Спосіб отримання об’ємних довгомірних складнопрофільних виробів
Номер патенту: 9309
Опубліковано: 15.09.2005
Автори: Станкевич Володимир Васильович, Кондратов Віктор Миколайович, Носовський Ігор Юрійович, Буханов Олександр Маркович
Формула / Реферат
1. Спосіб отримання об'ємних довгомірних складнопрофільних виробів, що передбачає базування заготовки на базовій площадці, її фіксування, застосування різального інструмента з різальною кромкою, яка за формою відповідає поверхні деталі, що виготовляється, переміщення різального інструмента вздовж заготовки, який відрізняється тим, що спочатку на поверхні заготовки виконують паз, потім заготовку базують на плиті з застосуванням як поверхонь базування бічних поверхонь виконаного паза.
2. Спосіб за п. 1, який відрізняється тим, що бічні поверхні заготовки по різні боки паза оброблюють одночасно.
3. Спосіб за п. 1, який відрізняється тим, що базову поверхню для базування заготовки формують з урахуванням вигину заготовки, виходячи з забезпечення умов, щоб результуюча форма оброблюваної поверхні при знаходженні заготовки на базовій поверхні з урахуванням вигину заготовки після обробки цієї поверхні була сформована прямими лініями, паралельними напрямку взаємного переміщення деталі та різальної кромки різального інструмента.
4. Спосіб за п. 1, який відрізняється тим, що попередньо виконані поверхні заготовки використовують для базування заготовки при виконанні наступної частини бічної поверхні заготовки.
5. Спосіб за п. 1, який відрізняється тим, що фіксування тіла заготовки здійснюють з застосуванням магнітної плити.
Текст
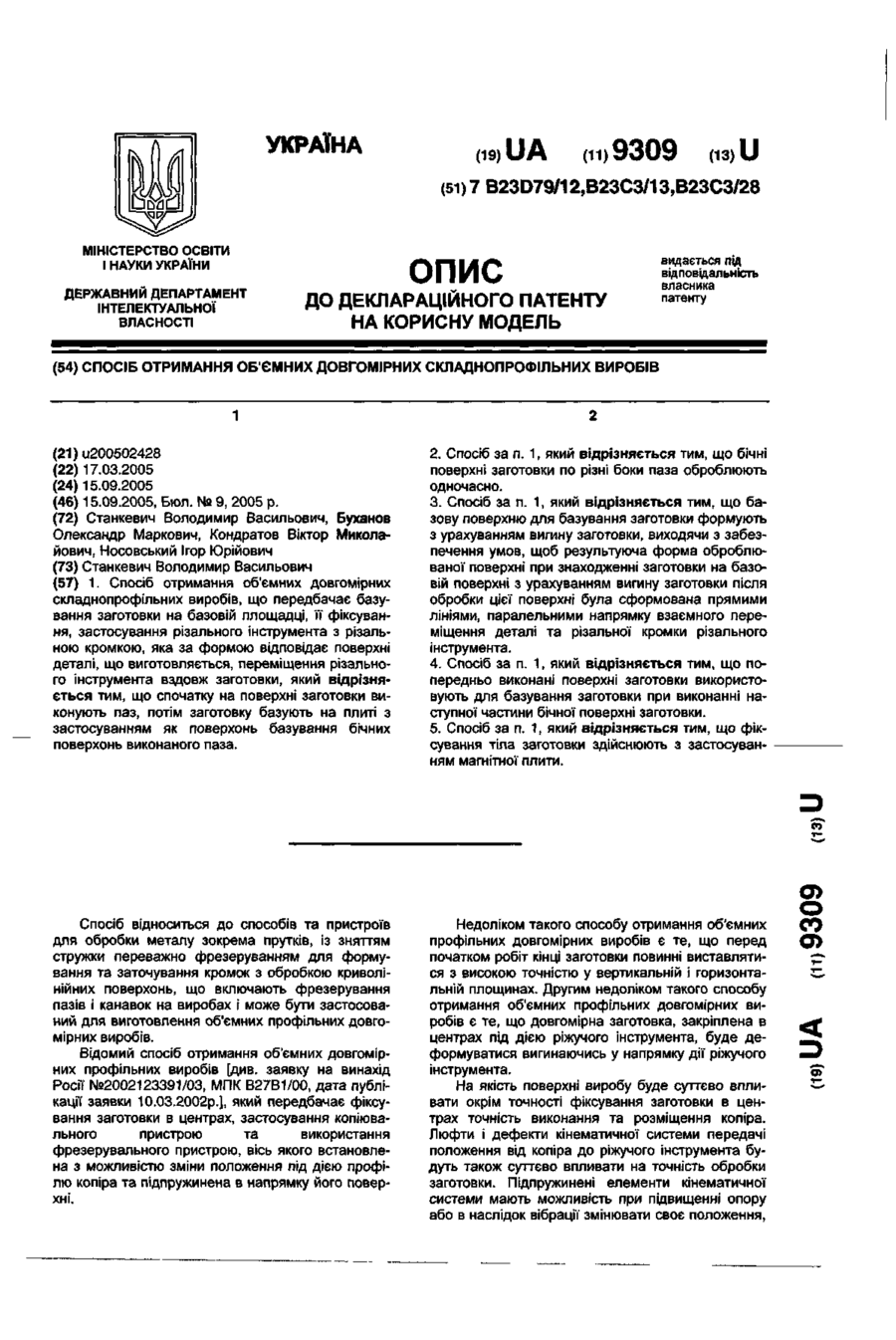
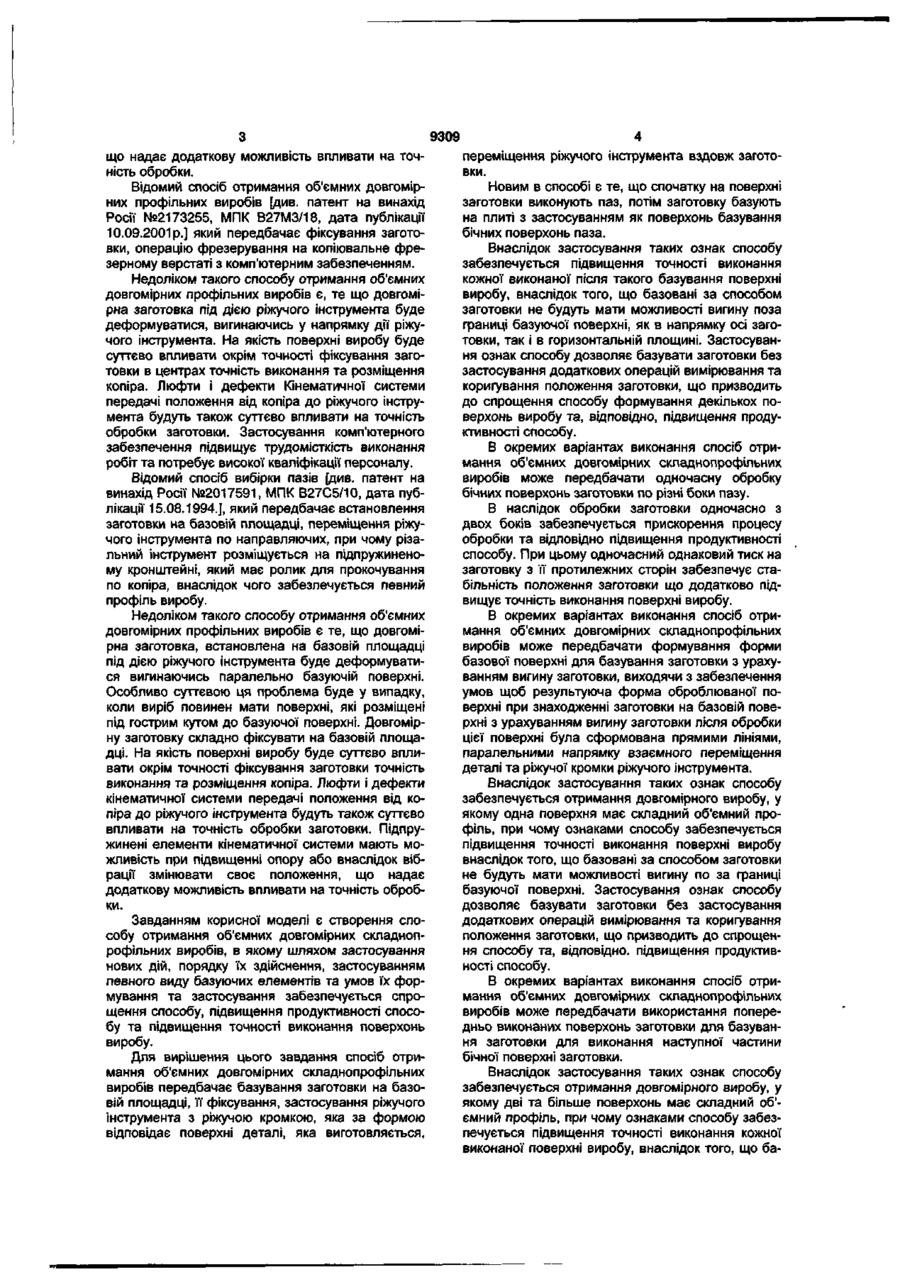
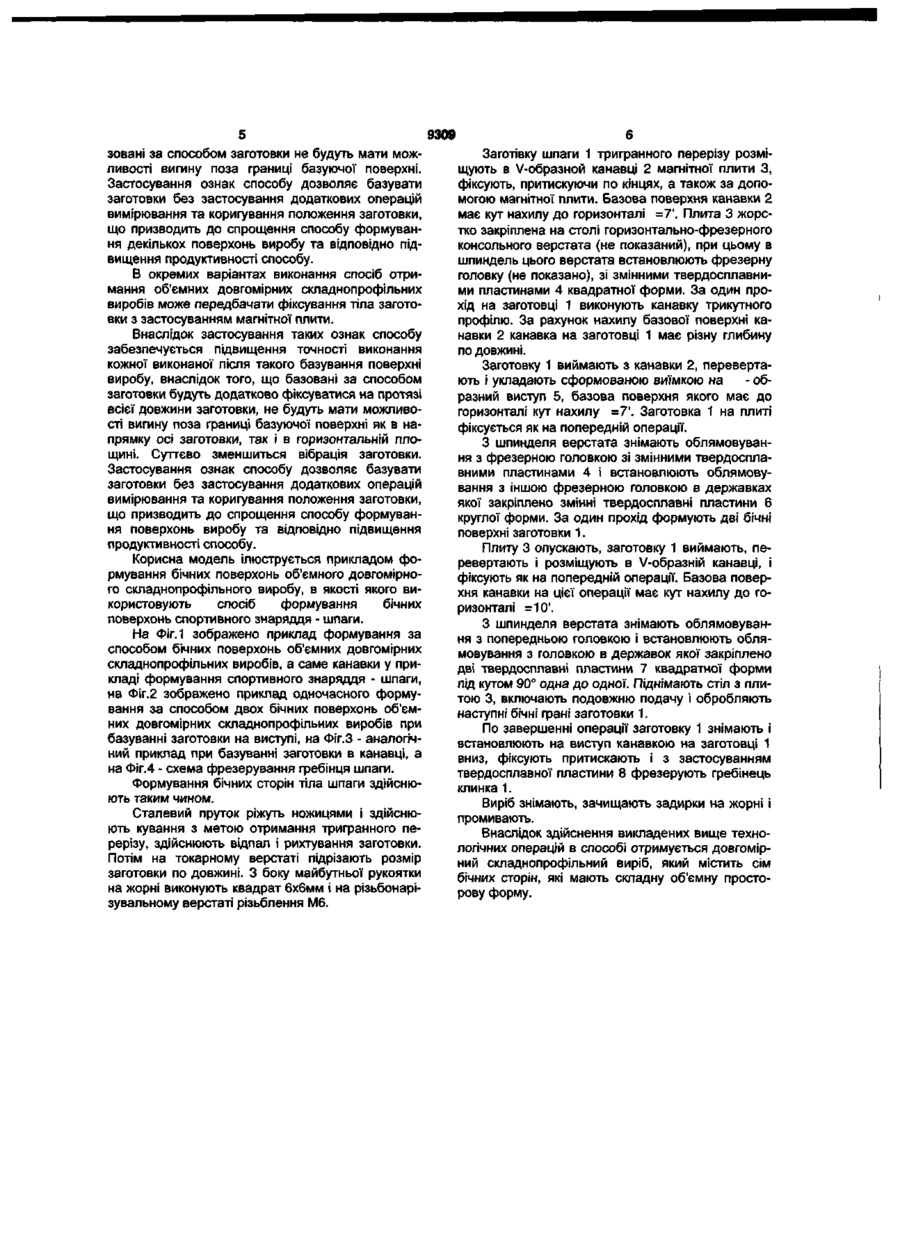
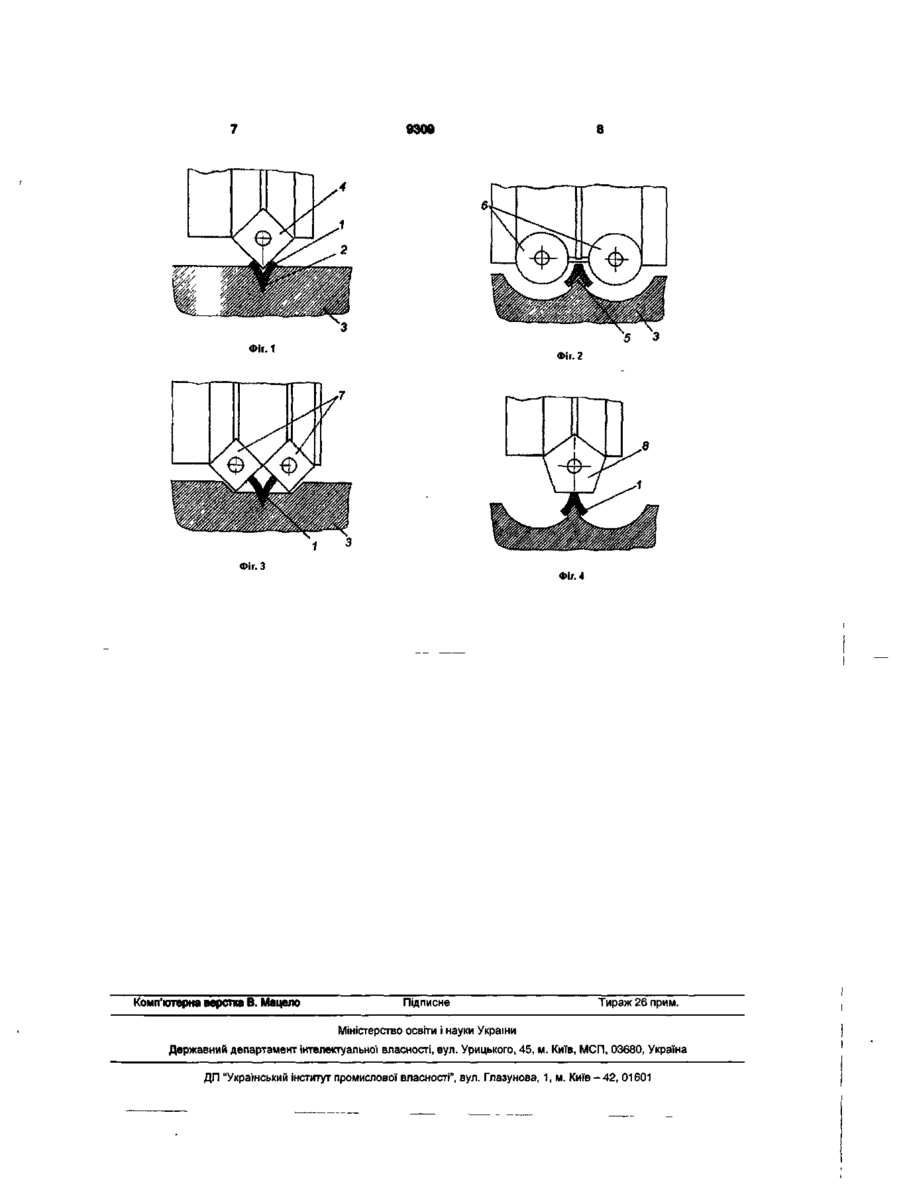
1. Спосіб отримання об'ємних довгомірних складнопрофільних виробів, що передбачає базування заготовки на базовій площадці, її фіксування, застосування різального інструмента з різальною кромкою, яка за формою відповідає поверхні деталі, що виготовляється, переміщення різального інструмента вздовж заготовки, який відрізняється тим, що спочатку на поверхні заготовки виконують паз, потім заготовку базують на плиті з застосуванням як поверхонь базування бічних поверхонь виконаного паза. 2. Спосіб за п. 1, який відрізняється тим, що бічні поверхні заготовки по різні боки паза оброблюють одночасно. 3. Спосіб за п. 1, який відрізняється тим, що базову поверхню для базування заготовки формують з урахуванням вигину заготовки, виходячи з забезпечення умов, щоб результуюча форма оброблюваної поверхні при знаходженні заготовки на базовій поверхні з урахуванням вигину заготовки після обробки цієї поверхні була сформована прямими лініями, паралельними напрямку взаємного переміщення деталі та різальної кромки різального інструмента. 4. Спосіб за п. 1, який відрізняється тим, що попередньо виконані поверхні заготовки використовують для базування заготовки при виконанні наступної частини бічної поверхні заготовки. 5. Спосіб за п. 1, який відрізняється тим, що фіксування тіла заготовки здійснюють з застосуванням магнітної плити. Спосіб відноситься до способів та пристроїв для обробки металу зокрема прутків, із зняттям стружки переважно фрезеруванням для формування та заточування кромок з обробкою криволінійних поверхонь, що включають фрезерування пазів і канавок на виробах і може бути застосований для виготовлення об'ємних профільних довгомірних виробів. Відомий спосіб отримання об'ємних довгомірних профільних виробів [див. заявку на винахід Росії №2002123391/03, МПК В27В1/00, дата публікації заявки 10.03.2002р.], який передбачає фіксування заготовки в центрах, застосування копіювального пристрою та використання фрезерувального пристрою, вісь якого встановлена з можливістю зміни положення під дією профілю копіра та підпружинена в напрямку його поверхні. Недоліком такого способу отримання об'ємних профільних довгомірних виробів є те, що перед початком робіт кінці заготовки повинні виставлятися з високою точністю у вертикальній і горизонтальній площинах. Другим недоліком такого способу отримання об'ємних профільних довгомірних виробів є те, що довгомірна заготовка, закріплена в центрах під дією ріжучого інструмента, буде деформуватися вигинаючись у напрямку дії ріжучого інструмента. На якість поверхні виробу буде суттєво впливати окрім точності фіксування заготовки в центрах точність виконання та розміщення копіра. Люфти і дефекти кінематичної системи передачі положення від копіра до ріжучого інструмента будуть також суттєво впливати на точність обробки заготовки. Підпружинені елементи кінематичної системи мають можливість при підвищенні опору або в наслідок вібрації змінювати своє положення, о со О) 9309 що надає додаткову можливість впливати на точність обробки. Відомий спосіб отримання об'ємних довгомірних профільних виробів [див. патент на винахід Росії №2173255, МПК В27МЗ/18, дата публікації 10.09.2001р.] який передбачає фіксування заготовки, операцію фрезерування на копіювальне фрезерному верстаті з комп'ютерним забезпеченням. Недоліком такого способу отримання об'ємних довгомірних профільних виробів є, те що довгомірна заготовка під дією ріжучого інструмента буде деформуватися, вигинаючись у напрямку дії ріжучого інструмента. На якість поверхні виробу буде суттєво впливати окрім точності фіксування заготовки в центрах точність виконання та розміщення копіра. Люфти і дефекти Кінематичної системи передачі положення від копіра до ріжучого інструмента будуть також суттєво впливати на точність обробки заготовки. Застосування комп'ютерного забезпечення підвищує трудомісткість виконання робіт та потребує високої кваліфікації персоналу. Відомий спосіб вибірки пазів [див. патент на винахід Росії №2017591, МПК В27С5/10, дата публікації 15.08.1994.], який передбачає встановлення заготовки на базовій площадці, переміщення ріжучого інструмента по направляючих, при чому різальний інструмент розміщується на підпружиненому кронштейні, який має ролик для прокочування по копіра, внаслідок чого забезпечується певний профіль виробу. Недоліком такого способу отримання об'ємних довгомірних профільних виробів є те, що довгомірна заготовка, встановлена на базовій площадці під дією ріжучого інструмента буде деформуватися вигинаючись паралельно базуючій поверхні. Особливо суттєвою ця проблема буде у випадку, коли виріб повинен мати поверхні, які розміщені під гострим кутом до базуючої поверхні. Довгомірну заготовку складно фіксувати на базовій площадці. На якість поверхні виробу буде суттєво впливати окрім точності фіксування заготовки точність виконання та розміщення копіра. Люфти і дефекти кінематичної системи передачі положення від копіра до ріжучого інструмента будуть також суттєво впливати на точність обробки заготовки. Підпружинені елементи кінематичної системи мають можливість при підвищенні опору або внаслідок вібрації змінювати своє положення, що надає додаткову можливість впливати на точність обробки. Завданням корисної моделі є створення способу отримання об'ємних довгомірних складнопрофільних виробів, в якому шляхом застосування нових дій, порядку їх здійснення, застосуванням певного виду базуючих елементів та умов їх формування та застосування забезпечується спрощення способу, підвищення продуктивності способу та підвищення точності виконання поверхонь виробу. Для вирішення цього завдання спосіб отримання об'ємних довгомірних складнопрофільних виробів передбачає базування заготовки на базовій площадці, її фіксування, застосування ріжучого інструмента з ріжучою кромкою, яка за формою відповідає поверхні деталі, яка виготовляється, переміщення ріжучого інструмента вздовж заготовки. Новим в способі є те, що спочатку на поверхні заготовки виконують паз, потім заготовку базують на плиті з застосуванням як поверхонь базування бічних поверхонь паза. Внаслідок застосування таких ознак способу забезпечується підвищення точності виконання кожної виконаної після такого базування поверхні виробу, внаслідок того, що базовані за способом заготовки не будуть мати можливості вигину поза границі базуючої поверхні, як в напрямку осі заготовки, так і в горизонтальній площині. Застосування ознак способу дозволяє базувати заготовки без застосування додаткових операцій вимірювання та коригування положення заготовки, що призводить до спрощення способу формування декількох поверхонь виробу та, відповідно, підвищення продуктивності способу. В окремих варіантах виконання спосіб отримання об'ємних довгомірних складнопрофільних виробів може передбачати одночасну обробку бічних поверхонь заготовки по різні боки пазу. В наслідок обробки заготовки одночасно з двох боків забезпечується прискорення процесу обробки та відповідно підвищення продуктивності способу. При цьому одночасний однаковий тиск на заготовку з її протилежних сторін забезпечує стабільність положення заготовки що додатково підвищує точність виконання поверхні виробу. В окремих варіантах виконання спосіб отримання об'ємних довгомірних складнопрофільних виробів може передбачати формування форми базової поверхні для базування заготовки з урахуванням вигину заготовки, виходячи з забезпечення умов щоб результуюча форма оброблюваної поверхні при знаходженні заготовки на базовій поверхні з урахуванням вигину заготовки після обробки цієї поверхні була сформована прямими лініями, паралельними напрямку взаємного переміщення деталі та ріжучої кромки ріжучого інструмента. Внаслідок застосування таких ознак способу забезпечується отримання довгомірного виробу, у якому одна поверхня має складний об'ємний профіль, при чому ознаками способу забезпечується підвищення точності виконання поверхні виробу внаслідок того, що базовані за способом заготовки не будуть мати можливості вигину по за границі базуючої поверхні. Застосування ознак способу дозволяє базувати заготовки без застосування додаткових операцій вимірювання та коригування положення заготовки, що призводить до спрощення способу та, відповідно, підвищення продуктивності способу. В окремих варіантах виконання спосіб отримання об'ємних довгомірних складнопрофільних виробів може передбачати використання попередньо виконаних поверхонь заготовки для базування заготовки для виконання наступної частини бічної поверхні заготовки. Внаслідок застосування таких ознак способу забезпечується отримання довгомірного виробу, у якому дві та більше поверхонь має складний об'ємний профіль, при чому ознаками способу забезпечується підвищення точності виконання кожної виконаної поверхні виробу, внаслідок того, що ба 9309 зовані за способом заготовки не будуть мати можливості вигину поза границі базуючої поверхні. Застосування ознак способу дозволяє базувати заготовки без застосування додаткових операцій вимірювання та коригування положення заготовки, що призводить до спрощення способу формування декількох поверхонь виробу та відповідно підвищення продуктивності способу. В окремих варіантах виконання спосіб отримання об'ємних довгомірних складнопрофільних виробів може передбачати фіксування тіла заготовки з застосуванням магнітної плити. Внаслідок застосування таких ознак способу забезпечується підвищення точності виконання кожної виконаної після такого базування поверхні виробу, внаслідок того, що базовані за способом заготовки будуть додатково фіксуватися на протязі всієї довжини заготовки, не будуть мати можливості вигину поза границі базуючої поверхні як в напрямку осі заготовки, так і в горизонтальній площині. Суттєво зменшиться вібрація заготовки. Застосування ознак способу дозволяє базувати заготовки без застосування додаткових операцій вимірювання та коригування положення заготовки, що призводить до спрощення способу формування поверхонь виробу та відповідно підвищення продуктивності способу. Корисна модель ілюструється прикладом формування бічних поверхонь об'ємного довгомірного складнопрофільного виробу, в якості якого використовують спосіб формування бічних поверхонь спортивного знаряддя - шпаги. На Фіг. 1 зображено приклад формування за способом бічних поверхонь об'ємних довгомірних складнопрофільних виробів, а саме канавки у прикладі формування спортивного знаряддя - шпаги, на Фіг.2 зображено приклад одночасного формування за способом двох бічних поверхонь об'ємних довгомірних складнопрофільних виробів при базуванні заготовки на виступі, на Фіг.З - аналогічний приклад при базуванні заготовки в канавці, а на Фіг.4 - схема фрезерування гребінця шпаги. Формування бічних сторін тіла шпаги здійснюють таким чином. Сталевий пруток ріжуть ножицями і здійснюють кування з метою отримання тригранного перерізу, здійснюють відпал і рихтування заготовки. Потім на токарному верстаті підрізають розмір заготовки по довжині. З боку майбутньої рукоятки на жорні виконують квадрат бхбмм і на різьбонарізувальному верстаті різьблення М6. б Заготівку шпаги 1 тригранного перерізу розміщують в V-образной канавці 2 магнітної плити З, фіксують, притискуючи по кінцях, а також за допомогою магнітної плити. Базова поверхня канавки 2 має кут нахилу до горизонталі =7'. Плита 3 жорстко закріплена на столі горизонтально-фрезерного консольного верстата (не показаний), при цьому в шпиндель цього верстата встановлюють фрезерну головку (не показано), зі змінними твердосплавними пластинами 4 квадратної форми. За один прохід на заготовці 1 виконують канавку трикутного профілю. За рахунок нахилу базової поверхні канавки 2 канавка на заготовці 1 має різну глибину по довжині. Заготовку 1 виймають з канавки 2, перевертають і укладають сформованою виїмкою на - образний виступ 5, базова поверхня якого має до горизонталі кут нахилу =7'. Заготовка 1 на плиті фіксується як на попередній операції. З шпинделя верстата знімають облямовування з фрезерною головкою зі змінними твердосплавними пластинами 4 і встановлюють облямовування з іншою фрезерною головкою в державках якої закріплено змінні твердосплавні пластини 6 круглої форми. За один прохід формують дві бічні поверхні заготовки 1. Плиту 3 опускають, заготовку 1 виймають, перевертають і розміщують в V-образній канавці, і фіксують як на попередній операції. Базова поверхня канавки на цієї операції має кут нахилу до горизонталі =10'. З шпинделя верстата знімають облямовування з попередньою головкою і встановлюють облямовування з головкою в державок якої закріплено дві твердосплавні пластини 7 квадратної форми під кутом 90° одна до одної. Піднімають стіл з плитою 3, включають подовжню подачу і обробляють наступні бічні грані заготовки 1. По завершенні операції заготовку 1 знімають і встановлюють на виступ канавкою на заготовці 1 вниз, фіксують притискають і з застосуванням твердосплавної пластини 8 фрезерують гребінець клинка 1. Виріб знімають, зачищають задирки на жорні і промивають. Внаслідок здійснення викладених вище технологічних операцій в способі отримується довгомірний складнопрофільний виріб, який містить сім бічних сторін, які мають складну об'ємну просторову форму. 9309 Фіг. 1 Фіг. 2 Фіг. З Комп'ютерна верстка В. Мацело Фіг. 4 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of volumetric lengthy complex-profile articles
Автори англійськоюStankevych Volodymyr Vasyliovych
Назва патенту російськоюСпособ получения объемных длинномерных сложнопрофильных изделий
Автори російськоюСтанкевич Владимир Васильевич
МПК / Мітки
МПК: B23D 79/00, B23C 3/00
Мітки: виробів, довгомірних, спосіб, складнопрофільних, об'ємних, отримання
Код посилання
<a href="https://ua.patents.su/4-9309-sposib-otrimannya-obehmnikh-dovgomirnikh-skladnoprofilnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання об’ємних довгомірних складнопрофільних виробів</a>
Спосіб безперервного отримання довгомірних вуглецевих виробів
Номер патенту: 55536
Опубліковано: 15.04.2003
Автори: Ватланн Арнфінн, Вегге Олаф Трюгве
МПК: H05B 7/09
Мітки: виробів, отримання, довгомірних, спосіб, вуглецевих, безперервного
Формула / Реферат:
1. Спосіб безперервного отримання довгомірних вуглецевих виробів, зокрема вуглецевих електродів, які отримують безперервно у плавильній печі, в якій витрачаються ці електроди, в якому металеву оболонку, що містить неспечену вуглецеву електродну пасту, що складається з вуглецевого матеріалу з твердими частками і вуглецевої зв'язуючої речовини, безперервно або практично безперервно пропускають вниз через піч для сплавлення, яку нагрівають до...
Листорізозгинально-профілювальний прес і спосіб отримання довгомірних виробів з листопрокату
Номер патенту: 30502
Опубліковано: 15.11.2000
Автори: Ламухін Анатолій Степанович, Лівак Любов Анатолівна, Омельяненко Микола Іванович, Лівак Михайло Федорович
МПК: B21D 5/00, B30B 5/00, B21D 7/00, B21D 35/00
Мітки: отримання, виробів, спосіб, листопрокату, листорізозгинально-профілювальний, довгомірних, прес
Формула / Реферат:
1. Пресс для обробки виробів з листопрокату, що складається з корпусу з розташованою на ньому матрицею і пуансоном, має привід, який відрізняється тим, що корпус виконаний у вигляді зв'язаних між собою рухомої і нерухомої станин, кожна з яких утворена двома Ж-подібними за профілем вертикальними стояками, скріпленими згори і знизу поперечними -подібними за профілем балками,...
Пристрій для охолодження довгомірних гнучких виробів

Номер патенту: 1324
Опубліковано: 15.07.2002
Автори: Мікульонок Ігор Олегович, Доценко Ігор Миколайович
МПК: B29C 35/00
Мітки: виробів, гнучких, пристрій, довгомірних, охолодження
Формула / Реферат:
Пристрій для охолодження довгомірних гнучких виробів, що містить заповнювану рідким холодоагентом горизонтальну ванну зі змонтованими в ній напрямними роликами, встановленими з можливістю вертикального переміщення, який відрізняється тим, що напрямні ролики встановлено з можливістю вертикального переміщення незалежно один від одного.
Пристрій для охолодження довгомірних виробів
Номер патенту: 6595
Опубліковано: 16.05.2005
Автори: Микитенко Леся Павлівна, Мікульонок Ігор Олегович
МПК: B29C 35/00, B29C 47/88
Мітки: виробів, довгомірних, охолодження, пристрій
Формула / Реферат:
Пристрій для охолодження довгомірних виробів, що містить корпус з патрубком для підводу рідкого холодоагенту та торцевими карманами, сполученими з магістраллю для його відводу, а також змонтовану в корпусі трубу з поздовжньо розташованими перфорованими ділянками для виходу рідкого холодоагенту, який відрізняється тим, що між перфорованими ділянками у трубі виконано наскрізні отвори, сполучені з магістраллю для відводу рідкого...
Спосіб виготовлення складнопрофільних виробів на основі композитних структур
Номер патенту: 72722
Опубліковано: 15.03.2005
Автори: Ігнатьєв Борис Борисович, Ігнатьєва Вікторія Борисівна
МПК: B29D 23/00
Мітки: складнопрофільних, композитних, виготовлення, основі, структур, спосіб, виробів
Формула / Реферат:
Спосіб виготовлення складнопрофільних виробів на основі композитних структур, при якому пучки суміші волокон основної арматури та стрічок волокнистої тканини просочують термореактивним сполучним, розподіляють по оправці, обплітають шаром волокнистого матеріалу, просувають крізь формуючий тракт з нагрівальними елементами, профіль якого поступово змінюється, який відрізняється тим, що при стягуванні напівфабрикату з оправки спочатку будь-яким...
Попередній патент: Спосіб маслова виготовлення склокерамічного дзеркала
Наступний патент: Спосіб визначення корисної потужності газотурбінної установки в експлуатаційних умовах
Випадковий патент: Колосникова решітка конвеєрної машини