Спосіб нанесення покриття на поверхні металевих виробів і пристрій для його здійснення
Номер патенту: 74205
Опубліковано: 15.11.2005
Автори: Гусаров Василь Георгійович, Калашніков Микола Олександрович, Льняной Віталій Миколаєвич, Красніков Олексій Іванович
Формула / Реферат
1. Спосіб нанесення покриття на поверхні металевих виробів, який включає операцію підготовки поверхні виробу, приготування суміші, нанесення суміші на нагріту до температури плавлення суміші обертову поверхню виробу та термообробку, який відрізняється тим, що під час приготування і нанесення суміш піддають вібрації з частотою 50-100 Гц і амплітудою 0,25-1,0 мм у горизонтальній і вертикальній площинах, нанесення здійснюють струменем повітряно-порошкової суміші щільністю 1,4-1,8 г/см3 дискретною осьовою поступально-зворотною подачею розпилювача відповідно співвісного обертання виробу при регульованих параметрах витрати повітря-носія, швидкості подачі розпилювача і обертання виробу, а перед зворотним рухом розпилювач повільно зупиняють.
2. Пристрій для нанесення покриття на поверхні металевих виробів, який включає електричну камеру, механізм обертання з елементами кріплення виробу, живильник та розпилювач повітряно-порошкової суміші, який відрізняється тим, що електрична камера обладнана елементами кріплення виробу у вигляді консолей з хомутами, живильник додатково обладнаний вібратором горизонтальних коливань, а розпилювач обладнано гвинтовою кінематичною парою.
Текст
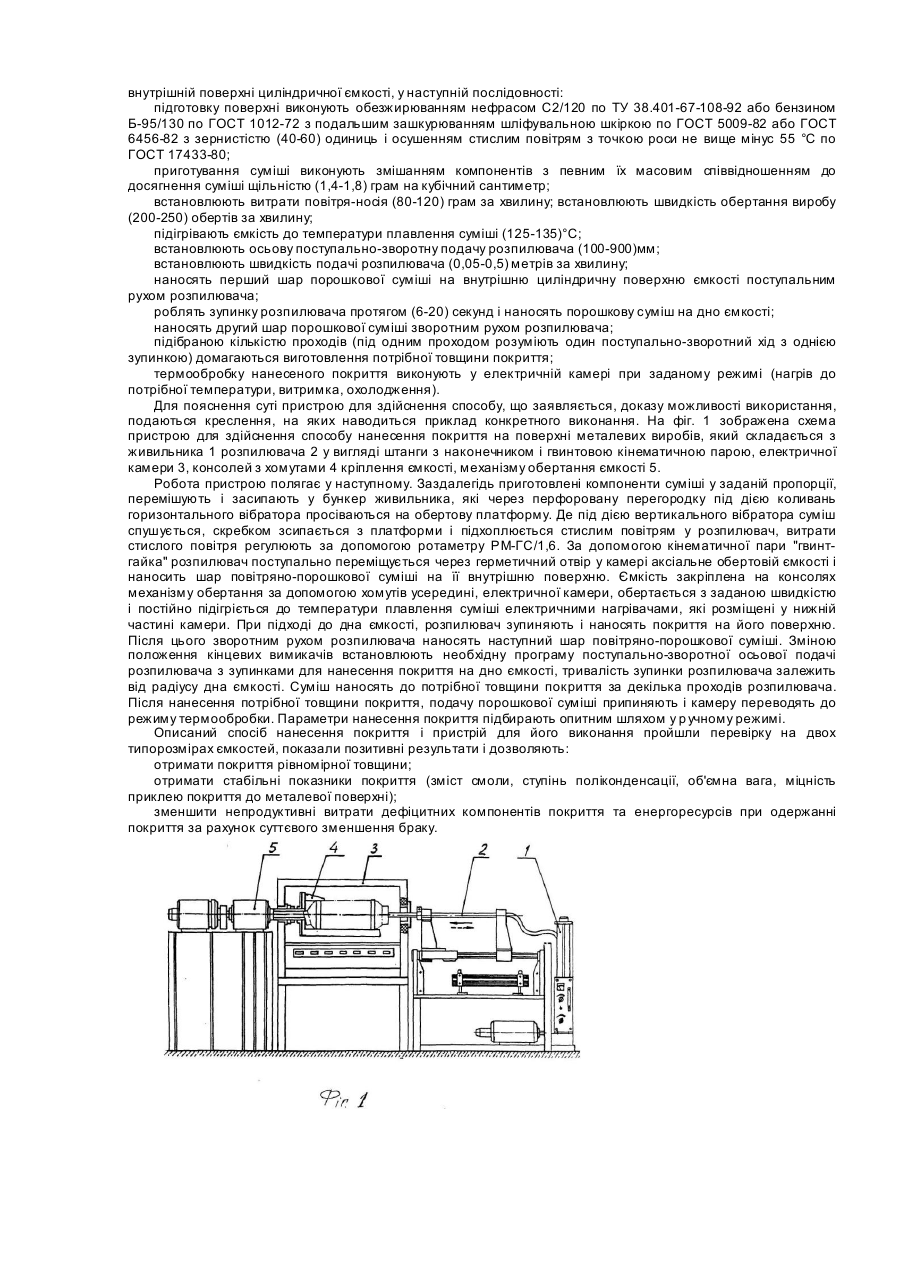
Запропоновані винаходи відносяться до технології та обладнання для нанесення полімерного тонкошарового покриття різного функціонального призначення на поверхні металевих виробів і могуть бути використаними у будь яких галузях народного господарства. В науці і техніці широко відома значна номенклатура газо-полум'яного, тепло-променевого, струминевого способів нанесення тонкошарового покриття на поверхні металевих виробів, так у підручнику "Оборудование цехов по нанесению полимерных покрытий", М., Ма шиностроение, 1980, в якому у розділі "Оборудование для струйного напыления порошковых материалов" наведений спосіб газо-полум'яного напилювання, який полягає у нанесенні полімерів у вигляді порошків пальником автогенного типу. Частини порошкового матеріалу, нагріті у полум'ї пальника до 130° С і вище у розплавленому вигляді стиснутим повітрям наносять на нагріту поверхню. Остаточне оплавлення покриття відбувається у полум'ї того ж пальника. До недоліків описаного способу відносяться: - нерівномірність товщини покриття, - зниження якості покриття через часткове розкладання полімеру. В науці і техніці широко відома значна номенклатура пристроїв для газо-полум'яного, тепло-променевого, струминевого нанесення тонкошарового захисного покриття на поверхні металевих виробів, у тому ж джерелі наведений опис промислової установки типу УПН-4Л для газо-полум'яного напилювання порошкових матеріалів, яка складається з живильного бачка, розпилювального пальника, повітряної системи, балона з ацетиленом. У центрі мундштука пальника розміщено сопло для подачі повітряно-порошкової суміші. До недоліків описаного пристрою відносяться: - мала номенклатура компонентів сумішей придатних для нанесення на даному пристрої; - низька продуктивність пристрою; - велика кількість шкідливих газів, що виділяються. Найбільш близьким за технічною суттю до запропонованого способу являється, вибраний у якості його прототипу струминевий спосіб нанесення покриття, наведений у книзі "Применение полимерных материалов в качестве покрытия, М., Химия, 1988" у розділі "Струйное напыление", який, включає операції підготовки поверхні виробу, приготування суміші, нанесення суміші на нагріту до температури плавлення суміші поверхню обертового виробу осьовою поступально-зворотною подачею розпилювача і термообробку. В якості прототипу пристрою для здійснення способу, що заявляється, вибраного заявником із аналогів за рядом суттєвих ознак, схожих з ознаками пропонованого, належить прийняти пристрій для здійснення викладеного струминевого способу. Відомий пристрій включає електричну камеру, механізм обертання з елементами кріплення виробу, живильник та розпилювач повітряно-порошкової суміші. Основними недоліками обох прототипів, незважаючи на високі експлуатаційні показники (висока надійність і продуктивність, простота, виключається небезпека перегріву), є тр уднощі одержання покриття рівномірної товщини та стабільних показників якості. В основу винаходів поставлена задача удосконалення способу нанесення покриття на поверхні металевих виробів і пристрою для здійснення способу забезпеченням рівномірної товщини та стабільності показників якості покриття, що дозволяє подовжити термін експлуатації покриття з встановленими технічними характеристиками. Поставлена задача удосконалення способу нанесення покриття на поверхні металевих виробів заснованому на підготовці поверхні виробу, приготуванні суміші, нанесенні суміші на нагріту до температури плавлення суміші обертову поверхню виробу, термообробці, відповідно до патенту, що заявляється, вирішується тим, що під час приготування і нанесення, суміш вібрують з частотою (50-100) Гц і амплітудою (0,25-1,0)мм у горизонтальній і вертикальній площині, нанесення здійснюють струменем повітряно-порошкової суміші щільністю (1,4-1,8) грам на кубічний сантиметр дискретною осьовою поступально-зворотною подачею розпилювача відповідно співвісному обертанню виробу при регульованих параметрах витрати повітрі-носія, швидкості подачі розпилювача і обертання виробу, а перед зворотним рухом розпилювач повільно зупиняють. Поставлена задача удосконалення пристрою для здійснення способу нанесення покриття на поверхні металевих виробів, що включає електричну камеру, механізм обертання з елементами кріплення виробу, живильник та розпилювач повітряно-порошкової суміші, відповідно до патенту, що заявляється, вирішується тим, що електричну камеру споряджено елементами кріплення виробу у вигляді консолей з хомутами, живильник додатково споряджено вібратором горизонтальних коливань, а розпилювач обладнано гвинтовою кінематичною парою. Для доказу причинно-наслідкового зв'язку між сукупністю суттєви х ознак способу, що заявляється та технічним результатом, заявник наводить наступне. Під час приготування і нанесення, суміш вібрують з частотою (50-100)Гц і амплітудою (0,25-1,0)мм у горизонтальній і вертикальній площині, нанесення здійснюють струменем повітряно-порошкової суміші щільністю (1,4-1,8) грам на кубічний сантиметр дискретною осьовою поступально-зворотною подачею розпилювача відповідно співвісному обертанню виробу при регульованих параметрах витрати повітря-носія, швидкості подачі розпилювача і обертання виробу, а перед зворотним рухом розпилювач повільно зупиняють. Це удосконалює спосіб нанесення покриття через отримання покриття рівномірної товщини та стабільних приймальних показників, що істотно підвищує функціональні можливості способу. Для доказу причинно-наслідкового зв'язку між сукупністю суттєви х ознак пристрію, що заявляється та технічним результатом, заявник наводить наступне. Електричну камеру споряджено елементами кріплення виробу у вигляді консолей з хомутами, живильник додатково споряджено вібратором горизонтальних коливань, а розпилювач обладнано гвинтовою кінематичною парою. Це удосконалює пристрій для здійснення способу через отримання покриття рівномірної товщини та стабільних приймальних показників, що істотно підвищує функціональні можливості пристрію. Для доказу можливості промислового використання і пояснення прикладу конкретного виконання запропонованого способу нанесення покриття на поверхні металевих виробів повітряним розпилюванням сухої суміші, наводяться відповідні операції із розробленого технологічного процесу нанесення покриття на внутрішній поверхні циліндричної ємкості, у наступній послідовності: підготовку поверхні виконують обезжирюванням нефрасом С2/120 по ТУ 38.401-67-108-92 або бензином Б-95/130 по ГОСТ 1012-72 з подальшим зашкурюванням шліфувальною шкіркою по ГОСТ 5009-82 або ГОСТ 6456-82 з зернистістю (40-60) одиниць і осушенням стислим повітрям з точкою роси не вище мінус 55 °С по ГОСТ 17433-80; приготування суміші виконують змішанням компонентів з певним їх масовим співвідношенням до досягнення суміші щільністю (1,4-1,8) грам на кубічний сантиметр; встановлюють витрати повітря-носія (80-120) грам за хвилину; встановлюють швидкість обертання виробу (200-250) обертів за хвилину; підігрівають ємкість до температури плавлення суміші (125-135)°С; встановлюють осьову поступально-зворотну подачу розпилювача (100-900)мм; встановлюють швидкість подачі розпилювача (0,05-0,5) метрів за хвилину; наносять перший шар порошкової суміші на внутрішню циліндричну поверхню ємкості поступальним рухом розпилювача; роблять зупинку розпилювача протягом (6-20) секунд і наносять порошкову суміш на дно ємкості; наносять другий шар порошкової суміші зворотним рухом розпилювача; підібраною кількістю проходів (під одним проходом розуміють один поступально-зворотний хід з однією зупинкою) домагаються виготовлення потрібної товщини покриття; термообробку нанесеного покриття виконують у електричній камері при заданому режимі (нагрів до потрібної температури, витримка, охолодження). Для пояснення суті пристрою для здійснення способу, що заявляється, доказу можливості використання, подаються креслення, на яких наводиться приклад конкретного виконання. На фіг. 1 зображена схема пристрою для здійснення способу нанесення покриття на поверхні металевих виробів, який складається з живильника 1 розпилювача 2 у вигляді штанги з наконечником і гвинтовою кінематичною парою, електричної камери 3, консолей з хомутами 4 кріплення ємкості, механізму обертання ємкості 5. Робота пристрою полягає у наступному. Заздалегідь приготовлені компоненти суміші у заданій пропорції, перемішують і засипають у бункер живильника, які через перфоровану перегородку під дією коливань горизонтального вібратора просіваються на обертову платформу. Де під дією вертикального вібратора суміш спушується, скребком зсипається з платформи і підхоплюється стислим повітрям у розпилювач, витрати стислого повітря регулюють за допомогою ротаметру РМ-ГС/1,6. За допомогою кінематичної пари "гвинтгайка" розпилювач поступально переміщується через герметичний отвір у камері аксіальне обертовій ємкості і наносить шар повітряно-порошкової суміші на її внутрішню поверхню. Ємкість закріплена на консолях механізму обертання за допомогою хомутів усередині, електричної камери, обертається з заданою швидкістю і постійно підігріється до температури плавлення суміші електричними нагрівачами, які розміщені у нижній частині камери. При підході до дна ємкості, розпилювач зупиняють і наносять покриття на його поверхню. Після цього зворотним рухом розпилювача наносять наступний шар повітряно-порошкової суміші. Зміною положення кінцевих вимикачів встановлюють необхідну програму поступально-зворотної осьової подачі розпилювача з зупинками для нанесення покриття на дно ємкості, тривалість зупинки розпилювача залежить від радіусу дна ємкості. Суміш наносять до потрібної товщини покриття за декілька проходів розпилювача. Після нанесення потрібної товщини покриття, подачу порошкової суміші припиняють і камеру переводять до режиму термообробки. Параметри нанесення покриття підбирають опитним шляхом у р учному режимі. Описаний спосіб нанесення покриття і пристрій для його виконання пройшли перевірку на двох типорозмірах ємкостей, показали позитивні результати і дозволяють: отримати покриття рівномірної товщини; отримати стабільні показники покриття (зміст смоли, ступінь поліконденсації, об'ємна вага, міцність приклею покриття до металевої поверхні); зменшити непродуктивні витрати дефіцитних компонентів покриття та енергоресурсів при одержанні покриття за рахунок суттєвого зменшення браку.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for application of coating on surfaces of metal articles
Автори англійськоюHusarov Vasyl Heorhiiovych
Назва патенту російськоюСпособ нанесения покрытия на поверхности металлических изделий и устройство для его осуществления
Автори російськоюГусаров Василий Георгиевич
МПК / Мітки
МПК: B05B 13/02, B05B 13/00, B05D 7/14
Мітки: здійснення, спосіб, виробів, металевих, нанесення, пристрій, покриття, поверхні
Код посилання
<a href="https://ua.patents.su/2-74205-sposib-nanesennya-pokrittya-na-poverkhni-metalevikh-virobiv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриття на поверхні металевих виробів і пристрій для його здійснення</a>
Олігоефірна композиція для захисних покрить, яка полімеризується, спосіб нанесення захисних покрить на поверхні металевих виробів і пристрій для здійснення способу
Номер патенту: 27979
Опубліковано: 16.10.2000
Автори: Веселовський Роман Олександрович, Ляшенко Борис Артемович
МПК: B05C 7/00, B05D 7/22, C09D 5/00
Мітки: спосіб, металевих, поверхні, композиція, яка, виробів, пристрій, нанесення, олігоефірна, здійснення, способу, покрить, полімеризується, захисних
Текст:
...и сшивающего агента, по меньшей мере один инициатор полимеризации в достаточном количестве, по меньшей мере один подходящий ускоритель в достаточном для регулирования жизнеспособности количестве, комплексную поверхностно-активную присадку и дисперсный минеральный наполнитель, согласно изобретению, комплексная поверхностно-активная присадка содержит оксиэтилированный эфир алкилфенола (ОЭАФ) общей формулы где п = 8 - 1 0 и т - б - 1 2 , и...
Спосіб одержання покриттів на поверхні металевих виробів
Номер патенту: 37619
Опубліковано: 15.01.2004
Автори: Льняний Віталій Миколайович, Гусаров Василь Георгійович, Красніков Олексій Іванович, Баліцький Іван Петрович, Кириченко Анатолій Семенович, Корольов Володимир Георгійович
МПК: C23C 10/28, C23C 18/31
Мітки: одержання, виробів, поверхні, металевих, спосіб, покриттів
Формула / Реферат:
1. Спосіб одержання покриттів на поверхні металевих виробів повітряним розпилюванням сухої суміші, що включає підготовку поверхні і компонентів покриття, приготування їх суміші, контроль готовності поверхні до нанесення суміші, подачу суміші на підготовлену поверхню, подальшу термообробку, який відрізняється тим, що, як компоненти використовують пульвербакеліт і карбід кремнію дрібнозернистої структури діаметром 40 - 60 мкм, при цьому...
Спосіб нанесення нікель-фосфорного покриття і обладнання для його здійснення
Номер патенту: 54228
Опубліковано: 17.02.2003
Автори: Никитин Володимир Іванович, Ракітська Тєтяна Леонідівна, Краевський Володимир Миколайович, Баранов Олександр Опанасович, Ободовський Борис Михайлович, Гавриленко Михайло Іванович, Шилов Володимир Іларіонович
МПК: C23C 2/00
Мітки: обладнання, нанесення, здійснення, покриття, спосіб, нікель-фосфорного
Формула / Реферат:
1. Спосіб нанесення нікель-фосфорного покриття на деталі, що включає очищення деталей, активацію, витримування у водному розчині з іонами нікелю і гіпофосфіту натру (кальцію), який відрізняється тим, що витримують деталі почергово у двох камерах обладнання для хімічного нікелювання з різницею температур в них більш ніж на 10°С.2. Спосіб по п. 1, який відрізняється тим, що витримують деталі у розчині складу, г/л: ...
Спосіб покриття внутрішньої поверхні трубопроводу та пристрій для його здійснення
Номер патенту: 34173
Опубліковано: 15.02.2001
Автори: Гарник Володимир Кирилович, Зайцев Леонід Павлович
МПК: F16L 55/18
Мітки: внутрішньої, трубопроводу, здійснення, спосіб, поверхні, пристрій, покриття
Текст:
...для пропускання крізь нього рукава з пригальмовуванням, а з другої патрубок. Це дозволяє отримати якісне покриття безпосередньо з кінця трубопроводу. Камера і заглушка мають зіркоподібні співвісно розташовані наскрізні прорізи, армовані ущільнювачами, які забезпечують пропускання рукава, складеного зіркоподібно в поперечному перерізі. Таким чином, таке положення рукава забезпечує можливість покриття клеєм всієї його зовнішньої поверхні з...
Пристрій для нанесення покриття на внутрішню поверхню виробів
Номер патенту: 45026
Опубліковано: 15.03.2002
Автори: Мнухін Михайло Анатольович, Чередніченко Вікторія Вікторівна, Горошко Ігор Петрович, Ємельяненко Володимир Іванович, Мнухін Анатолій Григорович, Насонов Сергій Володимирович
МПК: B05B 7/16
Мітки: поверхню, нанесення, пристрій, виробів, внутрішню, покриття
Формула / Реферат:
Пристрій для нанесення покриття на внутрішню поверхню виробів, що містить два електроди, які приєднані до джерела постійного струму, напрямний елемент для подачі матеріалу покриття і канал для розпилення останнього, який відрізняється тим, що у торці коаксіально розташованих електродів, один з яких зовнішній, трубчастий і одночасно є напрямним елементом, виконана розрядна камера, а канали для розпилення розташовані в стінці розрядної камери і...
Попередній патент: Спосіб селекції об’єктів
Наступний патент: Відеопроекційна система для зовнішньої та внутрішньої реклами
Випадковий патент: Спосіб утилізації промислових гальванічних шламових відходів