Цанговий патрон
Номер патенту: 8569
Опубліковано: 15.08.2005
Автори: Іваненко Олександр Федорович, Оборнєв Сергій Миколаевич, Оборнєва Наталья Сергіївна, Грішин Анатолій Олександрович, Пиц Ярослав Євгенович

Формула / Реферат
Цанговий патрон, що містить пустотілий корпус, цангу, пружний елемент і тягу, який відрізняється тим, що він оснащений установленими у внутрішній порожнині корпуса упором, опорним диском і цангою, виконаною у вигляді розташованих по окружності кулачків, у кільцевій проточці на внутрішній поверхні яких установлений пружний елемент, і сполученою конічними поверхнями з опорним диском і західним кільцем, жорстко зв'язаним з тягою, яку введено усередину різьбової втулки, на різьбленні якої встановлене різьбове кільце з розташованими усередині і жорстко закріпленими на тязі кронштейнами, причому кронштейни змонтовані з можливістю зворотно-поступального переміщення в направляючих пазах різьбової втулки, з'єднаної одним кінцем з корпусом, а іншим - зі шпинделем верстата.
Текст
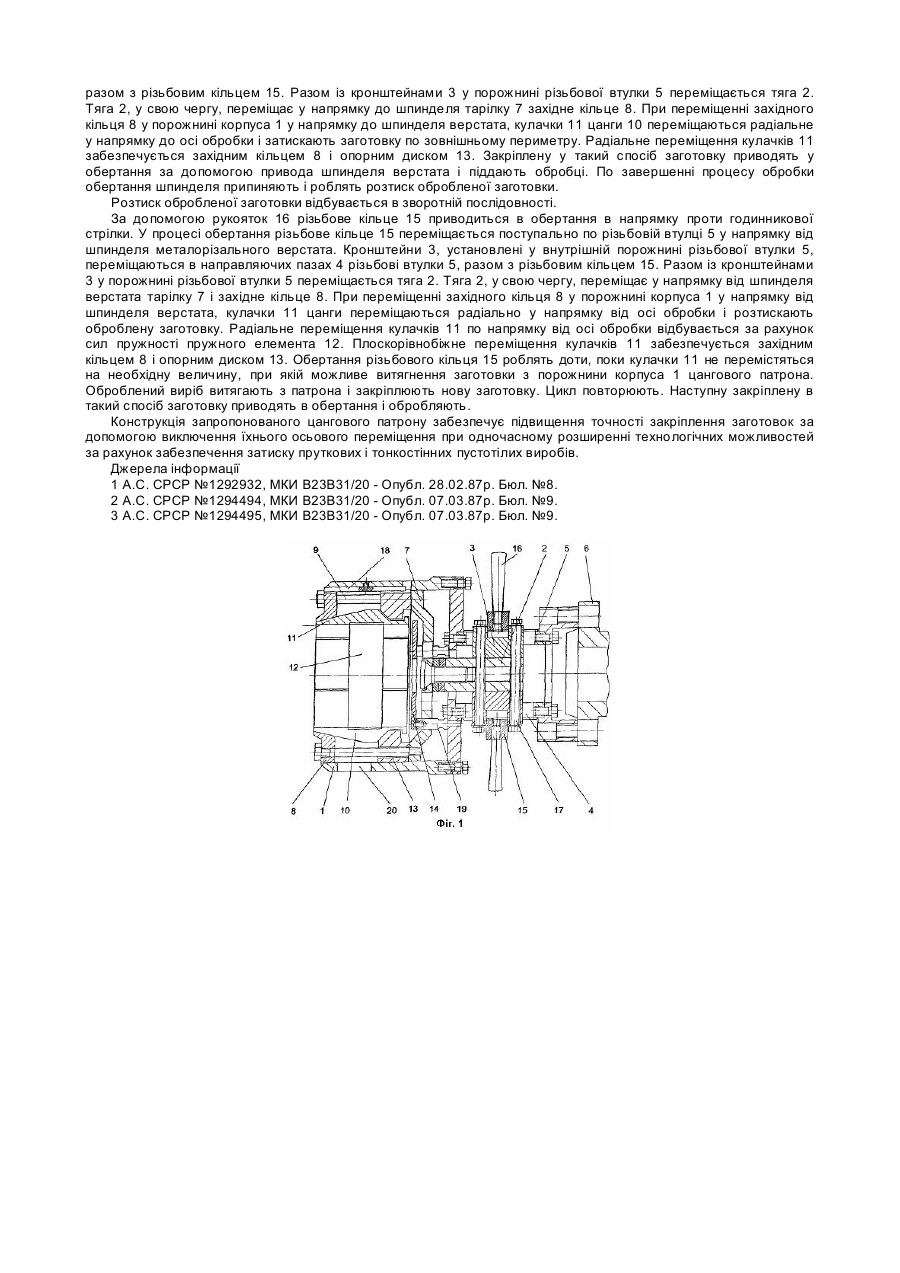
Корисна модель відноситься до галузі машинобудування, а саме до металообробки і може бути використана для закріплення заготовок на металорізальних верстатах, зокрема для закріплення заготовок з прутків і тонкостінних труб. Відомий цанговий патрон для затиску пруткових заготовок у токарних верстатах, що містить встановлені в корпусі цангу з конічною робочою частиною і цангу з циліндричною робочою частиною. Затискні елементи цанги виконані у вигляді сегментів і додаткових укорочених елементів, між якими встановлені ролики, призначені для взаємодії із сегментами цанги, що контактують з додатковими елементами цанги. Ролики встановлені між укороченими додатковими елементами цанги і упорами, закріпленими на губках цанги [1]. Відомий цанговий патрон для закріплення заготовок на металорізальних верстатах, що містить цангу, у радіальних східчастих пазах якої встановлені кулачки, виконані у вигляді зв'язаних між собою гвинтом, клинових елементів з пружинами, призначених для взаємодії зі стінками пазів. На торцях пелюстків цанги закріплені гвинтами плоскі сектори [2]. Найбільш близьким аналогом корисної моделі, що заявляється вибраним як прототип, є цангова оправка, що містить пустотілий корпус, у якому встановлені затискний елемент у вигляді розрізної конічної втулки і додаткова розрізна конічна втулка з розміщеним в них тягою з конусом на одному кінці, з'єднаним своїм циліндричним хвостовиком зі штоком привода. Оправка обладнана закріпленою на кінці штока цангою з виступом на внутрішній поверхні, і західною конусною поверхнею, призначеними для почергової взаємодії з конусним виступом корпуса, і виконаним на циліндричній поверхні штовхальника бурти-ком. У додатковій розрізній конічній втулці виконана кільцева проточка для взаємодії з введеним в оправка кільцем, закріпленим на торці корпуса. На торці корпуса закріплений упорний елемент. Упорний елемент виконаний у виді втулки. Тяга виконана у виді конусної порожньої втулки і розміщеного в ній штовхальника, що знаходиться під дією пружини, у поперечному отворі якого встановлений палець, призначений для взаємодії з додатковою розрізною конічною втулкою. Загальними суттєвими ознаками відомого та приладу, що заявляється, є наявність порожнього корпуса, панти, пружного елемента і тяги [3]. При роботі відомої цангової оправки неможливо закріплення циліндричних пруткових заготовок і пустотілих довгомірних заготовок, що обумовлено схемою затиску заготовок, які закріплюються, по внутрішній поверхні. Цангові оправки даної конструкції розроблені для застосування на круглошліфувальних верстатах. Закріпити заготовку пруткового типу не представляється можливим у силу конструктивних особливостей розглянутої цангової оправки. Крім того, під час закріплення пустотілих тонкостінних заготовок, особливо, довгомірних, спостерігається зминання заготовки, що затискається, кулачками оправки. Останнє збільшується при затиску довгомірних заготовок за рахунок впливу тангенціальної сили, що виникає в процесі механообробки. В основу корисної моделі поставлена задача підвищення точності закріплення заготовок за допомогою виключення їхнього осьового переміщення при одночасному розширенні технологічних можливостей за рахунок забезпечення затиску пруткових і тонкостінних пустотілих виробів. Поставлена задача досягається за рахунок того, що цанговий патрон оснащений встановленими у внутрішній порожнині корпуса упором, опорним диском і цангою, виконаною у виді розташованих по окружності кулачків, у кільцевій проточці на внутрішній поверхні яких установлений пружний елемент, і сполученою конічними поверхнями з опорним диском і західним кільцем, жорстко зв'язаним з тягою, яку введено усередину різьбової втулки, на різьбленні якої встановлене різьбове кільце з розташованими усередині і жорстко закріпленими на тязі кронштейнами, причому кронштейни змонтовані з можливістю зворотно-поступального переміщення в направляючих пазах різьбової втулки, з'єднаної одним кінцем з корпусом, а іншим - зі шпинделем верстата. Запропонована конструкція забезпечує підвищення точності закріплення заготовок за допомогою виключення їхнього осьового переміщення при одночасному розширенні технологічних можливостей за рахунок забезпечення затиску тонкостінних пустотілих виробів. Суть запропонованого цангового патрона пояснює креслення (Фіг.1), на якому зображено загальний вид пристрою. Цанговий патрон містить пустотілий корпус 1, усередині якого розміщена тяга 2, на якій жорстко закріплені кронштейни 3, встановлені в направляючих пазах 4 різьбові втулки 5, з'єднаної одним кінцем з корпусом 1, а іншим - зі шпинделем верстата 6. Направляючі пази 4 розташовані співвісно осі симетрії різьбової втулки 5. На торці тяги 2, введеної усередину корпуса 1, змонтована тарілка 7, жорстко зв'язана з західним кільцем 8 за допомогою шпильок 9. Західне кільце 8 внутрішньою конусною поверхнею сполучене з зовнішньою конусною поверхнею цанги 10. Цанга виконана у виді розташованих по окружності кулачків 11, з'єднаних один з одним за допомогою пружного елемента 12, встановленого в кільцевій проточці, яку виконано на їхній внутрішній поверхні. Пружний елемент 12 може бути виконаний із пружинної сталі, у вигляді кільця плоскої розрізної пружини. Радіальне розташування кулачків 11 забезпечується за рахунок сил пружності пружного елемента 12. При цьому, зовнішньою поверхнею кулачки взаємодіють з конусними внутрішніми поверхнями західного кільця 8 і нерухомо встановленого опорного диска 13 корпуса 1. Чисельне значення кута конуса при цьому повинно бути менше чисельного значення кута самогальмування. У внутрішній порожнині корпуса 1 встановлений упор 14. На зовнішній поверхні різьбової втулки 5 змонтовано з можливістю зворотнопоступального переміщення різьбове кільце 15 з рукоятками 16, установленими по периметру його зовнішній поверхні. Крім того, усередині різьбового кільця 15 установлені кронштейни 3, жорстко з'єднані з тягою 2 за допомогою шпильок 17. Західне кільце 8 і опора 13 з'єднані з корпусом 1 за допомогою обмежника 18, наприклад, шпонки. Упор 14 з'єднаний з корпусом 1 за допомогою гвинтів 19. Західне кільце 8 зв'язане з тарілкою 7 за допомогою шпильок 20, що проходять через отвори в опорному диску 13. Цанговий патрон працює таким чином Пустотіла (або суцільна) заготовка вводиться у внутрішню порожнину корпуса 1 до зіткнення її торцевої поверхні з упором 14. За допомогою рукояток 16 різьбове кільце 15 приводиться в обертання у напрямку по годинній стрілці. У процесі обертання різьбове кільце 15 переміщається поступально по різьбовій втулці 5 у напрямку до шпинделя металорізального верстата. Кронштейни 3, установлені у внутрішній порожнині різьбової втулки 5, також переміщаються у напрямку до шпинделя верстата у направляючих пазах 4 різьбові втулки 5, разом з різьбовим кільцем 15. Разом із кронштейнами 3 у порожнині різьбової втулки 5 переміщається тяга 2. Тяга 2, у свою чергу, переміщає у напрямку до шпинделя тарілку 7 західне кільце 8. При переміщенні західного кільця 8 у порожнині корпуса 1 у напрямку до шпинделя верстата, кулачки 11 цанги 10 переміщаються радіальне у напрямку до осі обробки і затискають заготовку по зовнішньому периметру. Радіальне переміщення кулачків 11 забезпечується західним кільцем 8 і опорним диском 13. Закріплену у такий спосіб заготовку приводять у обертання за допомогою привода шпинделя верстата і піддають обробці. По завершенні процесу обробки обертання шпинделя припиняють і роблять розтиск обробленої заготовки. Розтиск обробленої заготовки відбувається в зворотній послідовності. За допомогою рукояток 16 різьбове кільце 15 приводиться в обертання в напрямку проти годинникової стрілки. У процесі обертання різьбове кільце 15 переміщається поступально по різьбовій втулці 5 у напрямку від шпинделя металорізального верстата. Кронштейни 3, установлені у внутрішній порожнині різьбової втулки 5, переміщаються в направляючих пазах 4 різьбові втулки 5, разом з різьбовим кільцем 15. Разом із кронштейнами 3 у порожнині різьбової втулки 5 переміщається тяга 2. Тяга 2, у свою чергу, переміщає у напрямку від шпинделя верстата тарілку 7 і західне кільце 8. При переміщенні західного кільця 8 у порожнині корпуса 1 у напрямку від шпинделя верстата, кулачки 11 цанги переміщаються радіально у напрямку від осі обробки і розтискають оброблену заготовку. Радіальне переміщення кулачків 11 по напрямку від осі обробки відбувається за рахунок сил пружності пружного елемента 12. Плоскорівнобіжне переміщення кулачків 11 забезпечується західним кільцем 8 і опорним диском 13. Обертання різьбового кільця 15 роблять доти, поки кулачки 11 не перемістяться на необхідну величину, при якій можливе витягнення заготовки з порожнини корпуса 1 цангового патрона. Оброблений виріб витягають з патрона і закріплюють нову заготовку. Цикл повторюють. Наступну закріплену в такий спосіб заготовку приводять в обертання і обробляють. Конструкція запропонованого цангового патрону забезпечує підвищення точності закріплення заготовок за допомогою виключення їхнього осьового переміщення при одночасному розширенні технологічних можливостей за рахунок забезпечення затиску пруткових і тонкостінних пустотілих виробів. Джерела інформації 1 A.С. СРСР №1292932, МКИ В23В31/20 - Опубл. 28.02.87р. Бюл. №8. 2 A.С. СРСР №1294494, МКИ В23В31/20 - Опубл. 07.03.87р. Бюл. №9. 3 A.С. СРСР №1294495, МКИ В23В31/20 - Опубл. 07.03.87р. Бюл. №9.
ДивитисяДодаткова інформація
Назва патенту англійськоюCollet chuck
Автори англійськоюPyts Yaroslav Yevhenovych
Назва патенту російськоюЦанговый патрон
Автори російськоюПыц Ярослав Евгеньевич
МПК / Мітки
МПК: B23B 31/20
Код посилання
<a href="https://ua.patents.su/2-8569-cangovijj-patron.html" target="_blank" rel="follow" title="База патентів України">Цанговий патрон</a>
Цанговий патрон

Номер патенту: 53173
Опубліковано: 15.01.2003
Автори: Волошин Віталій Несторович, Кузнєцов Юрій Миколайович, Ібрагім Аль Рефо
МПК: B23B 31/20
Формула / Реферат:
Цанговий патрон, що містить корпус, всередині якого встановлено затискний елемент у вигляді затискної цанги з байонетним замком, який з'єднує цангу з приводом затиску, який відрізняється тим, що затискна цанга виконана підпружиненою в осьовому напрямку з можливістю фіксації в радіальному напрямку підпружиненим пальцем, який охоплений обоймою з фігурною канавкою, а на хвостовику цанги виконані Г-подібні пази.
Цанговий патрон

Номер патенту: 33268
Опубліковано: 15.02.2001
Автори: Кузнецов Юрій Миколайович, Нгуєн Тхіен Лок
МПК: B23B 31/20
Текст:
...(поз. 5). Патрон встановлений в шпинделі 1 (фіг. 1) верстату і складається з рухомої в осьовому напрямку затискної цанги 2, з'єднаною трубою затиску з приведенням осьового переміщення (не показані), додаткової затискної цанги 3, натискної втулки 4 і пружного в осьовому напрямку пружного елементу 5. Шпонка 6 запобігає цангу 2 від повороту відносно шпинделя 1. Цанга 2 має (фіг. 1), наприклад, три повздовжніх прорізі (фіг. 2). В отворі...
Патрон цанговий самоочисний підвищеної захищеності від проникнення стружки
Номер патенту: 70464
Опубліковано: 15.10.2004
Автор: Фіщенко Володимир Михайлович
МПК: B23B 15/00
Мітки: захищеності, патрон, цанговий, стружки, самоочисний, підвищеної, проникнення
Формула / Реферат:
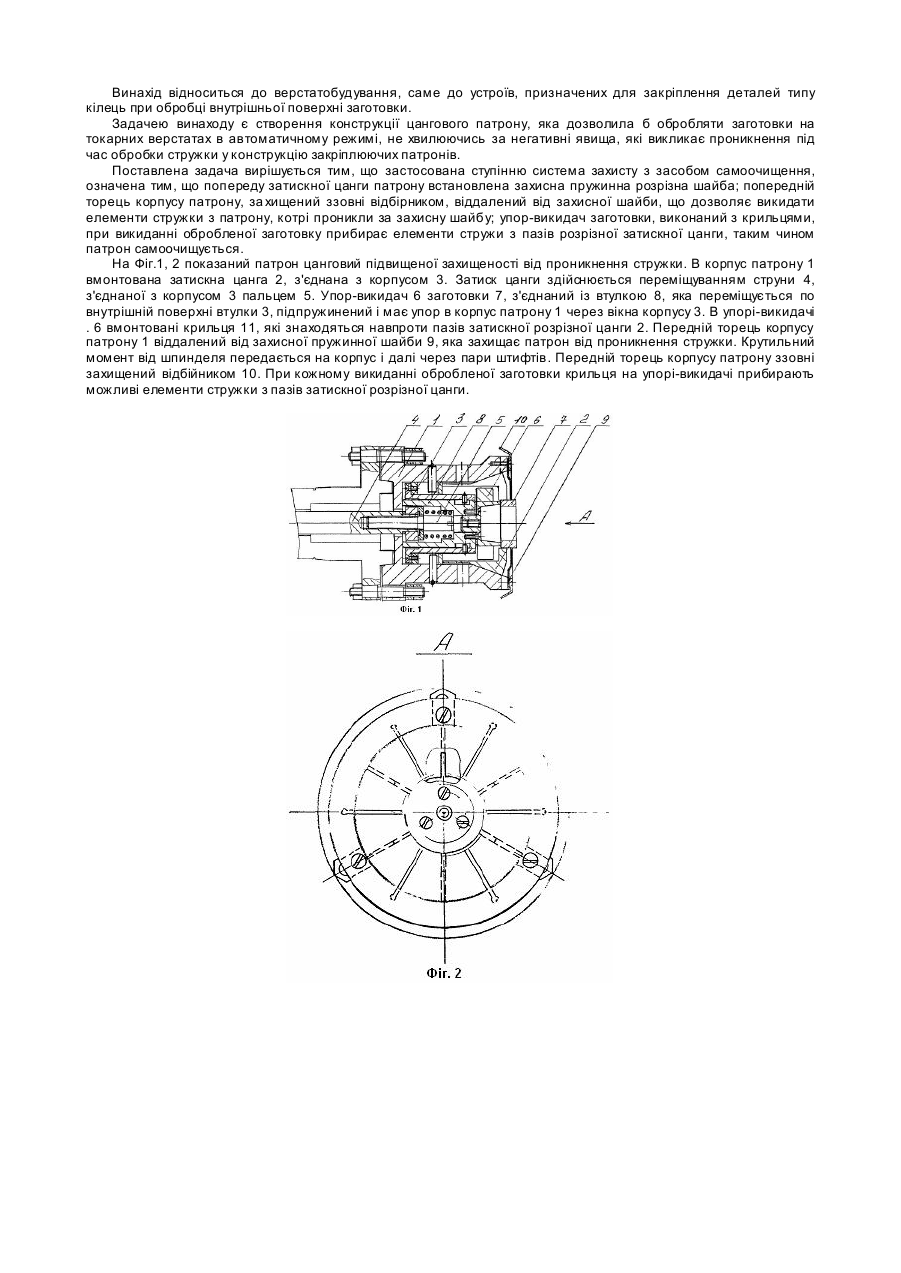
Патрон цанговий самоочисний підвищеної захищеності від проникнення стружки, який відрізняється тим, що застосовують ступеневу систему захисту з засобом самоочищення, що полягає в тому, що попереду затискної цанги патрона встановлена захисна пружинна розрізна шайба, а передній торець корпусу патрона, захищений ззовні відбійником, віддалений від захисної шайби, що дозволяє викидати елементи стружки з патрона, котрі проникли за захисну шайбу,...
Цанговий патрон

Номер патенту: 70626
Опубліковано: 15.10.2004
Автори: Кузнєцов Юрій Миколайович, Луньов Костянтин Володимирович, Неделчева Пєнка Мілкова
МПК: B23B 31/20
Формула / Реферат:
Цанговий патрон, що містить корпус з внутрішнім конічним отвором, основну багатопелюсткову затискну цангу з зовнішнім конусом, всередині отвору якої розміщені губки цанги, яка виконана за одне ціле з пружним фланцем, який відрізняється тим, що поперечний переріз губки цанги з пружним фланцем виконаний трикутної форми з похилими плоскими поверхнями, паралельними осі патрона, а отвір основної затискної цанги - багатогранним з числом граней,...
Цанговий патрон

Номер патенту: 36937
Опубліковано: 16.04.2001
Автори: Шейн Валерій Олексійович, Фролов Яків Семенович
МПК: B23B 31/20
Текст:
...кільцева канавка 11. Фіксатор 10 встановлюється до упора 12, який виконаний в циліндричному корпусі 1. Цанговий патрон працює таким чином. Деталь типу рим-болт заводять в паз 8 цангового патрона. Після чого вводять фіксатор 10 через наскрізний радіальний отвір 9, пронизуючи циліндричний корпус 1, затискну цангу 2 і деталь (голову рим-болта). Фіксатор 10 встановлюють в патроні до упора 12 і рим-болт посувають до торкання до кільцевої...
Попередній патент: Засіб з протизапальною та антимікробною дією
Наступний патент: Труна з декоративним покриттям
Випадковий патент: Спосіб пасивної локації джерела квазіперіодичного сигналу