Контактна пластина та спосіб її виготовлення
Номер патенту: 83408
Опубліковано: 10.07.2008
Автори: Мелешко Ігор Володимирович, Сахненко Сергій Олександрович, Едін Олександр Йосипович, Альошина Алла Володимирівна, Сахненко Олександр Володимирович
Формула / Реферат
1. Контактна пластина, яка виконана в формі смуги з композиційного, антифрикційного матеріалу, яка відрізняється тим, що додатково має металевий шар, виготовлений з металевого порошку в процесі пресування, та кріпильні болти, запресовані в процесі ущільнення металевого шару.
2. Спосіб виготовлення контактної пластини, який включає пресування металевих порошкових матеріалів, нагрів спресованої заготівки та її ущільнення, який відрізняється тим, що металевий шар та отвори під кріпильні болти формують в процесі пресування, а кріпильні болти запресовують в процесі ущільнення металевого шару.
Текст
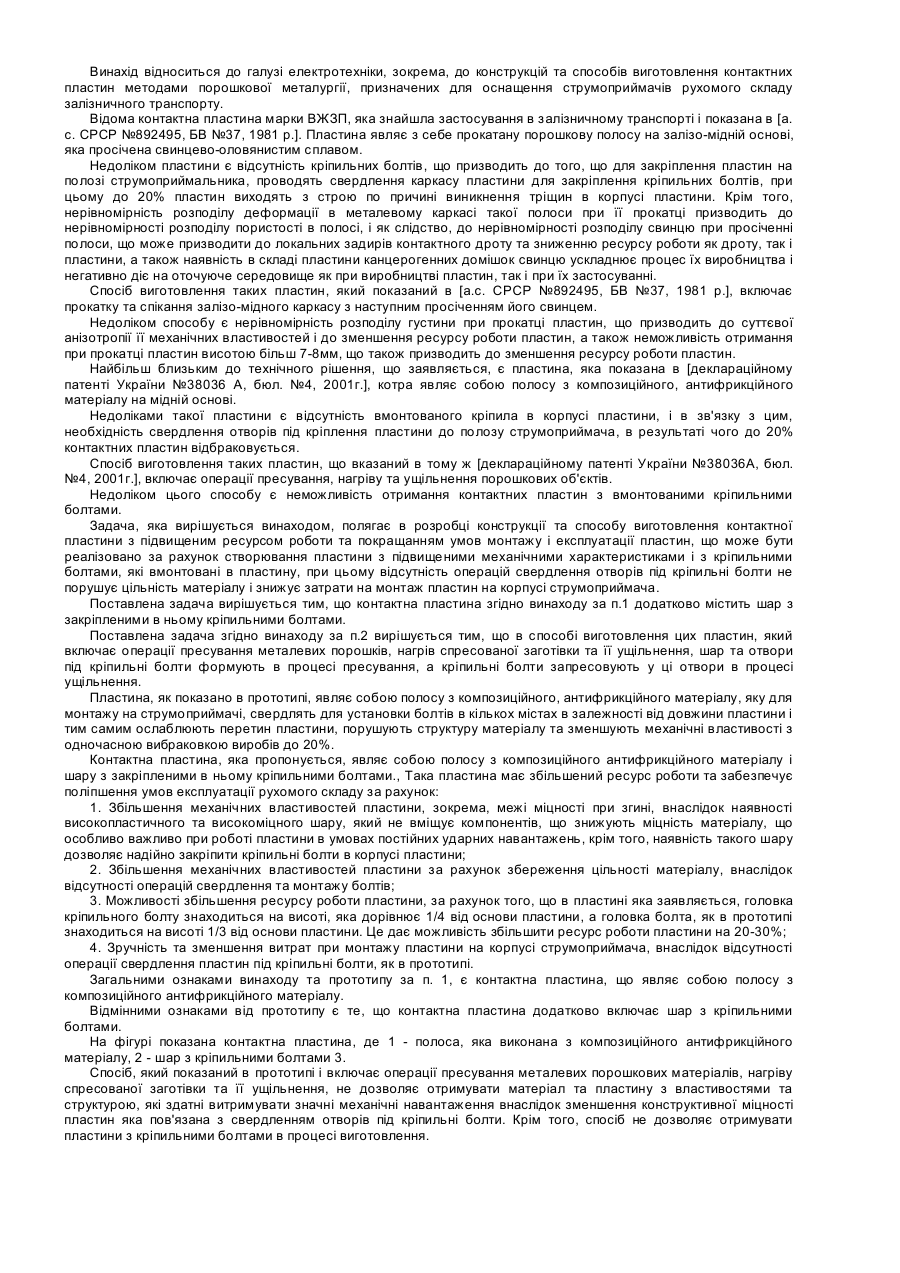
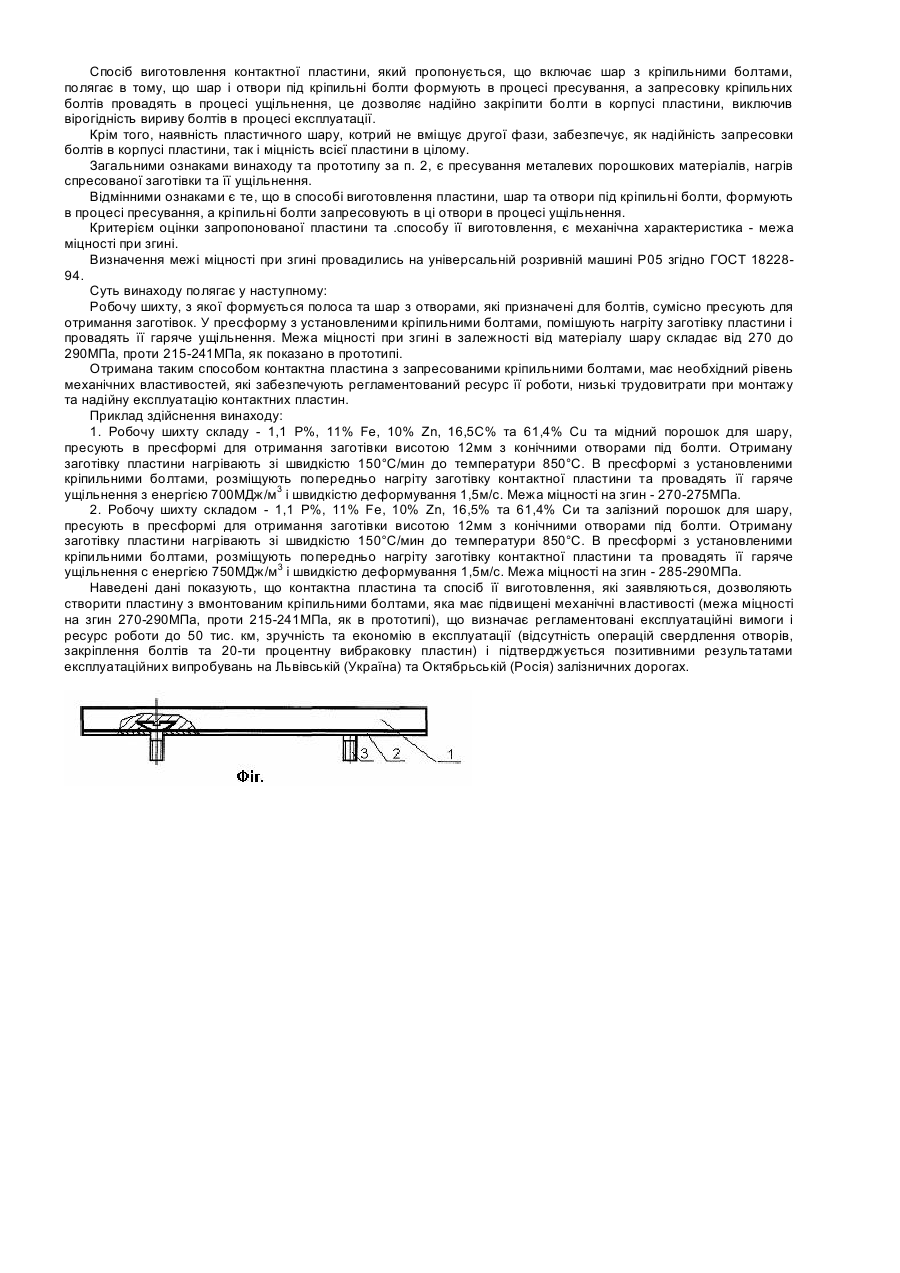
Винахід відноситься до галузі електротехніки, зокрема, до конструкцій та способів виготовлення контактних пластин методами порошкової металургії, призначених для оснащення струмоприймачів рухомого складу залізничного транспорту. Відома контактна пластина марки ВЖЗП, яка знайшла застосування в залізничному транспорті і показана в [а. с. СРСР №892495, БВ №37, 1981 p.]. Пластина являє з себе прокатану порошкову полосу на залізо-мідній основі, яка просічена свинцево-оловянистим сплавом. Недоліком пластини є відсутність кріпильних болтів, що призводить до того, що для закріплення пластин на полозі струмоприймальника, проводять свердлення каркасу пластини для закріплення кріпильних болтів, при цьому до 20% пластин виходять з строю по причині виникнення тріщин в корпусі пластини. Крім того, нерівномірність розподілу деформації в металевому каркасі такої полоси при її прокатці призводить до нерівномірності розподілу пористості в полосі, і як слідство, до нерівномірності розподілу свинцю при просіченні полоси, що може призводити до локальних задирів контактного дроту та зниженню ресурсу роботи як дроту, так і пластини, а також наявність в складі пластини канцерогенних домішок свинцю ускладнює процес їх виробництва і негативно діє на оточуюче середовище як при виробництві пластин, так і при їх застосуванні. Спосіб виготовлення таких пластин, який показаний в [а.с. СРСР №892495, БВ №37, 1981 p.], включає прокатку та спікання залізо-мідного каркасу з наступним просіченням його свинцем. Недоліком способу є нерівномірність розподілу густини при прокатці пластин, що призводить до суттєвої анізотропії її механічних властивостей і до зменшення ресурсу роботи пластин, а також неможливість отримання при прокатці пластин висотою більш 7-8мм, що також призводить до зменшення ресурсу роботи пластин. Найбільш близьким до технічного рішення, що заявляється, є пластина, яка показана в [деклараційному патенті України №38036 А, бюл. №4, 2001г.], котра являє собою полосу з композиційного, антифрикційного матеріалу на мідній основі. Недоліками такої пластини є відсутність вмонтованого кріпила в корпусі пластини, і в зв'язку з цим, необхідність свердлення отворів під кріплення пластини до полозу струмоприймача, в результаті чого до 20% контактних пластин відбраковується. Спосіб виготовлення таких пластин, що вказаний в тому ж [деклараційному патенті України №38036А, бюл. №4, 2001г.], включає операції пресування, нагріву та ущільнення порошкових об'єктів. Недоліком цього способу є неможливість отримання контактних пластин з вмонтованими кріпильними болтами. Задача, яка вирішується винаходом, полягає в розробці конструкції та способу виготовлення контактної пластини з підвищеним ресурсом роботи та покращанням умов монтажу і експлуатації пластин, що може бути реалізовано за рахунок створювання пластини з підвищеними механічними характеристиками і з кріпильними болтами, які вмонтовані в пластину, при цьому відсутність операцій свердлення отворів під кріпильні болти не порушує цільність матеріалу і знижує затрати на монтаж пластин на корпусі струмоприймача. Поставлена задача вирішується тим, що контактна пластина згідно винаходу за п.1 додатково містить шар з закріпленими в ньому кріпильними болтами. Поставлена задача згідно винаходу за п.2 вирішується тим, що в способі виготовлення цих пластин, який включає операції пресування металевих порошків, нагрів спресованої заготівки та її ущільнення, шар та отвори під кріпильні болти формують в процесі пресування, а кріпильні болти запресовують у ці отвори в процесі ущільнення. Пластина, як показано в прототипі, являє собою полосу з композиційного, антифрикційного матеріалу, яку для монтажу на струмоприймачі, свердлять для установки болтів в кількох містах в залежності від довжини пластини і тим самим ослаблюють перетин пластини, порушують структуру матеріалу та зменшують механічні властивості з одночасною вибраковкою виробів до 20%. Контактна пластина, яка пропонується, являє собою полосу з композиційного антифрикційного матеріалу і шару з закріпленими в ньому кріпильними болтами., Така пластина має збільшений ресурс роботи та забезпечує поліпшення умов експлуатації рухомого складу за рахунок: 1. Збільшення механічних властивостей пластини, зокрема, межі міцності при згині, внаслідок наявності високопластичного та високоміцного шару, який не вміщує компонентів, що знижують міцність матеріалу, що особливо важливо при роботі пластини в умовах постійних ударних навантажень, крім того, наявність такого шару дозволяє надійно закріпити кріпильні болти в корпусі пластини; 2. Збільшення механічних властивостей пластини за рахунок збереження цільності матеріалу, внаслідок відсутності операцій свердлення та монтажу болтів; 3. Можливості збільшення ресурсу роботи пластини, за рахунок того, що в пластині яка заявляється, головка кріпильного болту знаходиться на висоті, яка дорівнює 1/4 від основи пластини, а головка болта, як в прототипі знаходиться на висоті 1/3 від основи пластини. Це дає можливість збільшити ресурс роботи пластини на 20-30%; 4. Зручність та зменшення витрат при монтажу пластини на корпусі струмоприймача, внаслідок відсутності операції свердлення пластин під кріпильні болти, як в прототипі. Загальними ознаками винаходу та прототипу за п. 1, є контактна пластина, що являє собою полосу з композиційного антифрикційного матеріалу. Відмінними ознаками від прототипу є те, що контактна пластина додатково включає шар з кріпильними болтами. На фігурі показана контактна пластина, де 1 - полоса, яка виконана з композиційного антифрикційного матеріалу, 2 - шар з кріпильними болтами 3. Спосіб, який показаний в прототипі і включає операції пресування металевих порошкових матеріалів, нагріву спресованої заготівки та її ущільнення, не дозволяє отримувати матеріал та пластину з властивостями та структурою, які здатні витримувати значні механічні навантаження внаслідок зменшення конструктивної міцності пластин яка пов'язана з свердленням отворів під кріпильні болти. Крім того, спосіб не дозволяє отримувати пластини з кріпильними болтами в процесі виготовлення. Спосіб виготовлення контактної пластини, який пропонується, що включає шар з кріпильними болтами, полягає в тому, що шар і отвори під кріпильні болти формують в процесі пресування, а запресовку кріпильних болтів провадять в процесі ущільнення, це дозволяє надійно закріпити болти в корпусі пластини, виключив вірогідність вириву болтів в процесі експлуатації. Крім того, наявність пластичного шару, котрий не вміщує другої фази, забезпечує, як надійність запресовки болтів в корпусі пластини, так і міцність всієї пластини в цілому. Загальними ознаками винаходу та прототипу за п. 2, є пресування металевих порошкових матеріалів, нагрів спресованої заготівки та її ущільнення. Відмінними ознаками є те, що в способі виготовлення пластини, шар та отвори під кріпильні болти, формують в процесі пресування, а кріпильні болти запресовують в ці отвори в процесі ущільнення. Критерієм оцінки запропонованої пластини та .способу її виготовлення, є механічна характеристика - межа міцності при згині. Визначення межі міцності при згині провадились на універсальній розривній машині Р05 згідно ГОСТ 1822894. Суть винаходу полягає у наступному: Робочу шихту, з якої формується полоса та шар з отворами, які призначені для болтів, сумісно пресують для отримання заготівок. У пресформу з установленими кріпильними болтами, помішують нагріту заготівку пластини і провадять її гаряче ущільнення. Межа міцності при згині в залежності від матеріалу шару складає від 270 до 290МПа, проти 215-241МПа, як показано в прототипі. Отримана таким способом контактна пластина з запресованими кріпильними болтами, має необхідний рівень механічних властивостей, які забезпечують регламентований ресурс її роботи, низькі трудовитрати при монтажу та надійну експлуатацію контактних пластин. Приклад здійснення винаходу: 1. Робочу шихту складу - 1,1 Р%, 11% Fe, 10% Zn, 16,5C% та 61,4% Сu та мідний порошок для шару, пресують в пресформі для отримання заготівки висотою 12мм з конічними отворами під болти. Отриману заготівку пластини нагрівають зі швидкістю 150°С/мин до температури 850°С. В пресформі з установленими кріпильними болтами, розміщують попередньо нагріту заготівку контактної пластини та провадять її гаряче ущільнення з енергією 700МДж/м3 і швидкістю деформування 1,5м/с. Межа міцності на згин - 270-275МПа. 2. Робочу шихту складом - 1,1 Р%, 11% Fe, 10% Zn, 16,5% та 61,4% Си та залізний порошок для шару, пресують в пресформі для отримання заготівки висотою 12мм з конічними отворами під болти. Отриману заготівку пластини нагрівають зі швидкістю 150°С/мин до температури 850°С. В пресформі з установленими кріпильними болтами, розміщують попередньо нагріту заготівку контактної пластини та провадять її гаряче ущільнення с енергією 750МДж/м3 і швидкістю деформування 1,5м/с. Межа міцності на згин - 285-290МПа. Наведені дані показують, що контактна пластина та спосіб її виготовлення, які заявляються, дозволяють створити пластину з вмонтованим кріпильними болтами, яка має підвищені механічні властивості (межа міцності на згин 270-290МПа, проти 215-241МПа, як в прототипі), що визначає регламентовані експлуатаційні вимоги і ресурс роботи до 50 тис. км, зручність та економію в експлуатації (відсутність операцій свердлення отворів, закріплення болтів та 20-ти процентну вибраковку пластин) і підтверджується позитивними результатами експлуатаційних випробувань на Львівській (Україна) та Октябрьській (Росія) залізничних дорогах.
ДивитисяДодаткова інформація
Назва патенту англійськоюContact plate and a method for its manufacturing
Автори англійськоюAlioshyna Alla Volodymyrivna, Edin Oleksandr Yosypovych, Meleshko Ihor Volodymyrovych, Sakhnenko Oleksandr Volodymyrovych, Sakhnenko Serhii Oleksandrovych
Назва патенту російськоюКонтактная пластина и способ ее изготовления
Автори російськоюАлешина Алла Владимировна, Эдин Александр Иосифович, Мелешко Игорь Владимирович, Сахненко Александр Владимирович, Сахненко Сергей Александрович
МПК / Мітки
МПК: B60L 5/00, B22F 3/12, H01R 41/00
Мітки: пластина, виготовлення, контактна, спосіб
Код посилання
<a href="https://ua.patents.su/2-83408-kontaktna-plastina-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Контактна пластина та спосіб її виготовлення</a>
Спосіб виготовлення гравірованої пластини, гравірована пластина, гравірована пластина для глибокого друку, гравірована проміжна пластина пластини для глибокого друку (варіанти)
Номер патенту: 78236
Опубліковано: 15.03.2007
Автори: Перрьє Жак, Жіорі Фаусто, Маті Лоран, Даув Дірк
МПК: B23K 26/00, B41C 1/02, B41M 3/14
Мітки: проміжна, друку, гравірована, пластини, глибокого, пластина, гравірованої, варіанти, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гравірованої пластини для глибокого друку листів цінних паперів, в якому негравірована пластина зазнає запрограмованого процесу гравірування за допомогою керованого комп'ютером гравірувального інструмента, який відрізняється тим, що запрограмований процес гравірування включає гравірування негравірованої пластини відповідно до тривимірних керуючих піксельних даних (X, Y, Z) карти еталонної глибини одного листа, в якому...
Фільєрна пластина для виготовлення мінерального волокна

Номер патенту: 14451
Опубліковано: 15.05.2006
Автори: Єфремов Михайло Васильович, Новицький Олександр Геннадійович, Єнчев Стефан
МПК: C03B 37/08
Мітки: фільєрна, пластина, мінерального, виготовлення, волокна
Формула / Реферат:
Фільєрна пластина для виготовлення мінеральних волокон включає фільєрне поле, крила фільєрної пластини, фільєрні отвори, виконані по площі фільєрного поля, струмопідводи для електричного нагріву пластини, яка відрізняється тим, що фільєрні отвори виконані в півсферичних вигинах фільєрної пластини, співвісно центра радіуса сфери вигинів, при цьому діаметр сфери лунки заглиблень з верхньої сторони пластини становить 1-3 її товщини, висота...
Пластина для нанесення фарби для ротаційної друкарської машини, спосіб її виготовлення та фарбувальний циліндр
Номер патенту: 70396
Опубліковано: 15.10.2004
Автор: Фіна Раффаелє
МПК: B41N 7/00, B41F 31/00
Мітки: циліндр, нанесення, фарбувальний, ротаційної, машини, спосіб, друкарської, пластина, фарби, виготовлення
Формула / Реферат:
1. Пластина для нанесення фарби для ротаційної друкарської машини, яка установлена на фарбувальний циліндр і утворена щонайменше однією пластиною (11) основи і матеріалом, нанесеним на цю пластину (11), причому поверхня цього нанесеного матеріалу призначена для вирізування рельєфних зон (16), контури яких відповідають контурам підлягаючих фарбуванню поверхонь, яка відрізняється тим, що нанесений матеріал утворений щонайменше одним шаром (15,...
Водопроявна фотополімеризаційноздатна пластина та спосіб ії виготовлення
Номер патенту: 40183
Опубліковано: 16.07.2001
Автори: Демчук Марія Михайлівна, Ємельянова Тетяна Вікторівна, Шибанов Володимир Вікторовч, Кук Василь Андрійович, Гладилович Марта Констянтинівна, Матков Віктор Григорович, Петришин Ірина Олександрівна, Дуб Ярослав Іванович, Пілат Лідія Петрівна
МПК: G03C 1/685, G03F 7/025
Мітки: пластина, виготовлення, водопроявна, спосіб, фотополімеризаційноздатна
Формула / Реферат:
Водопроявна фотополімеризаційноздатна пластина, яка складається з розміростійкої підкладки, адгезивного шару і фотополімеризаційноздатного шару, виготовленого на основі полівінілового спирту, яка відрізняється тим, що вона додатково включає захисну полімерну плівку, а адгезивний шар містить у своєму складі полівінілбутираль, продукт взаємодії малеїнового ангідриду і монометакрилового ефіру етиленгліколю формули ...
Фільєрна пластина для виготовлення волокон із склорозплавів
Номер патенту: 11242
Опубліковано: 15.12.2005
Автори: Гаврилюк Микола Семенович, Вахрін Володимир Вікторович
МПК: C03B 37/08
Мітки: виготовлення, фільєрна, пластина, склорозплавів, волокон
Формула / Реферат:
Фільєрна пластина для виготовлення волокон із склорозплавів, що містить плиту приймання склорозплаву на виробку, заглиблення, крила, фільєрні отвори, струмопідводи, яка відрізняється тим, що виконана з електропровідних плит, рівних за товщиною, а за розмірами по периметру розділених на більші і менші, розташовані між собою з можливістю створення зовнішніх виступів та заглиблень, при цьому між плитами по площі їх прилягання кожна з плит...
Попередній патент: Очисник потоку рідини
Наступний патент: Двокамерний котел
Випадковий патент: Лінія виробництва бурякового соку