Спосіб автоматичного регулювання натягування тягового органа скребкового конвеєра
Номер патенту: 79260
Опубліковано: 11.06.2007
Автори: Корнєєв Сергій Васильович, Варченко Юрій Едуардович, Плєтньов Михайло Васильович, Ширін Леонід Никифорович
Формула / Реферат
Спосіб автоматичного регулювання натягування тягового органа скребкового конвеєра з гідравлічним натягувальним пристроєм, що включає телескопічну секцію із силовими гідроциліндрами, при якому проводять вимірювання і усунення слабини ланцюга, яка утворюється при сході ланцюгів з привідних зірочок, який відрізняється тим, що в сталому режимі роботи конвеєра виміряють сумарну споживану потужність приводів конвеєра, окремо потужність головного приводу і тиск у гідроциліндрах, в залежності від яких формується закон регулювання зусиль натягування ланцюгів, який реалізують шляхом змінювання тиску в гідроциліндрах телескопічної секції і переміщення привідного вала з зірочками.
Текст
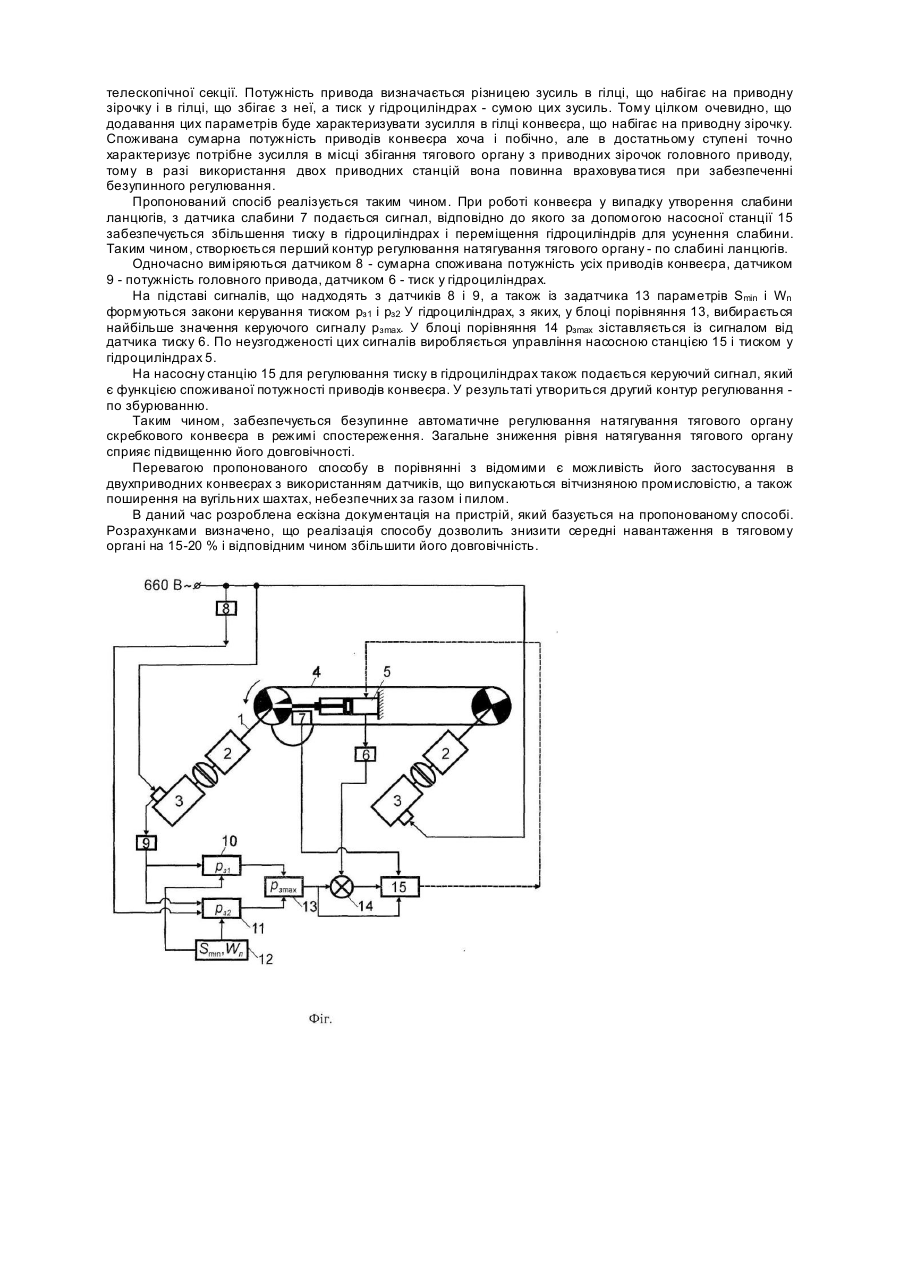
Винахід відноситься до області гірничої техніки, конкретно - до скребкових конвеєрів, що працюють в очисних вибоях вугільних шахт. При експлуатації вибійних скребкових конвеєрів виникає задача регулювання натягування тягового органу, яке можна здійснити за допомогою обладнання рештачного става телескопічною секцією із силовими гідроциліндрами для зміни довжини тягового контуру конвеєра [1, с. 27]. Відомий спосіб автоматичного регулювання натягування тягового органу конвеєра, при якому вимірюються зусилля в опорах вала приводних зірочок і обертаючий момент на цьому валу [1, с. 28]. Зіставлення цих величин у аналізуючому пристрої дозволяє визначити значення зусилля в холостій гілці ланцюга, з урахуванням якого надалі регулюється хід телескопічної секції. Недоліком цього способу є необхідність вимірювання обертаючого моменту, оскільки його визначення ґрунтується на методах тензометрування з застосуванням струмоз'ємних пристроїв, непридатних для підземних умов експлуатації. До недоліків також варто віднести неоднозначну відповідність між ходом гідроциліндрів і зусиллям натягування. Відомий спосіб автоматичного регулювання натягування тягового органу конвеєра, відповідно з яким вимірюються поточні значення зусилля в опорах приводного валу конвеєра і хід поршня гідроциліндра телескопічної секції [1, с. 28]. Надалі ці величини порівнюються в аналізуючому пристрої. У випадку, якщо вони не відповідають одна одній, тобто хід поршня не дорівнює подовженню ланцюга під дією сумарного зусилля в робочій і холостій гілках тягового органу конвеєра, то видається сигнал на розсування чи всування телескопічної секції. Таким чином, забезпечується автоматичне регулювання натягування тягового органу. Недоліком даного способу є можливість невідповідності між положенням штоків гідроциліндрів і дійсним значенням зусилля, що розвивається ними, а також між зусиллями натягування і пружною деформацією ланцюга. Причиною цієї невідповідності можуть бути наявність повітря в гідросистемі, знос контактних поверхонь шарнірів і пластична деформація ланок ланцюга, нерівномірне за довжиною конвеєра завантаження ставу. Зазначені причини можуть вносити істотні похибки в закон регулювання натягування тягового органу. Найбільш близьким до винаходу по сукупності ознак і результату, що досягається, є спосіб автоматичного регулювання натягування тягового органу конвеєра, відповідно до якого вимірюється слабина ланцюга біля головного приводу і відстань між ланками біля кінцевого приводу [1, с. 28]. Для реалізації цього способу в зонах головної і кінцевої зірочок установлюються телеметричні датчики, сигнали з яких надходять до автоматичного пристрою, який аналізує величину натягування тягового органу конвеєра. В результаті видається команда на переміщення рухомих частин телескопічної секції рештачного става. Недоліком цього способу є те, що при роботі конвеєра не враховується реальний режим і ступінь навантаження привода, у зв'язку з чим величини вимірюваних параметрів можуть не відповідати їх необхідним значенням, оскільки в процесі регулювання відбувається «накопичення» зусилля натягування. Крім того, значні труднощі виникають при самому вимірюванні, інтерпретації відстаней між ланками ланцюга у кінцевого привода і виділенні пропорційних зусиллю натягування пружних деформацій, які мало відрізняються від похибок виготовлення ланцюгів і їх лінійного зносу. У зв'язку з цим дуже важко за даним способом вирішувати задачу зниження середніх зусиль натягування тягового органу при роботі конвеєра, а отже - і підвищення його довговічності. Ціль винаходу - підвищення довговічності тягового органу конвеєра шляхом регулювання зусиль його натягування в залежності від навантажень приводів і тиску в гідроциліндрах. Зазначена ціль досягається тим, що в сталому режимі роботи конвеєра, крім контролю й усунення можливої слабини ланцюгів, що утворюється в тяговому органі, виміряються сумарна споживана потужність приводів конвеєра, окремо потужність головного приводу і тиск у гідроциліндрах телескопічної секції натягувального пристрою, в залежності від яких формується закон регулювання зусиль натягування ланцюгів, який реалізується шляхом змінювання тиску в гідроциліндрах телескопічної секції і переміщення приводного вала з зірочками. На фіг. зображена структурна схема реалізації пропонованого способу. Привод конвеєра складається з приводного вала з зірочками І, редуктора 2 і двигуна 3. Положення вала 1 впродовж конвеєра, а отже і довжина тягового контуру 4 можуть змінюватися за допомогою телескопічної секції з гідроциліндрами 5. Тиск у поршневій порожнині гідроциліндрів виміряється за допомогою датчика тиску 6. Провисання ланцюга в місці збігання з приводних зірочок виміряється за допомогою датчика слабини ланцюга 7. Сумарна потужність, споживана конвеєром, виміряється за допомогою датчика потужності 8, а потужність головного приводу - датчиком потужності 9. Сигнали з датчиків 8 і 9 подаються відповідно на аналізуючі пристрої 10 і 11, до яких надходить також і сигнал із задатчика 12, що відповідає заданим значенням мінімального натягу Smin тягового органу і опору р уху W n його холостої гілки. Керуючі сигнали рз1 і рз2, які утворяться відповідно до прийнятого алгоритму розрахунку, із аналізуючих пристроїв 10 і 11 надходять на блок порівняння 13, а з його сигнал, що відповідає більшому значенню рз, подається на насосну станцію 15 (регулювання по збурюванню) і на блок порівняння 14 (регулювання по неузгодженості). З насосної станції 15 робоча рідина подається в гідроциліндри 5. Крім цього, у випадку слабини ланцюга в місці сходу тягового органу з приводних зірочок, з датчика 7 подається сигнал на насосну станцію 15. В основу пропонованого способу покладені такі передумови. Для забезпечення нормальної роботи ланцюгового обведення необхідно, щоб зусилля в ланцюгах в місці їх збігання з приводних зірочок не було рівним нулю. При цьому не повинно бути провисання ланцюгів. З іншої сторони не потрібен їхній надмірний натяг у цій точці тягового контур у, бо це викликає додаткові навантаження на силову систему конвеєра. Наявність системи безупинного регулювання в пропонованому режимі дозволить здійснювати підтримку зусилля натягування тягового органа конвеєра у точці тягового контуру, де воно є найменшим, на рівні, близькому до нульового, що у свою чергу, дозволить використовувати без значної погрішності при регулюванні натягування вимірювані параметри потужності приводу і зусилля в гідроциліндрах телескопічної секції. Потужність привода визначається різницею зусиль в гілці, що набігає на приводну зірочку і в гілці, що збігає з неї, а тиск у гідроциліндрах - сумою цих зусиль. Тому цілком очевидно, що додавання цих параметрів буде характеризувати зусилля в гілці конвеєра, що набігає на приводну зірочку. Споживана сумарна потужність приводів конвеєра хоча і побічно, але в достатньому ступені точно характеризує потрібне зусилля в місці збігання тягового органу з приводних зірочок головного приводу, тому в разі використання двох приводних станцій вона повинна враховува тися при забезпеченні безупинного регулювання. Пропонований спосіб реалізується таким чином. При роботі конвеєра у випадку утворення слабини ланцюгів, з датчика слабини 7 подається сигнал, відповідно до якого за допомогою насосної станції 15 забезпечується збільшення тиску в гідроциліндрах і переміщення гідроциліндрів для усунення слабини. Таким чином, створюється перший контур регулювання натягування тягового органу - по слабині ланцюгів. Одночасно виміряються датчиком 8 - сумарна споживана потужність усіх приводів конвеєра, датчиком 9 - потужність головного привода, датчиком 6 - тиск у гідроциліндрах. На підставі сигналів, що надходять з датчиків 8 і 9, а також із задатчика 13 параметрів Smin і Wn формуються закони керування тиском рз1 і рз2 У гідроциліндрах, з яких, у блоці порівняння 13, вибирається найбільше значення керуючого сигналу pзmax. У блоці порівняння 14 pзmax зіставляється із сигналом від датчика тиску 6. По неузгодженості цих сигналів виробляється управління насосною станцією 15 і тиском у гідроциліндрах 5. На насосну станцію 15 для регулювання тиску в гідроциліндрах також подається керуючий сигнал, який є функцією споживаної потужності приводів конвеєра. У результаті утвориться другий контур регулювання по збурюванню. Таким чином, забезпечується безупинне автоматичне регулювання натягування тягового органу скребкового конвеєра в режимі спостереження. Загальне зниження рівня натягування тягового органу сприяє підвищенню його довговічності. Перевагою пропонованого способу в порівнянні з відомими є можливість його застосування в двухприводних конвеєрах з використанням датчиків, що випускаються вітчизняною промисловістю, а також поширення на вугільних шахтах, небезпечних за газом і пилом. В даний час розроблена ескізна документація на пристрій, який базується на пропонованому способі. Розрахунками визначено, що реалізація способу дозволить знизити середні навантаження в тяговому органі на 15-20 % і відповідним чином збільшити його довговічність.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automatic adjustment of tension of traction mechanism of scraper conveyor
Автори англійськоюShyrin Leonid Nykyforovych, Kornieev Serhii Vasyliovych, Varchenko Yurii Eduardovych, Plietniov Mykhailo Vasyliovych
Назва патенту російськоюСпособ автоматической регулировки натяжения тягового органа скребкового конвейера
Автори російськоюШирин Леонид Никифорович, Корнеев Сергей Васильевич, Варченко Юрий Эдуардович, Плетнев Михаил Васильевич
МПК / Мітки
МПК: B65G 23/00
Мітки: натягування, органа, автоматичного, скребкового, тягового, конвеєра, регулювання, спосіб
Код посилання
<a href="https://ua.patents.su/2-79260-sposib-avtomatichnogo-regulyuvannya-natyaguvannya-tyagovogo-organa-skrebkovogo-konveehra.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного регулювання натягування тягового органа скребкового конвеєра</a>
Пристрій контрольованого натягання тягового органа скребкового конвеєра
Номер патенту: 48427
Опубліковано: 15.06.2004
Автори: Лаптєв Анатолій Григорович, Сошенко Ігор Микитович, Лелека Ігор Тимофійович, Косарєв Василь Васильович, Малородов Володимир Георгієвич, Андрєєв Георгій Володимирович, Довженко Володимир Іванович, Косарєв Іван Васильович, Шостак Микола Григорійович
МПК: B65G 23/00, B65G 19/00
Мітки: тягового, контрольованого, пристрій, органа, скребкового, конвеєра, натягання
Формула / Реферат:
1. Пристрій контрольованого натягання тягового органа скребкового конвеєра, що містить храпове колесо, встановлене на валу зірочки, нерухомий корпус, обладнаний стопорною защіпкою з рукояткою керування, який відрізняється тим, що обладнаний поворотним корпусом, розміщеним своїми опорами на нерухомому корпусі, гідродомкратом з блоком керування і контролю, зв'язаним кінематично з поворотним корпусом і рамою приводу, ведучою защіпкою з рукояткою...
Блочний механізм стопоріння тягового органа скребкового конвеєра
Номер патенту: 6490
Опубліковано: 16.05.2005
Автори: Макаревич Анатолій Юрійович, Довженко Володимир Іванович, Андрєєв Георгій Володимирович, Косарев Василь Васильович, Сошенко Ігор Микитович, Гриценко Віталій Петрович, Косарев Іван Васильович
МПК: B65G 23/00
Мітки: органа, стопоріння, блочний, скребкового, конвеєра, тягового, механізм
Формула / Реферат:
1. Блочний механізм стопоріння тягового органа скребкового конвеєра, що містить корпус, закріплений на корпусі редуктора приводу скребкового конвеєра, усередині якого розміщені два вали, розташовані в опорах корпусу, перший з яких кінематично зв'язаний із вхідною передачею редуктора, а другий, з установленим на ньому храповим колесом, - з першим валом, зубчаста муфта, що складається з двох півмуфт і обойми, підпружинена собачка, установлена с...
Пристрій для натягування ланцюгів скребкового конвеєра
Номер патенту: 77095
Опубліковано: 16.10.2006
Автори: Волчинський Олександр Григорович, Рікман Ігор Володимирович, Висоцький Геннадій Васильович, Леусенко Анатолій Васильович, Ковальчук Олександр Миколайович, Литвак Григорій Олександрович
МПК: B65G 23/00
Мітки: натягування, пристрій, конвеєра, ланцюгів, скребкового
Формула / Реферат:
1. Пристрій для натягування ланцюгів скребкового конвеєра, що включає зірочку і редуктор приводу конвеєра, а також самогальмівну черв'ячну передачу з незалежним приводом обертання і колесом, розміщеним у корпусі редуктора на одній осі з його ведучим валом, який відрізняється тим, що черв'ячне колесо роз'єднане з ведучим валом редуктора, виконане з можливістю їх з'єднання і установлене в корпусі на власних підшипниках у положенні постійного...
Пристрій для натягування скребкового ланцюга забійного конвеєра
Номер патенту: 73432
Опубліковано: 15.07.2005
Автори: Висоцький Геннадій Васильович, Литвак Григорій Олександрович, Потапов Ігор Григорович, Рікман Ігор Володимирович, Шабельник Валерій Петрович, Леусенко Анатолій Васильович, Ковальчук Олександр Миколайович
МПК: B65G 23/00, B65G 19/28
Мітки: конвеєра, скребкового, натягування, ланцюга, пристрій, забійного
Формула / Реферат:
1. Пристрій для натягування скребкового ланцюга забійного конвеєра, що містить установлений на рамі з верхнім і нижнім днищами блок приводу, перехідну секцію і гідросистему з гідроциліндрами, який відрізняється тим, що верхнє днище рами приводу знизу оснащене прямокутною похилою порожниною, у яку рухливо входить ідентичний за формою прямокутний виступ перехідної секції.2. Пристрій за п. 1, який відрізняється тим, що подовжня вісь...
Тяговий орган скребкового конвеєра

Номер патенту: 4462
Опубліковано: 17.01.2005
Автори: Левін Олександр Михайлович, Вайнштейн Аркадій Леонідович, Коган Костянтин Копелевич
МПК: B65G 19/24
Мітки: скребкового, орган, конвеєра, тяговий
Формула / Реферат:
1. Тяговий орган скребкового конвеєра, що включає два замкнуті у вертикальній площині рівнобіжні круглоланкові ланцюги, скребки, взаємозв’язані з горизонтальними ланками ланцюга за допомогою тримачів, і замикаючий елемент у вигляді нарізного з’єднання, який відрізняється тим, що тримач скребка виконаний у вигляді гака з виступом-зачепом зовнішнього боку горизонтальної ланки ланцюга, а скребок оснащений виступами, виконаними з можливістю...
Попередній патент: Видобуток нафти і газу з застосуванням внутрішньосвердловинного відділення і повторного закачування газу
Наступний патент: Повітроочисник
Випадковий патент: Спосіб розвантаження та зміцнення масиву гірничих порід