Спосіб отримання довгомірних пластмасових сцинтиляторів
Номер патенту: 79314
Опубліковано: 11.06.2007
Автори: Любинський Володимир Рувінович, Гриньов Борис Вікторович, Мельничук Сергій Вікторович, Сенчишин Віталій Георгійович
Формула / Реферат
Спосіб отримання довгомірних пластмасових сцинтиляторів екструзією під впливом тиску інертного газу, що включає блокову полімеризацію суміші стиролу і щонайменше однієї люмінесцентної добавки та проведення процесу екструзії отриманого розплаву сцинтиляційного полістиролу, який відрізняється тим, що розплав полістиролу екструдують за допомогою шестерінчастого насоса.
Текст
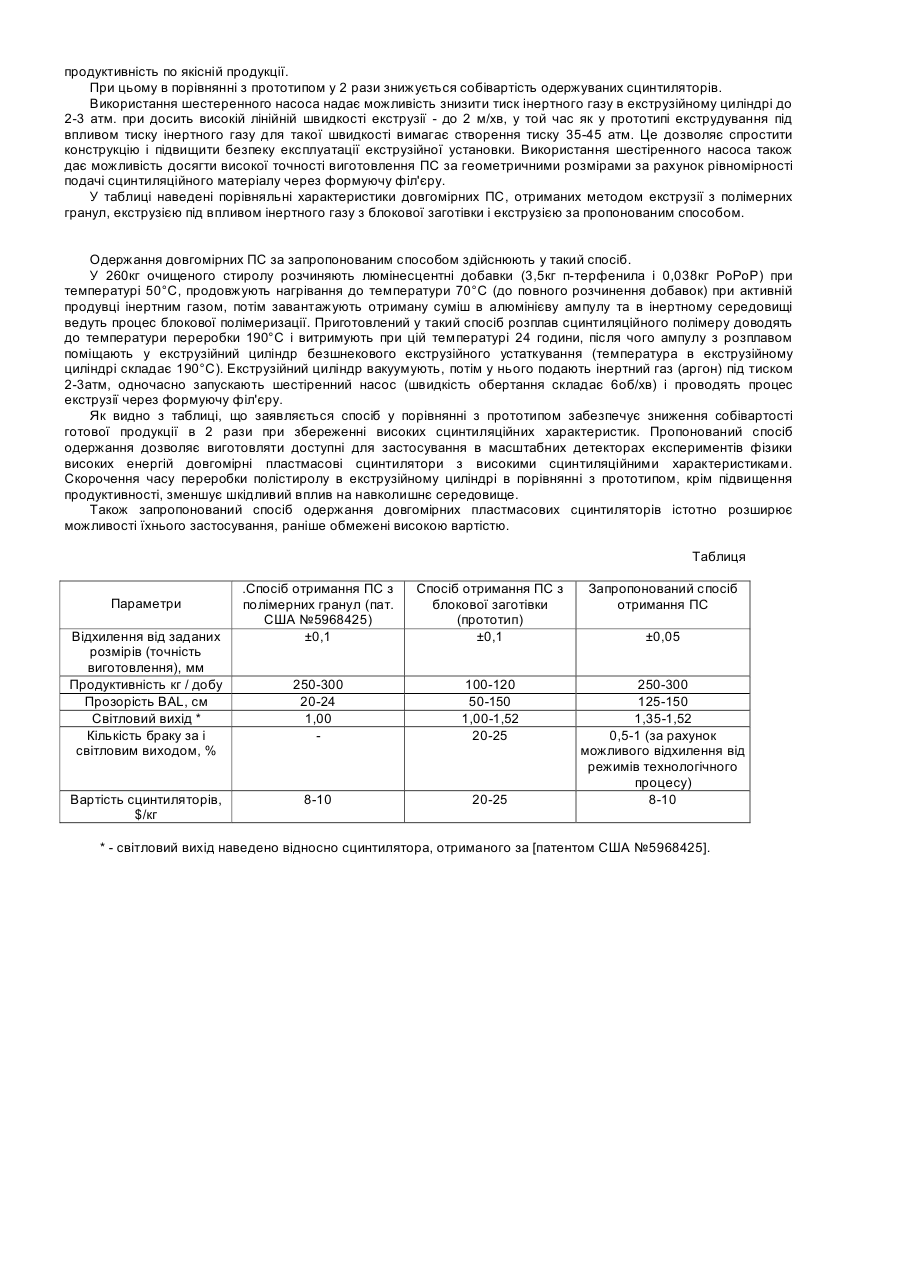
Винахід відноситься до сцинтиляційної техніки, а саме до способів отримання пластмасових сцинтиляторів. Довгомірні пластмасові сцинтилятори використовуються в ядерній фізиці і фізиці високих енергій, а саме як чуттєві елементи різних трекових пристроїв, систем цілевказівки нейтринних детекторів. Широке застосування пластмасових сцинтиляторів (ПС) для детектування обумовлюється рядом їх коштовних властивостей - малим часом висвітлювання, високою стійкістю до впливу радіації, температур і вологи, опору механічним навантаженням і т. ін. Для виробництва довгомірних (протяжних) ПС найбільш прийнятним є екструзійний метод, що полягає в безупинному проштовхуванні розплавленого полімеру через формуючу голівку (філ'єру) та дозволяє одержувати сцинтилятори у виді довгих стрижнів, смуг, профільних стрічок чи листів великої і малої товщини. В даний час відомо два способи одержання довгомірних ПС методом екструзії: за допомогою шнекового екструдера з полімерних гранул і за допомогою безшнекового екструзійного устаткування під впливом тиску інертного газу з блокових заготівок полімеру. Відомий спосіб отримання довгомірних ПС [А.с. №1230182, С09К11/06]) методом екструзії з гранул полімерного матеріалу загально промислового призначення, що включає попереднє змішування полімерних гранул із пластифікатором (диметилфталатом), п-терфенилом і люмінесцентною добавкою (ЛД), завантаження підготовлених у такий спосіб гранул сцинтиляційного матеріалу в шнековий екструдер і проведення процесу екструзії. Відомий спосіб отримання довгомірних ПС [пат. США №5968425, В29В 7/00, С09К11/06] методом екструзії з полімерних гранул загальнопромислового призначення, що включає попереднє просушування полімерних гранул з одночасною продувкою інертним газом, змішування їх із пластифікатором (силіконовою олією) і люмінесцентною добавкою, завантаження підготовлених у такий спосіб гранул сцинтиляційного матеріалу в шнековий екструдер і проведення процесу екструзії. Приведені способи забезпечують високу продуктивність, точність виготовлення і низьку собівартість (8-10$/кг) одержуваних сцинтиляторів, однак істотним їхнім недоліком є використання полімерних гранул, які за рахунок розвитої питомої поверхні активно насичуються киснем, що обумовлює виникнення в полімері сполук, що містять кисень, під впливом великих температур при переробці в екструдері і призводить, в остаточному підсумку, до погіршення прозорості (BAL= 18-20 см) та зниженню світлового виходу (LY=3-4ф.э.) одержуваних сцинтиляторів. До недоліків зазначених способів варто також віднести недостатньо рівномірний розподіл ЛД у полімерній матриці через високу в'язкість розплаву полімеру, появу оптичних неоднорідностей (свілей), що виникають у результаті багаторазового механічного перемішування сцинтиляційного матеріалу при переробці в екструдері, що, у свою чергу, призводить до зниження оптичних і сцинтиляційних характеристик. Відомий спосіб одержання довгомірних ПС [Гриньов Б.В., Сенчишин В.Г. Пластмасові сцинтилятори. - X.: Акта, 2003.-c.161] методом екструзії під впливом тиску інертного газу, що включає блокову полімеризацію суміші стиролу і ЛД з одержанням розплаву сцинтиляційного полістиролу, охолодження отриманого розплаву, виділення циліндричного блоку з отриманої великогабаритної заготівки сцинтиляційного полістиролу, завантаження блоку в безшнекову екструзійну установку, розплавлювання блоку до температури переробки 180-200°С для одержання розплаву сцинтиляційного матеріалу і проведення процесу екструзії під тиском інертного газу. Як правило, повне розплавлювання блоку полістиролу відбувається протягом 72 годин, а тиск інертного газу в екструзійному циліндрі безшнекової екструзійної установки складає 35-45атм. Зазначений спосіб усуває недоліки вказаних вище аналогів, тому що дозволяє виключити з технологічної схеми використання полімерних гранул, а також дозволяє мінімізувати механічний вплив на сцинтиляційний матеріал за рахунок застосування надлишкового тиску інертного газу як рушійної сили процесу екструзії замість механічного екструдера, що проштовхує обертовим гвинтом (шнеком) розплав підготовленого матеріалу через формуючу філ'єру. Недоліком зазначеного способу є тривалість процесу одержання сцинтилятору, пов'язана з необхідністю розплавлювання блоку полістиролу протягом 72 годин до температури переробки і нестабільна якість одержуваних сцинтиляторів за рахунок насичення полімеру киснем на стадії підготовки його до екструзії (виділення циліндричного блоку з великогабаритної заготівки сцинтиляційного полістиролу). Крім того, у приведеному способі існує можливість відхилення геометричних розмірів профілю від необхідних внаслідок нерівномірної подачі матеріалу через формуючу філ'єру, що обумовлено неоднорідністю реологічних властивостей полімеру в об'ємі блоку. До недоліків способу варто також віднести недостатньо високу продуктивність якісних сцинтиляторів (приблизно 70%) через наявність пожовтілих зон у розплаві сцинтиляційного матеріалу, що виникають у результаті перегріву пристінних шарів блоку полістиролу при тривалому нагріванні (розплавлюванні). Усі перераховані недоліки приводять у підсумку до значного підвищення собівартості одержуваних сцинтиляторів (20-25$ /кг). Як прототип обраний останній із приведених аналогів. В основу винаходу поставлена задача розробки способу одержання довгомірних пластмасових сцинтиляторів, що дозволяє знизити собівартість одержуваних сцинтиляторів без погіршення сцинтиляційних характеристик. Рішення поставленої задачі забезпечується тим, що в способі отримання довгомірних пластмасових сцинтиляторів методом екструзії під впливом тиску інертного газу, що включає блокову полімеризацію суміші стиролу і ЛД з одержанням розплаву сцинтиляційного полістиролу, відповідно до винаходу, отриманий розплав полістиролу екструдують з додатковим застосуванням шестіренного насоса. Екструдування розплаву сцинтиляційного матеріалу відразу після його одержання в 2,5-3 рази в порівнянні з прототипом скорочує час одержання готового сцинтилятору за рахунок відсутності стадії охолодження і повторного розігріву сцинтиляційного матеріалу, а також цілком виключає контакт матеріалу з киснем повітря, що забезпечує прозорість BAL ³ 100cм у всьому об'ємі матеріалу, і, таким чином, дозволяє до 99% збільшити продуктивність по якісній продукції. При цьому в порівнянні з прототипом у 2 рази знижується собівартість одержуваних сцинтиляторів. Використання шестеренного насоса надає можливість знизити тиск інертного газу в екструзійному циліндрі до 2-3 атм. при досить високій лінійній швидкості екструзії - до 2 м/хв, у той час як у прототипі екструдування під впливом тиску інертного газу для такої швидкості вимагає створення тиску 35-45 атм. Це дозволяє спростити конструкцію і підвищити безпеку експлуатації екструзійної установки. Використання шестіренного насоса також дає можливість досягти високої точності виготовлення ПС за геометричними розмірами за рахунок рівномірності подачі сцинтиляційного матеріалу через формуючу філ'єру. У таблиці наведені порівняльні характеристики довгомірних ПС, отриманих методом екструзії з полімерних гранул, екструзією під впливом інертного газу з блокової заготівки і екструзією за пропонованим способом. Одержання довгомірних ПС за запропонованим способом здійснюють у такий спосіб. У 260кг очищеного стиролу розчиняють люмінесцентні добавки (3,5кг п-терфенила і 0,038кг РоРоР) при температурі 50°С, продовжують нагрівання до температури 70°С (до повного розчинення добавок) при активній продувці інертним газом, потім завантажують отриману суміш в алюмінієву ампулу та в інертному середовищі ведуть процес блокової полімеризації. Приготовлений у такий спосіб розплав сцинтиляційного полімеру доводять до температури переробки 190°С і витримують при цій температурі 24 години, після чого ампулу з розплавом поміщають у екструзійний циліндр безшнекового екструзійного устаткування (температура в екструзійному циліндрі складає 190°С). Екструзійний циліндр вакуумують, потім у нього подають інертний газ (аргон) під тиском 2-3атм, одночасно запускають шестіренний насос (швидкість обертання складає 6об/хв) і проводять процес екструзії через формуючу філ'єру. Як видно з таблиці, що заявляється спосіб у порівнянні з прототипом забезпечує зниження собівартості готової продукції в 2 рази при збереженні високих сцинтиляційних характеристик. Пропонований спосіб одержання дозволяє виготовляти доступні для застосування в масштабних детекторах експериментів фізики високих енергій довгомірні пластмасові сцинтилятори з високими сцинтиляційними характеристиками. Скорочення часу переробки полістиролу в екструзійному циліндрі в порівнянні з прототипом, крім підвищення продуктивності, зменшує шкідливий вплив на навколишнє середовище. Також запропонований спосіб одержання довгомірних пластмасових сцинтиляторів істотно розширює можливості їхнього застосування, раніше обмежені високою вартістю. Таблиця Параметри Відхилення від заданих розмірів (точність виготовлення), мм Продуктивність кг / добу Прозорість BAL, см Світловий вихід * Кількість браку за і світловим виходом, % Вартість сцинтиляторів, $/кг .Спосіб отримання ПС з полімерних гранул (пат. США №5968425) ±0,1 Спосіб отримання ПС з блокової заготівки (прототип) ±0,1 Запропонований спосіб отримання ПС 250-300 20-24 1,00 100-120 50-150 1,00-1,52 20-25 8-10 20-25 250-300 125-150 1,35-1,52 0,5-1 (за рахунок можливого відхилення від режимів технологічного процесу) 8-10 ±0,05 * - світловий вихід наведено відносно сцинтиляторa, отриманого за [патентом США №5968425].
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining lengthy plastic scintillators
Автори англійськоюHriniov Borys Viktorovych, Senchyshyn Vitalii Heorhiiovych
Назва патенту російськоюСпособ получения длинномерных пластмассовых сцинтилляторов
Автори російськоюГринев Борис Викторович, Сенчишин Виталий Георгиевич
МПК / Мітки
МПК: B29C 69/00, C09K 11/06
Мітки: довгомірних, спосіб, сцинтиляторів, отримання, пластмасових
Код посилання
<a href="https://ua.patents.su/2-79314-sposib-otrimannya-dovgomirnikh-plastmasovikh-scintilyatoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання довгомірних пластмасових сцинтиляторів</a>
Спосіб одержання пластмасових сцинтиляторів
Номер патенту: 65245
Опубліковано: 16.01.2006
Автори: Афанасіаді Людмила Михайлівна, Десенко Сергій Михайлович, Копіна Інна Валентинівна
МПК: G01T 1/20, C08F 2/44, C08F 112/00
Мітки: сцинтиляторів, пластмасових, спосіб, одержання
Формула / Реферат:
Корисна модель належить до пристроїв для зберігання і транспортування легкоушкоджувальних довгомірних виробів, зокрема трубчастих люмінесцентних ламп.Відомий контейнер для зберігання і транспортування трубчастих люмінесцентних ламп, що містить корпус з приймальним бункером, на якому шарнірно закріплена кришка з важелями, які встановлені з можливістю дії на пружні стулки, що відокремлюють бункер від основного об'єму [Авторське свідоцтво...
Спосіб одержання крупноблочних пластмасових сцинтиляторів
Номер патенту: 16723
Опубліковано: 29.08.1997
Автори: Галич Юрій Михайлович, Битеман Віктор Борисович, Воронкіна Нина Іванівна, Сенчишин Віталій Георгійович
МПК: G01T 1/20, C09K 11/06, C08F 220/00, C08F 212/00
Мітки: одержання, сцинтиляторів, пластмасових, спосіб, крупноблочних
Формула / Реферат:
Способ получения крупноблочных пластмассовых сцинтилляторов путем радикальной (со) полимеризации смеси виниловых и (со)моно-меров, люминесцирующих добавок, наполнителя и модификатора при нагревании при 60-80°С в течение 10-15 ч и последующей деполимеризации форполимера, отличающийся тем, что, с целью увеличения восстанавливаемости светового выхода сцинтилляторов, снижения количества остаточного мономера и ускорения процесса, в качестве...
Спосіб одержання великогабаритних пластмасових сцинтиляторів
Номер патенту: 2968
Опубліковано: 26.12.1994
Автори: Корнєєва Ольга Глібівна, Сенчишин Віталій Георгійович, Галич Юрій Михайлович
МПК: C08F 22/00, C08F 12/00, G01T 1/15, C08F 2/44
Мітки: сцинтиляторів, одержання, великогабаритних, пластмасових, спосіб
Формула / Реферат:
Способ получения крупногабаритных пластмассовых сцинтилляторов радикальной полимеризацией смеси одного или более винилового мономера с люминесцирующей добавкой в присутствии насыщенной одноосновной жирной кислоты при 60-80°С до образования форполимера с последующей деполимеризацией последнего в форме из алюминия или его сплавов, отличающийся тем, что в качестве одноосновной насыщенной жирной кислоты используют 0,015-0,020% от общего объема...
Спосіб відбору паратерфенілу для пластмасових сцинтиляторів
Номер патенту: 5670
Опубліковано: 28.12.1994
Автори: Будаковський Сергій Валентинович, Корнєєва Ольга Глібівна, Реброва Марина Валентинівна, Сенчишин Віталій Георгійович
МПК: G01N 21/25
Мітки: паратерфенілу, відбору, сцинтиляторів, спосіб, пластмасових
Формула / Реферат:
Способ отбора паратерфенила для пластмассовых сцинтилляторов, заключающийся в том, что готовят насыщенный раствор паратерфенила в органическом растворителе, регистрируют величину светопропускания раствора относительно чистого растворителя на характеристической длине волны, отличающийся тем, что готовят насыщенный раствор паратерфенила в бензоле, толуоле или диоксане. регистрируют величину светопропускания на длине волны 410,420 или 470 нм,...
Спосіб отримання об’ємних довгомірних складнопрофільних виробів
Номер патенту: 9309
Опубліковано: 15.09.2005
Автори: Кондратов Віктор Миколайович, Носовський Ігор Юрійович, Буханов Олександр Маркович, Станкевич Володимир Васильович
МПК: B23D 79/00, B23C 3/00
Мітки: спосіб, довгомірних, об'ємних, виробів, складнопрофільних, отримання
Формула / Реферат:
1. Спосіб отримання об'ємних довгомірних складнопрофільних виробів, що передбачає базування заготовки на базовій площадці, її фіксування, застосування різального інструмента з різальною кромкою, яка за формою відповідає поверхні деталі, що виготовляється, переміщення різального інструмента вздовж заготовки, який відрізняється тим, що спочатку на поверхні заготовки виконують паз, потім заготовку базують на плиті з застосуванням як поверхонь...
Попередній патент: Випарний апарат
Наступний патент: Газова холодильна машина
Випадковий патент: Стрічка для кругового пломбування "mehran bio lent"