Пристрій для обробки поверхонь тертя деталей
Номер патенту: 79026
Опубліковано: 10.05.2007
Автори: Возненко Вікторія Віталіївна, Антонюк Віктор Степанович, Цирук Віктор Григорович, Старицький Лев Павлович, Пономаренко Анатолій Іванович, Вовк Володимир Дмитрієвич
Формула / Реферат
Пристрій для обробки поверхонь тертя деталей, що містить ударний елемент, встановлений на важелі з можливістю передання останнім на згаданий ударний елемент через привід коливального руху від двигуна, який відрізняється тим, що ударний елемент містить алмазний вигладжувач та встановлений на одному кінці важеля, а другий кінець важеля через одну пружну пластину сполучений зі штангою, а через другу пружну пластину – з встановленою в штанзі тягою, яка сполучена через муфту з приводом, при цьому муфта виконана у вигляді планшайби і куліси для передачі зворотно-поступального руху на алмазний вигладжувач за рахунок переміщення тяги уздовж осі пристрою на величину подвійного ексцентриситету куліси і планшайби муфти.
Текст
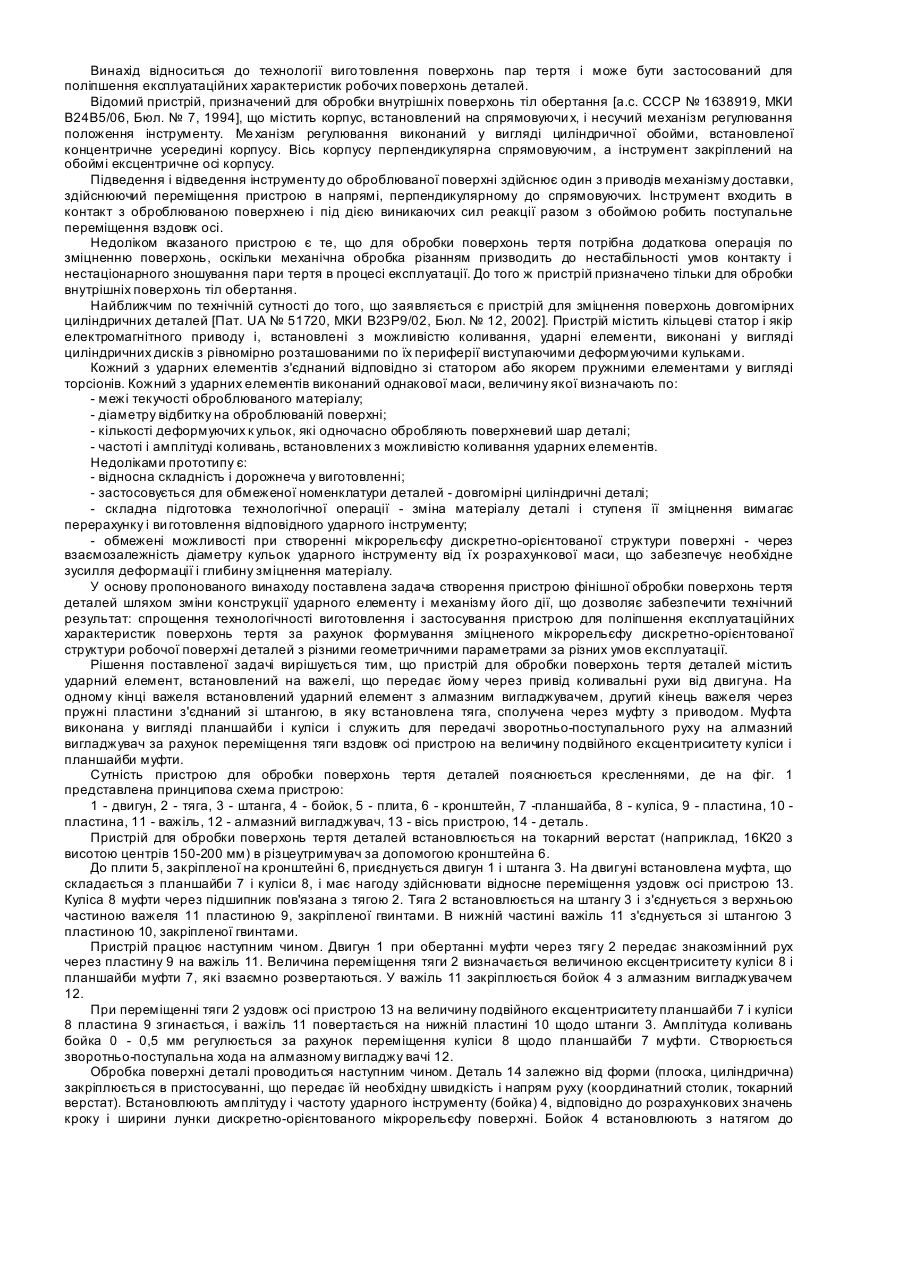
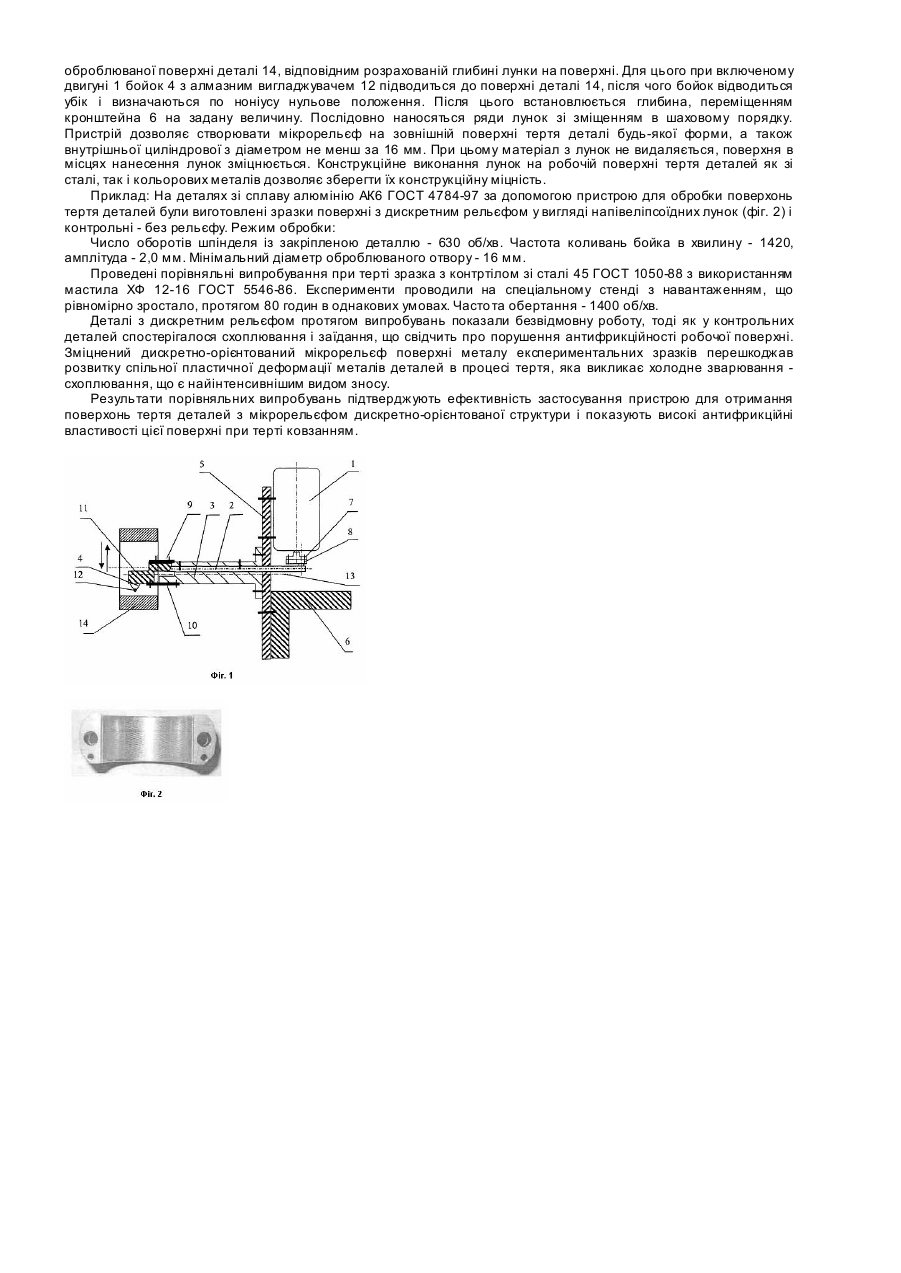
Винахід відноситься до технології виго товлення поверхонь пар тертя і може бути застосований для поліпшення експлуатаційних характеристик робочих поверхонь деталей. Відомий пристрій, призначений для обробки внутрішніх поверхонь тіл обертання [а.с. СССР № 1638919, МКИ В24В5/06, Бюл. № 7, 1994], що містить корпус, встановлений на спрямовуючи х, і несучий механізм регулювання положення інструменту. Ме ханізм регулювання виконаний у вигляді циліндричної обойми, встановленої концентричне усередині корпусу. Вісь корпусу перпендикулярна спрямовуючим, а інструмент закріплений на обоймі ексцентричне осі корпусу. Підведення і відведення інструменту до оброблюваної поверхні здійснює один з приводів механізму доставки, здійснюючий переміщення пристрою в напрямі, перпендикулярному до спрямовуючих. Інструмент входить в контакт з оброблюваною поверхнею і під дією виникаючих сил реакції разом з обоймою робить поступальне переміщення вздовж осі. Недоліком вказаного пристрою є те, що для обробки поверхонь тертя потрібна додаткова операція по зміцненню поверхонь, оскільки механічна обробка різанням призводить до нестабільності умов контакту і нестаціонарного зношування пари тертя в процесі експлуатації. До того ж пристрій призначено тільки для обробки внутрішніх поверхонь тіл обертання. Найближчим по технічній сутності до того, що заявляється є пристрій для зміцнення поверхонь довгомірних циліндричних деталей [Пат. UA № 51720, МКИ В23Р9/02, Бюл. № 12, 2002]. Пристрій містить кільцеві статор і якір електромагнітного приводу і, встановлені з можливістю коливання, ударні елементи, виконані у вигляді циліндричних дисків з рівномірно розташованими по їх периферії виступаючими деформуючими кульками. Кожний з ударних елементів з'єднаний відповідно зі статором або якорем пружними елементами у вигляді торсіонів. Кожний з ударних елементів виконаний однакової маси, величину якої визначають по: - межі текучості оброблюваного матеріалу; - діаметру відбитку на оброблюваній поверхні; - кількості деформуючих к ульок, які одночасно обробляють поверхневий шар деталі; - частоті і амплітуді коливань, встановлених з можливістю коливання ударних елементів. Недоліками прототипу є: - відносна складність і дорожнеча у виготовленні; - застосовується для обмеженої номенклатури деталей - довгомірні циліндричні деталі; - складна підготовка технологічної операції - зміна матеріалу деталі і ступеня її зміцнення вимагає перерахунку і ви готовлення відповідного ударного інструменту; - обмежені можливості при створенні мікрорельєфу дискретно-орієнтованої структури поверхні - через взаємозалежність діаметру кульок ударного інструменту від їх розрахункової маси, що забезпечує необхідне зусилля деформації і глибину зміцнення матеріалу. У основу пропонованого винаходу поставлена задача створення пристрою фінішної обробки поверхонь тертя деталей шляхом зміни конструкції ударного елементу і механізму його дії, що дозволяє забезпечити технічний результат: спрощення технологічності виготовлення і застосування пристрою для поліпшення експлуатаційних характеристик поверхонь тертя за рахунок формування зміцненого мікрорельєфу дискретно-орієнтованої структури робочої поверхні деталей з різними геометричними параметрами за різних умов експлуатації. Рішення поставленої задачі вирішується тим, що пристрій для обробки поверхонь тертя деталей містить ударний елемент, встановлений на важелі, що передає йому через привід коливальні рухи від двигуна. На одному кінці важеля встановлений ударний елемент з алмазним вигладжувачем, другий кінець важеля через пружні пластини з'єднаний зі штангою, в яку встановлена тяга, сполучена через муфту з приводом. Муфта виконана у вигляді планшайби і куліси і служить для передачі зворотньо-поступального руху на алмазний вигладжувач за рахунок переміщення тяги вздовж осі пристрою на величину подвійного ексцентриситету куліси і планшайби муфти. Сутність пристрою для обробки поверхонь тертя деталей пояснюється кресленнями, де на фіг. 1 представлена принципова схема пристрою: 1 - двигун, 2 - тяга, 3 - штанга, 4 - бойок, 5 - плита, 6 - кронштейн, 7 -планшайба, 8 - куліса, 9 - пластина, 10 пластина, 11 - важіль, 12 - алмазний вигладжувач, 13 - вісь пристрою, 14 - деталь. Пристрій для обробки поверхонь тертя деталей встановлюється на токарний верстат (наприклад, 16К20 з висотою центрів 150-200 мм) в різцеутримувач за допомогою кронштейна 6. До плити 5, закріпленої на кронштейні 6, приєднується двигун 1 і штанга 3. На двигуні встановлена муфта, що складається з планшайби 7 і куліси 8, і має нагоду здійснювати відносне переміщення уздовж осі пристрою 13. Куліса 8 муфти через підшипник пов'язана з тягою 2. Тяга 2 встановлюється на штангу 3 і з'єднується з верхньою частиною важеля 11 пластиною 9, закріпленої гвинтами. В нижній частині важіль 11 з'єднується зі штангою 3 пластиною 10, закріпленої гвинтами. Пристрій працює наступним чином. Двигун 1 при обертанні муфти через тягу 2 передає знакозмінний рух через пластину 9 на важіль 11. Величина переміщення тяги 2 визначається величиною ексцентриситету куліси 8 і планшайби муфти 7, які взаємно розвертаються. У важіль 11 закріплюється бойок 4 з алмазним вигладжувачем 12. При переміщенні тяги 2 уздовж осі пристрою 13 на величину подвійного ексцентриситету планшайби 7 і куліси 8 пластина 9 згинається, і важіль 11 повертається на нижній пластині 10 щодо штанги 3. Амплітуда коливань бойка 0 - 0,5 мм регулюється за рахунок переміщення куліси 8 щодо планшайби 7 муфти. Створюється зворотньо-поступальна хода на алмазному вигладжу вачі 12. Обробка поверхні деталі проводиться наступним чином. Деталь 14 залежно від форми (плоска, циліндрична) закріплюється в пристосуванні, що передає їй необхідну швидкість і напрям руху (координатний столик, токарний верстат). Встановлюють амплітуду і частоту ударного інструменту (бойка) 4, відповідно до розрахункових значень кроку і ширини лунки дискретно-орієнтованого мікрорельєфу поверхні. Бойок 4 встановлюють з натягом до оброблюваної поверхні деталі 14, відповідним розрахованій глибині лунки на поверхні. Для цього при включеному двигуні 1 бойок 4 з алмазним вигладжувачем 12 підводиться до поверхні деталі 14, після чого бойок відводиться убік і визначаються по ноніусу нульове положення. Після цього встановлюється глибина, переміщенням кронштейна 6 на задану величину. Послідовно наносяться ряди лунок зі зміщенням в шаховому порядку. Пристрій дозволяє створювати мікрорельєф на зовнішній поверхні тертя деталі будь-якої форми, а також внутрішньої циліндрової з діаметром не менш за 16 мм. При цьому матеріал з лунок не видаляється, поверхня в місцях нанесення лунок зміцнюється. Конструкційне виконання лунок на робочій поверхні тертя деталей як зі сталі, так і кольорових металів дозволяє зберегти їх конструкційну міцність. Приклад: На деталях зі сплаву алюмінію АК6 ГОСТ 4784-97 за допомогою пристрою для обробки поверхонь тертя деталей були виготовлені зразки поверхні з дискретним рельєфом у вигляді напівеліпсоїдних лунок (фіг. 2) і контрольні - без рельєфу. Режим обробки: Число оборотів шпінделя із закріпленою деталлю - 630 об/хв. Частота коливань бойка в хвилину - 1420, амплітуда - 2,0 мм. Мінімальний діаметр оброблюваного отвору - 16 мм. Проведені порівняльні випробування при терті зразка з контртілом зі сталі 45 ГОСТ 1050-88 з використанням мастила ХФ 12-16 ГОСТ 5546-86. Експерименти проводили на спеціальному стенді з навантаженням, що рівномірно зростало, протягом 80 годин в однакових умовах. Часто та обертання - 1400 об/хв. Деталі з дискретним рельєфом протягом випробувань показали безвідмовну роботу, тоді як у контрольних деталей спостерігалося схоплювання і заїдання, що свідчить про порушення антифрикційності робочої поверхні. Зміцнений дискретно-орієнтований мікрорельєф поверхні металу експериментальних зразків перешкоджав розвитку спільної пластичної деформації металів деталей в процесі тертя, яка викликає холодне зварювання схоплювання, що є найінтенсивнішим видом зносу. Результати порівняльних випробувань підтверджують ефективність застосування пристрою для отримання поверхонь тертя деталей з мікрорельєфом дискретно-орієнтованої структури і показують високі антифрикційні властивості цієї поверхні при терті ковзанням.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for treating friction surfaces of components
Автори англійськоюAntoniuk Viktor Stepanovych, Starytskyi Lev Pavlovych
Назва патенту російськоюУстройство для обработки поверхностей трения деталей
Автори російськоюАнтонюк Виктор Степанович, Старицкий Лев Павлович
МПК / Мітки
МПК: B23P 9/00
Мітки: пристрій, деталей, обробки, тертя, поверхонь
Код посилання
<a href="https://ua.patents.su/2-79026-pristrijj-dlya-obrobki-poverkhon-tertya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки поверхонь тертя деталей</a>
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Марчук Володимир Єфремович, Лабунець Василь Федорович, Гресько Володимир Ларіонович, Ляшенко Борис Артемович
Мітки: поверхонь, тертя, деталей, електроіскрової, спосіб, обробки, струмопровідних
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Гресько Володимир Ларіонович, Лабунець Василь Федорович, Кудрін Анатолій Павлович, Марчук Володимир Єфремович, Шульга Іван Федорович
МПК: B23H 7/00
Мітки: тертя, струму, джерелом, деталей, обробки, спосіб, струмопровідних, поверхонь, електроіскровим
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...
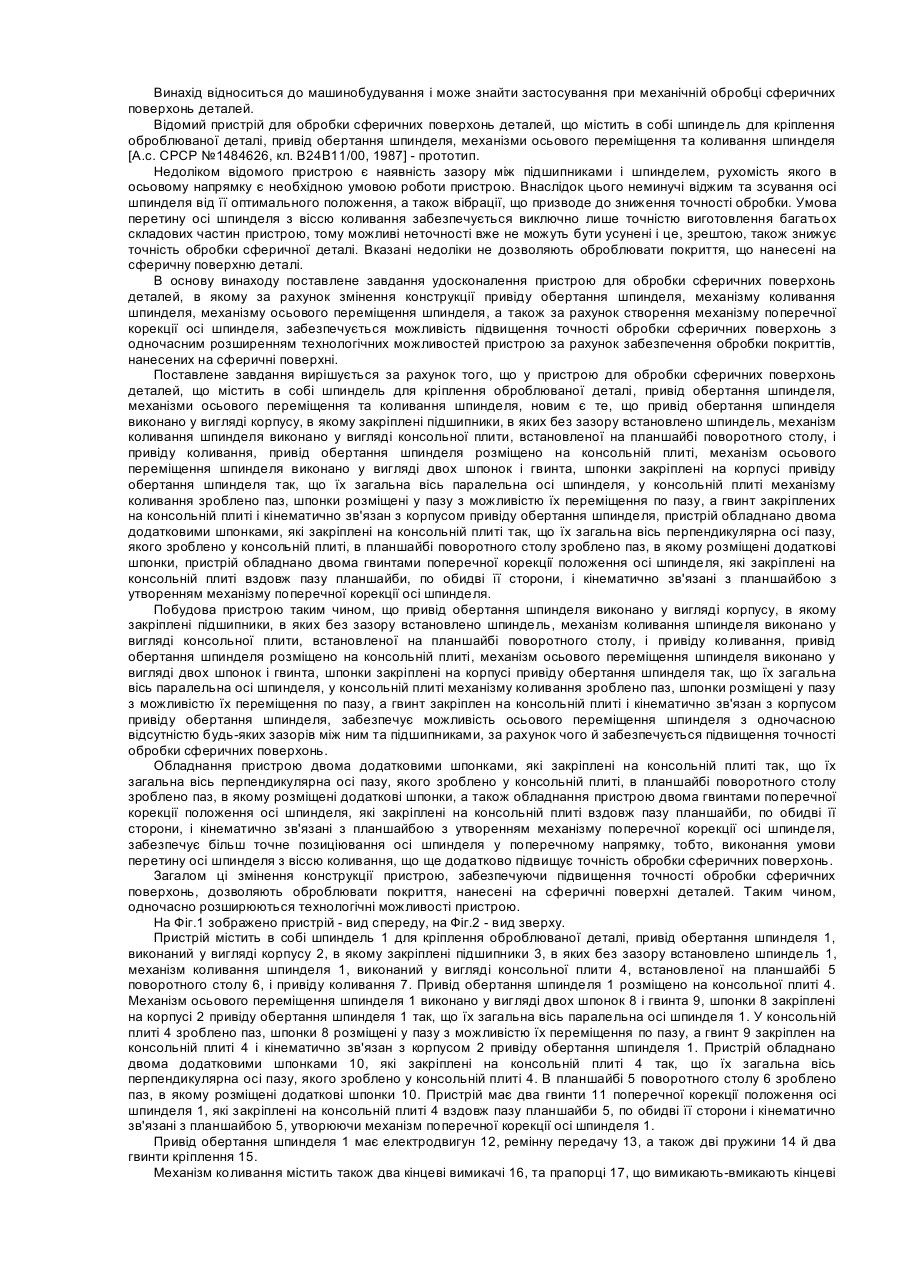
Пристрій для обробки сферичних поверхонь деталей
Номер патенту: 73614
Опубліковано: 15.08.2005
Автори: Вайсберг Григорій Львович, Римчук Данило Васильович, Батиєв Анатолій Джангірович, Власенко Василь Миколайович, Ломакін Віктор Дмитрович
МПК: B23B 5/00, B24B 11/00
Мітки: сферичних, деталей, поверхонь, обробки, пристрій
Формула / Реферат:
Пристрій для обробки сферичних поверхонь деталей, що містить в собі шпиндель для кріплення оброблюваної деталі, привід обертання шпинделя, механізми осьового переміщення та коливання шпинделя, який відрізняється тим, що привід обертання шпинделя містить корпус, в якому закріплені підшипники, в яких без зазору встановлено шпиндель, механізм коливання шпинделя містить консольну плиту, встановлену на планшайбі поворотного столу, і привід...
Спосіб комбінованого зміцнення поверхонь тертя деталей машин та верстатів
Номер патенту: 19958
Опубліковано: 15.01.2007
Автори: Ковальов Віктор Дмитрович, Кєнєсова Мадіна Нурланівна, Бабін Олег Фавійович
МПК: B23D 1/00
Мітки: спосіб, тертя, зміцнення, комбінованого, верстатів, поверхонь, деталей, машин
Формула / Реферат:
Спосіб комбінованого зміцнення поверхонь тертя деталей машин та верстатів, який полягає в тому, що деталь встановлюють у центрах, підводять латунний стрижень та при рівномірних обертах деталі відбувається паралельне переміщення супорта з латунним стрижнем, який відрізняється тим, що одночасно відбувається нанесення покриття на поверхні виробу та обробки імпульсним магнітним полем.
Пристрій для комбінованої обробки плоских поверхонь деталей
Номер патенту: 18495
Опубліковано: 15.11.2006
Автори: Олійник Володимир Григорович, Киричок Петро Олексійович, Хмілярчук Ольга Іларіонівна
МПК: B24B 39/00
Мітки: поверхонь, деталей, пристрій, плоских, комбінованої, обробки
Формула / Реферат:
Пристрій для виконання комбінованої обробки плоских поверхонь деталей, що має деформуючі і різальні інструменти, закріплені в циліндричному корпусі, який відрізняється тим, що алмазний деформуючий елемент і чашковий алмазно-абразивний інструмент закріплені у відповідних державках, встановлених в двох шпиндельних вузлах, розташованих паралельно один одному і кінематично зв'язаних між собою з можливістю регулювання їх швидкостей обертання в...
Наступний патент: Спосіб виготовлення каталітичного реактора для пристроїв очищення відхідних газів автомобілів
Випадковий патент: Фітинг для швидкого монтажу і демонтажу труб