Спосіб виготовлення деревинно-солом’яних плит
Номер патенту: 93160
Опубліковано: 10.01.2011
Автори: Козак Руслан Олегович, Салабай Роман Григорович, Бехта Павло Антонович
Формула / Реферат
1. Спосіб виготовлення деревинно-солом'яних плит, який включає операції виготовлення деревинних і солом'яних частинок, сушіння частинок, змішування частинок з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що солом'яні частинки перед операціями перемішування їх з деревинними частинками і змішування з клеєм піддаються гідротермічному обробленню.
2. Спосіб за п. 1, який відрізняється тим, що солом'яні частинки піддаються гідротермічному обробленню у вигляді пропарювання за температури 90-100 °С.
3. Спосіб за п. 1, який відрізняється тим, що солом'яні частинки піддаються гідротермічному обробленню у вигляді проварювання за температури 90-100 °С.
Текст
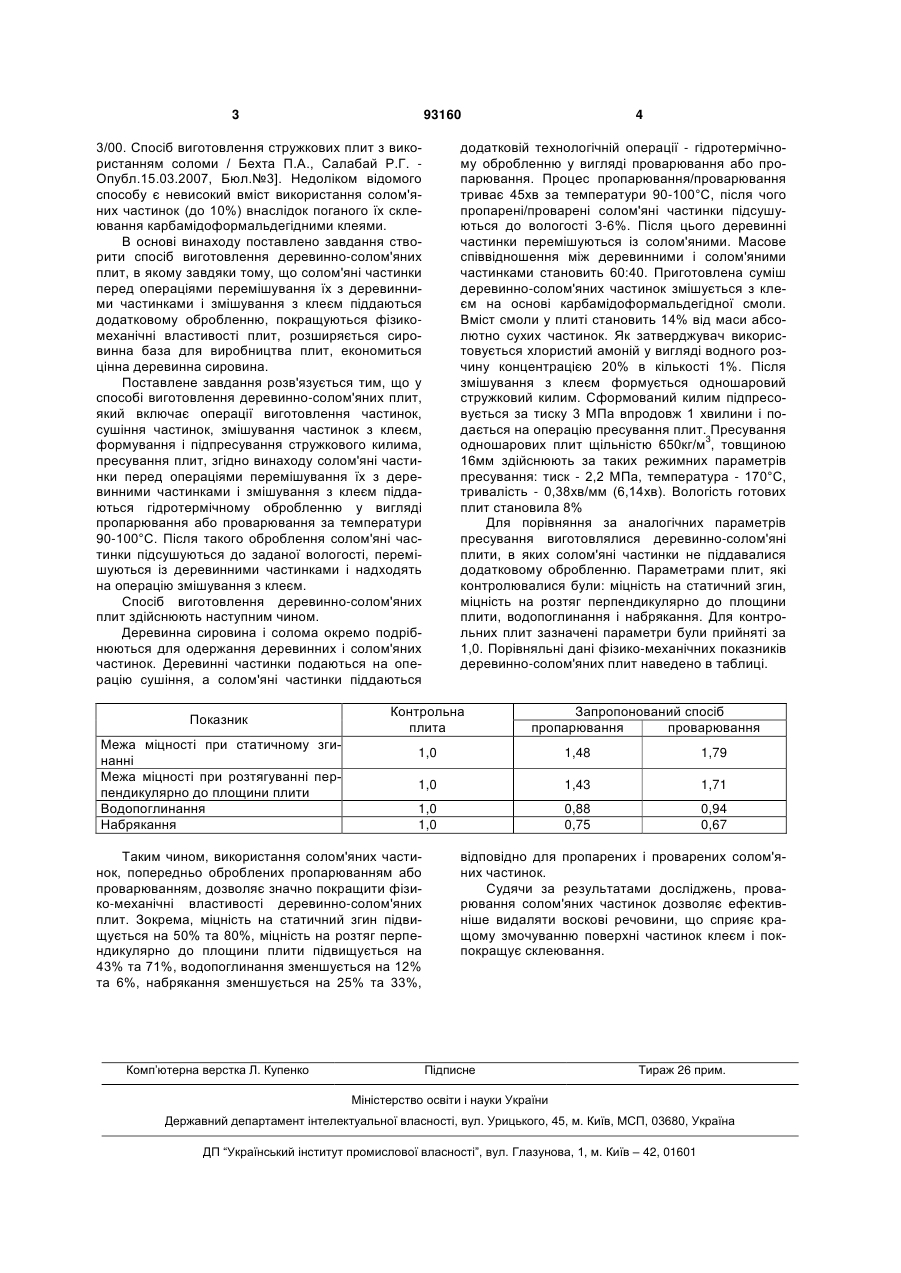
1. Спосіб виготовлення деревинно-солом'яних плит, який включає операції виготовлення деревинних і солом'яних частинок, сушіння частинок, змішування частинок з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що солом'яні частинки перед операціями перемішування їх з деревинними частинками і змішування з клеєм піддаються гідротермічному обробленню. 2. Спосіб за п. 1, який відрізняється тим, що солом'яні частинки піддаються гідротермічному обробленню у вигляді пропарювання за температури 90-100 °С. 3. Спосіб за п. 1, який відрізняється тим, що солом'яні частинки піддаються гідротермічному обробленню у вигляді проварювання за температури 90-100 °С. Винахід відноситься до виробництва деревинних плит і може бути використаний у деревообробній промисловості. У багатьох країнах світу для виготовлення деревинних композитів традиційною сировиною була і залишається деревина. Швидкість глобального вирубування лісів і його вплив на оточення примушує виробників деревинних плит вести пошук альтернативної сировини. В основному це лігноцелюлозна сировина сільськогосподарського виробництва, зокрема солома. Однак, одним із чинників, які перешкоджають використанню соломи як сировини для виробництва деревинних плит є наявність воску з досить складним хімічним складом, який в соломі не розпорошений у всій її масі, як це має місце в деревині, а знаходиться практично в цілості на поверхні стебла. Утворення такого антиадгезійного шару на поверхні частинок соломи перешкоджає змочуванню поверхні частинок і погіршує склеювання [Pease D.A. Resin advances support strawboard development. Wood Technology. 1998, No.3, p.32-34]. Звичайні карбамідоформальдегідні смоли не дозволяють отримувати з соломи стружкові плити з необхідними властивостями. Часткова заміна деревини соломою в плитах, склеєних карбамідоформальдегідною смолою, драматично погіршує їх основні властивості [Grigoriou A. Straw-wood composites bonded with various adhesive systems. Wood Science and Technology, 2000, 34: 355-365]. Відомий спосіб отримання плит з рослинної сировини, який включає модифікування рослинної сировини аміаком, яка перед цим обробляється водяною парою за 140-250°С, з наступним формуванням і гарячим пресуванням [А.с. СССР №656868. Способ получения плит из растительного сырья / Клуге З.Э., Лиедоете-рис У.Я., Зиединьш И.О. и др. Заявл. 10.06.75, Опубл. 15.04.79, Бюл.№14]. Недоліком відомого способу є складність технологи та токсичність аміаку. Відомий спосіб виготовлення стружкових плит із використанням соломи, який включає операції приготування стружки, сушіння стружки, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, згідно якого внутрішній та зовнішні шари плит формуються із деревинних частинок з додаванням до них 10% частинок із пшеничної соломи, а як клей застосовано карба-мідоформальдегідну смолу [Патент на корисну модель №21438, Україна, МПК В27 N (19) UA (11) 93160 (13) C2 (21) a200913230 (22) 18.12.2009 (24) 10.01.2011 (46) 10.01.2011, Бюл.№ 1, 2011 р. (72) БЕХТА ПАВЛО АНТОНОВИЧ, КОЗАК РУСЛАН ОЛЕГОВИЧ, САЛАБАЙ РОМАН ГРИГОРОВИЧ (73) НАЦІОНАЛЬНИЙ ЛІСОТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ (56) Grigoriou A. Straw-wood composites bonded with various adhesive systems. Wood Science and Technology, 2000, 34: 355-365 SU 656868 A 08.04.1979 UA 21438 U 15.03.2007 US 20030041965, 06.03.2003, US 6929854, 16.08.2005 US 5656129, 12.08.1997 US20050173824, 11.08.2005 UA 37811, 10.12.2008 3 93160 3/00. Спосіб виготовлення стружкових плит з використанням соломи / Бехта Π.Α., Салабай Р.Г. Опубл.15.03.2007, Бюл.№3]. Недоліком відомого способу є невисокий вміст використання солом'яних частинок (до 10%) внаслідок поганого їх склеювання карбамідоформальдегідними клеями. В основі винаходу поставлено завдання створити спосіб виготовлення деревинно-солом'яних плит, в якому завдяки тому, що солом'яні частинки перед операціями перемішування їх з деревинними частинками і змішування з клеєм піддаються додатковому обробленню, покращуються фізикомеханічні властивості плит, розширяється сировинна база для виробництва плит, економиться цінна деревинна сировина. Поставлене завдання розв'язується тим, що у способі виготовлення деревинно-солом'яних плит, який включає операції виготовлення частинок, сушіння частинок, змішування частинок з клеєм, формування і підпресування стружкового килима, пресування плит, згідно винаходу солом'яні частинки перед операціями перемішування їх з деревинними частинками і змішування з клеєм піддаються гідротермічному обробленню у вигляді пропарювання або проварювання за температури 90-100°С. Після такого оброблення солом'яні частинки підсушуються до заданої вологості, перемішуються із деревинними частинками і надходять на операцію змішування з клеєм. Спосіб виготовлення деревинно-солом'яних плит здійснюють наступним чином. Деревинна сировина і солома окремо подрібнюються для одержання деревинних і солом'яних частинок. Деревинні частинки подаються на операцію сушіння, а солом'яні частинки піддаються Показник Межа міцності при статичному згинанні Межа міцності при розтягуванні перпендикулярно до площини плити Водопоглинання Набрякання додатковій технологічній операції - гідротермічному обробленню у вигляді проварювання або пропарювання. Процес пропарювання/проварювання триває 45хв за температури 90-100°С, після чого пропарені/проварені солом'яні частинки підсушуються до вологості 3-6%. Після цього деревинні частинки перемішуються із солом'яними. Масове співвідношення між деревинними і солом'яними частинками становить 60:40. Приготовлена суміш деревинно-солом'яних частинок змішується з клеєм на основі карбамідоформальдегідної смоли. Вміст смоли у плиті становить 14% від маси абсолютно сухих частинок. Як затверджувач використовується хлористий амоній у вигляді водного розчину концентрацією 20% в кількості 1%. Після змішування з клеєм формується одношаровий стружковий килим. Сформований килим підпресовується за тиску 3 МПа впродовж 1 хвилини і подається на операцію пресування плит. Пресування одношарових плит щільністю 650кг/м3, товщиною 16мм здійснюють за таких режимних параметрів пресування: тиск - 2,2 МПа, температура - 170°С, тривалість - 0,38хв/мм (6,14хв). Вологість готових плит становила 8% Для порівняння за аналогічних параметрів пресування виготовлялися деревинно-солом'яні плити, в яких солом'яні частинки не піддавалися додатковому обробленню. Параметрами плит, які контролювалися були: міцність на статичний згин, міцність на розтяг перпендикулярно до площини плити, водопоглинання і набрякання. Для контрольних плит зазначені параметри були прийняті за 1,0. Порівняльні дані фізико-механічних показників деревинно-солом'яних плит наведено в таблиці. Контрольна плита Запропонований спосіб пропарювання проварювання 1,0 1,48 1,79 1,0 1,43 1,71 1,0 1,0 0,88 0,75 0,94 0,67 Таким чином, використання солом'яних частинок, попередньо оброблених пропарюванням або проварюванням, дозволяє значно покращити фізико-механічні властивості деревинно-солом'яних плит. Зокрема, міцність на статичний згин підвищується на 50% та 80%, міцність на розтяг перпендикулярно до площини плити підвищується на 43% та 71%, водопоглинання зменшується на 12% та 6%, набрякання зменшується на 25% та 33%, Комп’ютерна верстка Л. Купенко 4 відповідно для пропарених і проварених солом'яних частинок. Судячи за результатами досліджень, проварювання солом'яних частинок дозволяє ефективніше видаляти воскові речовини, що сприяє кращому змочуванню поверхні частинок клеєм і покпокращує склеювання. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing wood-straw boards
Автори англійськоюBekhta Pavlo Antonovych, Kozak Ruslan Olehovych, Salabai Roman Hryhorovych
Назва патенту російськоюСпособ изготовления древесно-соломенных плит
Автори російськоюБехта Павел Антонович, Козак Руслан Олегович, Салабай Роман Григорьевич
МПК / Мітки
Мітки: спосіб, деревинно-солом'яних, плит, виготовлення
Код посилання
<a href="https://ua.patents.su/2-93160-sposib-vigotovlennya-derevinno-solomyanikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деревинно-солом’яних плит</a>
Спосіб виготовлення деревинно-солом’яних плит
Номер патенту: 50489
Опубліковано: 10.06.2010
Автори: Козак Руслан Олегович, Бехта Павло Антонович, Салабай Роман Григорович
МПК: B27N 3/00
Мітки: спосіб, виготовлення, деревинно-солом'яних, плит
Формула / Реферат:
Спосіб виготовлення деревинно-солом'яних плит, який включає операції виготовлення деревинних і солом'яних частинок, сушіння частинок, змішування частинок з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що солом'яні частинки перед операціями перемішування їх з деревинними частинками і змішування з клеєм піддаються обробленню шляхом проварювання у мильному розчині.
Спосіб виготовлення деревинно-солом’яних плит
Номер патенту: 93159
Опубліковано: 10.01.2011
Автори: Бехта Павло Антонович, Козак Руслан Олегович, Салабай Роман Григорович
МПК: B27N 3/00
Мітки: спосіб, виготовлення, плит, деревинно-солом'яних
Формула / Реферат:
Спосіб виготовлення деревинно-солом'яних плит, який включає операції виготовлення деревинних і солом'яних частинок, сушіння частинок, змішування частинок з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що солом'яні частинки перед операціями перемішування їх з деревинними частинками і змішування з клеєм піддають обробленню 9 %-ним розчином оцтової кислоти.
Спосіб виготовлення деревинно-полімерних плит
Номер патенту: 56446
Опубліковано: 10.01.2011
Автори: Лютий Павло Володимирович, Бехта Павло Антонович
МПК: B27K 5/00
Мітки: деревинно-полімерних, плит, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення деревинно-полімерних плит, що включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом, формування деревинно-полімерного килима/брикету, його гаряче пресування і охолодження отриманих плит, який відрізняється тим, що як модифікувальну добавку використовують лігносульфонат кальцію за такого співвідношення компонентів деревинно-полімерної композиції, %: ...
Спосіб виготовлення деревинно-солом’яних плит
Номер патенту: 37811
Опубліковано: 10.12.2008
Автори: Бехта Павло Антонович, Салабай Роман Григорович
МПК: B27N 3/00
Мітки: деревинно-солом'яних, плит, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення деревинно-солом'яних плит, який включає операції підготовки стружки, сушіння стружки, приготування клею, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що як клей застосовують фенолоформальдегідну смолу, а для формування внутрішнього і зовнішніх шарів плит використовують деревинну стружку із додаванням до неї 5-30 % стружки з пшеничної соломи.
Спосіб виготовлення стружкових плит
Номер патенту: 21441
Опубліковано: 15.03.2007
Автори: Салабай Роман Григорович, Бехта Павло Антонович
МПК: B27N 3/00
Мітки: спосіб, виготовлення, стружкових, плит
Формула / Реферат:
1. Спосіб виготовлення стружкових плит, який включає операції виготовлення стружки, сушіння стружки, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що зовнішні шари плит сформовані із деревинних частинок, а внутрішній шар - із деревинних частинок із додаванням до них до 20% солом'яних частинок.2. Спосіб за п.1, який відрізняється тим, що для виготовлення солом'яних...
Попередній патент: Спосіб виготовлення деревинно-солом’яних плит
Наступний патент: Спосіб ремонту футерівки конвертера та торкрет-фурма для його здійснення
Випадковий патент: Спосіб діагностики розвитку остеопорозу