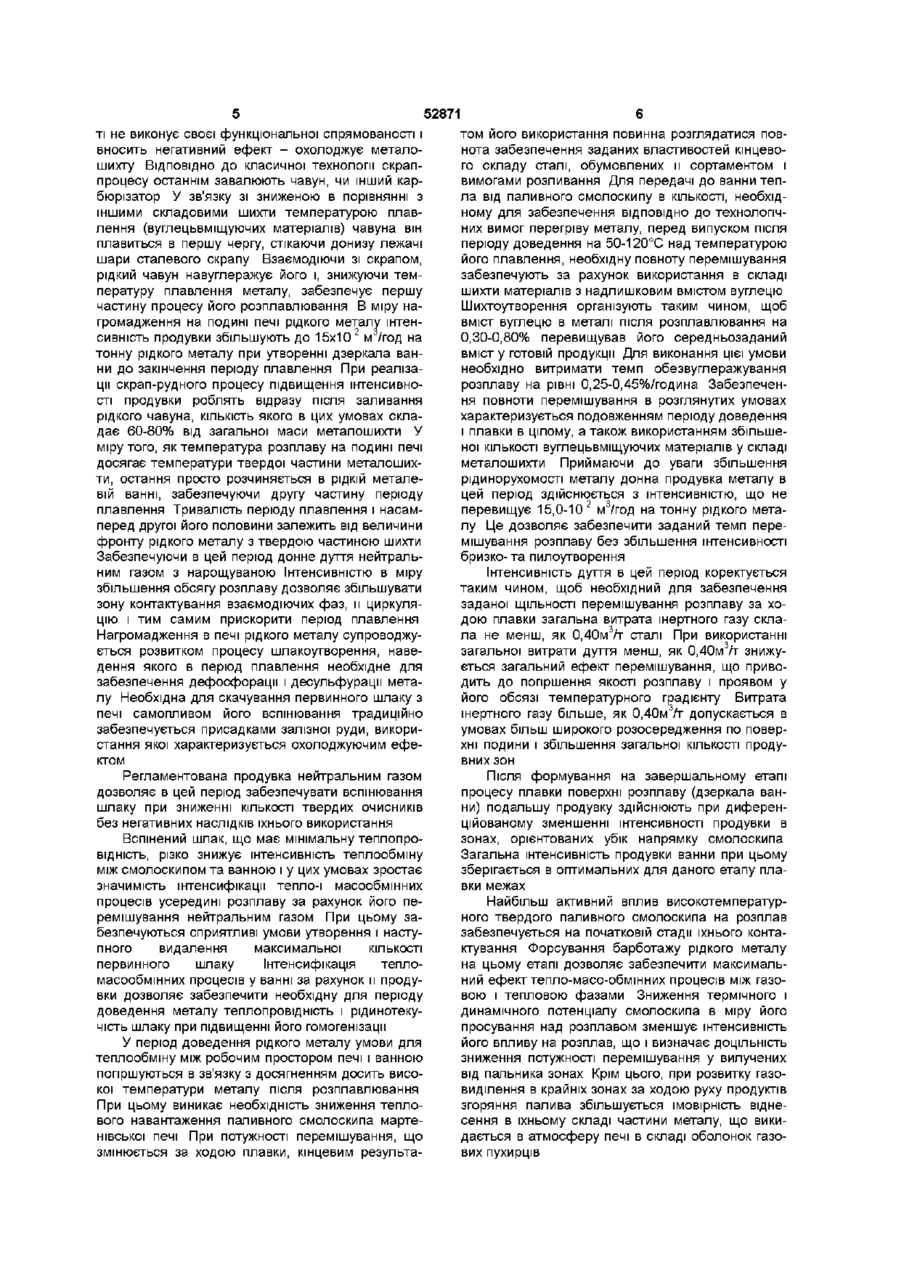
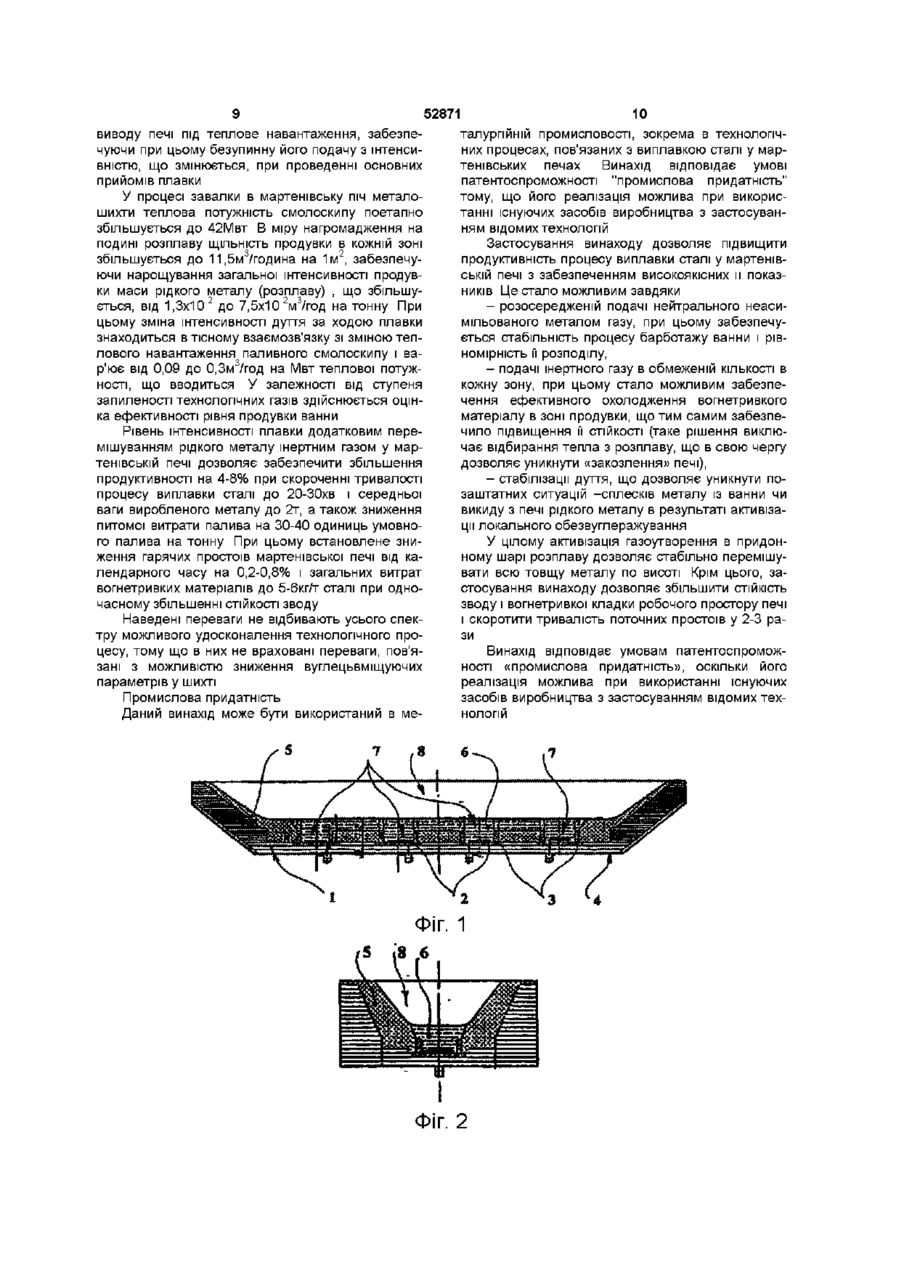
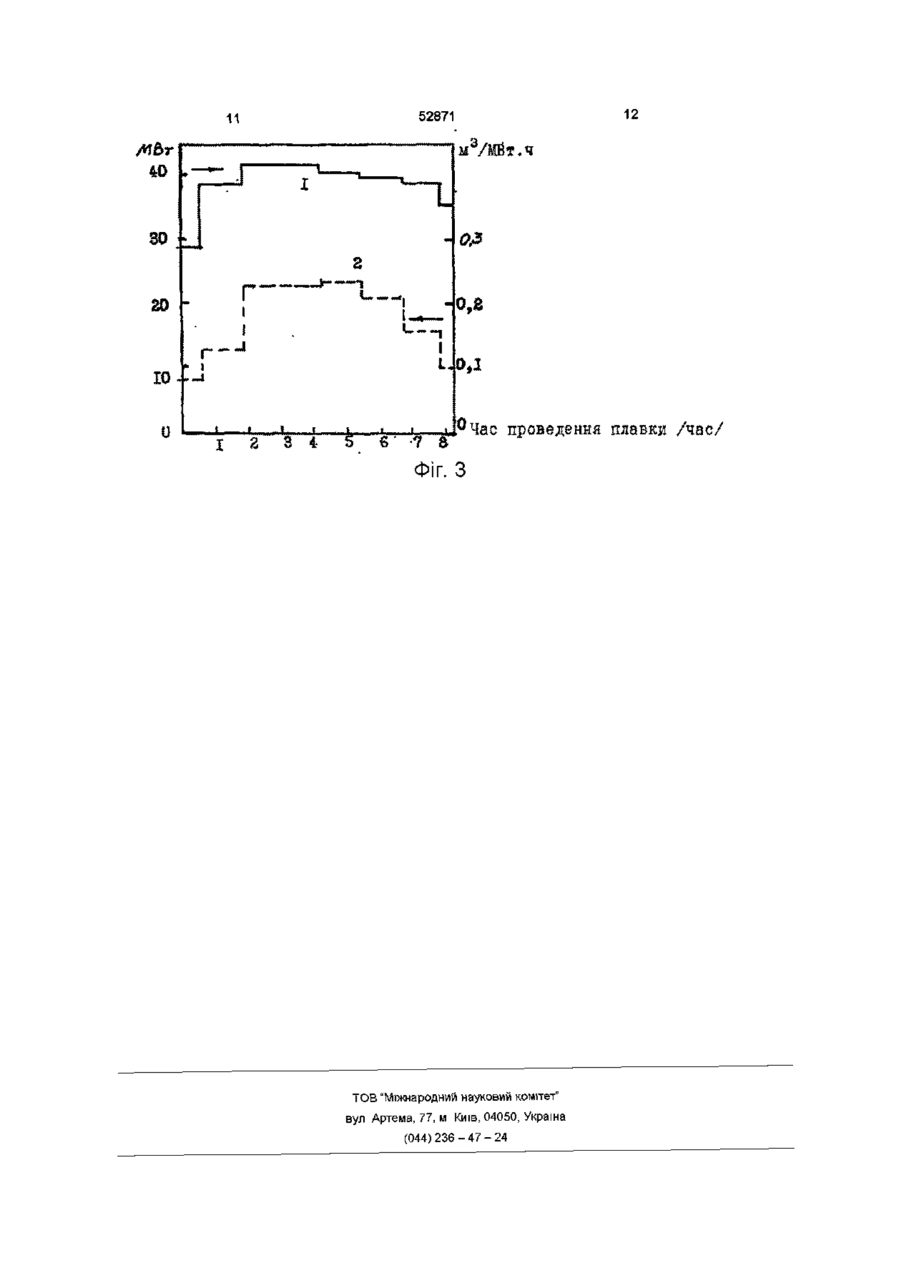
1 Спосіб виплавки сталі в мартенівській печі, що включає завалку металошихти, и прогрів і розплавлення, доведення рідкого металу до необхідних характеристик і продувку його нейтральним чи інертним газом за допомогою розташованих у пористому вогнетривкому шарі подини багатосоплових продувних пристроїв, який відрізняється тим, що продувку ванни нейтральним чи інертним газом проводять через подину ванни з інтенсивністю 1 , З х 1 0 2 - 1 5 x 1 0 м /год на тонну рідкого металу, що змінюється по ходу плавки, при цьому в початковий період плавки витрата газу Винахід відноситься до металургійної промисловості, зокрема до технологічних процесів виплавки сталі в мартенівській печі ВІДОМІ різні способи виплавки сталі в мартенівських печах, у яких ефективність використання дифузійних внутрішніх реакцій газоутворення, що протікають, обмежена низкою умов, що сповільнюють темп зародження в рідкому металі газоподібних пухирців Прискорення процесу окислення вуглецю неминуче пов'язано з його перевитратою в складі шихтових матеріалів і лімітується термічним потенціалом печі При перевищенні певного рівня швидкості обезвуглеражування процес плавки характеризується підвищеною інтенсивністю бризковіднесення і пилоутворення, що призводить до збільшення угару металу і запилюваності технологічних газів Нерівномірно протікаюче в об'ємі розплаву газоутворення в умовах спонтанно минаючих процесів його обезвуглеражування не за складає 1,3 х 10 2- 3,0 х 10 2 м3/год на тонну рідкого металу, а у міру збільшення маси рідкого металу збільшують витрату газу до 15,0 х 10 2 м3/год на тонну рідкого металу, при цьому продувку рідкого металу здійснюють по зонах, що розосереджують уздовж поздовжньої осі печі, газ у кожній зоні подають із продувного пристрою щонайменше з 20 соплами з діаметром від 0,70 до 3,2 мм при тиску газу, рівному 1-6 атм, причому газ пропускають розосереджено по поверхні зони через шар пористого вогнетривкого матеріалу фракції 2-10 мм для забезпечення питомої ЩІЛЬНОСТІ дуття в кожній зоні в межах від 2,0 до 11,5 м3/год на 1 м2 її поверхні, при цьому сумарну витрату газу за повний цикл плавки підтримують щонайменше 0,40 м 3 ^, збільшуючи його при зниженому ВМІСТІ вуглецю в розплаві перед періодом доведення металу 2 Спосіб за п 1, який відрізняється тим, що наступну плавку проводять при наявності в печі від 0,5 до 1,0% металу попередньої плавки 3 Спосіб за п 1, який відрізняється тим, що нейтральний чи інертний газ подають через сопла однакового чи різного діаметра безпечує рівномірності перемішування ванни за процесом плавки в різних її місцях В якості прототипу прийнятий спосіб виплавки сталі в мартенівській печі, який включає завалку металошихти, и прогрів і розплавлювання, доведення рідкого металу до необхідних характеристик і продувку його нейтральним газом за допомогою розміщеної у пористому вогнетривкому шарі подини багатосоплових продувних пристроїв (SU,1164275A,321C 5/04, публ 30 06 85 Бюл №24) Перевагою розглянутого способу плавки є використання для газового перемішування ванни незалежно від фізико-хімічних процесів, що протікають у ванні, джерела газоутворення, що дозволяє забезпечити додаткове цілеспрямоване барботування розплаву Принциповою особливістю технології продувки ванни є використання дуття з постійної за ходою плавки інтенсивністю Це дозволяє поліпшити техніко-економічні показники 00 ю 52871 плавки за рахунок активізації перемішування ванни Підвищений темп перемішування розплаву, супроводжуваний розвитком процесів бризко- і пилоутворення, та відсутністю взаємозв'язку використовуваного режиму продувки від змінюючих за процесом плавлення технологічних вимог плавки недоліки прототипу В основу винаходу поставлено задачу розробка способу виплавки сталі в мартенівській печі, що забезпечує зниження матеріальних і енергетичних витрат, скорочення тривалості плавки мартенівського виробництва сталі в умовах збереження базової інтенсивності пилоутворення і угару металу, а також підвищення продуктивності процесу виплавки сталі в мартенівській печі з забезпеченням високо-якісних и показників Технічний результат полягає в забезпеченні регулювання за величиною витрачання, тиску, площі впливу інертного газу на тверду (на першому етапі плавлення), твердорідку (на другому етапі плавлення) і рідку фазу металу (на третьому етапі плавлення), який знаходиться в печі, що пов'язано з інтенсифікацією тепло-масообміних процесів рідкого металу в умовах базового рівня угару рідкого металу і пилоутворення Здійснюється можливість проведення плавки зі зниженим вмістом вуглецю в шихті Для досягнення технічного результату у відомому способі виплавки сталі в мартенівській печі, який включає завалку метало-шихти, и прогрів і розплавлювання, доведення рідкого металу до необхідних характеристик і продувку його нейтральним чи інертним газом за допомогою розташованих у пористому вогнетривкому шарі подини багатосоплових продувних пристроїв, продувку ванни нейтральним газом провадять через подину ванни з інтенсивністю плавки, що змінюється за процесом, від 1,3-102 - 15-10 2 м3/год на тонну рідкого металу, при цьому в початковий період плавки витрата інертного газу складає 1,3-102 - 3,0-10 2 м3/год на тонну рідкого металу, а в міру збільшення маси рідкого металу збільшують витрату інертного газу до 15,0-102 м3/год на тонну, продувку рідкого металу здійснюють по зонах, що розосереджують уздовж поздовжньої осі печі, подачу газу в кожній зоні роблять із продувного пристрою з не менш, як 20 соплами із діаметром від 0,70 до 3,2мм при тиску газу, рівному 1-6атм, при цьому газ пропускають розосереджено по поверхні зони через шар пористого вогнетривкого матеріалу фракції 2-10мм для забезпечення питомої ЩІЛЬНОСТІ дуття в кожній зоні в межах від 2,0 до 11,5м /год на 1 м2 її поверхні, при цьому сумарна витрата інертного газу за повний цикл плавки забезпечує не менше 0,40M 3 /T, збільшуючи їх при зниженому вмісту вуглецю в розплаві перед періодом доводки металу Можливі ІНШІ варіанти виконання технологічного процесу виплавки сталі в мартенівській печі, згідно з якими необхідно, щоб - наступну плавку робили при наявності в печі від 0,5 до 1,0% метала попередньої плавки, - газ подавали через сопла однакового чи різного діаметру Зазначені ознаки є істотними і взаємопов'яза ними поміж собою причинно-наслідковим зв'язком з утворенням сукупності істотних ознак, достатніх для досягнення технічного результату Кращий варіант здійснення винаходу Даний винахід пояснюється конкретним прикладом виконання, що однак, не є єдино можливим, але наочно демонструє можливість досягнення даною сукупністю ознак заданого технічного результату У ВІДПОВІДНОСТІ з винаходом спосіб виплавки сталі в мартенівській печі, що включає завалку металошихти, и прогрівання і розплавлювання, доведення рідкого металу до необхідних характеристик і продувку його нейтральним чи інертним газом за допомогою розташованих у пористому вогнетривкому шарі подини багато-соплових продувних пристроїв Продувку ванни нейтральним газом провадять через подину ванни з інтенсивністю, що змінюється від 1,3x10 2 - 15x10 2 м3/год на тонну рідкого металу, при цьому в початковий період плавки витрата інертного газу складає 1,3x10 3x10 2 м3/год на тонну рідкого металу, а в міру збільшення маси рідкого металу збільшують витрату інертного газу до 15x10 2 м3/год на тонну, продувку рідкого металу здійснюють по зонах, що розосереджують уздовж повздовжньої осі печі, подачу газу в кожній зоні роблять із продувного пристрою з не менш як 20 соплами з діаметром від 0,70 до 3,2мм при тиску газу, що дорівнює 1-6атм Інертний чи нейтральний газ пропускають розосереджено по поверхні зони через шар пористого вогнетривкого матеріалу фракції 2-10мм для забезпечення питомої ЩІЛЬНОСТІ дуття в кожній зоні в межах від 2,0 до 11,5м3/год на 1м2 її поверхні, при цьому сумарну витрату інертного газу за повний цикл плавки забезпечують не менш як 0,40M 3 /T, збільшуючи її при зниженому ВМІСТІ вуг лецю в розплаві перед періодом доведення металу З метою скорочення тривалості періоду плавлення за рахунок раннього впливу барботуємого розплаву на тверду фазу металошихти, кожну наступну виплавку сталі роблять при наявності в печі від 0,5 до 1,0% металу попередньої виплавки Для забезпечення можливості зміни умов газоутворення у ванні в залежності від змінюючихся умов обезвуглеражування рідкого металу донну продувку останнього роблять струменями чи однакового діаметра чи струменями різного діаметра Крім цього, згадана зона може бути виконана округлої форми, чи прямокутної форми, чи криволінійної форми У випадку виконання зон продувки округлої форми відстань між зонами на подині печі повинна скласти 0,5-3 діаметрів зон Таке рішення дозволяє забезпечити оптимальні умови для вирівнювання якісних і КІЛЬКІСНИХ параметрів обсягів розплаву, що піддаються продувці при активізації їхньої взаємодії Заправлення печі, завалку в неї металошихти разом зі шлакоутворюючими матеріалами і їх прогрівання здійснюють при мінімальній інтенсивності продувки - 1,3x10 2 - 3x10 2 м3/год на одну тонну рідкого металу, що забезпечує чергове дуття, достатнє для збереження аеродинамічних якостей продувних зон Збільшення темпу дуття при сухій металоших 52871 ті не виконує своєї функціональної спрямованості і вносить негативний ефект - охолоджує металошихту ВІДПОВІДНО ДО класичної технології скраппроцесу останнім завалюють чавун, чи інший карбюрізатор У зв'язку зі зниженою в порівнянні з іншими складовими шихти температурою плавлення (вуглецьвміщуючих матеріалів) чавуна він плавиться в першу чергу, стікаючи донизу лежачі шари сталевого скрапу Взаємодіючи зі скрапом, рідкий чавун навуглеражує його і, знижуючи температуру плавлення металу, забезпечує першу частину процесу його розплавлювання В міру нагромадження на подині печі рідкого металу інтенсивність продувки збільшують до 15х10 2 м /год на тонну рідкого металу при утворенні дзеркала ванни до закінчення періоду плавлення При реалізації скрап-рудного процесу підвищення інтенсивності продувки роблять відразу після заливання рідкого чавуна, КІЛЬКІСТЬ ЯКОГО В ЦИХ умовах складає 60-80% від загальної маси металошихти У міру того, як температура розплаву на подині печі досягає температури твердої частини металошихти, остання просто розчиняється в рідкій металевій ванні, забезпечуючи другу частину періоду плавлення Тривалість періоду плавлення і насамперед другої його половини залежить від величини фронту рідкого металу з твердою частиною шихти Забезпечуючи в цей період донне дуття нейтральним газом з нарощуваною Інтенсивністю в міру збільшення обсягу розплаву дозволяє збільшувати зону контактування взаємодіючих фаз, и циркуляцію і тим самим прискорити період плавлення Нагромадження в печі рідкого металу супроводжується розвитком процесу шлакоутворення, наведення якого в період плавлення необхідне для забезпечення дефосфорації і десульфурацм металу Необхідна для скачування первинного шлаку з печі самопливом його вспінювання традиційно забезпечується присадками залізної руди, використання якої характеризується охолоджуючим ефектом том його використання повинна розглядатися повнота забезпечення заданих властивостей кінцевого складу сталі, обумовлених и сортаментом і вимогами розливання Для передачі до ванни тепла від паливного смолоскипу в КІЛЬКОСТІ, необхідному для забезпечення ВІДПОВІДНО ДО технологічних вимог перегріву металу, перед випуском після періоду доведення на 50-120°С над температурою його плавлення, необхідну повноту перемішування забезпечують за рахунок використання в складі шихти матеріалів з надлишковим вмістом вуглецю Шихтоутворення організують таким чином, щоб вміст вуглецю в металі після розплавлювання на 0,30-0,80% перевищував його середньозаданий вміст у готовій продукції Для виконання цієї умови необхідно витримати темп обезвуглеражування розплаву на рівні 0,25-0,45%/година Забезпечення повноти перемішування в розглянутих умовах характеризується подовженням періоду доведення і плавки в цілому, а також використанням збільшеної КІЛЬКОСТІ вуглецьвміщуючих матеріалів у складі металошихти Приймаючи до уваги збільшення рідинорухомості металу донна продувка металу в цей період здійснюється з інтенсивністю, що не перевищує 15,0-10 2 м3/год на тонну рідкого металу Це дозволяє забезпечити заданий темп перемішування розплаву без збільшення інтенсивності бризко-та пилоутворення Регламентована продувка нейтральним газом дозволяє в цей період забезпечувати вспінювання шлаку при зниженні КІЛЬКОСТІ твердих очисників без негативних наслідків їхнього використання Вспінений шлак, що має мінімальну теплопровідність, різко знижує інтенсивність теплообміну між смолоскипом та ванною і у цих умовах зростає значимість інтенсифікації тепло-і масообмінних процесів усередині розплаву за рахунок його перемішування нейтральним газом При цьому забезпечуються сприятливі умови утворення і наступного видалення максимальної КІЛЬКОСТІ первинного шлаку Інтенсифікація тепломасообмінних процесів у ванні за рахунок и продувки дозволяє забезпечити необхідну для періоду доведення металу теплопровідність і рідинотекучість шлаку при підвищенні його гомогенізації Після формування на завершальному етапі процесу плавки поверхні розплаву (дзеркала ванни) подальшу продувку здійснюють при диференційованому зменшенні інтенсивності продувки в зонах, орієнтованих убік напрямку смолоскипа Загальна інтенсивність продувки ванни при цьому зберігається в оптимальних для даного етапу плавки межах Найбільш активний вплив високотемпературного твердого паливного смолоскипа на розплав забезпечується на початковій стадії їхнього контактування Форсування барботажу рідкого металу на цьому етапі дозволяє забезпечити максимальний ефект тепло-масо-обмінних процесів між газовою і тепловою фазами Зниження термічного і динамічного потенціалу смолоскипа в міру його просування над розплавом зменшує інтенсивність його впливу на розплав, що і визначає ДОЦІЛЬНІСТЬ зниження потужності перемішування у вилучених від пальника зонах Крім цього, при розвитку газовиділення в крайніх зонах за ходою руху продуктів згоряння палива збільшується імовірність віднесення в їхньому складі частини металу, що викидається в атмосферу печі в складі оболонок газових пухирців У період доведення рідкого металу умови для теплообміну між робочим простором печі і ванною погіршуються в зв'язку з досягненням досить високої температури металу після розплавлювання При цьому виникає необхідність зниження теплового навантаження паливного смолоскипа мартенівської печі При потужності перемішування, що змінюється за ходою плавки, кінцевим результа Інтенсивність дуття в цей період коректується таким чином, щоб необхідний для забезпечення заданої ЩІЛЬНОСТІ перемішування розплаву за ходою плавки загальна витрата інертного газу склала не менш, як 0,40м3/г сталі При використанні загальної витрати дуття менш, як 0,40м3/г знижується загальний ефект перемішування, що приводить до погіршення якості розплаву і проявом у його обсязі температурного градієнту Витрата інертного газу більше, як 0,40м3/г допускається в умовах більш широкого розосередження по поверхні подини і збільшення загальної КІЛЬКОСТІ продувних зон 52871 Пропонований спосіб виплавки сталі передбачає використання нейтрального газу в КІЛЬКОСТІ значно меншого обсягу окису, вуглецю, що виділяється за ходою мартенівської плавки Однак, при цьому видозмінюється якісний характер протікання процесу перемішування При традиційно забезпечуваних умовах обезвуглеражування більшість реакцій відбувається у верхніх шарах ванни за рахунок впливу окисної атмосфери робочого простору печі чи у твердих окислювачів руди, що вводять Інтенсивність протікання процесу окислювання вуглецю в обсязі ванни при цьому нерівномірна Обсяг газових пухирців, що виділяються, розрізняється в кілька разів у силу спонтанного протікання процесу їхнього утворення, що визначає нерівномірність забезпечуваного ними перемішування Пропонований режим продувки ванни нейтральним газом - через и дно з інтенсивністю від 1-310 2 - 15-10-2 м3/год на тонну рідкого металу, що змінюється за ходою плавки, при цьому в початковий період плавки витрата інертного газу складає 1,Зх10~2- 3,0х10~2 м3/год на тонну рідкого металу, а в міру збільшення маси рідкого металу збільшують витрату інертного газу до 15,0x10 2 м3/год на тонну, - забезпечує перемішування всього обсягу ванни за рахунок використання рівномірно розподілених по подині печі дисперсних пухирів заданого, стандартного розміру, що вводять до розплаву у заданому темпі В первісних умовах інтенсивність додаткового перемішування розплаву обмежена Донна продувка дозволяє інтенсифікувати протікання процесів насамперед у нижніх важкодоступних зонах розплаву, и використання ІНІЦІЮЄ процес розвитку реакцій обезвуглеражування, тим самим форсуючи загальний темп обезвуглеражування і перемішування, у заданому, обумовлений темпом дуття, режимі Зміна темпу продувки дозволяє деякою мірою керувати ходом цих процесів Стандартизація розмірів пухирів і забезпечення їхньої високої дисперсності дозволяє забезпечити рівний хід газовиділення з ванни до робочого простору печі і тим самим обмежити активізацію бризковіднесення і процесу пилоутворення над ванною і, цим самим, забезпечити визначений рівень інтенсифікації процесу плавки в заданих умовах, пилоутворення і угару металу У такий спосіб розвиток загального темпу масообміну в розплаві досягається за рахунок його формування і розвитку в нижніх важкодоступних шарах розплаву усередині ванни При цьому збільшується інтенсивність теплопоглинання цих шарів і ванни в цілому за рахунок перерозподілу теплового навантаження смолоскипу з робочого простору до металу Підвищення коефіцієнту цілеспрямованого теплообміну знижує теплове навантаження на кладку печі і, насамперед, її звід, забезпечуючи підвищення його СТІЙКОСТІ Загальна активізація тепло- і масообмінних процесів забезпечує умову для форсування фізико-хімічних реакцій, темпу нагрівання ванни, гомогенізації розплаву за складом і швидкості видалення з ванни неметаличних включень за рахунок розвитку ефекту флотації, облагороджуючи метал В умовах поточного виробництва, що зміню 8 ються, використання винаходу дозволяє вирішувати комплекс оперативно виникаючих задач, спрямованих на зниження собівартості Ефект, що досягається в результаті використання регламентованого режиму продувки ванни нейтральним газом, у практичних умовах може бути розвинутий у двох напрямках При збереженні базового складу шихтоутворенння і, насамперед, вміст у ньому вуглецевої складової Удосконалювання техніко-економічних показників плавки зі зниженням енергетичних витрат досягається за рахунок скорочення тривалості плавки - у першу чергу за рахунок форсування періодів плавлення і доведення При цьому удосконалюються ЯКІСНІ показники продукту, необхідні при виплавці відповідальних марок сталі У розглянутих умовах зростає значимість забезпечення гнучкого регулювання за ходою плавки інтенсивності продувки за оптимальними, обумовленими умовами винаходу, межами Це дозволяє збільшити продуктивність печі на 3-7% Як приклад для реалізації способу розглянемо мартенівську піч на 160 - 180т, що працює за технологією скрап-процесу зі зміною за ходою плавки теплової потужності смолоскипа від 28 до 45Мвт Підведення нейтрального газу, зокрема азоту, у ванну здійснюють через вогнетривку подину печі Для чого газорозподільні пристрої, виконані неохолоджуваними, розміщають у газонепроникних відкритих зверху корпусах, розташованих у нижній частині подини Подина охоплена з зовнішньої сторони металевим кожухом і виконана з вогнетривкого матеріалу, при цьому в зонах розташування газорозподільних пристроїв вогнетривкий матеріал виконаний пористим з можливістю утворення зон для продувки Пропускна здатність зон для продувки складає до 6м3/год газу при тиску до батм При перебуванні в печі розплавленого металу оптимальним режимом продувки є режим, при якому витрату інертного газу вибирають рівною 0,6 - Зм /год, при цьому при порожній печі - до 1,8м3/год Розподіл газу по горизонтальній поверхні продувної зони здійснюють за допомогою газорозподільних пристроїв, виконаних у вигляді чисельних сопел, спрямованих догори чи вертикально під кутом убік ванни і з діаметром, що дорівнює 0 7 - 3,2мм Пориста структура вогнетривкого матеріалу товщиною до 300 - 600мм дозволяє рівномірно розподіляти по зонах дуття інертний газ, а також забезпечувати рівномірну питому ЩІЛЬНІСТЬ продувки ванни У якості газопроникного вогнетривкого матеріалу використовують матеріал типу «ANKERHARTH-TLS2», розроблений фірмою Veitsch-Radex-Didier Переваги цього матеріалу пов'язані з природними якостями вихідної сировини, а саме петрографічними особливостями, зернистістю, комбінацією низького S1O2 природного вмісту, більш високого РегОз і СаО Подача інертного газу сприяє охолодженню нижньої частини печі зі змонтованими в ній пристроями і механізмами, збільшуючи тим самим їхній термін служби і СТІЙКІСТЬ прилеглого до них вогнетривкого матеріалу Продувку ванни мартенівської печі нейтральним газом через и подину роблять відразу після 52871 виводу печі під теплове навантаження, забезпечуючи при цьому безупинну його подачу з інтенсивністю, що змінюється, при проведенні основних прийомів плавки У процесі завалки в мартенівську піч металошихти теплова потужність смолоскипу поетапно збільшується до 42Мвт В міру нагромадження на подині розплаву ЩІЛЬНІСТЬ продувки в кожній зоні збільшується до 11,5м3/година на 1м2, забезпечуючи нарощування загальної інтенсивності продувки маси рідкого металу (розплаву) , що збільшується, від 1,3x10 2 до 7,5x10 2м3/год на тонну При цьому зміна інтенсивності дуття за ходою плавки знаходиться в тісному взаємозв'язку зі зміною теплового навантаження паливного смолоскипу і вар'ює від 0,09 до 0,3м3/год на Мвт теплової потужності, що вводиться У залежності від ступеня запиленості технологічних газів здійснюється оцінка ефективності рівня продувки ванни Рівень інтенсивності плавки додатковим перемішуванням рідкого металу інертним газом у мартенівській печі дозволяє забезпечити збільшення продуктивності на 4-8% при скороченні тривалості процесу виплавки сталі до 20-30хв і середньої ваги виробленого металу до 2т, а також зниження питомої витрати палива на 30-40 одиниць умовного палива на тонну При цьому встановлене зниження гарячих простоїв мартенівської печі від календарного часу на 0,2-0,8% і загальних витрат вогнетривких матеріалів до 5-бкгл" сталі при одночасному збільшенні СТІЙКОСТІ зводу Наведені переваги не відбивають усього спектру можливого удосконалення технологічного процесу, тому що в них не враховані переваги, пов'язані з можливістю зниження вуглецьвміщуючих параметрів у шихті Промислова придатність Даний винахід може бути використаний в ме 10 талурпйній промисловості, зокрема в технологічних процесах, пов'язаних з виплавкою сталі у мартенівських печах Винахід відповідає умові патентоспроможності "промислова придатність" тому, що його реалізація можлива при використанні існуючих засобів виробництва з застосуванням відомих технологій Застосування винаходу дозволяє підвищити продуктивність процесу виплавки сталі у мартенівській печі з забезпеченням високоякісних и показників Це стало можливим завдяки - розосередженій подачі нейтрального неасимільованого металом газу, при цьому забезпечується стабільність процесу барботажу ванни і рівномірність її розподілу, - подачі інертного газу в обмеженій КІЛЬКОСТІ В кожну зону, при цьому стало можливим забезпечення ефективного охолодження вогнетривкого матеріалу в зоні продувки, що тим самим забезпечило підвищення її СТІЙКОСТІ (таке рішення виключає відбирання тепла з розплаву, що в свою чергу дозволяє уникнути «закозлення» печі), - стабілізації дуття, що дозволяє уникнути позаштатних ситуацій -сплесків металу із ванни чи викиду з печі рідкого металу в результаті активізації локального обезвуглеражування У цілому активізація газоутворення в придонному шарі розплаву дозволяє стабільно перемішувати всю товщу металу по висоті Крім цього, застосування винаходу дозволяє збільшити СТІЙКІСТЬ зводу і вогнетривкої кладки робочого простору печі і скоротити тривалість поточних простоїв у 2-3 рази Винахід відповідає умовам патентоспроможності «промислова придатність», оскільки його реалізація можлива при використанні існуючих засобів виробництва з застосуванням відомих технологій Фіг. 2 52871 11 12 10 - . О I 2 3 і 6 -7 іі°Час проведення плавки /час/ 8 Фіг. З ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for smelting steel in open-hearth furnace
Автори англійськоюShumaher Edgar, Shumaher Evald, Lozin Gennadii Arkadevich, Bielitchenko Anatolii Konstantinovich
Назва патенту російськоюСпособ выплавки стали в мартеновской печи
Автори російськоюШумахер Эдгар, Шумахер Эвалд, Лозин Геннадий Аркадьевич, Белитченко Анатолий Константинович
МПК / Мітки
Мітки: мартенівській, сталі, спосіб, виплавки, печі
Код посилання
<a href="https://ua.patents.su/6-52871-sposib-viplavki-stali-v-martenivskijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сталі в мартенівській печі</a>
Спосіб виплавки сталі в основній мартенівській печі

Номер патенту: 52495
Опубліковано: 16.12.2002
Автор: Бойко Володимир Семенович
МПК: C21C 5/04
Мітки: спосіб, сталі, мартенівській, печі, виплавки, основний
Формула / Реферат:
Спосіб виплавки сталі в основній мартенівській печі, що включає завалку металевого брухту, окислювачів, вапняку, який відрізняється тим, що в завалку частково завантажується гарячебрикетоване залізо та металевий брухт у співвідношенні 1:(2,9-6,8), при цьому співвідношення між масами вапняку й окислювачів складає (5,2-8,2):1.
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 54688
Опубліковано: 17.03.2003
Автори: Мастицький Анатолій Іванович, Вардумян Грант Володимирович, Крикунов Борис Петрович, Банних Євген Володимирович, Медведенко Валерій Іванович, Башкатов Роман Вячеславович, Байструченко Олександр Савелійович
МПК: C21C 5/04
Мітки: печі, виплавки, спосіб, сталі, мартенівській
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, який включає присадку до ванни агрегату твердого теплоносія відходів виробництва вторинного алюмінію, який відрізняється тим, що як відходи виробництва використовують алюмофлюс, причому введення алюмофлюсу здійснюють окремими порціями по 0,001-0,003 % від маси металошихти, а кожну окрему порцію перед присадкою розподіляють на окремі пакети масою 0,0001-0,0002 % від маси металошихти.
Спосіб виплавки сталі в основній мартенівській печі
Номер патенту: 53501
Опубліковано: 15.01.2003
Автори: Альошин Олександр Олександрович, Климанчук Владислав Владиславович, Кладіті Георгій Олександрович, Остроушко Анатолій Вікторович, Коваль Сергій Олексійович, Якін Михайло Миколайович, Лєщенко Єгор Миколайович, Шебаніц Едуард Миколайович, Фентісов Ігор Миколайович, Прахнін Вячеслав Леонідович, Бойко Володимир Семенович
МПК: C21C 5/04
Мітки: сталі, основний, спосіб, печі, виплавки, мартенівській
Формула / Реферат:
Спосіб виплавки сталі в основній мартенівській печі, який включає завантаження у піч металобрухту, окисників і суміші конвертерного шлаку із вапняком перед завалкою брухту, плавлення і доведення, який відрізняється тим, що насамперед засипають окремою порцією окисники, а після них - суміш конвертерного шлаку із вапняком у співвідношенні 1:(1,5-2,5), при цьому співвідношення між масами вапняку, конвертерного шлаку і окисників становить (7,5 -...
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 24988
Опубліковано: 25.12.1998
Автори: Кекух Анатолій Володимирович, Боровиков Генадій Федорович, Вихлевщук Валерій Антонович, Омесь Микола Михайлович, Старов Ромуальд Вікторович, Любимов Іван Михайлович, Кузьмичов Михайло Васильович
МПК: C21C 5/04
Мітки: печі, спосіб, виплавки, сталі, мартенівській
Формула / Реферат:
Способ выплавки стали в мартеновской печи, включающий завалку металлолома, загрузку чугуна, присадку сыпучих охладителей, флюсов и марганецсодержащих материалов, скачивание шлака по ходу плавки, ее доводку и раскисление в печи, отличающийся тем, что присадку марганецсодержащего материала начинают после достижения металлом температуры 1540 - 1580°C, основности шлака, равной 1,6 - 2,2, и скачивания этого шлака в количестве 30 - 70%, при этом...
Спосіб виплавки сталі у мартенівській печі

Номер патенту: 132
Опубліковано: 30.04.1993
Автори: Ігнатьєв Вадим Петрович, Харченко Борис Васильович, Хорошілов Микола Макарович, Котляр Володимир Лазаревич, Проценко Юрій Юрьєвич, Жердєв Олександр Сергійович, Марков Юрій Ілліч, Дворядкін Борис Олександрович
МПК: C21C 5/04
Мітки: сталі, мартенівській, виплавки, печі, спосіб
Формула / Реферат:
Формула изобретения1. Способ выплавки стали в мартеновской печи, включающий продувку ванны кислородом через центральную и две периферийные фурмы до содержания углерода в металле 0,03-0,05% и последующий ввод чугуна в количестве 0,4-1,0% от веса садки, отличающийся тем, что, с целью снижения содержания газов в металле и усреднения его по химическому составу и температуре, дополнительно присаживают разжижитель и углеродсодержащий...
Попередній патент: Спосіб контролю технічного стану посудин і апаратів сталевих
Наступний патент: Мартенівська піч
Випадковий патент: Спосіб терапії постабстинентних неврозоподібних розладів у хворих на опійну наркоманію