Ковальський інструмент для кування поковок типу пластин
Номер патенту: 8571
Опубліковано: 15.08.2005
Автори: Марков Олег Євгенійович, Маркова Марина Олександрівна, Янчук Світлана Валентинівна, Алієв Іграмотдін Серажутдінович
Формула / Реферат
Ковальський інструмент для кування поковок типу пластин, що містить нижній вирізний та верхній опуклий бойки, який відрізняється тим, що кут вирізу бойків становить 120-150°, радіуси округлення верхнього бойка повинні дорівнювати радіусу заготовки (![]() ), а ширина верхнього бойка дорівнює ширині нижнього та складає В = (0.5...1.0)·D.
), а ширина верхнього бойка дорівнює ширині нижнього та складає В = (0.5...1.0)·D.
Текст
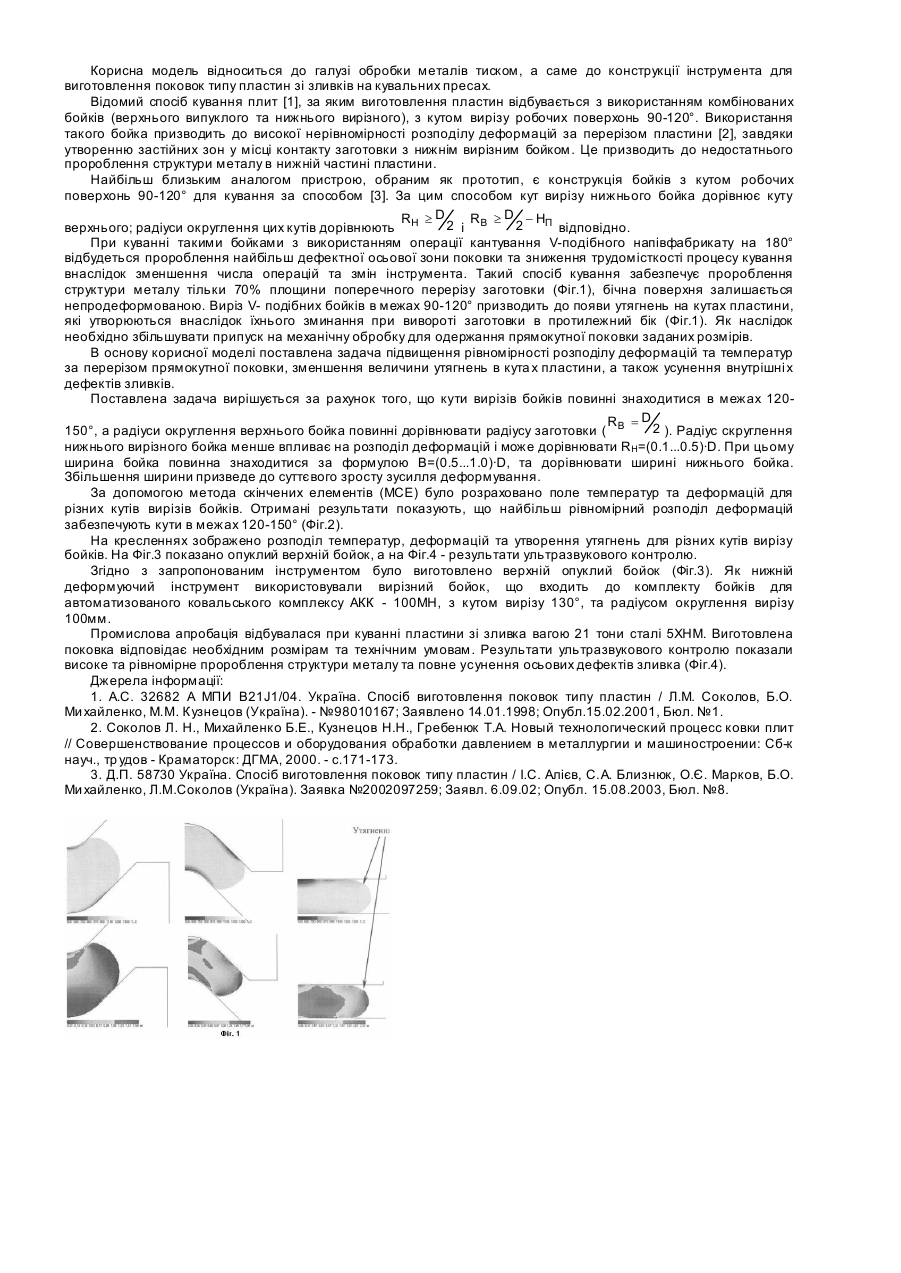
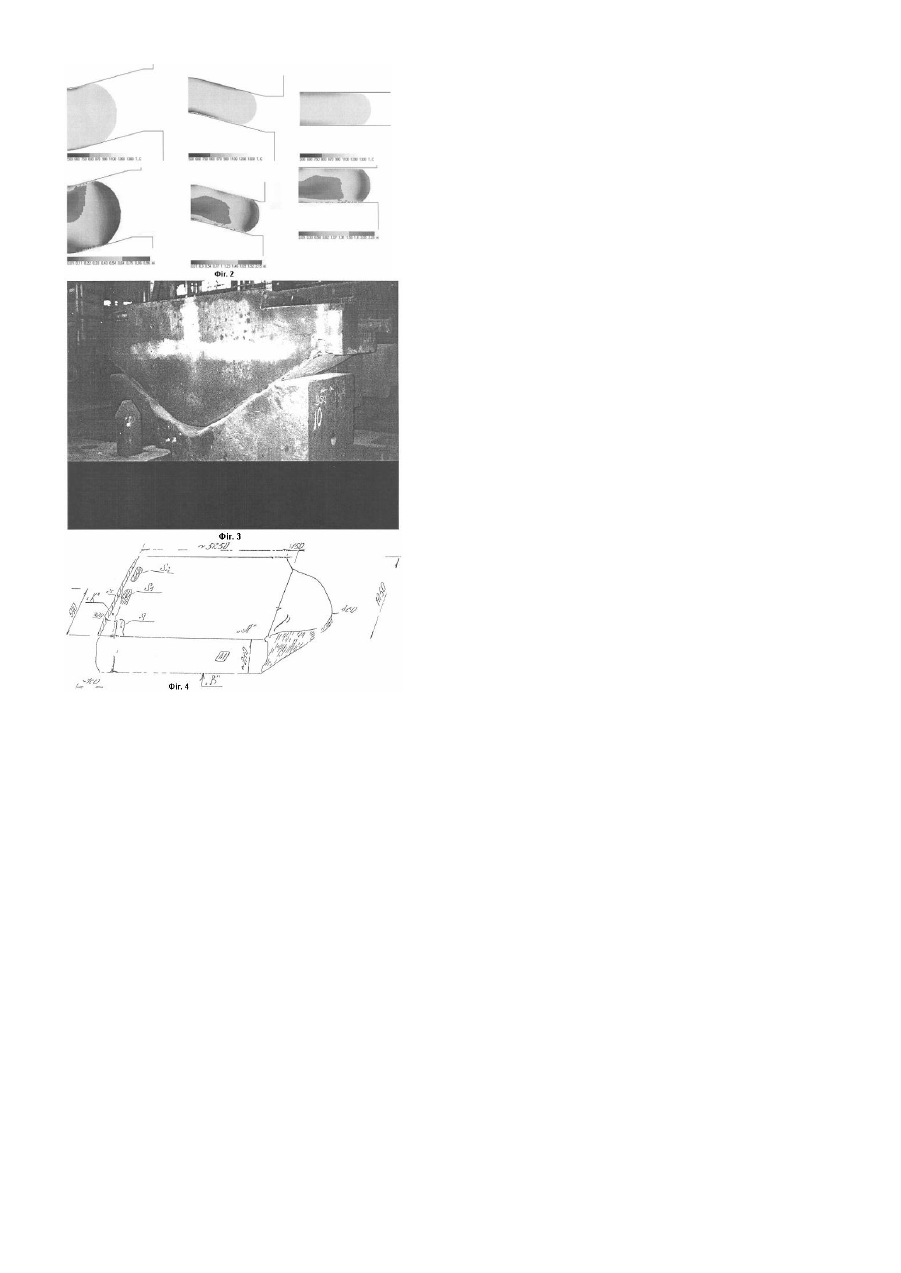
Корисна модель відноситься до галузі обробки металів тиском, а саме до конструкції інструмента для виготовлення поковок типу пластин зі зливків на кувальних пресах. Відомий спосіб кування плит [1], за яким виготовлення пластин відбувається з використанням комбінованих бойків (верхнього випуклого та нижнього вирізного), з кутом вирізу робочих поверхонь 90-120°. Використання такого бойка призводить до високої нерівномірності розподілу деформацій за перерізом пластини [2], завдяки утворенню застійних зон у місці контакту заготовки з нижнім вирізним бойком. Це призводить до недостатнього пророблення структури металу в нижній частині пластини. Найбільш близьким аналогом пристрою, обраним як прототип, є конструкція бойків з кутом робочих поверхонь 90-120° для кування за способом [3]. За цим способом кут вирізу нижнього бойка дорівнює куту R ³D R ³ D - HП 2 i B 2 верхнього; радіуси округлення цих кутів дорівнюють H відповідно. При куванні такими бойками з використанням операції кантування V-подібного напівфабрикату на 180° відбудеться пророблення найбільш дефектної осьової зони поковки та зниження трудомісткості процесу кування внаслідок зменшення числа операцій та змін інструмента. Такий спосіб кування забезпечує пророблення структури металу тільки 70% площини поперечного перерізу заготовки (Фіг.1), бічна поверхня залишається непродеформованою. Виріз V- подібних бойків в межах 90-120° призводить до появи утягнень на кутах пластини, які утворюються внаслідок їхнього зминання при вивороті заготовки в протилежний бік (Фіг.1). Як наслідок необхідно збільшувати припуск на механічну обробку для одержання прямокутної поковки заданих розмірів. В основу корисної моделі поставлена задача підвищення рівномірності розподілу деформацій та температур за перерізом прямокутної поковки, зменшення величини утягнень в кута х пластини, а також усунення внутрішні х дефектів зливків. Поставлена задача вирішується за рахунок того, що кути вирізів бойків повинні знаходитися в межах 120R =D 2 ). Радіус скруглення 150°, а радіуси округлення верхнього бойка повинні дорівнювати радіусу заготовки ( B нижнього вирізного бойка менше впливає на розподіл деформацій і може дорівнювати RH=(0.1...0.5)·D. При цьому ширина бойка повинна знаходитися за формулою В=(0.5...1.0)·D, та дорівнювати ширині нижнього бойка. Збільшення ширини призведе до суттєвого зросту зусилля деформування. За допомогою метода скінчених елементів (МСЕ) було розраховано поле температур та деформацій для різних кутів вирізів бойків. Отримані результати показують, що найбільш рівномірний розподіл деформацій забезпечують кути в межах 120-150° (Фіг.2). На кресленнях зображено розподіл температур, деформацій та утворення утягнень для різних кутів вирізу бойків. На Фіг.3 показано опуклий верхній бойок, а на Фіг.4 - результати ультразвукового контролю. Згідно з запропонованим інструментом було виготовлено верхній опуклий бойок (Фіг.3). Як нижній деформуючий інструмент використовували вирізний бойок, що входить до комплекту бойків для автоматизованого ковальського комплексу АКК - 100ΜΗ, з кутом вирізу 130°, та радіусом округлення вирізу 100мм. Промислова апробація відбувалася при куванні пластини зі зливка вагою 21 тони сталі 5ХНМ. Виготовлена поковка відповідає необхідним розмірам та технічним умовам. Результати ультразвукового контролю показали високе та рівномірне пророблення структури металу та повне усунення осьових дефектів зливка (Фіг.4). Джерела інформації: 1. A.C. 32682 А МПИ В21J1/04. Україна. Спосіб виготовлення поковок типу пластин / Л.М. Соколов, Б.О. Ми хайленко, М.М. Кузнецов (Україна). - №98010167; Заявлено 14.01.1998; Опубл.15.02.2001, Бюл. №1. 2. Соколов Л. Η., Михайленко Б.Е., Кузнецов H.H., Гребенюк Τ.Α. Новый технологический процесс ковки плит // Совершенствование процессов и оборудования обработки давлением в металлургии и машиностроении: Сб-к науч., тр удов - Краматорск: ДГМА, 2000. - с.171-173. 3. Д.П. 58730 Україна. Спосіб виготовлення поковок типу пластин / І.С. Алієв, С.А. Близнюк, О.Є. Марков, Б.О. Ми хайленко, Л.М.Соколов (Україна). Заявка №2002097259; Заявл. 6.09.02; Опубл. 15.08.2003, Бюл. №8.
ДивитисяДодаткова інформація
Назва патенту англійськоюBlacksmiths tool for treatment of forgings of plate type
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Markov Oleh Yevheniiovych
Назва патенту російськоюКузнечный инструмент для ковки поковок типа пластин
Автори російськоюАлиев Играмотдин Серажутдинович, Марков Олег Евгеньевич
МПК / Мітки
МПК: B21J 13/02
Мітки: ковальський, пластин, поковок, кування, інструмент, типу
Код посилання
<a href="https://ua.patents.su/2-8571-kovalskijj-instrument-dlya-kuvannya-pokovok-tipu-plastin.html" target="_blank" rel="follow" title="База патентів України">Ковальський інструмент для кування поковок типу пластин</a>
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Михайленко Борис Омелянович, Соколов Лев Миколайович, Кузнєцов Микола Миколайович
МПК: B21J 1/04
Мітки: поковок, виготовлення, типу, спосіб, пластин
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення поковок типу пластин
Номер патенту: 58730
Опубліковано: 15.08.2003
Автори: Михайленко Борис Омелянович, Соколов Лев Миколайович, Близнюк Сергій Анатолійович, Алієв Іграмотдін Серажутдінович, Марков Олег Євгенович
МПК: B21J 1/04
Мітки: поковок, виготовлення, спосіб, типу, пластин
Формула / Реферат:
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом протяжки круглого білета в комбінованих бойках, один із яких - вирізний, інший - опуклий, з кутом робочих поверхонь 90-120°, який відрізняється тим, що білет протягають на V-подібний профіль, з товщиною полиці H1 = (D – Hп)/2, де D - діаметр білета, Hп - висота пластини, і радіусами округлення кутів робочих поверхонь нижнього і верхнього бойків, що дорівнюють Rн...
Спосіб виготовлення поковок типу плит та пластин
Номер патенту: 7481
Опубліковано: 15.06.2005
Автори: Роганов Максим Львович, Корчак Олена Сергіївна, Марков Олег Євгенійович, Соколов Лев Миколайович, Роганов Лев Леонідович
МПК: B21J 1/04
Мітки: пластин, плит, спосіб, поковок, виготовлення, типу
Формула / Реферат:
Спосіб виготовлення поковок типу плит та пластин шляхом протягання круглого білета в бойках з кутом робочих поверхонь 90-120°, який відрізняється тим, що циліндрична заготовка обтискається в опуклих бойках та V-подібній підпружиненій вставці до висоти , де - діаметр заготовки (білета), Нn - висота поковки...
Інструмент для радіального кування
Номер патенту: 36421
Опубліковано: 16.04.2001
Автори: Терновий Юрій Федорович, Артамонов Юрій Вікторович, Безкровний Михайло Григорович, Лазоркін Віктор Андрійович
МПК: B21J 13/00
Мітки: кування, радіального, інструмент
Текст:
...кування в зібраному виді. На фіг. 2 - вид в плані на робочу поверхню бойка, у якого західні ділянки мають форму трапецій, а великі основи трапецій прилягають до калібруючої ділянки; на фіг. 3 - вид в плані на робочу поверхню бойка, у якого західні ділянки бойків мають форму трапецій, великі основи яких прилягають до контактуючих ділянок та дорівнюють ширині цих ділянок; на фіг. 4 - інструмент для радіального кування, у якого менші основи...
Інструмент для радіального кування

Номер патенту: 57677
Опубліковано: 16.06.2003
Автори: Бедросова Лариса Василівна, Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B21J 13/02
Мітки: кування, інструмент, радіального
Формула / Реферат:
Інструмент для радіального кування, що складається з чотирьох бойків з робочими поверхнями, два з яких, верхній та нижній, розміщені в вертикальній площині симетрії, а два інші, бічні бійки - в горизонтальній площині симетрії інструменту, який відрізняється тим, що робочі поверхні верхнього та нижнього бойків ширші за робочі поверхні бічних бойків, при цьому відношення суми площ проекцій робочих поверхонь бічних бойків на вертикальну площину...
Попередній патент: Труна з декоративним покриттям
Наступний патент: Вогнетривка газопроникна кладка
Випадковий патент: Спосіб лікування молоді риб від змішаної протозойної інвазії