Кристалізатор для безперервного розливу рідких металів, зокрема сталей, при високій швидкості розливу для одержання полігональних сортових, чорнових і призначених для прокату на блюмінгу заготовок
Номер патенту: 79025
Опубліковано: 10.05.2007
Автори: Коккентідт Йозеф, Цайбер Адольф-Густав, Летцель Дірк, Плоциннік Уве
Формула / Реферат
1. Кристалізатор для безперервного розливу рідких металів, зокрема сталей, при високій швидкості розливу для одержання полігональних сортових, чорнових і призначених для прокату на блюмінгу і подібних до них заготовок (1), що містить гільзу (2) кристалізатора, виготовлену з міді або мідних сплавів, поперечний переріз якої на вході (3), на стороні (4), призначеній для надходження металу, є збільшеним поперечним перерізом (5), у порівнянні з поперечним перерізом на виході (6), на стороні, призначеній для виходу заготовки (7), при цьому кути гільзи (2) округлені по радіусу (8), який відрізняється тим, що геометрична внутрішня форма (9) поперечного перерізу і відповідні розміри (10) гільзи виконані пропорційно кількості відведеного в конкретному місці тепла тверднення від заготовки (1) відповідно до діаграми температури (D) по висоті (11) гільзи кристалізатора, при цьому спочатку на стороні (4), призначеній для надходження металу, передбачено збільшений поперечний переріз (5), у порівнянні з поперечним перерізом на виході (6), на стороні, призначеній для виходу заготовки (7), при цьому починаючи від сторони (4), призначеній для надходження металу, простягнені ділянки з різною конусністю, причому в ділянці (13) дзеркала розплаву ділянка (14) має велику конусність, а безпосередньо прилегла до неї ділянка (15) ще більшу конусність, причому розташовані під нею ділянки аж до поперечного перерізу на виході (6) мають постійно змінну конусність (16), яка встановлена відповідно до зростання кірочки заготовки і усадки заготовки таким чином, що товщина стінок (17) зменшена відповідно до кількості тепла, відведеного по висоті гільзи за одиницю часу і діаграмою (D), при цьому зовнішня поверхня (18) гільзи (2) кристалізатора збільшена за рахунок канавок, ребер (19), а товщина стінок зменшена принаймні в окремих ділянках по висоті співмірно з тепловим розширенням кристалізатора.
2. Кристалізатор за п.1, який відрізняється тим, що зовнішня форма (12) щонайменше в окремих ділянках по висоті гільзи (2) кристалізатора зменшена пропорційно тепловому розширенню кристалізатора.
3. Кристалізатор за будь-яким з пп.1 або 2, який відрізняється тим, що геометрична форма (9) поперечного перерізу гільзи (2) кристалізатора змінена в залежності від марки сталі.
4. Кристалізатор за п.1, який відрізняється тим, що починаючи від поперечного перерізу на вході (3) на кожній стороні поперечного перерізу (3а) по центру передбачена виїмка (20), що має параболічну форму.
5. Кристалізатор за п.4, який відрізняється тим, що виїмка (20), що має параболічну форму, зменшену у напрямку сторони (7), на якій здійснюється вихід заготовки.
6. Кристалізатор за будь-яким з пп.4 або 5, який відрізняється тим, що довжина (20а) виїмки (20), яка має параболічну форму, має протяжність приблизно до половини висоти (11) гільзи кристалізатора.
7. Кристалізатор за будь-яким з пп.4-6, який відрізняється тим, що довжина (20а) виїмки, яка має параболічну форму (20), підібрана так, щоб вона відповідала величині усадки по висоті на широкій і/або вузькій стороні (21) поперечного перерізу (22) кристалізатора.
8. Кристалізатор за будь-яким з пп.4-7, який відрізняється тим, що в ділянці кутового радіуса (8) у площині поперечного перерізу на вході (3) утворена поверхня (23), що проходить по периметру і розповсюджена вниз до дзеркала розплаву і до якої примикає, починаючи від ділянки (13) дзеркала розплаву до переходу в геометричну форму поперечного перерізу (9), пропорційна спряжена поверхня (24).
Текст
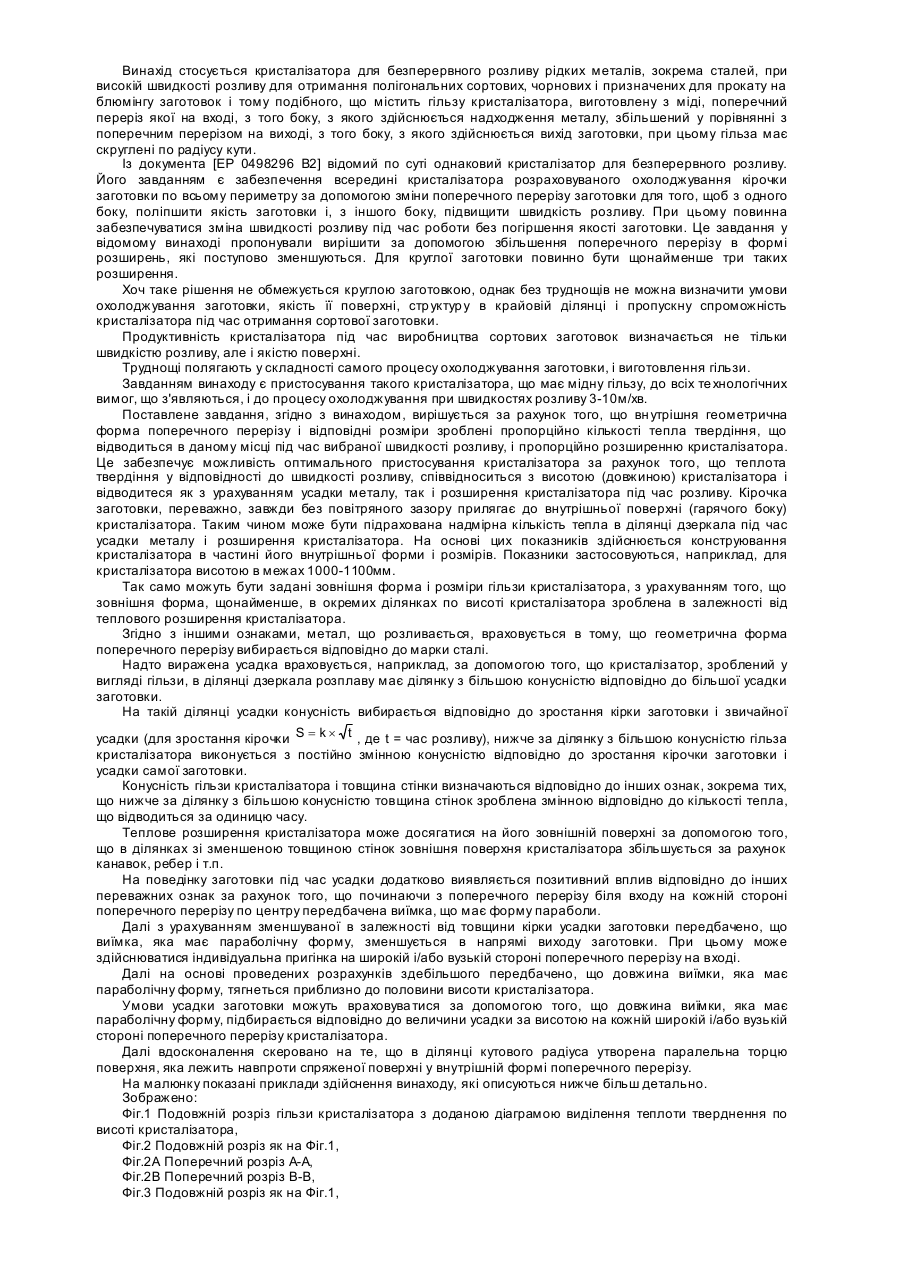
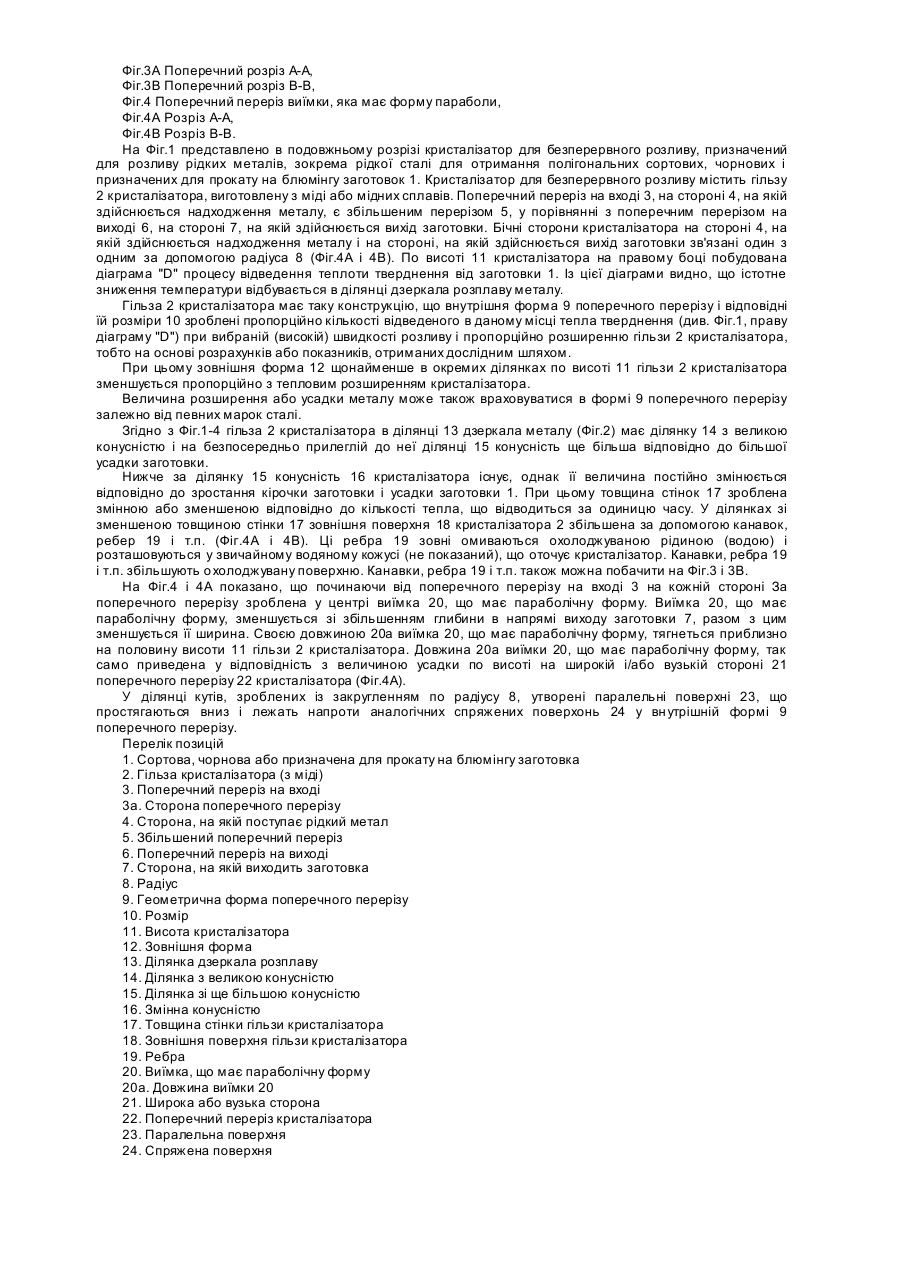
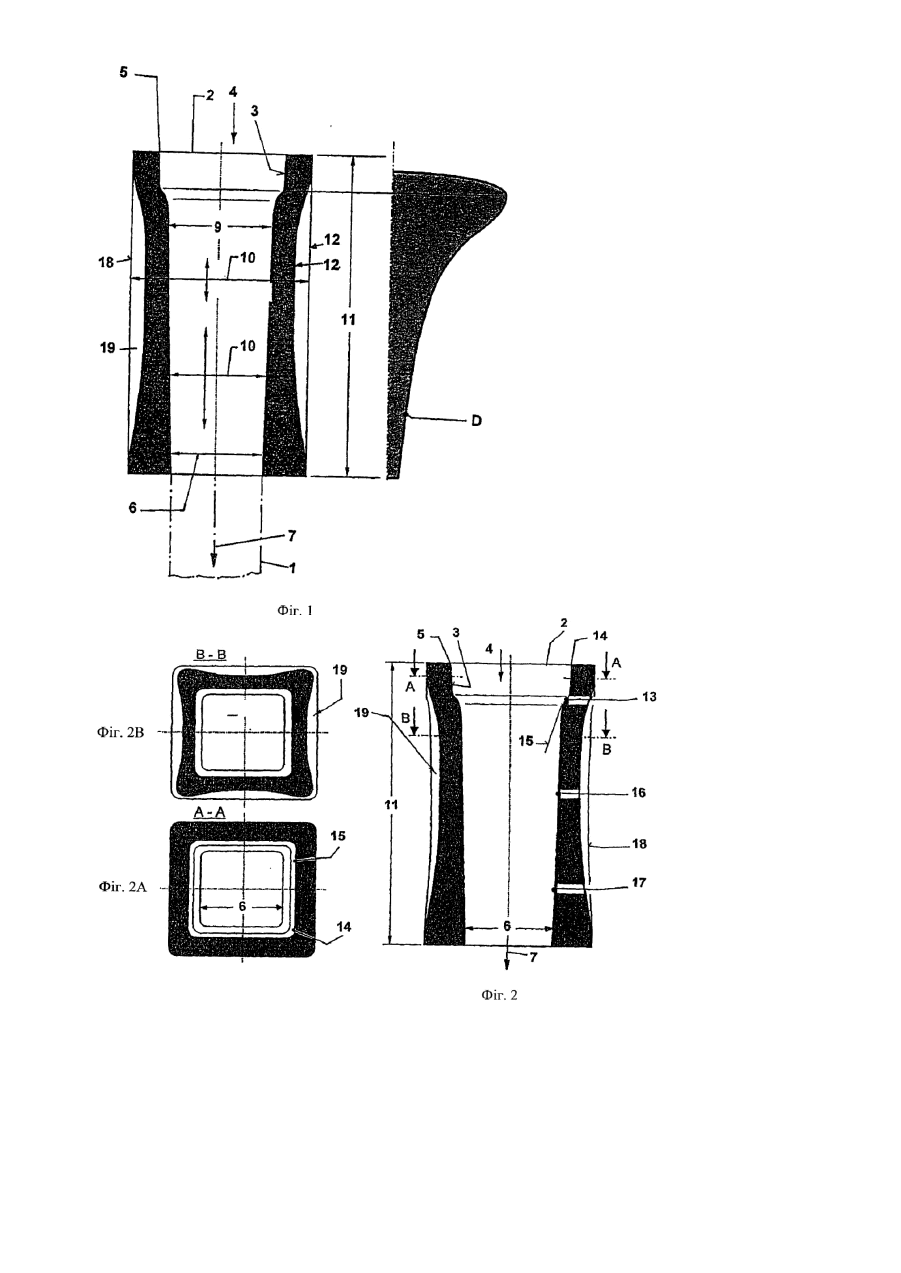
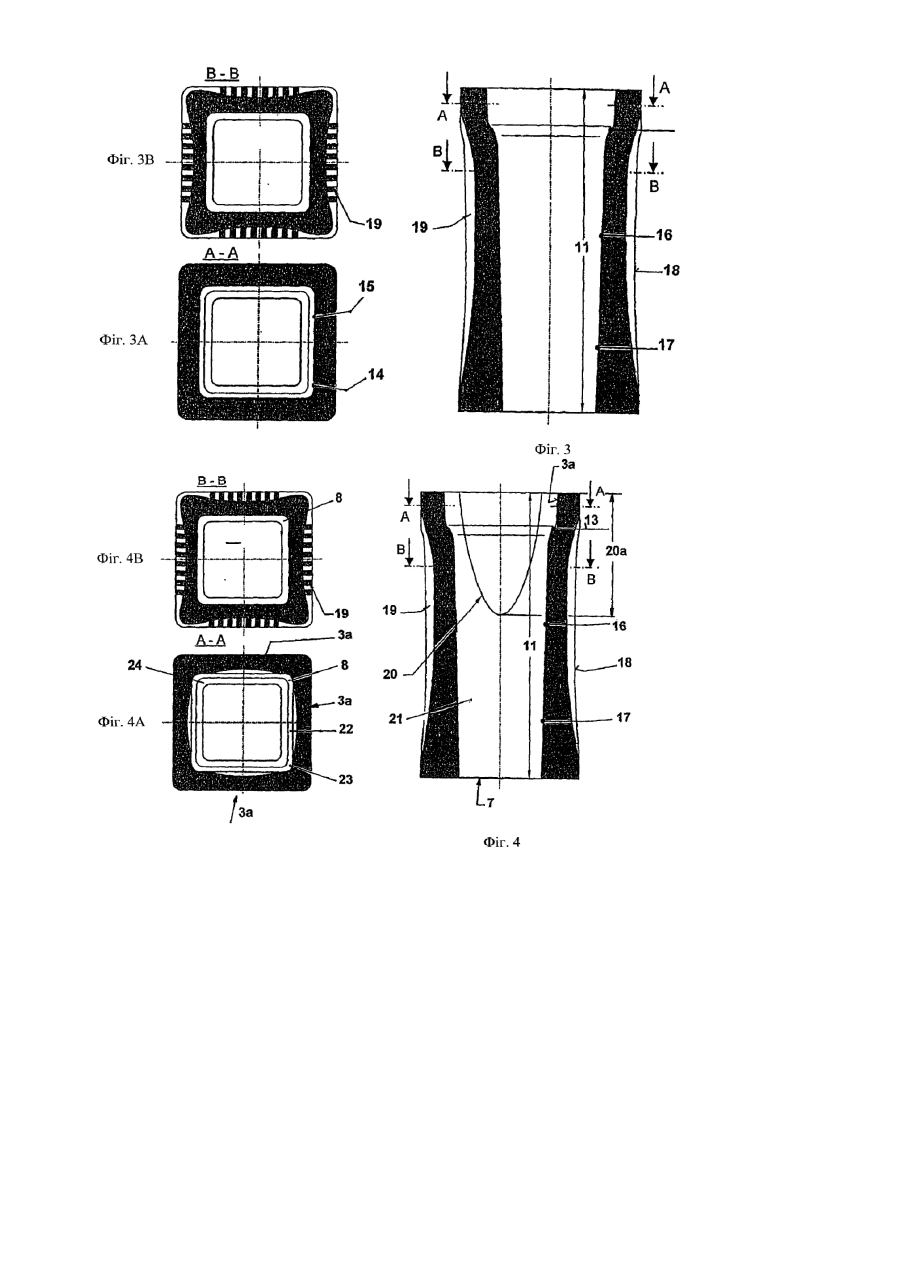
Винахід стосується кристалізатора для безперервного розливу рідких металів, зокрема сталей, при високій швидкості розливу для отримання полігональних сортових, чорнових і призначених для прокату на блюмінгу заготовок і тому подібного, що містить гільзу кристалізатора, виготовлену з міді, поперечний переріз якої на вході, з того боку, з якого здійснюється надходження металу, збільшений у порівнянні з поперечним перерізом на виході, з того боку, з якого здійснюється вихід заготовки, при цьому гільза має скруглені по радіусу кути. Із документа [ЕР 0498296 В2] відомий по суті однаковий кристалізатор для безперервного розливу. Його завданням є забезпечення всередині кристалізатора розраховуваного охолоджування кірочки заготовки по всьому периметру за допомогою зміни поперечного перерізу заготовки для того, щоб з одного боку, поліпшити якість заготовки і, з іншого боку, підвищити швидкість розливу. При цьому повинна забезпечуватися зміна швидкості розливу під час роботи без погіршення якості заготовки. Це завдання у відомому винаході пропонували вирішити за допомогою збільшення поперечного перерізу в формі розширень, які поступово зменшуються. Для круглої заготовки повинно бути щонайменше три таких розширення. Хоч таке рішення не обмежується круглою заготовкою, однак без труднощів не можна визначити умови охолоджування заготовки, якість її поверхні, стр уктур у в крайовій ділянці і пропускну спроможність кристалізатора під час отримання сортової заготовки. Продуктивність кристалізатора під час виробництва сортових заготовок визначається не тільки швидкістю розливу, але і якістю поверхні. Труднощі полягають у складності самого процесу охолоджування заготовки, і виготовлення гільзи. Завданням винаходу є пристосування такого кристалізатора, що має мідну гільзу, до всіх те хнологічних вимог, що з'являються, і до процесу охолоджування при швидкостях розливу 3-10м/хв. Поставлене завдання, згідно з винаходом, вирішується за рахунок того, що вн утрішня геометрична форма поперечного перерізу і відповідні розміри зроблені пропорційно кількості тепла твердіння, що відводиться в даному місці під час вибраної швидкості розливу, і пропорційно розширенню кристалізатора. Це забезпечує можливість оптимального пристосування кристалізатора за рахунок того, що теплота твердіння у відповідності до швидкості розливу, співвідноситься з висотою (довжиною) кристалізатора і відводитеся як з урахуванням усадки металу, так і розширення кристалізатора під час розливу. Кірочка заготовки, переважно, завжди без повітряного зазору прилягає до внутрішньої поверхні (гарячого боку) кристалізатора. Таким чином може бути підрахована надмірна кількість тепла в ділянці дзеркала під час усадки металу і розширення кристалізатора. На основі цих показників здійснюється конструювання кристалізатора в частині його внутрішньої форми і розмірів. Показники застосовуються, наприклад, для кристалізатора висотою в межах 1000-1100мм. Так само можуть бути задані зовнішня форма і розміри гільзи кристалізатора, з урахуванням того, що зовнішня форма, щонайменше, в окремих ділянках по висоті кристалізатора зроблена в залежності від теплового розширення кристалізатора. Згідно з іншими ознаками, метал, що розливається, враховується в тому, що геометрична форма поперечного перерізу вибирається відповідно до марки сталі. Надто виражена усадка враховується, наприклад, за допомогою того, що кристалізатор, зроблений у вигляді гільзи, в ділянці дзеркала розплаву має ділянку з більшою конусністю відповідно до більшої усадки заготовки. На такій ділянці усадки конусність вибирається відповідно до зростання кірки заготовки і звичайної усадки (для зростання кірочки S = k ´ t , де t = час розливу), нижче за ділянку з більшою конусністю гільза кристалізатора виконується з постійно змінною конусністю відповідно до зростання кірочки заготовки і усадки самої заготовки. Конусність гільзи кристалізатора і товщина стінки визначаються відповідно до інших ознак, зокрема тих, що нижче за ділянку з більшою конусністю товщина стінок зроблена змінною відповідно до кількості тепла, що відводиться за одиницю часу. Теплове розширення кристалізатора може досягатися на його зовнішній поверхні за допомогою того, що в ділянках зі зменшеною товщиною стінок зовнішня поверхня кристалізатора збільшується за рахунок канавок, ребер і т.п. На поведінку заготовки під час усадки додатково виявляється позитивний вплив відповідно до інших переважних ознак за рахунок того, що починаючи з поперечного перерізу біля входу на кожній стороні поперечного перерізу по центру передбачена виїмка, що має форму параболи. Далі з урахуванням зменшуваної в залежності від товщини кірки усадки заготовки передбачено, що виїмка, яка має параболічну форму, зменшується в напрямі виходу заготовки. При цьому може здійснюватися індивідуальна пригінка на широкій і/або вузькій стороні поперечного перерізу на вході. Далі на основі проведених розрахунків здебільшого передбачено, що довжина виїмки, яка має параболічну форму, тягнеться приблизно до половини висоти кристалізатора. Умови усадки заготовки можуть враховува тися за допомогою того, що довжина виїмки, яка має параболічну форму, підбирається відповідно до величини усадки за висотою на кожній широкій і/або вузькій стороні поперечного перерізу кристалізатора. Далі вдосконалення скеровано на те, що в ділянці кутового радіуса утворена паралельна торцю поверхня, яка лежить навпроти спряженої поверхні у внутрішній формі поперечного перерізу. На малюнку показані приклади здійснення винаходу, які описуються нижче більш детально. Зображено: Фіг.1 Подовжній розріз гільзи кристалізатора з доданою діаграмою виділення теплоти тверднення по висоті кристалізатора, Фіг.2 Подовжній розріз як на Фіг.1, Фіг.2А Поперечний розріз А-А, Фіг.2В Поперечний розріз В-В, Фіг.3 Подовжній розріз як на Фіг.1, Фіг.3А Поперечний розріз А-А, Фіг.3В Поперечний розріз В-В, Фіг.4 Поперечний переріз виїмки, яка має форму параболи, Фіг.4А Розріз А-А, Фіг.4В Розріз В-В. На Фіг.1 представлено в подовжньому розрізі кристалізатор для безперервного розливу, призначений для розливу рідких металів, зокрема рідкої сталі для отримання полігональних сортових, чорнових і призначених для прокату на блюмінгу заготовок 1. Кристалізатор для безперервного розливу містить гільзу 2 кристалізатора, виготовлену з міді або мідних сплавів. Поперечний переріз на вході 3, на стороні 4, на якій здійснюється надходження металу, є збільшеним перерізом 5, у порівнянні з поперечним перерізом на виході 6, на стороні 7, на якій здійснюється вихід заготовки. Бічні сторони кристалізатора на стороні 4, на якій здійснюється надходження металу і на стороні, на якій здійснюється вихід заготовки зв'язані один з одним за допомогою радіуса 8 (Фіг.4А і 4В). По висоті 11 кристалізатора на правому боці побудована діаграма "D" процесу відведення теплоти тверднення від заготовки 1. Із цієї діаграми видно, що істотне зниження температури відбувається в ділянці дзеркала розплаву металу. Гільза 2 кристалізатора має таку конструкцію, що внутрішня форма 9 поперечного перерізу і відповідні їй розміри 10 зроблені пропорційно кількості відведеного в даному місці тепла тверднення (див. Фіг.1, праву діаграму "D") при вибраній (високій) швидкості розливу і пропорційно розширенню гільзи 2 кристалізатора, тобто на основі розрахунків або показників, отриманих дослідним шляхом. При цьому зовнішня форма 12 щонайменше в окремих ділянках по висоті 11 гільзи 2 кристалізатора зменшується пропорційно з тепловим розширенням кристалізатора. Величина розширення або усадки металу може також враховуватися в формі 9 поперечного перерізу залежно від певних марок сталі. Згідно з Фіг.1-4 гільза 2 кристалізатора в ділянці 13 дзеркала металу (Фіг.2) має ділянку 14 з великою конусністю і на безпосередньо прилеглій до неї ділянці 15 конусність ще більша відповідно до більшої усадки заготовки. Нижче за ділянку 15 конусність 16 кристалізатора існує, однак її величина постійно змінюється відповідно до зростання кірочки заготовки і усадки заготовки 1. При цьому товщина стінок 17 зроблена змінною або зменшеною відповідно до кількості тепла, що відводиться за одиницю часу. У ділянках зі зменшеною товщиною стінки 17 зовнішня поверхня 18 кристалізатора 2 збільшена за допомогою канавок, ребер 19 і т.п. (Фіг.4А і 4В). Ці ребра 19 зовні омиваються охолоджуваною рідиною (водою) і розташовуються у звичайному водяному кожусі (не показаний), що оточує кристалізатор. Канавки, ребра 19 і т.п. збільшують о холоджувану поверхню. Канавки, ребра 19 і т.п. також можна побачити на Фіг.3 і 3В. На Фіг.4 і 4А показано, що починаючи від поперечного перерізу на вході 3 на кожній стороні За поперечного перерізу зроблена у центрі виїмка 20, що має параболічну форму. Виїмка 20, що має параболічну форму, зменшується зі збільшенням глибини в напрямі виходу заготовки 7, разом з цим зменшується її ширина. Своєю довжиною 20а виїмка 20, що має параболічну форму, тягнеться приблизно на половину висоти 11 гільзи 2 кристалізатора. Довжина 20а виїмки 20, що має параболічну форму, так само приведена у відповідність з величиною усадки по висоті на широкій і/або вузькій стороні 21 поперечного перерізу 22 кристалізатора (Фіг.4А). У ділянці кутів, зроблених із закругленням по радіусу 8, утворені паралельні поверхні 23, що простягаються вниз і лежать напроти аналогічних спряжених поверхонь 24 у вн утрішній формі 9 поперечного перерізу. Перелік позицій 1. Сортова, чорнова або призначена для прокату на блюмінгу заготовка 2. Гільза кристалізатора (з міді) 3. Поперечний переріз на вході 3а. Сторона поперечного перерізу 4. Сторона, на якій поступає рідкий метал 5. Збільшений поперечний переріз 6. Поперечний переріз на виході 7. Сторона, на якій виходить заготовка 8. Радіус 9. Геометрична форма поперечного перерізу 10. Розмір 11. Висота кристалізатора 12. Зовнішня форма 13. Ділянка дзеркала розплаву 14. Ділянка з великою конусністю 15. Ділянка зі ще більшою конусністю 16. Змінна конусністю 17. Товщина стінки гільзи кристалізатора 18. Зовнішня поверхня гільзи кристалізатора 19. Ребра 20. Виїмка, що має параболічну форму 20а. Довжина виїмки 20 21. Широка або вузька сторона 22. Поперечний переріз кристалізатора 23. Паралельна поверхня 24. Спряжена поверхня
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous casting mold for casting molten metals, particularly steel materials, at high casting rates to form polygonal billet, bloom, and preliminary section castings
Автори англійськоюPlociennik Uwe
Назва патенту російськоюКристаллизатор для непрерывной разливки жидких металлов, в частности, сталей, при высокой скорости разливки для получения полигональных сортовых, черновых и предназначенных для проката на блюминге заготовок
Автори російськоюПлоцинник Увэ
МПК / Мітки
МПК: B22D 11/041, B22D 11/055
Мітки: безперервного, рідких, призначених, сталей, кристалізатор, блюмінгу, сортових, металів, зокрема, чорнових, розливу, прокату, швидкості, високий, полігональних, одержання, заготовок
Код посилання
<a href="https://ua.patents.su/4-79025-kristalizator-dlya-bezperervnogo-rozlivu-ridkikh-metaliv-zokrema-stalejj-pri-visokijj-shvidkosti-rozlivu-dlya-oderzhannya-poligonalnikh-sortovikh-chornovikh-i-priznachenikh-dlya-pr.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор для безперервного розливу рідких металів, зокрема сталей, при високій швидкості розливу для одержання полігональних сортових, чорнових і призначених для прокату на блюмінгу заготовок</a>
Пристрій для безперервного розливу металів, зокрема сталі
Номер патенту: 74015
Опубліковано: 17.10.2005
Автори: Кнеппе Гюнтер, Ріттнер Карл, Мюллер Юрген
МПК: B22D 11/12, B22D 11/128, B22D 11/14
Мітки: пристрій, сталі, зокрема, безперервного, металів, розливу
Формула / Реферат:
1. Пристрій для безперервного розливу металів, зокрема сталі, для здійснення способу тверднення „solidified bending” у якому заготовка після повного тверднення піддається згинанню, який містить розташовану за кристалізатором вертикальну пряму напрямну для заготовки, до якої примикає згинально-тягнучий пристрій, згинальні ролики якого встановлені з можливістю переміщення з положення, що звільняє шлях для затравки, у робоче положення або не...
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Найдек Володимир Леонтійович, Носоченко Олег Васильович, Сахно Валерій Олександрович, Якобше Ришард Якубович, Ніколаєв Генадій Андрійович, Галай Володимир Петрович, Галай Ірина Генадіївна
МПК: B22D 11/04, B22D 11/112
Мітки: заготовок, машини, кристалізатор, безперервного, лиття
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Кристалізатор для безперервного розливу сталі
Номер патенту: 29808
Опубліковано: 15.11.2001
Автори: Нечипуренко Евген Степанович, Ларіонов Олександр Олексійович, Налча Георгій Іванович, Лехтер Олександр Вікторович, Дудко Анатолій Григорович, Овсянніков Вадим Георгійович, Довгошеев Володимир Тихонович, Бойко Володимир Семенович, Кузьмінов Анатолій Вікторович, Капланов Василій Илліч
МПК: B22D 11/059
Мітки: безперервного, кристалізатор, сталі, розливу
Формула / Реферат:
1. Кристалізатор для безперервного розливу сталі, який містить в собі водоохолоджуваний корпус, утворений широкими і вузькими стінками і обличкуванням зі зносостійкими пластинами, розташованими в його нижній частині, який відрізняється тим, що зносостійкі пластини розміщені в зоні інтенсивного зносу по всьому периметру корпуса на 0,01-0,4 його висоти, а решта робочого шару обличкування широких і середніх по ширині пластин вузьких стінок...
Кристалізатор для безперервного розливу металу
Номер патенту: 69651
Опубліковано: 15.09.2004
Автори: Плохих Петро Андрійович, Литвин Володимир Іванович, Каширін Станіслав Михайлович
МПК: B22D 11/059
Мітки: розливу, безперервного, металу, кристалізатор
Формула / Реферат:
Кристалізатор для слябової машини безперервного лиття заготівок, що включає корпус та робочі стінки з міді або зі сплаву на основі міді з каналами охолодження та заглибленнями, заповненими зносостійким матеріалом, який відрізняється тим, що заглиблення виконані у вигляді пазів глибиною 0,3 - 0,4 товщини робочої стінки та розташовані по усій її ширині.
Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів
Номер патенту: 28691
Опубліковано: 16.10.2000
Автори: Клєвжіц Алєксандр Сємьоновіч, Глазков Анатолій Якович, Пашковскій Андрєй Пєтровіч, Руденко Анатолій Олександрович, Козловіч Валєнтін Ніколаєвіч, Шевченко Віктор Іванович, Нестеров Дмитро Кузьмич
МПК: B22D 11/045
Мітки: горизонтального, кристалізатор, лиття, безперервного, заготовок, сплавів, кольорових, багатоструминний
Формула / Реферат:
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами, який відрізняється тим, що робочі порожнини кожного наступного горизонтального ряду виконані діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду, при цьому...