Легкі сталеві двері для транспортного засобу і спосіб для їх виготовлення
Номер патенту: 112663
Опубліковано: 10.10.2016
Автори: Долан Пол, Шаріфі Хамед, Лім Тімоті, Шуртер Пол
Формула / Реферат
1. Двері транспортного засобу в зборі, що містять:
внутрішню панель, яка включає: практично прямокутну рамну частину, яка має безперервний периметр, нерознімним чином сформований за допомогою верхньої і нижньої горизонтальних балок, з'єднаних між собою за допомогою передньої і задньої вертикальних балок;
одну проміжну вертикальну балку, яка проходить між верхньою і нижньою горизонтальними балками рамної частини;
одну кутову балку, нерознімним чином прикріплену до рамної частини і нахилену таким чином, що вона проходить між переднім U-подібним бічним елементом рами і верхнім проміжним елементом рами, і
зовнішню панель, приєднану до згаданої внутрішньої панелі;
при цьому рамна частина містить розташовані один навпроти одного передній і задній U-подібні бічні елементи рами, нерознімним чином приєднані один до одного за допомогою верхнього і нижнього проміжних елементів рами таким чином, що вони формують безперервний периметр;
при цьому бічні елементи рами виготовлені з першого сталевого матеріалу, а проміжні елементи рами виготовлені з другого сталевого матеріалу;
при цьому перший сталевий матеріал бічних елементів рами відрізняється від другого сталевого матеріалу проміжних елементів рами,
причому проміжна вертикальна балка нерознімним чином приєднана до проміжних елементів рами рамної частини на їх дальніх краях; проміжна вертикальна балка виготовлена з третього сталевого матеріалу, який відрізняється від другого сталевого матеріалу проміжних елементів рами,
при цьому кутова балка виготовлена з четвертого сталевого матеріалу, який відрізняється від другого сталевого матеріалу проміжних матеріалів рами.
2. Двері транспортного засобу в зборі за п. 1, в яких другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами.
3. Двері транспортного засобу в зборі за п. 1, в яких перший сталевий матеріал бічних елементів рами відрізняється від третього сталевого матеріалу проміжної вертикальної балки.
4. Двері транспортного засобу в зборі за п. 3, в яких другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами і товстіший третього сталевого матеріалу проміжної вертикальної балки.
5. Двері транспортного засобу в зборі за п. 3, в яких перший сталевий матеріал бічних елементів рами відрізняється від четвертого сталевого матеріалу кутової балки.
6. Двері транспортного засобу в зборі за п. 3, в яких третій сталевий матеріал проміжної вертикальної балки є ідентичним четвертому сталевому матеріалу кутової балки.
7. Двері транспортного засобу в зборі за п. 3, в яких другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами, товстіший третього сталевого матеріалу проміжної вертикальної балки і товстіший четвертого сталевого матеріалу кутової балки.
8. Двері транспортного засобу в зборі за п. 1, що додатково містять модульну виступаючу частину, приєднану до внутрішньої панелі так, що внутрішня панель розташовується між зовнішньою панеллю і модульною виступаючою частиною.
9. Двері транспортного засобу в зборі за п. 8, що додатково містять висувне віконне скло, розташоване між модульною виступаючою частиною і внутрішньою панеллю.
10. Двері транспортного засобу в зборі за п. 1, що додатково містять віконну раму, яка містить елемент зовнішньої віконної рами і елемент внутрішньої віконної рами, скріплені між собою і з внутрішньою панеллю.
11. Двері транспортного засобу в зборі за п. 10, в яких елемент зовнішньої віконної рами включає в себе перший, другий і третій окремі фрагменти, нерознімним чином скріплені між собою; при цьому другий зовнішній віконний фрагмент розташований між згаданим першим зовнішнім віконним сталевим матеріалом і згаданим третім зовнішнім віконним сталевим матеріалом; при цьому перший зовнішній віконний фрагмент виготовлений з першого зовнішнього віконного сталевого матеріалу, другий зовнішній віконний фрагмент виготовлений з другого зовнішнього віконного сталевого матеріалу, і третій зовнішній віконний фрагмент виготовлений з третього зовнішнього віконного сталевого матеріалу; і при цьому перший, другий і третій зовнішні віконні сталеві матеріали відрізняються один від одного.
12. Двері транспортного засобу в зборі за п. 11, в яких другий зовнішній віконний сталевий матеріал товстіший першого зовнішнього віконного сталевого матеріалу і третього зовнішнього віконного сталевого матеріалу.
13. Двері транспортного засобу в зборі за п. 11 або 12, в яких елемент внутрішньої віконної рами включає в себе перший і другий окремі фрагменти, нерознімним чином скріплені між собою; при цьому перший внутрішній віконний фрагмент виготовлений з першого внутрішнього віконного сталевого матеріалу, і другий внутрішній віконний фрагмент виготовлений з другого внутрішнього віконного сталевого матеріалу; і при цьому перший і другий внутрішні віконні сталеві матеріали відрізняються один від одного.
14. Двері транспортного засобу в зборі за п. 13, в яких другий внутрішній віконний сталевий матеріал товстіший першого внутрішнього віконного сталевого матеріалу.
15. Спосіб виготовлення дверей транспортного засобу в зборі, які містять внутрішню панель в формі практично прямокутної рамної частини, яка має безперервний периметр, нерознімним чином сформований за допомогою верхньої і нижньої горизонтальних балок, з'єднаних між собою за допомогою передньої і задньої вертикальних балок, причому згаданий спосіб містить етапи, на яких:
надають передній і задній плоскі U-подібні сталеві листи з першого сталевого матеріалу, при цьому кожний з лівого і правого U-подібних сталевих листів містить поперечну частину і пару рознесених частин лапок, що проходить із поперечної частини;
надають верхній і нижній плоскі сталеві листи з другого сталевого матеріалу;
нерознімним чином з'єднують кожну з частин лапок кожного з U-подібних сталевих листів з відповідним одним з верхнього і нижнього сталевих листів таким чином, що вони формують плоску заготовку дверної рами; і
штампують заготовку дверної рами в рамну частину внутрішньої панелі;
при цьому перший сталевий матеріал переднього і заднього плоских U-подібних сталевих листів відрізняється від другого сталевого матеріалу верхнього і нижнього плоских сталевих листів;
при цьому рамна частина містить розташовані один навпроти одного передній і задній U-подібні бічні елементи рами, нерознімним чином приєднані один до одного за допомогою верхнього і нижнього проміжних елементів рами таким чином, що вони формують безперервний периметр;
при цьому бічні елементи рами виготовлені з першого сталевого матеріалу, а проміжні елементи рами виготовлені з другого сталевого матеріалу.
16. Спосіб за п. 15, в якому другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами.
17. Спосіб за п. 15 або 16, що додатково містить етапи, на яких:
надають плоский лист сталевої заготовки з третього сталевого матеріалу, який відрізняється від другого сталевого матеріалу проміжних елементів рами;
штампують плоский лист сталевої заготовки в одну проміжну вертикальну балку; і
нерознімним чином приєднують проміжну вертикальну балку до проміжних елементів рами рамної частини на дальніх краях.
18. Спосіб за п. 17, в якому перший сталевий матеріал бічних елементів рами відрізняється від третього сталевого матеріалу проміжної вертикальної балки.
19. Спосіб за п. 17, в якому другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами і товстіший третього сталевого матеріалу проміжної вертикальної балки.
20. Спосіб за п. 17, що додатково містить етапи, на яких:
надають плоский лист сталевої заготовки з четвертого сталевого матеріалу, який відрізняється від другого сталевого матеріалу проміжних елементів рами;
штампують плоский лист сталевої заготовки в одну кутову балку; і
нерознімним чином приєднують кутову балку до переднього U-подібного бічного елемента рами і верхнього проміжного елемента рами на дальніх краях.
21. Спосіб за п. 20, в якому перший сталевий матеріал бічних елементів рами відрізняється від четвертого сталевого матеріалу кутової балки.
22. Спосіб за п. 20, в якому третій сталевий матеріал проміжної вертикальної балки є ідентичним четвертому сталевому матеріалу кутової балки.
23. Спосіб за п. 20, в якому другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами, товстіший третього сталевого матеріалу проміжної вертикальної балки і товстіший четвертого сталевого матеріалу кутової балки.
24. Спосіб за п. 15, що додатково містить етапи, на яких:
надають зовнішню дверну панель; і
приєднують зовнішню дверну панель до внутрішньої панелі.
25. Спосіб за п. 24, що додатково містить етапи, на яких:
надають модульну виступаючу частину; і
приєднують модульну виступаючу частину до внутрішньої панелі так, що внутрішня панель розташовується між зовнішньою дверною панеллю і модульною виступаючою частиною.
26. Спосіб за п. 25, що додатково містить етапи, на яких:
надають віконне скло;
монтують з можливістю висунення згадане віконне скло між модульною виступаючою частиною і внутрішньою панеллю.
27. Спосіб за п. 15, який додатково містить етапи, на яких:
формують один елемент зовнішньої віконної рами і один елемент внутрішньої віконної рами;
скріплюють елемент зовнішньої віконної рами і елемент внутрішньої віконної рами між собою таким чином, що вони формують віконну раму; і
приєднують віконну раму до внутрішньої панелі.
28. Спосіб за п. 27, в якому етап формування віконної рами містить етапи, на яких:
надають перший, другий і третій плоскі листи, виготовлені з першого, другого і третього зовнішніх віконних сталевих матеріалів, відповідно;
нерознімним чином приєднують перший, другий і третій плоскі листи один до одного таким чином, що вони формують одну зовнішню віконну заготовку; і
штампують зовнішню віконну заготовку в один елемент зовнішньої віконної рами;
при цьому перший, другий і третій зовнішні віконні сталеві матеріали відрізняються один від одного.
29. Спосіб за п. 28, в якому другий зовнішній віконний сталевий матеріал товстіший першого зовнішнього віконного сталевого матеріалу і третього зовнішнього віконного сталевого матеріалу.
30. Спосіб за п. 28 або 29, в якому етап формування віконної рами містить етапи, на яких:
надають перший і другий плоскі листи, виготовлені з першого і другого внутрішніх віконних сталевих матеріалів, відповідно;
нерознімним чином приєднують перший і другий плоскі листи один до одного таким чином, що вони формують одну внутрішню віконну заготовку; і
штампують внутрішню віконну заготовку в один елемент внутрішньої віконної рами;
при цьому перший і другий внутрішні віконні сталеві матеріали відрізняються один від одного.
31. Спосіб за п. 30, в якому другий внутрішній віконний сталевий матеріал товстіший першого внутрішнього віконного сталевого матеріалу.
Текст
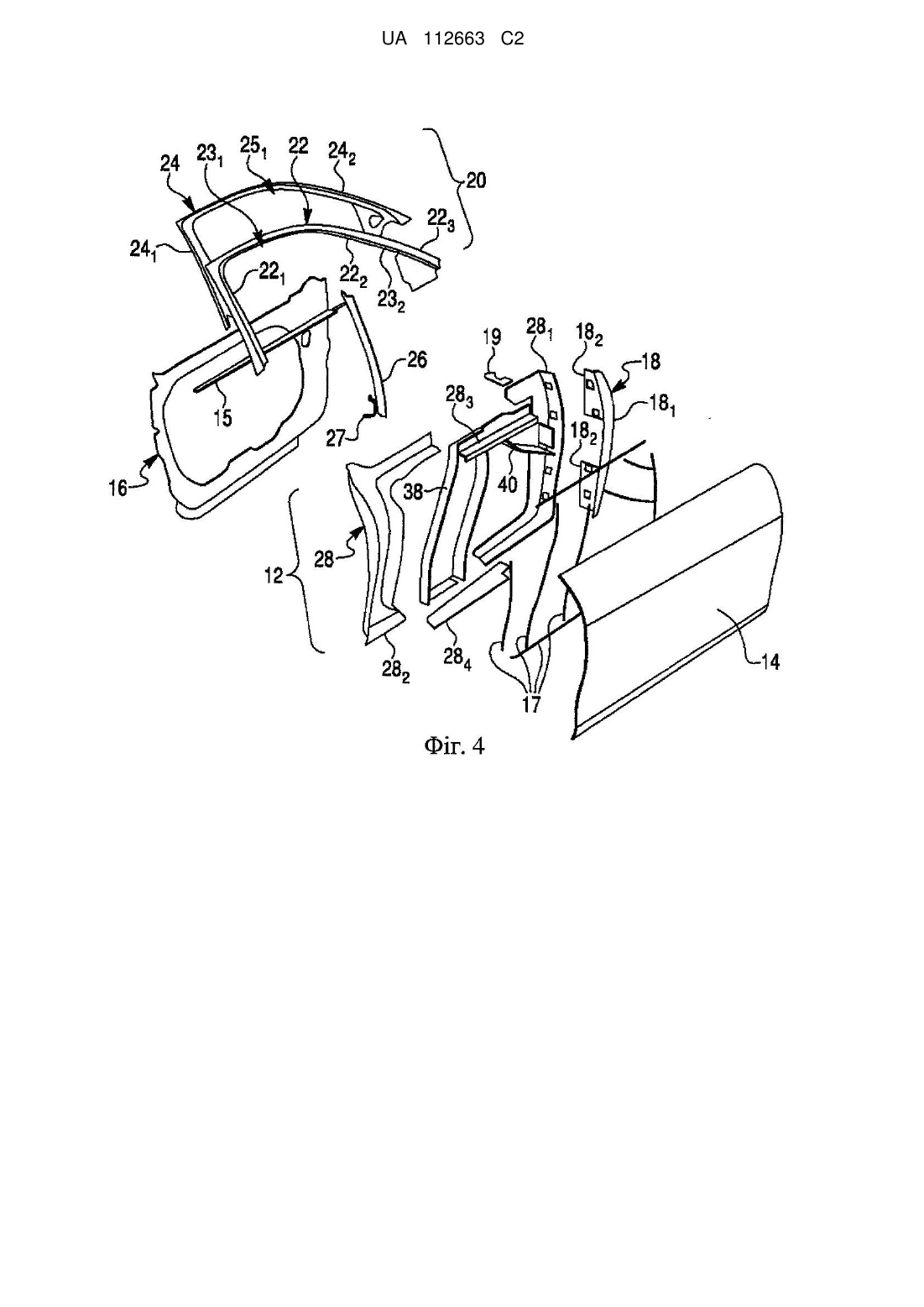
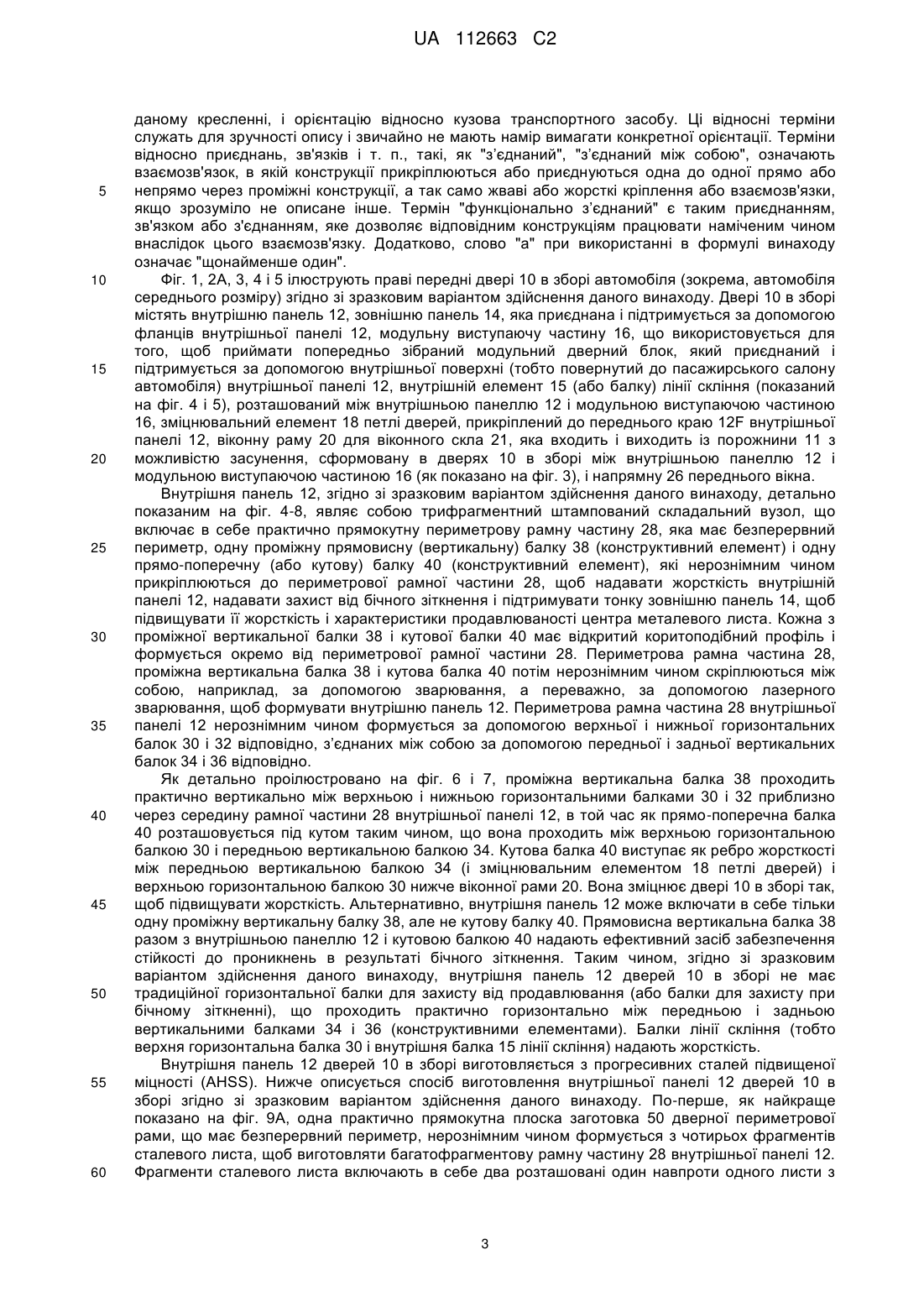
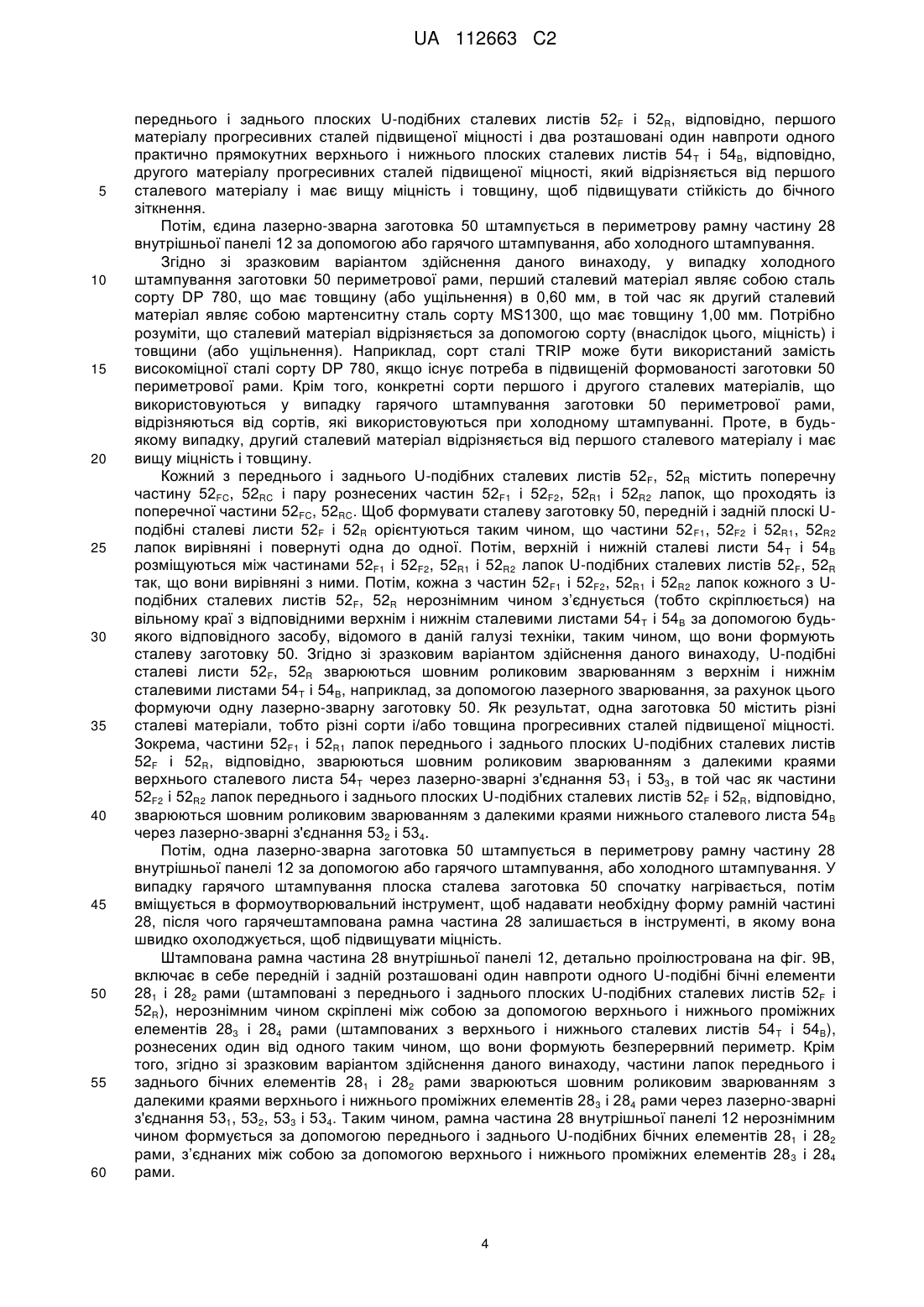
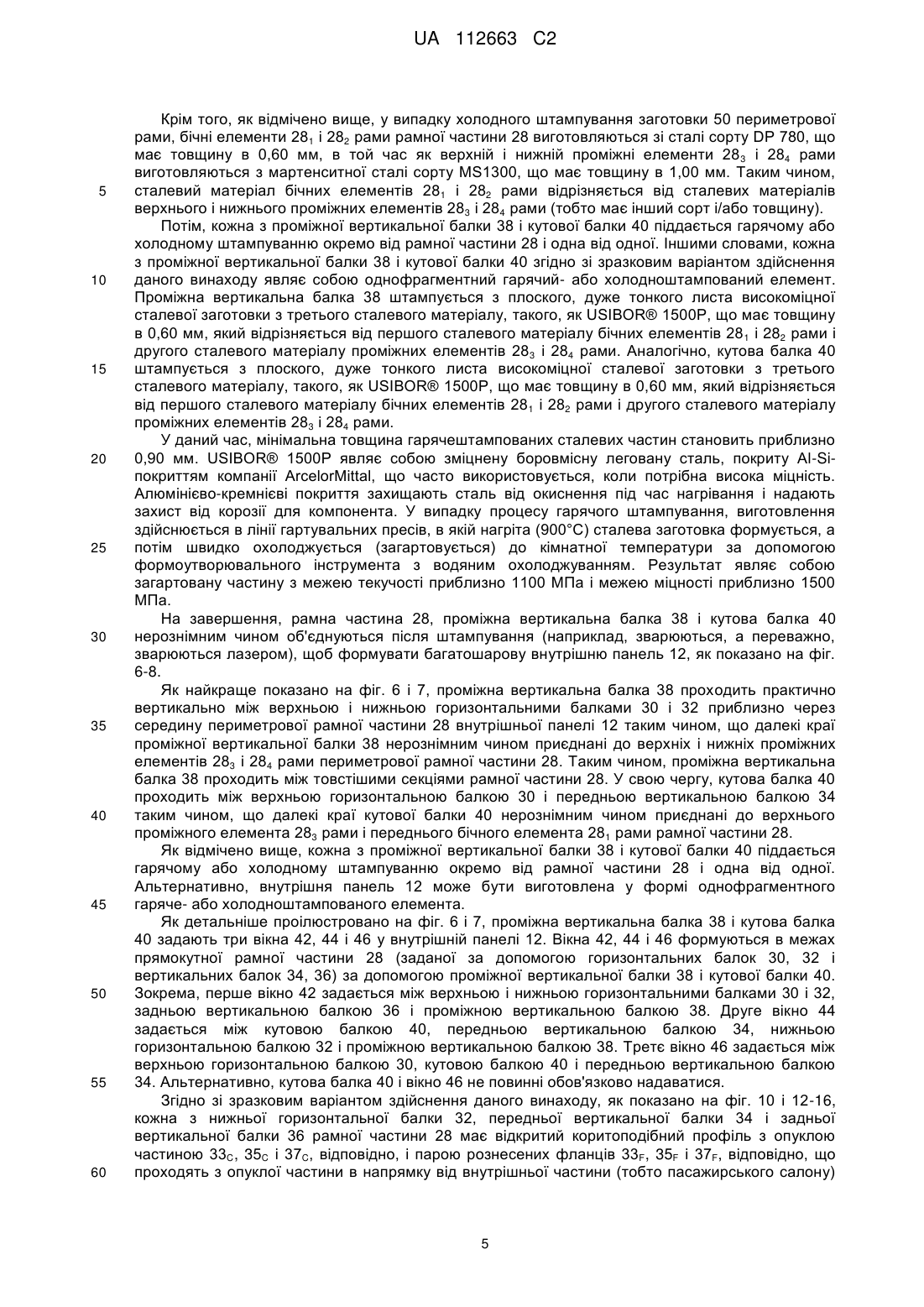
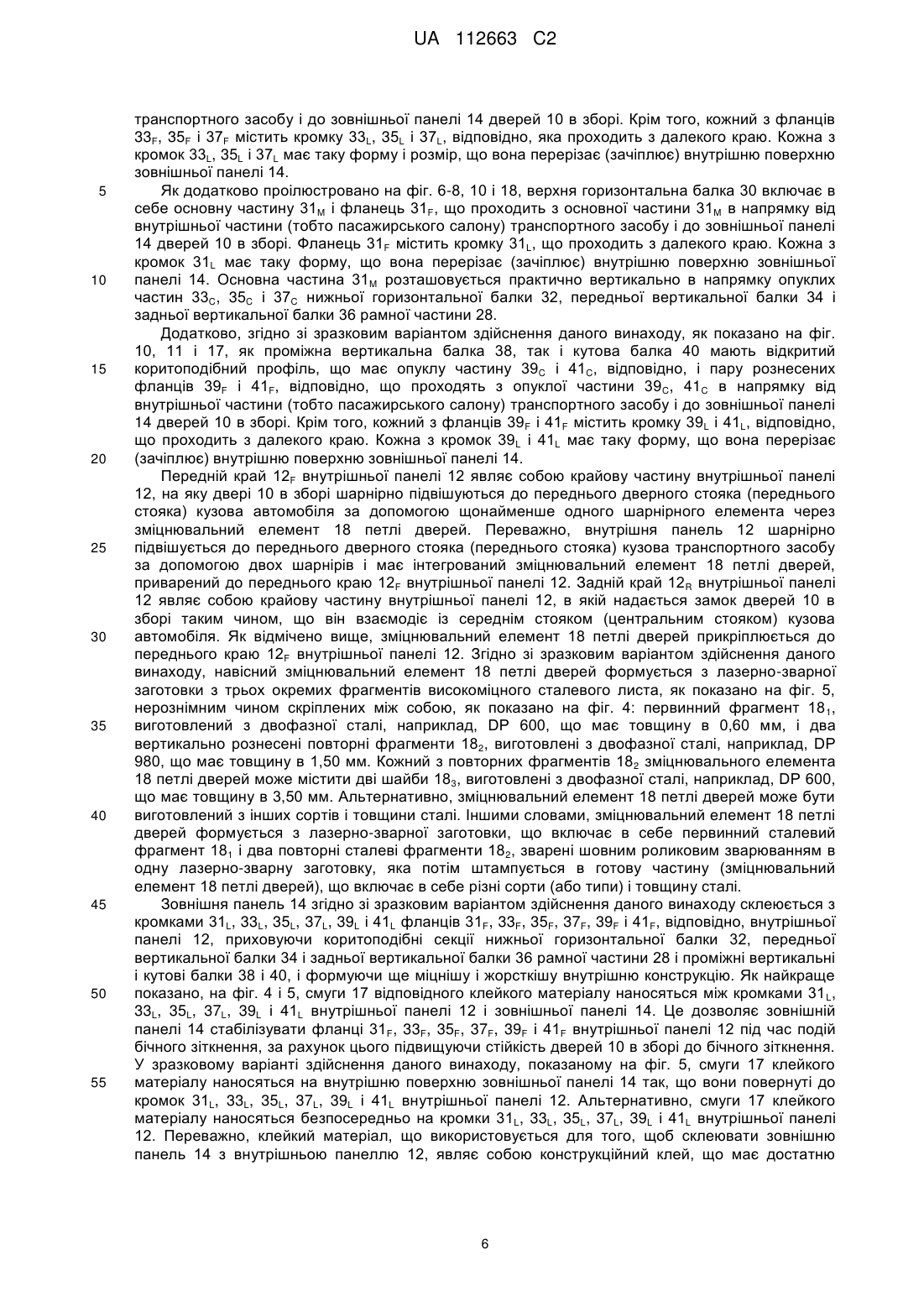
Реферат: Винахід належить до дверей транспортних засобів. Двері транспортного засобу в зборі містять внутрішню панель, нерознімним чином сформовану за допомогою верхньої і нижньої горизонтальних балок, з'єднаних між собою за допомогою передньої і задньої вертикальних балок, і зовнішню панель, пов'язану з внутрішньою панеллю. Рамна частина містить розташовані один навпроти одного передній і задній U-подібні бічні елементи рами, нерознімним чином приєднані один до одного за допомогою верхнього і нижнього проміжних елементів рами таким чином, що вони формують безперервний периметр. Бічні елементи рами виготовляються з першого сталевого матеріалу, а проміжні елементи рами виготовляються з другого сталевого матеріалу, який відрізняється від першого сталевого матеріалу. Спосіб для виготовлення внутрішньої панелі містить етапи: надання U-подібних листів із першого сталевого матеріалу, надання верхнього і нижнього листів з другого сталевого матеріалу, нерознімного з'єднання U-подібних листів з верхнім і нижнім листами таким чином, що вони формують заготовку, і штампування заготовки в рамну частину. UA 112663 C2 (12) UA 112663 C2 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої належить винахід Даний винахід, загалом, стосується дверей транспортного засобу в зборі і способів їх виготовлення, а більш конкретно - легких дверей транспортного засобу в зборі і способу її виготовлення з використанням компонентів, виготовлених із різних з’єднаних між собою сортів високоміцної сталі. Перехресне посилання на споріднену заявку Дана заявка заявляє на пріоритет згідно з 35 U.S.C. 119(е) попередньої заявки на патент (США), порядковий номер № 61/541568, поданої 30 вересня 2011 року авторами Schurter й інш., яка повністю включена в даний документ за допомогою посилання. Відомий рівень техніки Традиційно, двері транспортного засобу містять підтримуючу внутрішню панель, виготовлену зі сталевого матеріалу. Зовнішня панель приєднується до внутрішньої панелі. Традиційна внутрішня панель піддається глибокому штампуванню з м'якої сталі. Балка лінії скління нижче вікна приварюється до внутрішньої панелі і може бути розміщена всередині або ззовні відносно вікна. Типово, двері транспортного засобу включають в себе, загалом, балку, яка проходить горизонтально, для захисту при бічному зіткненні, виготовлену зі сталі, яка має значно вищу механічну міцність, ніж сталь, з якої виготовляється внутрішня панель. Балка для захисту при зіткненні приварюється до внутрішньої панелі і розміщується ближче усього до зовнішньої панелі. Відносно плоска накладка прикріплюється до внутрішньої панелі. Внутрішні компоненти дверей, такі, як замок, напрямні вікна і підйомники вікна, монтуються на внутрішній панелі. Крім того, сталевий лист являє собою найбільш широко використовуваний вихідний матеріал для дверей автомобіля. Сталеві двері є недорогими і простими у виготовленні. Проте, традиційні конструкції сталевих дверей є відносно важкими порівняно з масою нових алюмінієвих дверей, що конструюються. Відповідно, в автомобільній промисловості існує тенденція до заміни сталевих дверей на двері, виготовлені з алюмінію. Алюмінієві двері, хоча і легше традиційних сталевих дверей, проте, є дорожчими, ніж сталеві двері, і складнішими, ресурсоємними і дорогими у виготовленні. Отже, двері транспортного засобу, виготовлені зі сталі, допускають удосконалення, які дозволяють поліпшувати їх робочі характеристики, вартість і вагу. Виходячи з цього, існує потреба в розробці вдосконалених дверей транспортного засобу, виготовлених з високоміцної сталі з меншою вагою порівняно з вагою алюмінієвих дверей, з поліпшеними робочими характеристиками і недорогими у виготовленні. Суть винаходу Даний винахід спрямований на нові легкі двері транспортного засобу в зборі і спосіб для їх виготовлення. Двері транспортного засобу в зборі згідно з даним винаходом містять внутрішню панель в формі практично прямокутної рамної частини, що має безперервний периметр, нерознімним чином сформований за допомогою верхньої і нижньої горизонтальних балок, з’єднаних між собою за допомогою передньої і задньої вертикальних балок, і зовнішню панель, приєднану до внутрішньої панелі. Рамна частина містить розташовані навпроти один одного передній і задній U-подібні бічні елементи рами, нерознімним чином приєднані один до одного за допомогою верхнього і нижнього проміжних елементів рами таким чином, що вони формують безперервний периметр. Бічні елементи рами виготовляються з першого сталевого матеріалу, а проміжні елементи рами виготовляються з другого сталевого матеріалу. Перший сталевий матеріал бічних елементів рами відрізняється від другого сталевого матеріалу проміжних елементів рами. Спосіб для виготовлення внутрішньої панелі дверей транспортного засобу в зборі згідно з даним винаходом містить етапи надання переднього і заднього плоских U-подібних сталевих листів з першого сталевого матеріалу таким чином, що кожний з переднього і заднього Uподібних сталевих листів містить поперечну частину і пару рознесених частин лапок, що проходить із поперечної частини, надання верхнього і нижнього плоских сталевих листів з другого сталевого матеріалу, нерознімного з'єднання кожної з частин лапок кожного з Uподібних сталевих листів з відповідним з верхнього і нижнього сталевих листів таким чином, що вони формують плоску заготовку дверної периметрової рами, і штампування заготовки дверної периметрової рами в периметрову рамну частину внутрішньої панелі. Перший сталевий матеріал переднього і заднього плоских U-подібних сталевих листів відрізняється від другого сталевого матеріалу верхнього і нижнього плоских сталевих листів. Крім того, рамна частина містить розташовані навпроти один одного передній і задній U-подібні бічні елементи рами, нерознімним чином приєднані один до одного за допомогою верхнього і нижнього проміжних 1 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 55 60 елементів рами таким чином, що вони формують безперервний периметр. Бічні елементи рами виготовляються з першого сталевого матеріалу, а проміжні елементи рами виготовляються з другого сталевого матеріалу, який має вищу міцність і товщину, щоб підвищувати стійкість до бічного зіткнення. Короткий опис креслень Прикладені креслення складають частину докладного опису. Креслення, нарівні із загальним описом, наведеним вище, і докладним описом зразкових варіантів здійснення і способів, наведеним нижче, служать для того, щоб пояснювати принципи винаходу. На таких кресленнях: Фіг. 1 є виглядом збоку правих передніх дверей транспортного засобу в зборі згідно зі зразковим варіантом здійснення даного винаходу; Фіг. 2A є виглядом в перспективі в частковому перерізі правих передніх дверей транспортного засобу в зборі згідно зі зразковим варіантом здійснення даного винаходу; Фіг. 2B є виглядом в перспективі в частковому перерізі правих передніх дверей транспортного засобу в зборі згідно з альтернативним варіантом здійснення даного винаходу; Фіг. 3 є виглядом в перерізі правих передніх дверей транспортного засобу в зборі згідно зі зразковим варіантом здійснення даного винаходу; Фіг. 4 є покомпонентним складальним кресленням в перспективі правих передніх дверей транспортного засобу в зборі згідно зі зразковим варіантом здійснення даного винаходу; Фіг. 5 є покомпонентним складальним кресленням в перспективі конструктивних елементів правих передніх дверей транспортного засобу в зборі згідно зі зразковим варіантом здійснення даного винаходу; Фіг. 6 є виглядом в перспективі внутрішньої панелі правих передніх дверей транспортного засобу в зборі згідно зі зразковим варіантом здійснення даного винаходу; Фіг. 7 є виглядом збоку внутрішньої панелі за фіг. 6; Фіг. 8 є виглядом зверху внутрішньої панелі за фіг. 6; Фіг. 9A є виглядом збоку багатофрагментної лазерно-зварної заготовки для штампування рамної частини внутрішньої панелі згідно зі зразковим варіантом здійснення даного винаходу; Фіг. 9B є виглядом збоку рамної частини внутрішньої панелі згідно зі зразковим варіантом здійснення даного винаходу, штампованої з багатофрагментної лазерно-зварної заготовки, показаної на фіг. 9A; Фіг. 10 є виглядом збоку внутрішньої панелі згідно зі зразковим варіантом здійснення даного винаходу, що показує лінії поперечного перерізу; Фіг. 11 є виглядом в поперечному перерізі внутрішньої панелі за фіг. 6 вздовж лінії 1-1, показаної на фіг. 10; Фіг. 12 є виглядом в поперечному перерізі внутрішньої панелі за фіг. 6 вздовж лінії 2-2, показаної на фіг. 10; Фіг. 13 є виглядом в поперечному перерізі внутрішньої панелі за фіг. 6 вздовж лінії 3-3, показаної на фіг. 10; Фіг. 14 є виглядом в поперечному перерізі внутрішньої панелі за фіг. 6 вздовж лінії 4-4, показаної на фіг. 10; Фіг. 15 є виглядом в поперечному перерізі внутрішньої панелі за фіг. 6 вздовж лінії 5-5, показаної на фіг. 10; Фіг. 16 є виглядом в поперечному перерізі внутрішньої панелі за фіг. 6 вздовж лінії 6-6, показаної на фіг. 10; Фіг. 17 є виглядом в поперечному перерізі внутрішньої панелі за фіг. 6 вздовж лінії 7-7,показаної на фіг. 10; і Фіг. 18 є виглядом в поперечному перерізі внутрішньої панелі за фіг. 6 вздовж лінії 8-8, показаної на фіг. 10. Докладний опис зразкових варіантів здійснення і зразкових способів Далі наводиться докладне посилання на зразкові варіанти здійснення і способи винаходу, як проілюстровано на прикладених кресленнях, при цьому аналогічні посилання з номерами позначають аналогічні або відповідні частини на всіх кресленнях. Проте, потрібно зазначити, що винахід в ширших аспектах не обмежується конкретними подробицями, характерними пристроями і способами й ілюстративними прикладами, показаними і описаними в зв'язку зі зразковими варіантами здійснення і способами. Цей опис зразкових варіантів здійснення потрібно вивчати в зв'язку з прикладеними кресленнями, які повинні вважатися частиною усього письмового опису. У описі відносні терміни, такі, як "горизонтальний", "вертикальний", "передній", "задній", "верхній" і "нижній", "найбільш верхній" і "найнижчий", як і їх похідні (наприклад, "горизонтально", "вниз", "вгору" і т. д.), повинні розглядатися як такі, що означають орієнтацію, як описано далі або як показано на 2 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 55 60 даному кресленні, і орієнтацію відносно кузова транспортного засобу. Ці відносні терміни служать для зручності опису і звичайно не мають намір вимагати конкретної орієнтації. Терміни відносно приєднань, зв'язків і т. п., такі, як "з’єднаний", "з’єднаний між собою", означають взаємозв'язок, в якій конструкції прикріплюються або приєднуються одна до одної прямо або непрямо через проміжні конструкції, а так само жваві або жорсткі кріплення або взаємозв'язки, якщо зрозуміло не описане інше. Термін "функціонально з’єднаний" є таким приєднанням, зв'язком або з'єднанням, яке дозволяє відповідним конструкціям працювати наміченим чином внаслідок цього взаємозв'язку. Додатково, слово "a" при використанні в формулі винаходу означає "щонайменше один". Фіг. 1, 2A, 3, 4 і 5 ілюструють праві передні двері 10 в зборі автомобіля (зокрема, автомобіля середнього розміру) згідно зі зразковим варіантом здійснення даного винаходу. Двері 10 в зборі містять внутрішню панель 12, зовнішню панель 14, яка приєднана і підтримується за допомогою фланців внутрішньої панелі 12, модульну виступаючу частину 16, що використовується для того, щоб приймати попередньо зібраний модульний дверний блок, який приєднаний і підтримується за допомогою внутрішньої поверхні (тобто повернутий до пасажирського салону автомобіля) внутрішньої панелі 12, внутрішній елемент 15 (або балку) лінії скління (показаний на фіг. 4 і 5), розташований між внутрішньою панеллю 12 і модульною виступаючою частиною 16, зміцнювальний елемент 18 петлі дверей, прикріплений до переднього краю 12F внутрішньої панелі 12, віконну раму 20 для віконного скла 21, яка входить і виходить із порожнини 11 з можливістю засунення, сформовану в дверях 10 в зборі між внутрішньою панеллю 12 і модульною виступаючою частиною 16 (як показано на фіг. 3), і напрямну 26 переднього вікна. Внутрішня панель 12, згідно зі зразковим варіантом здійснення даного винаходу, детально показаним на фіг. 4-8, являє собою трифрагментний штампований складальний вузол, що включає в себе практично прямокутну периметрову рамну частину 28, яка має безперервний периметр, одну проміжну прямовисну (вертикальну) балку 38 (конструктивний елемент) і одну прямо-поперечну (або кутову) балку 40 (конструктивний елемент), які нерознімним чином прикріплюються до периметрової рамної частини 28, щоб надавати жорсткість внутрішній панелі 12, надавати захист від бічного зіткнення і підтримувати тонку зовнішню панель 14, щоб підвищувати її жорсткість і характеристики продавлюваності центра металевого листа. Кожна з проміжної вертикальної балки 38 і кутової балки 40 має відкритий коритоподібний профіль і формується окремо від периметрової рамної частини 28. Периметрова рамна частина 28, проміжна вертикальна балка 38 і кутова балка 40 потім нерознімним чином скріплюються між собою, наприклад, за допомогою зварювання, а переважно, за допомогою лазерного зварювання, щоб формувати внутрішню панель 12. Периметрова рамна частина 28 внутрішньої панелі 12 нерознімним чином формується за допомогою верхньої і нижньої горизонтальних балок 30 і 32 відповідно, з’єднаних між собою за допомогою передньої і задньої вертикальних балок 34 і 36 відповідно. Як детально проілюстровано на фіг. 6 і 7, проміжна вертикальна балка 38 проходить практично вертикально між верхньою і нижньою горизонтальними балками 30 і 32 приблизно через середину рамної частини 28 внутрішньої панелі 12, в той час як прямо-поперечна балка 40 розташовується під кутом таким чином, що вона проходить між верхньою горизонтальною балкою 30 і передньою вертикальною балкою 34. Кутова балка 40 виступає як ребро жорсткості між передньою вертикальною балкою 34 (і зміцнювальним елементом 18 петлі дверей) і верхньою горизонтальною балкою 30 нижче віконної рами 20. Вона зміцнює двері 10 в зборі так, щоб підвищувати жорсткість. Альтернативно, внутрішня панель 12 може включати в себе тільки одну проміжну вертикальну балку 38, але не кутову балку 40. Прямовисна вертикальна балка 38 разом з внутрішньою панеллю 12 і кутовою балкою 40 надають ефективний засіб забезпечення стійкості до проникнень в результаті бічного зіткнення. Таким чином, згідно зі зразковим варіантом здійснення даного винаходу, внутрішня панель 12 дверей 10 в зборі не має традиційної горизонтальної балки для захисту від продавлювання (або балки для захисту при бічному зіткненні), що проходить практично горизонтально між передньою і задньою вертикальними балками 34 і 36 (конструктивними елементами). Балки лінії скління (тобто верхня горизонтальна балка 30 і внутрішня балка 15 лінії скління) надають жорсткість. Внутрішня панель 12 дверей 10 в зборі виготовляється з прогресивних сталей підвищеної міцності (AHSS). Нижче описується спосіб виготовлення внутрішньої панелі 12 дверей 10 в зборі згідно зі зразковим варіантом здійснення даного винаходу. По-перше, як найкраще показано на фіг. 9A, одна практично прямокутна плоска заготовка 50 дверної периметрової рами, що має безперервний периметр, нерознімним чином формується з чотирьох фрагментів сталевого листа, щоб виготовляти багатофрагментову рамну частину 28 внутрішньої панелі 12. Фрагменти сталевого листа включають в себе два розташовані один навпроти одного листи з 3 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 55 60 переднього і заднього плоских U-подібних сталевих листів 52F і 52R, відповідно, першого матеріалу прогресивних сталей підвищеної міцності і два розташовані один навпроти одного практично прямокутних верхнього і нижнього плоских сталевих листів 54 T і 54B, відповідно, другого матеріалу прогресивних сталей підвищеної міцності, який відрізняється від першого сталевого матеріалу і має вищу міцність і товщину, щоб підвищувати стійкість до бічного зіткнення. Потім, єдина лазерно-зварна заготовка 50 штампується в периметрову рамну частину 28 внутрішньої панелі 12 за допомогою або гарячого штампування, або холодного штампування. Згідно зі зразковим варіантом здійснення даного винаходу, у випадку холодного штампування заготовки 50 периметрової рами, перший сталевий матеріал являє собою сталь сорту DP 780, що має товщину (або ущільнення) в 0,60 мм, в той час як другий сталевий матеріал являє собою мартенситну сталь сорту MS1300, що має товщину 1,00 мм. Потрібно розуміти, що сталевий матеріал відрізняється за допомогою сорту (внаслідок цього, міцність) і товщини (або ущільнення). Наприклад, сорт сталі TRIP може бути використаний замість високоміцної сталі сорту DP 780, якщо існує потреба в підвищеній формованості заготовки 50 периметрової рами. Крім того, конкретні сорти першого і другого сталевих матеріалів, що використовуються у випадку гарячого штампування заготовки 50 периметрової рами, відрізняються від сортів, які використовуються при холодному штампуванні. Проте, в будьякому випадку, другий сталевий матеріал відрізняється від першого сталевого матеріалу і має вищу міцність і товщину. Кожний з переднього і заднього U-подібних сталевих листів 52F, 52R містить поперечну частину 52FC, 52RC і пару рознесених частин 52F1 і 52F2, 52R1 і 52R2 лапок, що проходять із поперечної частини 52FC, 52RC. Щоб формувати сталеву заготовку 50, передній і задній плоскі Uподібні сталеві листи 52F і 52R орієнтуються таким чином, що частини 52 F1, 52F2 і 52R1, 52R2 лапок вирівняні і повернуті одна до одної. Потім, верхній і нижній сталеві листи 54 T і 54B розміщуються між частинами 52F1 і 52F2, 52R1 і 52R2 лапок U-подібних сталевих листів 52F, 52R так, що вони вирівняні з ними. Потім, кожна з частин 52F1 і 52F2, 52R1 і 52R2 лапок кожного з Uподібних сталевих листів 52F, 52R нерознімним чином з’єднується (тобто скріплюється) на вільному краї з відповідними верхнім і нижнім сталевими листами 54 T і 54B за допомогою будьякого відповідного засобу, відомого в даній галузі техніки, таким чином, що вони формують сталеву заготовку 50. Згідно зі зразковим варіантом здійснення даного винаходу, U-подібні сталеві листи 52F, 52R зварюються шовним роликовим зварюванням з верхнім і нижнім сталевими листами 54T і 54B, наприклад, за допомогою лазерного зварювання, за рахунок цього формуючи одну лазерно-зварну заготовку 50. Як результат, одна заготовка 50 містить різні сталеві матеріали, тобто різні сорти і/або товщина прогресивних сталей підвищеної міцності. Зокрема, частини 52F1 і 52R1 лапок переднього і заднього плоских U-подібних сталевих листів 52F і 52R, відповідно, зварюються шовним роликовим зварюванням з далекими краями верхнього сталевого листа 54T через лазерно-зварні з'єднання 531 і 533, в той час як частини 52F2 і 52R2 лапок переднього і заднього плоских U-подібних сталевих листів 52F і 52R, відповідно, зварюються шовним роликовим зварюванням з далекими краями нижнього сталевого листа 54B через лазерно-зварні з'єднання 532 і 534. Потім, одна лазерно-зварна заготовка 50 штампується в периметрову рамну частину 28 внутрішньої панелі 12 за допомогою або гарячого штампування, або холодного штампування. У випадку гарячого штампування плоска сталева заготовка 50 спочатку нагрівається, потім вміщується в формоутворювальний інструмент, щоб надавати необхідну форму рамній частині 28, після чого гарячештампована рамна частина 28 залишається в інструменті, в якому вона швидко охолоджується, щоб підвищувати міцність. Штампована рамна частина 28 внутрішньої панелі 12, детально проілюстрована на фіг. 9B, включає в себе передній і задній розташовані один навпроти одного U-подібні бічні елементи 281 і 282 рами (штамповані з переднього і заднього плоских U-подібних сталевих листів 52F і 52R), нерознімним чином скріплені між собою за допомогою верхнього і нижнього проміжних елементів 283 і 284 рами (штампованих з верхнього і нижнього сталевих листів 54 T і 54B), рознесених один від одного таким чином, що вони формують безперервний периметр. Крім того, згідно зі зразковим варіантом здійснення даного винаходу, частини лапок переднього і заднього бічних елементів 281 і 282 рами зварюються шовним роликовим зварюванням з далекими краями верхнього і нижнього проміжних елементів 283 і 284 рами через лазерно-зварні з'єднання 531, 532, 533 і 534. Таким чином, рамна частина 28 внутрішньої панелі 12 нерознімним чином формується за допомогою переднього і заднього U-подібних бічних елементів 281 і 282 рами, з’єднаних між собою за допомогою верхнього і нижнього проміжних елементів 28 3 і 284 рами. 4 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 55 60 Крім того, як відмічено вище, у випадку холодного штампування заготовки 50 периметрової рами, бічні елементи 281 і 282 рами рамної частини 28 виготовляються зі сталі сорту DP 780, що має товщину в 0,60 мм, в той час як верхній і нижній проміжні елементи 28 3 і 284 рами виготовляються з мартенситної сталі сорту MS1300, що має товщину в 1,00 мм. Таким чином, сталевий матеріал бічних елементів 281 і 282 рами відрізняється від сталевих матеріалів верхнього і нижнього проміжних елементів 283 і 284 рами (тобто має інший сорт і/або товщину). Потім, кожна з проміжної вертикальної балки 38 і кутової балки 40 піддається гарячому або холодному штампуванню окремо від рамної частини 28 і одна від одної. Іншими словами, кожна з проміжної вертикальної балки 38 і кутової балки 40 згідно зі зразковим варіантом здійснення даного винаходу являє собою однофрагментний гарячий- або холодноштампований елемент. Проміжна вертикальна балка 38 штампується з плоского, дуже тонкого листа високоміцної сталевої заготовки з третього сталевого матеріалу, такого, як USIBOR® 1500P, що має товщину в 0,60 мм, який відрізняється від першого сталевого матеріалу бічних елементів 28 1 і 282 рами і другого сталевого матеріалу проміжних елементів 283 і 284 рами. Аналогічно, кутова балка 40 штампується з плоского, дуже тонкого листа високоміцної сталевої заготовки з третього сталевого матеріалу, такого, як USIBOR® 1500P, що має товщину в 0,60 мм, який відрізняється від першого сталевого матеріалу бічних елементів 281 і 282 рами і другого сталевого матеріалу проміжних елементів 283 і 284 рами. У даний час, мінімальна товщина гарячештампованих сталевих частин становить приблизно 0,90 мм. USIBOR® 1500P являє собою зміцнену боровмісну леговану сталь, покриту Al-Siпокриттям компанії ArcelorMittal, що часто використовується, коли потрібна висока міцність. Алюмінієво-кремнієві покриття захищають сталь від окиснення під час нагрівання і надають захист від корозії для компонента. У випадку процесу гарячого штампування, виготовлення здійснюється в лінії гартувальних пресів, в якій нагріта (900°C) сталева заготовка формується, а потім швидко охолоджується (загартовується) до кімнатної температури за допомогою формоутворювального інструмента з водяним охолоджуванням. Результат являє собою загартовану частину з межею текучості приблизно 1100 МПа і межею міцності приблизно 1500 МПа. На завершення, рамна частина 28, проміжна вертикальна балка 38 і кутова балка 40 нерознімним чином об'єднуються після штампування (наприклад, зварюються, а переважно, зварюються лазером), щоб формувати багатошарову внутрішню панель 12, як показано на фіг. 6-8. Як найкраще показано на фіг. 6 і 7, проміжна вертикальна балка 38 проходить практично вертикально між верхньою і нижньою горизонтальними балками 30 і 32 приблизно через середину периметрової рамної частини 28 внутрішньої панелі 12 таким чином, що далекі краї проміжної вертикальної балки 38 нерознімним чином приєднані до верхніх і нижніх проміжних елементів 283 і 284 рами периметрової рамної частини 28. Таким чином, проміжна вертикальна балка 38 проходить між товстішими секціями рамної частини 28. У свою чергу, кутова балка 40 проходить між верхньою горизонтальною балкою 30 і передньою вертикальною балкою 34 таким чином, що далекі краї кутової балки 40 нерознімним чином приєднані до верхнього проміжного елемента 283 рами і переднього бічного елемента 281 рами рамної частини 28. Як відмічено вище, кожна з проміжної вертикальної балки 38 і кутової балки 40 піддається гарячому або холодному штампуванню окремо від рамної частини 28 і одна від одної. Альтернативно, внутрішня панель 12 може бути виготовлена у формі однофрагментного гаряче- або холодноштампованого елемента. Як детальніше проілюстровано на фіг. 6 і 7, проміжна вертикальна балка 38 і кутова балка 40 задають три вікна 42, 44 і 46 у внутрішній панелі 12. Вікна 42, 44 і 46 формуються в межах прямокутної рамної частини 28 (заданої за допомогою горизонтальних балок 30, 32 і вертикальних балок 34, 36) за допомогою проміжної вертикальної балки 38 і кутової балки 40. Зокрема, перше вікно 42 задається між верхньою і нижньою горизонтальними балками 30 і 32, задньою вертикальною балкою 36 і проміжною вертикальною балкою 38. Друге вікно 44 задається між кутовою балкою 40, передньою вертикальною балкою 34, нижньою горизонтальною балкою 32 і проміжною вертикальною балкою 38. Третє вікно 46 задається між верхньою горизонтальною балкою 30, кутовою балкою 40 і передньою вертикальною балкою 34. Альтернативно, кутова балка 40 і вікно 46 не повинні обов'язково надаватися. Згідно зі зразковим варіантом здійснення даного винаходу, як показано на фіг. 10 і 12-16, кожна з нижньої горизонтальної балки 32, передньої вертикальної балки 34 і задньої вертикальної балки 36 рамної частини 28 має відкритий коритоподібний профіль з опуклою частиною 33C, 35C і 37C, відповідно, і парою рознесених фланців 33F, 35F і 37F, відповідно, що проходять з опуклої частини в напрямку від внутрішньої частини (тобто пасажирського салону) 5 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 55 транспортного засобу і до зовнішньої панелі 14 дверей 10 в зборі. Крім того, кожний з фланців 33F, 35F і 37F містить кромку 33L, 35L і 37L, відповідно, яка проходить з далекого краю. Кожна з кромок 33L, 35L і 37L має таку форму і розмір, що вона перерізає (зачіплює) внутрішню поверхню зовнішньої панелі 14. Як додатково проілюстровано на фіг. 6-8, 10 і 18, верхня горизонтальна балка 30 включає в себе основну частину 31M і фланець 31F, що проходить з основної частини 31M в напрямку від внутрішньої частини (тобто пасажирського салону) транспортного засобу і до зовнішньої панелі 14 дверей 10 в зборі. Фланець 31F містить кромку 31L, що проходить з далекого краю. Кожна з кромок 31L має таку форму, що вона перерізає (зачіплює) внутрішню поверхню зовнішньої панелі 14. Основна частина 31M розташовується практично вертикально в напрямку опуклих частин 33C, 35C і 37C нижньої горизонтальної балки 32, передньої вертикальної балки 34 і задньої вертикальної балки 36 рамної частини 28. Додатково, згідно зі зразковим варіантом здійснення даного винаходу, як показано на фіг. 10, 11 і 17, як проміжна вертикальна балка 38, так і кутова балка 40 мають відкритий коритоподібний профіль, що має опуклу частину 39C і 41C, відповідно, і пару рознесених фланців 39F і 41F, відповідно, що проходять з опуклої частини 39C, 41C в напрямку від внутрішньої частини (тобто пасажирського салону) транспортного засобу і до зовнішньої панелі 14 дверей 10 в зборі. Крім того, кожний з фланців 39 F і 41F містить кромку 39L і 41L, відповідно, що проходить з далекого краю. Кожна з кромок 39L і 41L має таку форму, що вона перерізає (зачіплює) внутрішню поверхню зовнішньої панелі 14. Передній край 12F внутрішньої панелі 12 являє собою крайову частину внутрішньої панелі 12, на яку двері 10 в зборі шарнірно підвішуються до переднього дверного стояка (переднього стояка) кузова автомобіля за допомогою щонайменше одного шарнірного елемента через зміцнювальний елемент 18 петлі дверей. Переважно, внутрішня панель 12 шарнірно підвішується до переднього дверного стояка (переднього стояка) кузова транспортного засобу за допомогою двох шарнірів і має інтегрований зміцнювальний елемент 18 петлі дверей, приварений до переднього краю 12F внутрішньої панелі 12. Задній край 12R внутрішньої панелі 12 являє собою крайову частину внутрішньої панелі 12, в якій надається замок дверей 10 в зборі таким чином, що він взаємодіє із середнім стояком (центральним стояком) кузова автомобіля. Як відмічено вище, зміцнювальний елемент 18 петлі дверей прикріплюється до переднього краю 12F внутрішньої панелі 12. Згідно зі зразковим варіантом здійснення даного винаходу, навісний зміцнювальний елемент 18 петлі дверей формується з лазерно-зварної заготовки з трьох окремих фрагментів високоміцного сталевого листа, як показано на фіг. 5, нерознімним чином скріплених між собою, як показано на фіг. 4: первинний фрагмент 18 1, виготовлений з двофазної сталі, наприклад, DP 600, що має товщину в 0,60 мм, і два вертикально рознесені повторні фрагменти 182, виготовлені з двофазної сталі, наприклад, DP 980, що має товщину в 1,50 мм. Кожний з повторних фрагментів 182 зміцнювального елемента 18 петлі дверей може містити дві шайби 183, виготовлені з двофазної сталі, наприклад, DP 600, що має товщину в 3,50 мм. Альтернативно, зміцнювальний елемент 18 петлі дверей може бути виготовлений з інших сортів і товщини сталі. Іншими словами, зміцнювальний елемент 18 петлі дверей формується з лазерно-зварної заготовки, що включає в себе первинний сталевий фрагмент 181 і два повторні сталеві фрагменти 18 2, зварені шовним роликовим зварюванням в одну лазерно-зварну заготовку, яка потім штампується в готову частину (зміцнювальний елемент 18 петлі дверей), що включає в себе різні сорти (або типи) і товщину сталі. Зовнішня панель 14 згідно зі зразковим варіантом здійснення даного винаходу склеюється з кромками 31L, 33L, 35L, 37L, 39L і 41L фланців 31F, 33F, 35F, 37F, 39F і 41F, відповідно, внутрішньої панелі 12, приховуючи коритоподібні секції нижньої горизонтальної балки 32, передньої вертикальної балки 34 і задньої вертикальної балки 36 рамної частини 28 і проміжні вертикальні і кутові балки 38 і 40, і формуючи ще міцнішу і жорсткішу внутрішню конструкцію. Як найкраще показано, на фіг. 4 і 5, смуги 17 відповідного клейкого матеріалу наносяться між кромками 31 L, 33L, 35L, 37L, 39L і 41L внутрішньої панелі 12 і зовнішньої панелі 14. Це дозволяє зовнішній панелі 14 стабілізувати фланці 31F, 33F, 35F, 37F, 39F і 41F внутрішньої панелі 12 під час подій бічного зіткнення, за рахунок цього підвищуючи стійкість дверей 10 в зборі до бічного зіткнення. У зразковому варіанті здійснення даного винаходу, показаному на фіг. 5, смуги 17 клейкого матеріалу наносяться на внутрішню поверхню зовнішньої панелі 14 так, що вони повернуті до кромок 31L, 33L, 35L, 37L, 39L і 41L внутрішньої панелі 12. Альтернативно, смуги 17 клейкого матеріалу наносяться безпосередньо на кромки 31L, 33L, 35L, 37L, 39L і 41L внутрішньої панелі 12. Переважно, клейкий матеріал, що використовується для того, щоб склеювати зовнішню панель 14 з внутрішньою панеллю 12, являє собою конструкційний клей, що має достатню 6 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 55 60 міцність склеювання для того, щоб склеювати внутрішні і зовнішні панелі 12 і 14, без викликання ефекту "прочитування" за межами зовнішньої панелі 14. Згідно зі зразковим варіантом здійснення даного винаходу, зовнішня панель 14 формується зі сталевого листа, наприклад, атмосферостійкої двофазної сталі FF280DP ArcelorMittal, що має товщину приблизно в 0,55 мм. Зовнішня панель 14 з легкої і тонкої високоміцної сталі зменшує вагу дверей транспортного засобу відносно традиційних менш міцних конструкцій з більшою товщиною без порушення стійкості до втиснення. Легка зовнішня панель 14, виготовлена з високоміцної сталі сорту FF280DP в 0,55 мм, підтримує необхідну стійкість до втиснення при мінімальній масі. Зовнішня панель 14, конструктивно пов'язана з внутрішньою панеллю 12, дозволяє зовнішній панелі 14 працювати синергетично з внутрішньою панеллю 12, щоб задовольняти вимоги до робочих характеристик. Модульна виступаюча частина 16 згідно зі зразковим варіантом здійснення даного винаходу формується з двофазної сталі, наприклад, сорту DP500, що має товщину приблизно в 0,50 мм, або інших придатних сортів і товщини сталі. Внутрішня балка 15 лінії скління кріпиться між верхньою горизонтальною балкою 30 внутрішньої панелі 12 і модульною виступаючою частиною 16 і формується з горячештампованої високоміцної сталі, такої як USIBOR® 1500P, що має товщину приблизно в 0,50 мм, або інших придатних сортів і товщини сталі. Внутрішній кронштейн 19 лінії скління виготовляється з сорту сталі DP500, що має товщину в 0,55 мм, в зразковому варіанті здійснення даного винаходу. Як додатково проілюстровано на фіг. 4 і 5, віконна рама 20 містить елемент 22 зовнішньої віконної рами і елемент 24 внутрішньої віконної рами, повернутий до пасажирського салону транспортного засобу. Елементи 22, 24 зовнішньої і внутрішньої віконної рами приварюються один до одного і до внутрішньої панелі 12, переважно за допомогою лазерного або точкового зварювання. Елементи 22 і 24 зовнішньої і внутрішньої віконної рами можуть формуватися за допомогою холодного або гарячого штампування з нерознімних багатофрагментних лазернозварних заготовок, при цьому лазерно-зварні з'єднання розташовуються в шаховому порядку між елементами 22, 24 зовнішньої і внутрішньої віконної рами для віконної рами 20. Альтернативно, елементи 22 і 24 зовнішньої і внутрішньої віконної рами можуть бути профільовані роликами. Елемент 22 зовнішньої віконної рами згідно зі зразковим варіантом здійснення даного винаходу, детально показаним на фіг. 4 і 5, виготовляється з трьох окремих фрагментів 221, 222 і 223, які нерознімним чином скріплюються між собою, наприклад, за допомогою лазерного зварювання через лазерно-зварні з'єднання 231 і 232. Елемент 22 зовнішньої віконної рами виготовляється за допомогою, по-перше, надання першого, другого і третього плоских листів, виготовлених з першого, другого і третього зовнішніх віконних сталевих матеріалів, відповідно, які відрізняються один від одного. Потім, перший, другий і третій плоскі листи нерознімним чином приєднані один до одного таким чином, що вони формують одну зовнішню віконну заготовку. Потім, зовнішня віконна заготовка штампується в один елемент 22 зовнішньої віконної рами. Згідно зі зразковим варіантом здійснення даного винаходу, перший фрагмент 22 1 елемента 22 зовнішньої віконної рами виготовляється зі сталі сорту BH210 з товщиною в 0,50 мм (першого зовнішнього віконного сталевого матеріалу), другий фрагмент 222 виготовляється зі сталі сорту DP500, що має товщину в 0,55 мм (другого зовнішнього віконного сталевого матеріалу), в той час як третій фрагмент 22 3 (частина для бічного дзеркала заднього виду) виготовляється зі сталі сорту USIBOR® 1500P, що має товщину в 0,50 мм (третього зовнішнього віконного сталевого матеріалу). Альтернативно, можуть використовуватися інші придатні сорти і товщини сталі. Елемент 24 внутрішньої віконної рами згідно зі зразковим варіантом здійснення даного винаходу, детально показаним на фіг. 4 і 5, виготовляється з двох окремих фрагментів 24 1 і 242, які нерознімним чином скріплюються між собою, наприклад, за допомогою лазерного зварювання через лазерно-зварне з'єднання 25. Елемент 24 внутрішньої віконної рами виготовляється за допомогою, по-перше, надання першого і другого плоских листів, виготовлених з першого і другого внутрішніх віконних сталевих матеріалів, відповідно. Потім, перший і другий плоскі листи нерознімним чином приєднані один до одного таким чином, що вони формують одну внутрішню віконну заготовку. Потім, внутрішня віконна заготовка штампується в один елемент внутрішньої віконної рами. Перший і другий внутрішні віконні сталеві матеріали відрізняються один від одного. Згідно зі зразковим варіантом здійснення даного винаходу, перший фрагмент 241 елемента 22 зовнішньої віконної рами виготовляється зі сталі сорту DP500, що має товщину в 0,58 мм (першого внутрішнього віконного сталевого матеріалу), в той час як другий фрагмент 24 2 (що включає в себе частину для бічного дзеркала заднього виду) виготовляється з двофазної сталі 7 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 DP 600, що має товщину в 0,76 мм (другого внутрішнього віконного сталевого матеріалу). Альтернативно, можуть використовуватися інші придатні сорти і товщини сталі. Напрямна 26 переднього вікна, звичайно накладний компонент, який використовується тільки для закладення в склі, використовується в даному проекті як конструктивний елемент, що надає жорсткість для місця для кріплення бічного дзеркала заднього виду, а також жорсткість для верхньої конструкції віконної рами. Крім того, напрямна 26 переднього вікна надає жорсткість зоні для бічного дзеркала заднього виду віконної рами 20. Згідно зі зразковим варіантом здійснення даного винаходу напрямна 26 переднього вікна виготовляється зі спеціальної розкисленої сталі для глибокого витягнення (DQSK), яка має товщину в 0,80 мм (або інших придатних сортів і товщин сталі). Кронштейн 27 напрямної вікна виготовляється зі сталі сорту DP780, що має товщину в 0,50 мм в зразковому варіанті здійснення даного винаходу. Як проілюстровано на фіг. 2A і 6-8, задня вертикальна балка 36 внутрішньої панелі 12 містить секцію 29 глибокого витягнення в контакті з елементом 24 внутрішньої віконної рами. Альтернативно, як проілюстровано на фіг. 2B, секція 29' глибокого витягнення може бути інтегрована (тобто сформована як один фрагмент) в елемент 24 внутрішньої віконної рами віконної рами 20 для кращої технологічності й можливо кращих конструктивних робочих характеристик. Даний винахід надає нові легкі сталеві двері в зборі для транспортного засобу за допомогою створення оптимізованих шляхів передачі навантаження і планування кожного компонента в дверях в зборі з можливістю здійснювати декілька функцій зміцнення і надання жорсткості. Двері в зборі згідно з даним винаходом надають зниження ваги в рішенні зі сталі, яке наближається по вазі до рішення з алюмінію при одночасній підтримці необхідної міцності і жорсткості, при повних витратах на виготовлення, які істотно нижчі витрат для рішень з алюмінію. Даний винахід використовує оптимізацію шляху передачі навантаження, щоб розробляти ефективну конструкцію (тобто розміщує конструктивні елементи вздовж важливих шляхів передачі навантаження). Це максимізує ефективність і об'єднує всі компоненти дверей в зборі з можливістю для кожного з них виконувати декілька функцій, при досягненні конструктивно цільових робочих характеристик з конструктивної міцності, жорсткості дверей і із захисту від бічного зіткнення пасажирського салону. Даний винахід додатково використовує нові варіанти застосування матеріалів, гарячого і/або холодного штампування і лазерного зварювання. Двері в зборі даного винаходу включають в себе внутрішню панель, яка містить рамну частину, гаряче- або холодноштамповану з багатофрагментної лазерно-зварної заготовки, і окремо гаряче- або холодноштамповані проміжні вертикальні і кутові балки, нерознімним чином з’єднані з рамною частиною. Конструкція на основі гарячого штампування також надає міцність і жорсткість в зоні скління, виключаючи необхідність додаткових зміцнень в цій зоні. Унікальна архітектура дверей зі зміцнювальною внутрішньою панеллю, яка розташована за межами віконного скла і підтримується за допомогою зовнішньої панелі, надає підвищену жорсткість і кращу поведінку відносно бічного зіткнення. Вищенаведений опис зразкових варіантів здійснення даного винаходу представлений з метою ілюстрації відповідно до положень патентного законодавства. Він не має намір бути вичерпним або обмежувати винахід точними розкритими формами. Очевидні модифікації або варіанти є можливими в світлі вищезгаданих ідей. Варіанти здійснення, розкриті вище, вибрані для того, щоб найкраще ілюструвати принципи даного винаходу і їх практичне застосування, щоб за рахунок цього надавати можливість фахівцям у даній галузі техніки оптимально використовувати винахід у різних варіантах здійснення і з різними модифікаціями, придатними для конкретного розглянутого використання за умови, що дотримуються одержувані принципи, описані в даному документі. Таким чином, зміни можуть вноситися у вищеописаний винахід без відступу від його суті і об'єму. Також мається на увазі, що об'єм даного винаходу визначається за допомогою прикладеної формули винаходу. ФОРМУЛА ВИНАХОДУ 55 1. Двері транспортного засобу в зборі, що містять: внутрішню панель, яка включає: практично прямокутну рамну частину, яка має безперервний периметр, нерознімним чином сформований за допомогою верхньої і нижньої горизонтальних балок, з'єднаних між собою за допомогою передньої і задньої вертикальних балок; одну проміжну вертикальну балку, яка проходить між верхньою і нижньою горизонтальними балками рамної частини; 8 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 55 60 одну кутову балку, нерознімним чином прикріплену до рамної частини і нахилену таким чином, що вона проходить між переднім U-подібним бічним елементом рами і верхнім проміжним елементом рами, і зовнішню панель, приєднану до згаданої внутрішньої панелі; при цьому рамна частина містить розташовані один навпроти одного передній і задній U-подібні бічні елементи рами, нерознімним чином приєднані один до одного за допомогою верхнього і нижнього проміжних елементів рами таким чином, що вони формують безперервний периметр; при цьому бічні елементи рами виготовлені з першого сталевого матеріалу, а проміжні елементи рами виготовлені з другого сталевого матеріалу; при цьому перший сталевий матеріал бічних елементів рами відрізняється від другого сталевого матеріалу проміжних елементів рами, причому проміжна вертикальна балка нерознімним чином приєднана до проміжних елементів рами рамної частини на їх дальніх краях; проміжна вертикальна балка виготовлена з третього сталевого матеріалу, який відрізняється від другого сталевого матеріалу проміжних елементів рами, при цьому кутова балка виготовлена з четвертого сталевого матеріалу, який відрізняється від другого сталевого матеріалу проміжних матеріалів рами. 2. Двері транспортного засобу в зборі за п. 1, в яких другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами. 3. Двері транспортного засобу в зборі за п. 1, в яких перший сталевий матеріал бічних елементів рами відрізняється від третього сталевого матеріалу проміжної вертикальної балки. 4. Двері транспортного засобу в зборі за п. 3, в яких другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами і товстіший третього сталевого матеріалу проміжної вертикальної балки. 5. Двері транспортного засобу в зборі за п. 3, в яких перший сталевий матеріал бічних елементів рами відрізняється від четвертого сталевого матеріалу кутової балки. 6. Двері транспортного засобу в зборі за п. 3, в яких третій сталевий матеріал проміжної вертикальної балки є ідентичним четвертому сталевому матеріалу кутової балки. 7. Двері транспортного засобу в зборі за п. 3, в яких другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами, товстіший третього сталевого матеріалу проміжної вертикальної балки і товстіший четвертого сталевого матеріалу кутової балки. 8. Двері транспортного засобу в зборі за п. 1, що додатково містять модульну виступаючу частину, приєднану до внутрішньої панелі так, що внутрішня панель розташовується між зовнішньою панеллю і модульною виступаючою частиною. 9. Двері транспортного засобу в зборі за п. 8, що додатково містять висувне віконне скло, розташоване між модульною виступаючою частиною і внутрішньою панеллю. 10. Двері транспортного засобу в зборі за п. 1, що додатково містять віконну раму, яка містить елемент зовнішньої віконної рами і елемент внутрішньої віконної рами, скріплені між собою і з внутрішньою панеллю. 11. Двері транспортного засобу в зборі за п. 10, в яких елемент зовнішньої віконної рами включає в себе перший, другий і третій окремі фрагменти, нерознімним чином скріплені між собою; при цьому другий зовнішній віконний фрагмент розташований між згаданим першим зовнішнім віконним сталевим матеріалом і згаданим третім зовнішнім віконним сталевим матеріалом; при цьому перший зовнішній віконний фрагмент виготовлений з першого зовнішнього віконного сталевого матеріалу, другий зовнішній віконний фрагмент виготовлений з другого зовнішнього віконного сталевого матеріалу, і третій зовнішній віконний фрагмент виготовлений з третього зовнішнього віконного сталевого матеріалу; і при цьому перший, другий і третій зовнішні віконні сталеві матеріали відрізняються один від одного. 12. Двері транспортного засобу в зборі за п. 11, в яких другий зовнішній віконний сталевий матеріал товстіший першого зовнішнього віконного сталевого матеріалу і третього зовнішнього віконного сталевого матеріалу. 13. Двері транспортного засобу в зборі за п. 11 або 12, в яких елемент внутрішньої віконної рами включає в себе перший і другий окремі фрагменти, нерознімним чином скріплені між собою; при цьому перший внутрішній віконний фрагмент виготовлений з першого внутрішнього віконного сталевого матеріалу, і другий внутрішній віконний фрагмент виготовлений з другого внутрішнього віконного сталевого матеріалу; і при цьому перший і другий внутрішні віконні сталеві матеріали відрізняються один від одного. 14. Двері транспортного засобу в зборі за п. 13, в яких другий внутрішній віконний сталевий матеріал товстіший першого внутрішнього віконного сталевого матеріалу. 9 UA 112663 C2 5 10 15 20 25 30 35 40 45 50 55 60 15. Спосіб виготовлення дверей транспортного засобу в зборі, які містять внутрішню панель в формі практично прямокутної рамної частини, яка має безперервний периметр, нерознімним чином сформований за допомогою верхньої і нижньої горизонтальних балок, з'єднаних між собою за допомогою передньої і задньої вертикальних балок, причому згаданий спосіб містить етапи, на яких: надають передній і задній плоскі U-подібні сталеві листи з першого сталевого матеріалу, при цьому кожний з лівого і правого U-подібних сталевих листів містить поперечну частину і пару рознесених частин лапок, що проходить із поперечної частини; надають верхній і нижній плоскі сталеві листи з другого сталевого матеріалу; нерознімним чином з'єднують кожну з частин лапок кожного з U-подібних сталевих листів з відповідним одним з верхнього і нижнього сталевих листів таким чином, що вони формують плоску заготовку дверної рами; і штампують заготовку дверної рами в рамну частину внутрішньої панелі; при цьому перший сталевий матеріал переднього і заднього плоских U-подібних сталевих листів відрізняється від другого сталевого матеріалу верхнього і нижнього плоских сталевих листів; при цьому рамна частина містить розташовані один навпроти одного передній і задній U-подібні бічні елементи рами, нерознімним чином приєднані один до одного за допомогою верхнього і нижнього проміжних елементів рами таким чином, що вони формують безперервний периметр; при цьому бічні елементи рами виготовлені з першого сталевого матеріалу, а проміжні елементи рами виготовлені з другого сталевого матеріалу. 16. Спосіб за п. 15, в якому другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами. 17. Спосіб за п. 15 або 16, що додатково містить етапи, на яких: надають плоский лист сталевої заготовки з третього сталевого матеріалу, який відрізняється від другого сталевого матеріалу проміжних елементів рами; штампують плоский лист сталевої заготовки в одну проміжну вертикальну балку; і нерознімним чином приєднують проміжну вертикальну балку до проміжних елементів рами рамної частини на дальніх краях. 18. Спосіб за п. 17, в якому перший сталевий матеріал бічних елементів рами відрізняється від третього сталевого матеріалу проміжної вертикальної балки. 19. Спосіб за п. 17, в якому другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами і товстіший третього сталевого матеріалу проміжної вертикальної балки. 20. Спосіб за п. 17, що додатково містить етапи, на яких: надають плоский лист сталевої заготовки з четвертого сталевого матеріалу, який відрізняється від другого сталевого матеріалу проміжних елементів рами; штампують плоский лист сталевої заготовки в одну кутову балку; і нерознімним чином приєднують кутову балку до переднього U-подібного бічного елемента рами і верхнього проміжного елемента рами на дальніх краях. 21. Спосіб за п. 20, в якому перший сталевий матеріал бічних елементів рами відрізняється від четвертого сталевого матеріалу кутової балки. 22. Спосіб за п. 20, в якому третій сталевий матеріал проміжної вертикальної балки є ідентичним четвертому сталевому матеріалу кутової балки. 23. Спосіб за п. 20, в якому другий сталевий матеріал проміжних елементів рами товстіший першого сталевого матеріалу бічних елементів рами, товстіший третього сталевого матеріалу проміжної вертикальної балки і товстіший четвертого сталевого матеріалу кутової балки. 24. Спосіб за п. 15, що додатково містить етапи, на яких: надають зовнішню дверну панель; і приєднують зовнішню дверну панель до внутрішньої панелі. 25. Спосіб за п. 24, що додатково містить етапи, на яких: надають модульну виступаючу частину; і приєднують модульну виступаючу частину до внутрішньої панелі так, що внутрішня панель розташовується між зовнішньою дверною панеллю і модульною виступаючою частиною. 26. Спосіб за п. 25, що додатково містить етапи, на яких: надають віконне скло; монтують з можливістю висунення згадане віконне скло між модульною виступаючою частиною і внутрішньою панеллю. 27. Спосіб за п. 15, який додатково містить етапи, на яких: формують один елемент зовнішньої віконної рами і один елемент внутрішньої віконної рами; 10 UA 112663 C2 5 10 15 20 скріплюють елемент зовнішньої віконної рами і елемент внутрішньої віконної рами між собою таким чином, що вони формують віконну раму; і приєднують віконну раму до внутрішньої панелі. 28. Спосіб за п. 27, в якому етап формування віконної рами містить етапи, на яких: надають перший, другий і третій плоскі листи, виготовлені з першого, другого і третього зовнішніх віконних сталевих матеріалів, відповідно; нерознімним чином приєднують перший, другий і третій плоскі листи один до одного таким чином, що вони формують одну зовнішню віконну заготовку; і штампують зовнішню віконну заготовку в один елемент зовнішньої віконної рами; при цьому перший, другий і третій зовнішні віконні сталеві матеріали відрізняються один від одного. 29. Спосіб за п. 28, в якому другий зовнішній віконний сталевий матеріал товстіший першого зовнішнього віконного сталевого матеріалу і третього зовнішнього віконного сталевого матеріалу. 30. Спосіб за п. 28 або 29, в якому етап формування віконної рами містить етапи, на яких: надають перший і другий плоскі листи, виготовлені з першого і другого внутрішніх віконних сталевих матеріалів, відповідно; нерознімним чином приєднують перший і другий плоскі листи один до одного таким чином, що вони формують одну внутрішню віконну заготовку; і штампують внутрішню віконну заготовку в один елемент внутрішньої віконної рами; при цьому перший і другий внутрішні віконні сталеві матеріали відрізняються один від одного. 31. Спосіб за п. 30, в якому другий внутрішній віконний сталевий матеріал товстіший першого внутрішнього віконного сталевого матеріалу. 11 UA 112663 C2 12 UA 112663 C2 13 UA 112663 C2 14 UA 112663 C2 15 UA 112663 C2 16 UA 112663 C2 17 UA 112663 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 18
ДивитисяДодаткова інформація
Назва патенту англійськоюLightweight stiil door for vehicle and method for manufacturing the same
Автори англійськоюSchurter, Paul, Lim, Timothy, Dolan, Paul, Sharifi, Hamed
Автори російськоюШуртер Пол, Лим Тимоти, Долан Пол, Шарифи Хамэд
МПК / Мітки
МПК: B60J 5/04
Мітки: легкі, двері, транспортного, засобу, спосіб, виготовлення, сталеві
Код посилання
<a href="https://ua.patents.su/20-112663-legki-stalevi-dveri-dlya-transportnogo-zasobu-i-sposib-dlya-kh-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Легкі сталеві двері для транспортного засобу і спосіб для їх виготовлення</a>
Двері транспортного засобу
Номер патенту: 1583
Опубліковано: 15.01.2003
Автори: Марко Віктор Володимирович, Кальченко Віктор Володимирович, Цуріков Віталій Анатолійович
МПК: B61D 19/00
Мітки: засобу, транспортного, двері
Формула / Реферат:
Двері транспортного засобу, які містять підвішену на напрямній, змонтовану у дверному прорізі стулку з ущільненням і ролики, закріплені на верхньому кінці стулки з можливістю взаємодії з напрямною, які відрізняється тим, що стулка виконана у вигляді трубчастого каркасу, до поверхні якого, з обох боків, прикріплені панелі з розміщеним між ними звукотеплоізоляційним матеріалом, причому торцеві ділянки стулок забезпечені накладками, а ролики...
Поворотні двері транспортного засобу

Номер патенту: 1598
Опубліковано: 15.01.2003
Автори: Марко Віктор Володимирович, Цуріков Віталій Анатолійович, Кальченко Віктор Володимирович
МПК: B61D 19/00
Мітки: двері, транспортного, поворотні, засобу
Формула / Реферат:
Поворотні двері транспортного засобу, які містять каркас, з'єднану з ним обшивку, замок і завісу кріплення дверей, які відрізняються тим, що каркас виконаний у вигляді трубчастого обрамлення, розміщеного по периметру дверей, причому обшивка установлена з його обох боків і розміщеним між ними звукотеплоізоляційним матеріалом, а торці дверей, по контуру, забезпечені накладками, жорстко прикріпленими до каркасу.
Двері транспортного засобу

Номер патенту: 66015
Опубліковано: 15.04.2004
Автори: Д'яченко Віктор Андрійович, Басов Геннадій Григорійович, Горбунов Андрій Павлович
МПК: B60J 5/00
Мітки: засобу, транспортного, двері
Формула / Реферат:
1. Двері транспортного засобу, що містять каркас із прорізом у нижній частині, напрямні і тягові кронштейни, обшивку й ущільнювальну рамку зі склом, які відрізняються тим, що в каркасі в одній площині з її зовнішньою обшивкою змонтований захисний щиток, оснащений пружними елементами і зв’язаний із каркасом за допомогою шарніра, розміщеного на верхній крайці прорізу.2. Двері транспортного засобу за п. 1, які відрізняються тим, що...
Розсувні двері транспортного засобу

Номер патенту: 68405
Опубліковано: 16.08.2004
Автори: Приходько Володимир Іванович, Давиденко Вадим Валентинович, Денисенко Микола Семенович
МПК: B61D 19/00
Мітки: транспортного, засобу, двері, розсувні
Формула / Реферат:
1. Розсувні двері транспортного засобу, переважно вагона метро, які включають ліву та праву стулки дверей для закривання дверного прорізу вагона метро, де над прорізом жорстко закріплено механізм розкривання - закривання дверного прорізу, який має напрямні з двома каретками для навішування стулок дверей та силовий циліндр, з'єднаний з напрямними, які відрізняються тим, що напрямні для навішування стулок дверей і силовий циліндр зі штоком...
Спосіб виготовлення перегородки транспортного засобу

Номер патенту: 53268
Опубліковано: 15.01.2003
Автори: Решетиловський Анатолій Петрович, Кальченко Віктор Володимирович, Цуріков Віталій Анатолійович
МПК: B61D 17/00
Мітки: перегородки, транспортного, засобу, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення перегородки транспортного засобу, переважно купе пасажирського купейного вагона, який полягає в тому, що плиту з обох боків облицьовують шаром пластика з послідовним його кріпленням, який відрізняється тим, що спочатку виготовляють металеву раму зі стояками, утворюють між ними порожнинні відсіки і закладають у них елементи плити із теплозвукоізоляційного матеріалу, покриті поліетиленовою плівкою, а облицювальні шари...
Попередній патент: Одержання сірчаної кислоти з рециклізацією десульфуризованого газу
Наступний патент: Спосіб і установка для вимірювання температури розплавленого металу
Випадковий патент: Азотно-калійне добриво і спосіб його одержання