Спосіб нанесення нікель-фосфорного покриття і обладнання для його здійснення
Номер патенту: 54228
Опубліковано: 17.02.2003
Автори: Ракітська Тєтяна Леонідівна, Никитин Володимир Іванович, Баранов Олександр Опанасович, Краевський Володимир Миколайович, Шилов Володимир Іларіонович, Гавриленко Михайло Іванович, Ободовський Борис Михайлович
Формула / Реферат
1. Спосіб нанесення нікель-фосфорного покриття на деталі, що включає очищення деталей, активацію, витримування у водному розчині з іонами нікелю і гіпофосфіту натру (кальцію), який відрізняється тим, що витримують деталі почергово у двох камерах обладнання для хімічного нікелювання з різницею температур в них більш ніж на 10°С.
2. Спосіб по п. 1, який відрізняється тим, що витримують деталі у розчині
складу, г/л:
нікель сірчанокислий
15-25
гіпофосфіт натру
15-25
амінооцтова кислота
10-20
ацетат натру
5-12
малеїновий ангідрид
0,8-1,5
свинець оцтовокислий
0,001-0,003,
при температурі в одній камері 85-95°С протягом 15-30 хвилин і в другій камері з температурою 65-75°С протягом 5-15 хвилин, після чого чергування камер повторюють до нанесення заданої товщини покриття.
3. Обладнання (ванна) хімічного нікелювання для нанесення нікель-фосфорного покриття на деталі, що виконано у вигляді ємкості з розташованою зовні термостатичною сорочкою з нагріваючими елементами, яке відрізняється тим, що ємкість розділена розсувною перегородкою на дві камери з різними температурами, при цьому кожна камера має автономну термостатичну сорочку.
4. Обладнання по п. 3, яке відрізняється тим, що розсувна перегородка виконана у вигляді шарнірно закріплених стулок з пружними елементами, а у кожній з двох камер температура розчину 85-95°С і 65-75°С відповідно.
Текст
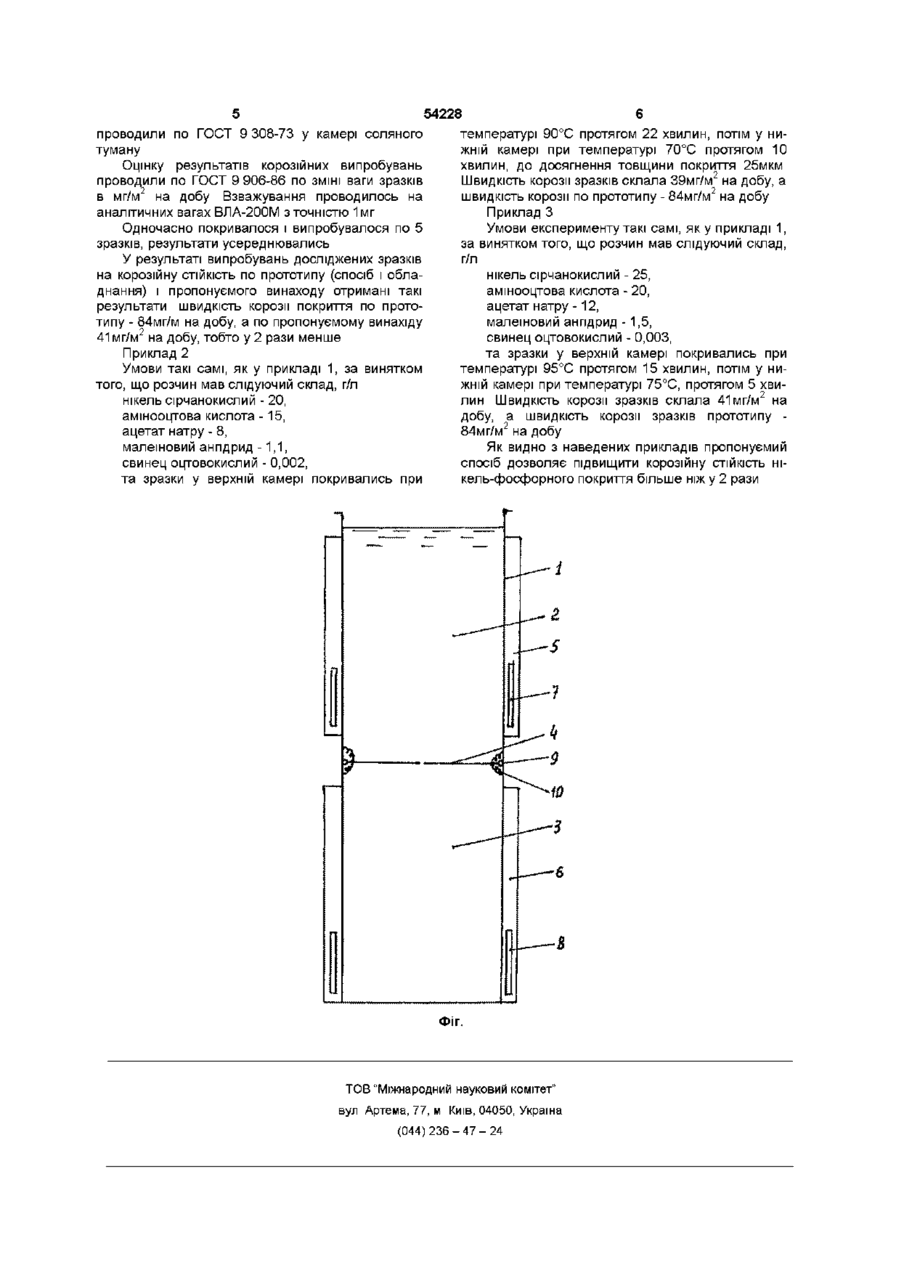
1 Спосіб нанесення нікель-фосфорного покриття на деталі, що включає очищення деталей, активацію, витримування у водному розчині з іонами нікелю і гіпофосфіту натру (кальцію), який відрізняється тим, що витримують деталі почергово у двох камерах обладнання для ХІМІЧНОГО нікелювання з різницею температур в них більш ніж на 10°С 2 Спосіб по п 1, який відрізняється тим, що витримують деталі у розчині складу, г/л нікель 15-25 сірчанокислий гіпофосфіт натру 15-25 амінооцтова кислота 10-20 ацетат натру 5-12 малеїновий ангідрид 0,8-1,5 свинец оцтовокислий 0,001-0,003, при температурі в одній камері 85-95 °С протягом 15-30 хвилин і в другій камері з температурою 6575 °С протягом 5-15 хвилин, після чого чергування камер повторюють до нанесення заданої товщини покриття З Обладнання (ванна) ХІМІЧНОГО нікелювання для нанесення нікель-фосфорного покриття на деталі, що виконано у вигляді ємкості з розташованою зовні термостатичною сорочкою з нагріваючими елементами, яке відрізняється тим, що ємкість розділена розсувною перегородкою на дві камери 3 різними температурами, при цьому кожна камера має автономну термостатичну сорочку 4 Обладнання по п 3, яке відрізняється тим, що розсувна перегородка виконана у вигляді шарнірно закріплених стулок з пружними елементами, а у кожній з двох камер температура розчину 85-95 °С і 65-75 °С ВІДПОВІДНО 00 Винахід відноситься до галузі нанесення захисних металевих покриттів шляхом ХІМІЧНОГО (безструмового) відновлення ІОНІВ нікелю з водного розчину і може бути використований для нікелювання деталей з метою підвищення їх корозійної СТІЙКОСТІ у машинобудівництві, приладобудівницт ві, годиникової промисловості та ш Рівень техніки в цій галузі характеризується слідуючими інформаційними матеріалами Відомий спосіб ХІМІЧНОГО нікелювання металів з водного розчину ,який містить іони нікелю і гіпофосфіту натру, що передбачає витримування виробів у розчині при ПОСТІЙНІЙ температурі, котра забезпечує максимальну швидкість покриття та тривалу працездатність розчину хімнікелювання (авт св СРСР №341250, С 23С 3/02,1968р ), Відомий також спосіб ХІМІЧНОГО осаджування сплаву нікель-фосфор, який відзначається від попереднього тим, що осаджування ведуть з розчину іншого складу (авт св СРСР №324314, С 23С 3/02,1969р) ВІДОМІ способи не забезпечують високої корозійної СТІЙКОСТІ нанесенного покриття внаслідок відсутності бар'єрів для коррозм в покритті Відомий спосіб (прототип) ХІМІЧНОГО нікелювання, який полягає в тому, що нікелюємі вироби занурюють у розчин, який містить іони нікелю і відновник - гіпофосфіт натру, і витримують їх при температурі 88-ь93°С протягом всього процесу (Гальванотехніка, довідник, Москва, "Металургія", 1987р, с 365-401) Недоліком відомого способу є невелика корозійна СТІЙКІСТЬ покриття внаслідок відсутності операцій, котрі забезпечують присутність бар'єрів для корозії Відома установка для ХІМІЧНОГО нікелювання, яка містить металеву ванну, анод, катод, обладнання для нагрівання, систему охолодження катоду і дна ванни (авт св СРСР №724607, С 25 Д ю 54228 17/00, 1977р) Установка призначена для здійснення відомих способів хімнікелювання при ПОСТІЙНІЙ температурі процесу і має конструктивно складне обладнення Недоліком є невелика СТІЙКІСТЬ до корозії отримуємих захисних покриттів Найбільш близьким обладнанням (прототипом) до пропонуємого є обладнання (ванна) ХІМІЧНОГО нікелювання у непроточному розчині, яке виконане у вигляді ємкості, спорядженної водяною сорочкою і нагріваючими елементами (авт св СРСР №1154969, С 23 С 2/00 1981 р) Проте, корозійна СТІЙКІСТЬ покриття, отриманого у ВІДОМІЙ ванні, недостатня Здійснювати пропонуємий спосіб у цій ванні не виявляється можливим Задача, яка вирішується пропонуємим винаходом - це підвищення корозійної СТІЙКОСТІ покриття Вона вирішується шляхом того, що у процесі ХІМІЧНОГО нікелювання очищені і активовані деталі витримують почергово у двох розчинах одного ХІМІЧНОГО складу, г/л нікель сірчанокислий - 15ч-25, гіпофосфіт натру - 15-ь25, амінооцтова кислота 10-ь20, ацетат натру - 5-Й 2, малеїновий ангідрид 0,8-И,5, свинець оцтовокислий- 0,001-ь0,003, але які мають відміну на 10-ь30°С температуру, наприклад 1-ий розчин - 85-ь95°С і 2-ий розчин - 65ч-75° С При цьому вироби витримують у розчині при 85-ь95°С по 15ч-30 хвилин за один цикл, а у розчині при температурі 65-ь75°С по 5-Й 5 хвилин, і цикли нікелювання повторюють до досягнення потрібної товщини покриття Спосіб здійснюють з допомогою обладнання (ванни) для ХІМІЧНОГО нікелювання, яке виконане у вигляді термостатичної ємкості, котра споряджена розсувною горизонтальною перегородкою, яка розділює її на дві камери, верхню і нижню, при цьому, кожна камера має автономну термостатичну сорочку із забезпечуванням температури розчину у верхній камері - 85-ь95°С, а у нижній 65-ь75°С Перегородка виконана у вигляді шарнирнозакріпленних створок, які утримуються у горизонтальному положені пружистими елементами Підвищення корозійної СТІЙКОСТІ покриття, отриманного із розчинів з різною температурою, пояснюється тим, що таке покриття складається з шарів різних по своєму хімічному складу, фізикоХІМІЧНІЙ структурі, ХІМІЧНИМ і електрохімічним властивостям, які чергуються між собою Наприклад, у верхній камері покриття отримують із змістом 6-ь7% фосфору, а в нижній камері - 11-И4% фосфору, решта - нікель При цьому шари отримані в розчині з меншою температурою і які містять більшу концентрацію фосфору, виконують бар'єрну функцію, яка стримує розповсюдження корозії до виробу, так як замикають корозійний процес на себе Граничні значення часу витримки (15-ьЗО хвилин, 5-Й 5 хвилин ) узяті з умови отримання необхідної для досягнення мети КІЛЬКОСТІ шарів та IX ТОВЩИНИ Сутність способу містить у собі слідуюче підготовлені до нікелювання вироби - очищені та активовані, занурюють у нагрітий до 85-ь95°С розчин у верхній камері і витримують у ньому при ПОСТІЙНІЙ температурі 15-ьЗО хвилин, потім вироб опускають у нижню камеру з розчином нагрітим до температури 65-ь75°С, витримують у ньому 5-Й 5 хвилин і знов поміщають у перший розчин Цей цикл, який складається з нікелювання у двох розчинах, повторюють у залежності від потрібної товщини покриття не менш двох разів На малюнку схематично зображено пропонуємо обладнання (ванна) для здійснення пропонуємого способу нікелювання Обладнання містить ємкість 1, яка поділена на дві робочі камери верхню 2 і нижню 3, перегородкою 4 Обидві камери 2 і 3 мають термостатійні сорочки 5 і 6 , які споряджені нагріваючими елементами 7 і 8, ВІДПОВІДНО Перегородка 4, яка складається з окремих створок, закріплена шарнірами 9 до стінок ємкості 1 і утримується у горізонтальному положені Ііружистими елементами (пружинами) 10 Завдяки шарнірам 9 створки мають можливість відкриватися в обидві камери Працює обладнання таким чином ємкість 1 заповнюють розчином хімнікелювання і за допомогою нагрівачів (7 і 8) і водяних сорочок (5 і 6) нагрівають його до температури 85-ь95°С - у верхній камері 2 і до 65И5°С - у нижній камері 3 Після цього деталі поглиблюють у верхню камеру 2 і витримують там 15-ьЗО хвилин, а потім, не витягуючи деталі з ванни, через відчинені під дією ваги виробів створки перегородки 4, спускають їх у нижню камеру 3, де витримують 5-Й 5 хвилин Поперемінне нікелювання у двох камерах повторюють не менш двох разів, до досягнення потрібної товщини покриття Перегородка 4 виконує функцію ізоляції камер, запобігає теплопотоку між камерами Пружисті елементи 10 забезпечують легке переміщення деталей з однієї камери в другу шляхом відкриття створок перегородки 4 в ту чи іншу камеру Температура в обох камерах впродовж всього процесу покриття підтримується постійною завдяки термостатійним сорочкам 5 і 6 та нагріваючим елементам 7 і 8 Ефективність способу і обладнання для його здійснення підтверджують приклади, у яких викладені результати корозійної СТІЙКОСТІ деталей зі сталі марки Ст 45 у воді Досягнення поставленої мети ілюструється слідуючими прикладами Приклад 1 На очищені і активовані відомими способами зразки наносили нікельфосфорне покриття з розчину слідуючого складу, г/л нікель сірчанокислий -15, гіпофосфіт натру -15, амінооцтова кислота -10, ацетат натру - 5, малеїновий ангідрид - 0,8, свинец оцтовокислий - 0,001 Зразки у вигляді шліфованих по 9 класу чистоти пластин виготовлялись зі сталі марки Ст 45, розміром 50х100х4мм Товщину покриття наносили рівною 25мкм, яка замірювалась мікрометричною скобою ГОСТ 11098-95 з точністю 1мкм Покриття наносили по прототипу і по пропонуємому способу з такими параметрами у верхній камері температуру підтримували 85°С±1°С, а в нижній 65°±1°С За один цикл зразки витримували у верхній камері - ЗО хвилин, у нижній - 15 хвилин Корозійні випробування зразків з покриттям 54228 проводили по ГОСТ 9 308-73 у камері соляного туману Оцінку результатів корозійних випробувань проводили по ГОСТ 9 906-86 по ЗМІНІ ваги зразків в мг/м 2 на добу Взважування проводилось на аналітичних вагах ВЛА-200М з точністю 1 мг Одночасно покривалося і випробувалося по 5 зразків, результати усереднювались У результаті випробувань досліджених зразків на корозійну СТІЙКІСТЬ по прототипу (спосіб і обладнання) і пропонуємого винаходу отримані такі результати швидкість корозії покриття по прототипу - 84мг/м на добу, а по пропонуємому винахіду 41 мг/м 2 на добу, тобто у 2 рази менше Приклад 2 Умови такі самі, як у прикладі 1, за винятком того, що розчин мав слідуючий склад, г/л нікель сірчанокислий - 20, амінооцтова кислота - 1 5 , ацетат натру - 8, малеїновий ангідрид - 1 , 1 , свинец оцтовокислий - 0,002, та зразки у верхній камері покривались при температурі 90°С протягом 22 хвилин, потім у нижній камері при температурі 70°С протягом 10 хвилин, до досягнення товщини покриття 25мкм Швидкість корозії зразків склала 39мг/м 2 на добу, а швидкість корозії по прототипу - 84мг/м 2 на добу Приклад З Умови експерименту такі самі, як у прикладі 1, за винятком того, що розчин мав слідуючий склад, г/л нікель сірчанокислий - 25, амінооцтова кислота - 20, ацетат натру - 1 2 , малеїновий ангідрид -1,5, свинец оцтовокислий - 0,003, та зразки у верхній камері покривались при температурі 95°С протягом 15 хвилин, потім у нижній камері при температурі 75°С, протягом 5 хвилин Швидкість корозії зразків склала 41 мг/м 2 на добу, а швидкість корозії зразків прототипу 84мг/м 2 на добу Як видно з наведених прикладів пропонуємий спосіб дозволяє підвищити корозійну СТІЙКІСТЬ нікель-фосфорного покриття більше ніж у 2 рази Фіг. ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA processс for applying nickel-phosphorus coating and an installation for performing thereof
Автори англійськоюBaranov Oleksandr Opanasovych, Havrylenko Mykhailo Ivanovych
Назва патенту російськоюСпособ нанесения никель-фосфорного покрытия и оборудование для его осуществления
Автори російськоюБаранов Александр Афанасьевич, Гавриленко Михаил Иванович
МПК / Мітки
МПК: C23C 2/00
Мітки: обладнання, спосіб, нікель-фосфорного, здійснення, нанесення, покриття
Код посилання
<a href="https://ua.patents.su/3-54228-sposib-nanesennya-nikel-fosfornogo-pokrittya-i-obladnannya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення нікель-фосфорного покриття і обладнання для його здійснення</a>
Спосіб нанесення покриття на деталь та установка для його здійснення
Номер патенту: 48963
Опубліковано: 16.09.2002
Автори: Стівен М.Бернс, Вілльям А.Нехез, Ст.
МПК: C23C 4/00
Мітки: установка, покриття, нанесення, деталь, спосіб, здійснення
Формула / Реферат:
1. Спосіб нанесення покриття на деталь, при якому створюють джерело матеріалу покриття, прикріплюють деталь, на яку необхідно нанести покриття, до затискувального пристрою та наносять покриття із вказаного матеріалу під час обертання затискувального пристрою навколо його поздовжньої осі, який відрізняється тим, що деталь обертають навколо своєї поздовжньої осі та одночасно нахиляють у напрямку джерела матеріалу покриття, внаслідок чого цей...
Спосіб нанесення покриття на стрічку скла та пристрій для його здійснення
Номер патенту: 25918
Опубліковано: 26.02.1999
Автор: Рональд Френк Беррі
МПК: C03C 17/22
Мітки: здійснення, нанесення, спосіб, покриття, пристрій, стрічку, скла
Формула / Реферат:
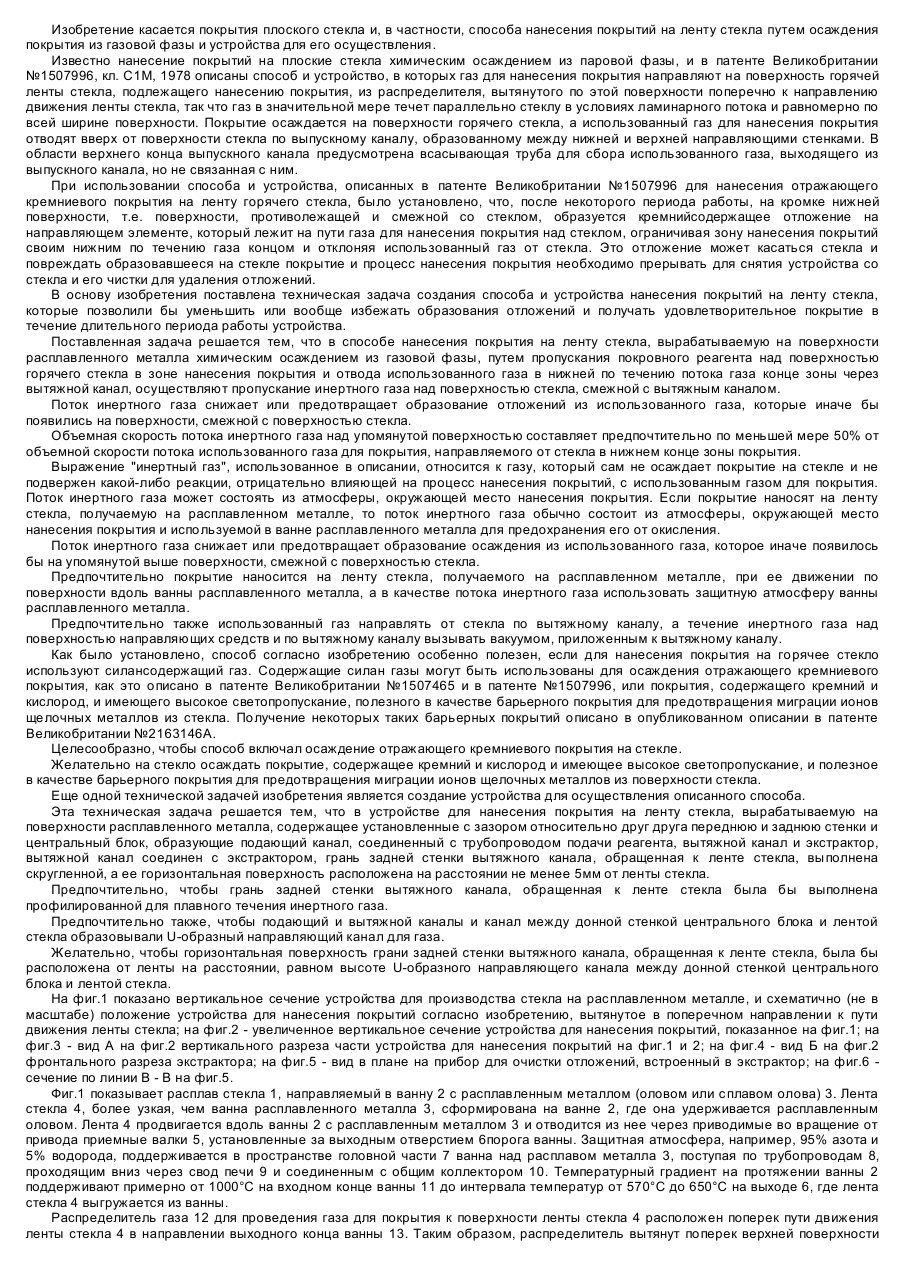
1. Способ нанесения покрытия на ленту стекла, вырабатываемую на поверхности расплавленного металла химическим соединением из газовой фазы, путем пропускания покровного реагента над поверхностью горячего стекла в зоне нанесения покрытия и отвода использованного газа в нижнем по течению потока газа конце зоны через вытяжной канал, отличающийся тем, что над поверхностью стекла, смежной с вытяжным каналом, пропускают инертный газ.2. Способ...
Спосіб нанесення покриття багатокомпонентних сполук із плазми магнетронного розряду і пристрій для його здійснення
Номер патенту: 13770
Опубліковано: 25.04.1997
Автори: Голома Віталій Володимирович, Стеценко Борис Володимирович, Чорногорський Валерій Павлович, Панченко Олег Антонович, Владимиров Вадим Володимирович
МПК: C23C 14/38
Мітки: нанесення, магнетронного, плазми, спосіб, пристрій, розряду, здійснення, багатокомпонентних, покриття, сполук
Формула / Реферат:
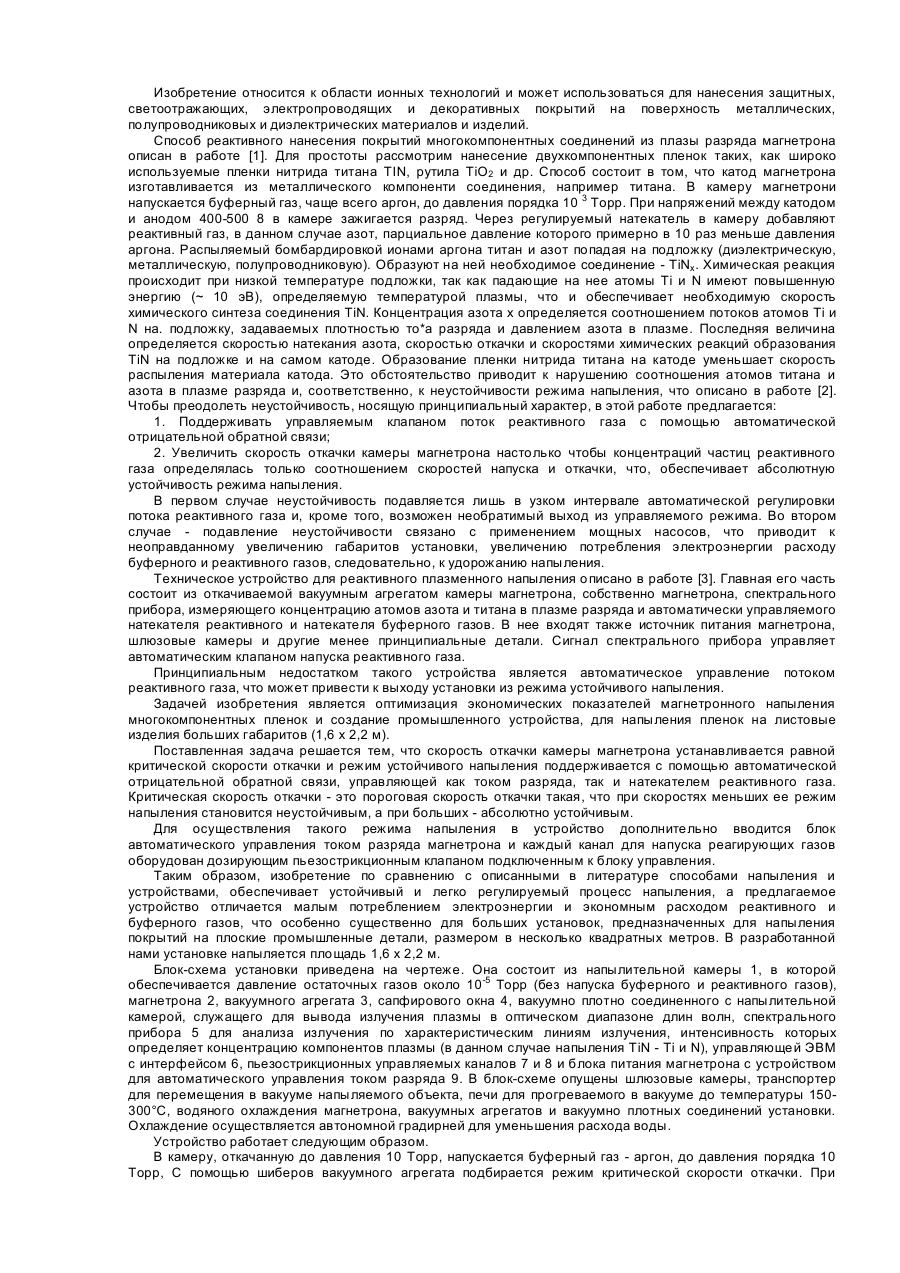
1. Способ нанесения покрытия многокомпонентных соединений из плазмы магнетронного разряда, включающий напуск реагирующего газа в напылительную камеру и последующую его откачку, а также управление потоком газа, отличающийся тем, что скорость откачки газа устанавливают равной критическому значению, а отношение скоростей откачки и натекания реагирующего газа устанавливают постоянным в течение процесса напыления.2. Способ по п.1,...
Спосіб нанесення покриття на оптичне хвилевідне волокно, пристрій для його здійснення та спосіб регулювання діаметра покритого оптичного волокна
Номер патенту: 37190
Опубліковано: 15.05.2001
Автори: Вільямз Річард Рід, Чладзінскі Пол Ендрю, Леоні Хайді Бан, Еймос Лінн Гренвілл, Уотсон Джонні Едвард
МПК: C03C 25/10
Мітки: пристрій, волокна, оптичного, волокно, діаметра, покриття, хвилевідне, покритого, нанесення, оптичне, регулювання, спосіб, здійснення
Формула / Реферат:
1. Способ нанесения покрытия на оптическое волноводное волокно, включающий операции пропускания оптического волноводного волокна через головку для нанесения покрытий, включающую калибрующий мундштук и содержащую материал покрытия, являющийся отверждаемым материалом, нанесения на волокно слоя указанного материала покрытия, измерения диаметра покрытого волокна и формирования сигнала, соответствующего диаметру покрытого волокна,...
Деталь із суперсплаву з системою захисного покриття і спосіб його нанесення
Номер патенту: 46760
Опубліковано: 17.06.2002
Автор: БЄЄЛЄ Вольфрам
МПК: C23C 28/04, C23C 14/08, C23C 14/02, C23C 28/00, C23C 14/06
Мітки: покриття, спосіб, нанесення, захисного, суперсплаву, деталь, системою
Формула / Реферат:
1. Деталь із суперсплаву з системою захисного покриття, яка містить: підкладку, виготовлену із суперсплаву на основі нікелю або кобальту; проміжний шар, нанесений на підкладку, який містить, щонайменше, шар закріплення; керамічне покриття, нанесене на вказаному шарі закріплення, яке містить окисну сполуку, яка відрізняється тим, що проміжний шар містить необов'язково сполучний шар, який розміщений між підкладкою та шаром закріплення, і тим,...
Попередній патент: Спосіб плавки тугоплавких металів в електронно-променевих установках
Наступний патент: Спосіб виробництва ординарного столового сухого червоного вина “бесарабія”
Випадковий патент: Спосіб лікування урогенітальних інфекцій у жінок з порушеннями репродуктивної функції