Спосіб виготовлення поковок типу плит та пластин
Номер патенту: 7481
Опубліковано: 15.06.2005
Автори: Роганов Лев Леонідович, Марков Олег Євгенійович, Соколов Лев Миколайович, Роганов Максим Львович, Корчак Олена Сергіївна
Формула / Реферат
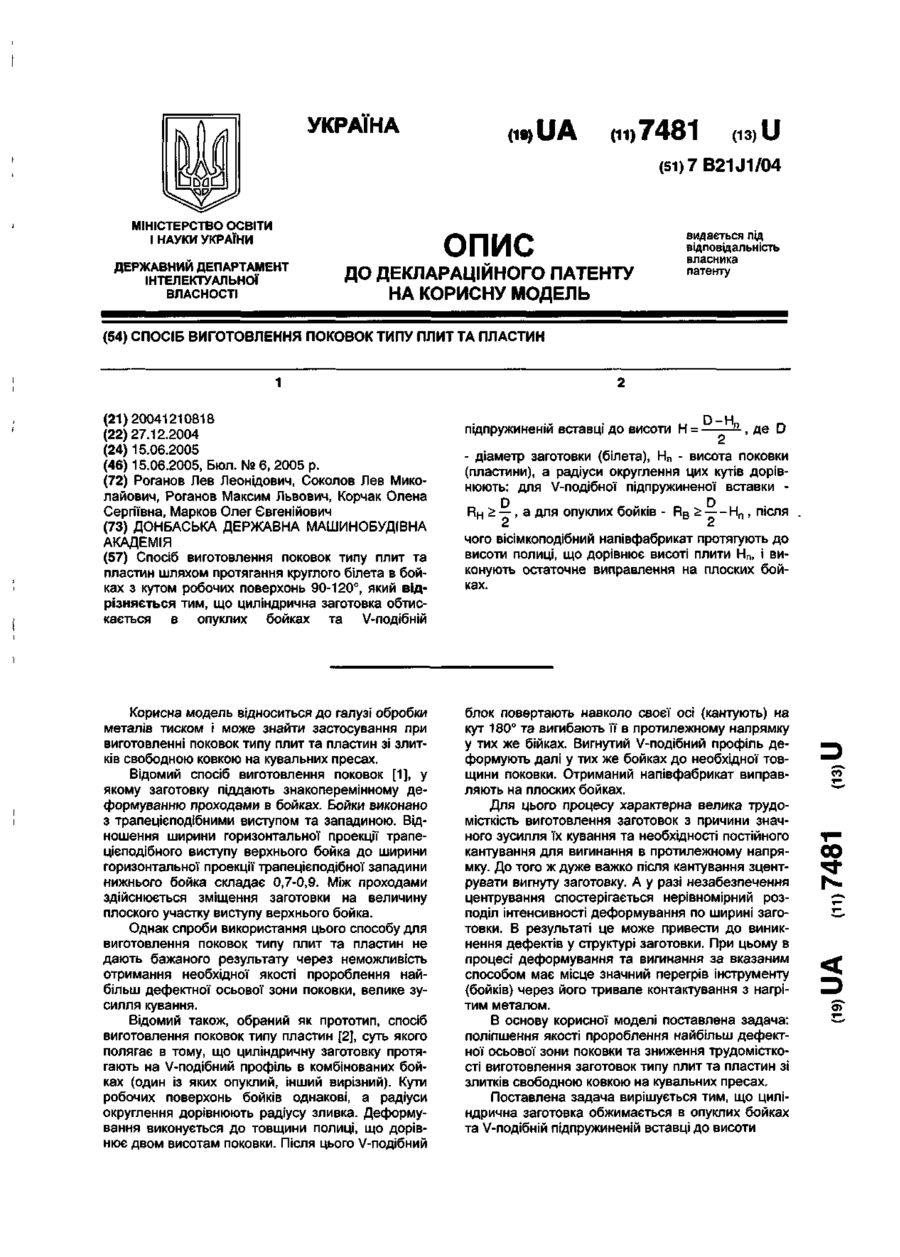
Спосіб виготовлення поковок типу плит та пластин шляхом протягання круглого білета в бойках з кутом робочих поверхонь 90-120°, який відрізняється тим, що циліндрична заготовка обтискається в опуклих бойках та V-подібній підпружиненій вставці до висоти ![]() , де
, де ![]() - діаметр заготовки (білета), Нn - висота поковки (пластини), а радіуси округлення цих кутів дорівнюють: для V-подібної підпружиненої вставки -
- діаметр заготовки (білета), Нn - висота поковки (пластини), а радіуси округлення цих кутів дорівнюють: для V-подібної підпружиненої вставки - ![]() , а для опуклих бойків -
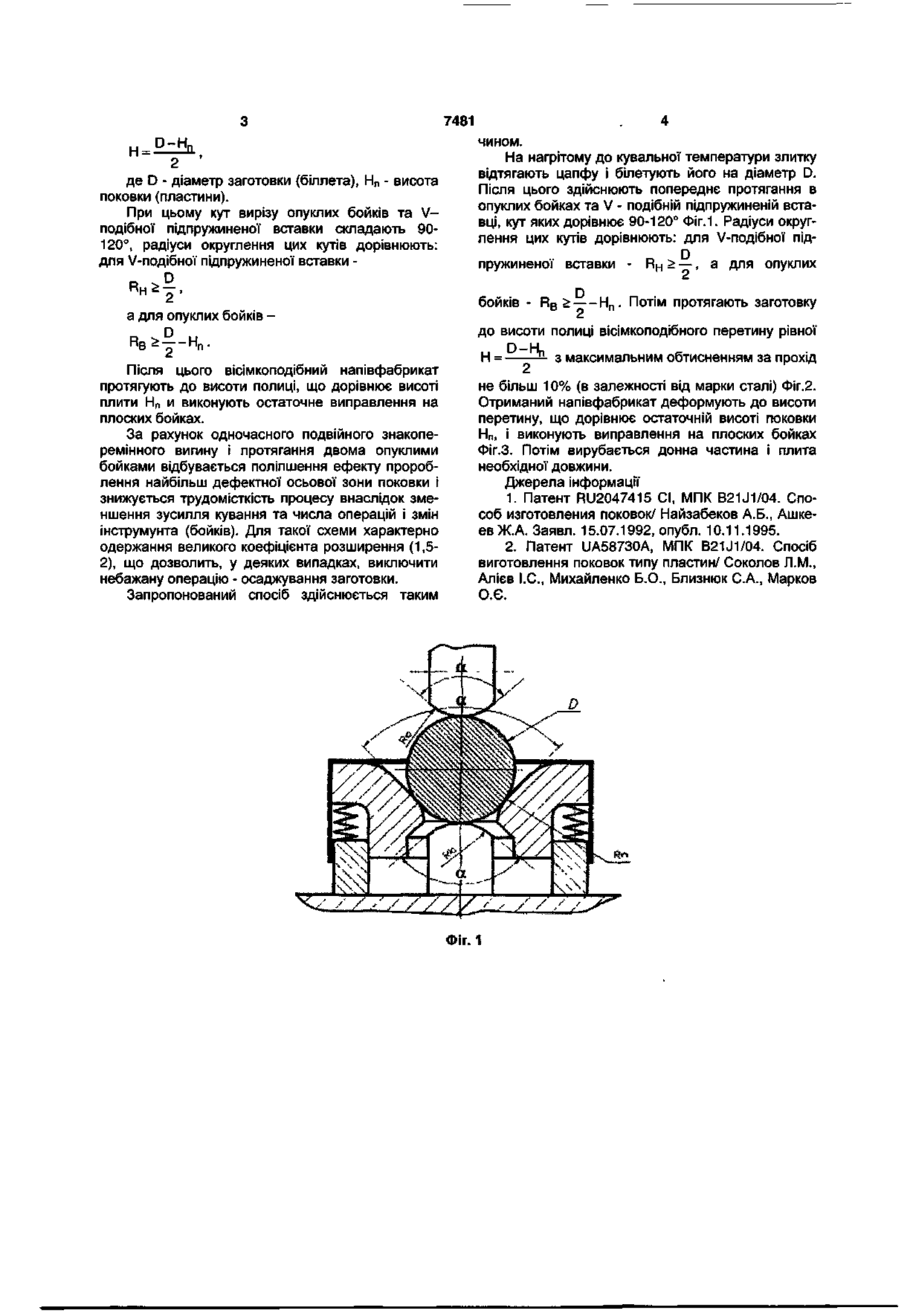
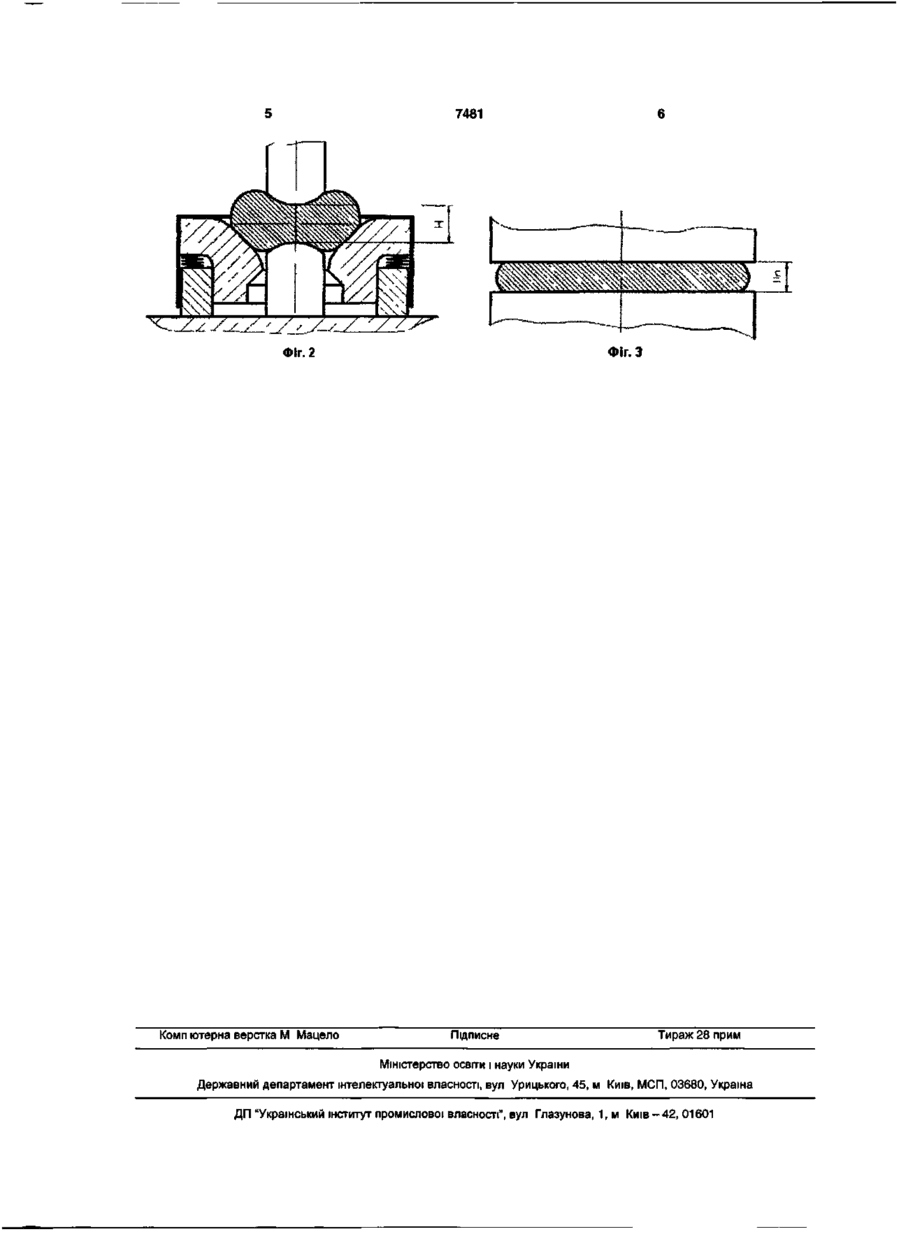
, а для опуклих бойків - ![]() , після чого вісімкоподібний напівфабрикат протягують до висоти полиці, що дорівнює висоті плити Нn, і виконують остаточне виправлення на плоских бойках.
, після чого вісімкоподібний напівфабрикат протягують до висоти полиці, що дорівнює висоті плити Нn, і виконують остаточне виправлення на плоских бойках.
Текст
Спосіб виготовлення поковок типу плит та пластин шляхом протягання круглого білета в бойках з кутом робочих поверхонь 90-120°, який відрізняється тим, що циліндрична заготовка обтискається в опуклих бойках та V-подібній Корисна модель відноситься до галузі обробки металів тиском і може знайти застосування при виготовленні поковок типу плит та пластин зі злитків свободною ковкою на кувальних пресах. Відомий спосіб виготовлення поковок [1], у якому заготовку піддають знакоперемінному деформуванню проходами в бойках. Бойки виконано з трапецієподібними виступом та западиною. Відношення ширини горизонтальної проекції трапецієподібного виступу верхнього бойка до ширини горизонтальної проекції трапецієподібної западини нижнього бойка складає 0,7-0,9. Між проходами здійснюється зміщення заготовки на величину плоского участку виступу верхнього бойка. Однак спроби використання цього способу для виготовлення поковок типу плит та пластин не дають бажаного результату через неможливість отримання необхідної якості пророблення найбільш дефектної осьової зони поковки, велике зусилля кування. Відомий також, обраний як прототип, спосіб виготовлення поковок типу пластин [2], суть якого полягає в тому, що циліндричну заготовку протягають на V-подібний профіль в комбінованих бойках (один із яких опуклий, інший вирізний). Кути робочих поверхонь бойків однакові, а радіуси округлення дорівнюють радіусу зливка. Деформування виконується до товщини полиці, що дорівнює двом висотам поковки. Після цього V-подібний підпружиненій вставці до висоти Н = D-Hr , де D - діаметр заготовки (білета), Н п - висота поковки (пластини), а радіуси округлення цих кутів дорівнюють: для V-подібної підпружиненої вставки RH > —, а для опуклих бойків - RB > Н п , після чого вісімкоподібний напівфабрикат протягують до висоти полиці, що дорівнює висоті плити Нп, і виконують остаточне виправлення на плоских бойках. блок повертають навколо своєї осі (кантують) на кут 180° та вигибають її в протилежному напрямку у тих же бійках. Вигнутий V-подібний профіль деформують далі у тих же бойках до необхідної товщини поковки. Отриманий напівфабрикат виправляють на плоских бойках. Для цього процесу характерна велика трудомісткість виготовлення заготовок з причини значного зусилля їх кування та необхідності постійного кантування для вигинання в протилежному напрямку. До того ж дуже важко після кантування зцентрувати вигнуту заготовку. А у разі незабезпечення центрування спостерігається нерівномірний розподіл інтенсивності деформування по ширині заготовки. В результаті це може привести до виникнення дефектів у структурі заготовки. При цьому в процесі деформування та вигинання за вказаним способом має місце значний перегрів інструменту (бойків) через його тривале контактування з нагрітим металом. В основу корисної моделі поставлена задача: поліпшення якості пророблення найбільш дефектної осьової зони поковки та зниження трудомісткості виготовлення заготовок типу плит та пластин зі злитків свободною ковкою на кувальних пресах. Поставлена задача вирішується тим, що циліндрична заготовка обжимається в опуклих бойках та V-подібній підпружиненій вставці до висоти 00 7481 H= D-Hn де D - діаметр заготовки (біллета), Н п - висота поковки (пластини). При цьому кут вирізу опуклих бойків та Vподібної підпружиненої вставки складають 90120°, радіуси округлення цих кутів дорівнюють: для V-подібної підпружиненої вставки н 2 а для опуклих бойків Після цього вісімкоподібний напівфабрикат протягують до висоти полиці, що дорівнює висоті плити Н п и виконують остаточне виправлення на плоских бойках. За рахунок одночасного подвійного знакоперемінного вигину і протягання двома опуклими бойками відбувається поліпшення ефекту пророблення найбільш дефектної осьової зони поковки і знижується трудомісткість процесу внаслідок зменшення зусилля кування та числа операцій і змін інструмунта (бойків). Для такої схеми характерно одержання великого коефіцієнта розширення (1,52), що дозволить, у деяких випадках, виключити небажану операцію - осаджування заготовки. Запропонований спосіб здійснюється таким чином. На нагрітому до кувальної температури злитку відтягають цапфу і білетують його на діаметр D. Після цього здійснюють попереднє протягання в опуклих бойках та V - подібній підпружиненій вставці, кут яких дорівнює 90-120° Фіг. 1. Радіуси округлення цих кутів дорівнюють: для V-подібної підпружиненої вставки - R H > —, а для опуклих бойків - RB > Н п . Потім протягають заготовку до висоти полиці вісімкоподібного перетину рівної Н= з максимальним обтисненням за прохід не більш 10% (в залежності від марки сталі) Фіг.2. Отриманий напівфабрикат деформують до висоти перетину, що дорівнює остаточній висоті поковки Нп, і виконують виправлення на плоских бойках Фіг.З. Потім вирубається донна частина і плита необхідної довжини. Джерела інформації 1. Патент RU2047415 СІ, МПК B21J1/04. Способ изготовления поковок/ Найзабеков А.Б., АшкеевЖ.А. Заявл. 15.07.1992, опубл. 10.11.1995. 2. Патент UA58730A, МПК B21J1/04. Спосіб виготовлення поковок типу пластин/ Соколов Л.М., Алієв І.С., Михайленко Б.О., Близнюк С.А., Марков О.Є. Фіг. 1 7481 ^Чч^~- ч—^__.v. •*&,*. ~* *—£>-~.*-dL* *,. ^^/f Фіг. З Комп ютерна верстка М Мацело Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м К и ї в - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of forgings of plate type
Автори англійськоюRohanov Lev Leonidovych, Sokolov Lev Mykolaiovych, Rohanov Maksym Lvovych, Korchak Olena Serhiivna, Markov Oleh Yevheniiovych
Назва патенту російськоюСпособ изготовления поковок типа плит и пластин
Автори російськоюРоганов Лев Леонидович, Соколов Лев Николаевич, Роганов Максим Львович, Корчак Елена Сергеевна, Марков Олег Евгеньевич
МПК / Мітки
МПК: B21J 1/04
Мітки: типу, спосіб, поковок, плит, пластин, виготовлення
Код посилання
<a href="https://ua.patents.su/4-7481-sposib-vigotovlennya-pokovok-tipu-plit-ta-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковок типу плит та пластин</a>
Спосіб виготовлення поковок типу пластин
Номер патенту: 58730
Опубліковано: 15.08.2003
Автори: Марков Олег Євгенович, Михайленко Борис Омелянович, Алієв Іграмотдін Серажутдінович, Близнюк Сергій Анатолійович, Соколов Лев Миколайович
МПК: B21J 1/04
Мітки: виготовлення, поковок, типу, спосіб, пластин
Формула / Реферат:
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом протяжки круглого білета в комбінованих бойках, один із яких - вирізний, інший - опуклий, з кутом робочих поверхонь 90-120°, який відрізняється тим, що білет протягають на V-подібний профіль, з товщиною полиці H1 = (D – Hп)/2, де D - діаметр білета, Hп - висота пластини, і радіусами округлення кутів робочих поверхонь нижнього і верхнього бойків, що дорівнюють Rн...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Соколов Лев Миколайович, Михайленко Борис Омелянович, Кузнєцов Микола Миколайович
МПК: B21J 1/04
Мітки: виготовлення, поковок, пластин, спосіб, типу
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення виковків типу пластин
Номер патенту: 55015
Опубліковано: 17.03.2003
Автори: Шабанов Володимир Борисович, Кальченко Петро Павлович, Лиманський Олександр Вадимович, Олешко Віктор Михайлович, Станков Юрій Миколаєвич
МПК: B21J 1/04
Мітки: пластин, виковків, спосіб, виготовлення, типу
Формула / Реферат:
1. Спосіб виготовлення виковків типу пластин, який включає попереднє деформування зливка шляхом його обтиснення з розкриванням осьової зони і наступне розплющування розкритої поверхні, а також попереднє обтиснення комбінованими бойками, із яких нижній - вирізний, з формуванням на спрямованій до цього бойка поверхні виковка виступу, і остаточне обтиснення для вдавлювання зазначеного виступу в тіло виковка до одержання пластини заданих...
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням
Номер патенту: 30608
Опубліковано: 17.02.2003
Автори: Чорний Богдан Петрович, Смирнов Юрій Константинович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: поковок, куванням, виготовлення, спосіб, прямокутного, перерізу, радіальним
Формула / Реферат:
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням, що полягає в обтискуванні заготовки у двох взаємно перпендикулярних площинах трьох її частин, які зміщені відносно одна одної по повздовжній осі, трьома парами бойків, що мають частини для заходу і калібрування, і періодичного подавання заготовки у напрямі повздовжньої осі, який відрізняється тим, що на першій і третій частинах заготовки, розташованих у напрямі її...
Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором та пристрій для його здійснення
Номер патенту: 25561
Опубліковано: 30.10.1998
Автори: Андрющенко Анатолій Петрович, Бублік Георгій Єгорович
МПК: B21D 37/00, B21D 22/06
Мітки: осьовим, спосіб, пристрій, виготовлення, фурм, підкладних, здійснення, точних, поковок, отвором, типу, штампах
Формула / Реферат:
1. Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором, що включає нагрівання заготовки до температури штампування, багатоперехідне видавлювання кільцевими пуансонами та прошивку отвору прошивним штирем, який відрізняється тим, що на першому переході виконують на одному з торців заготовки позначку отвору, а на протилежному торцеві співвісну з позначкою отвору кільцеву канавку, на другому переході здійснюють...
Попередній патент: Прес гідравлічний з використанням гравітаційної сили як робочого навантаження
Наступний патент: Спосіб лікування істинної екземи
Випадковий патент: Спосіб попередньої обробки біомаси