Спосіб виготовлення перегородки транспортного засобу
Номер патенту: 53268
Опубліковано: 15.01.2003
Автори: Кальченко Віктор Володимирович, Цуріков Віталій Анатолійович, Решетиловський Анатолій Петрович

Формула / Реферат
Спосіб виготовлення перегородки транспортного засобу, переважно купе пасажирського купейного вагона, який полягає в тому, що плиту з обох боків облицьовують шаром пластика з послідовним його кріпленням, який відрізняється тим, що спочатку виготовляють металеву раму зі стояками, утворюють між ними порожнинні відсіки і закладають у них елементи плити із теплозвукоізоляційного матеріалу, покриті поліетиленовою плівкою, а облицювальні шари пластика жорстко прикріплюють до поверхонь рами і стояків.
Текст
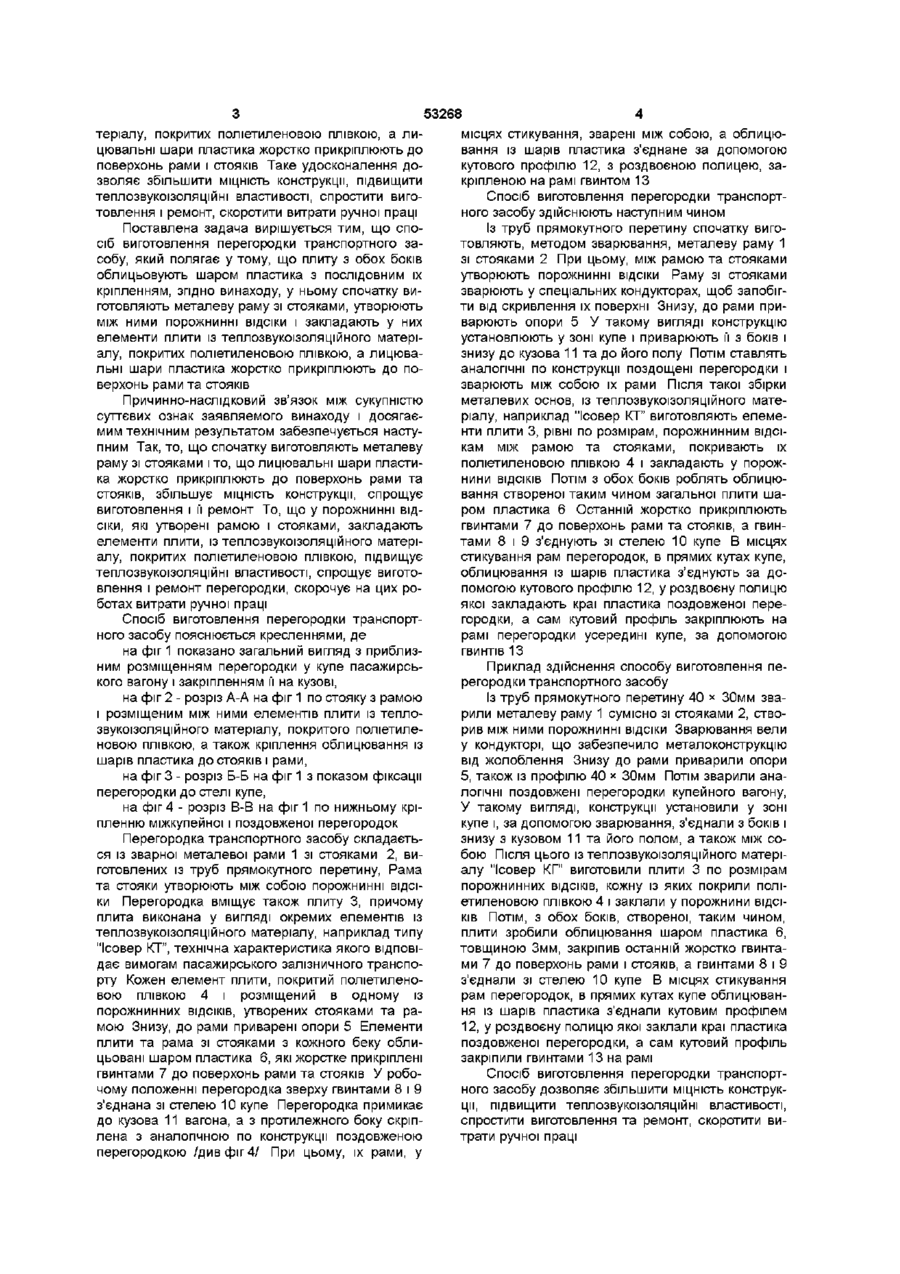
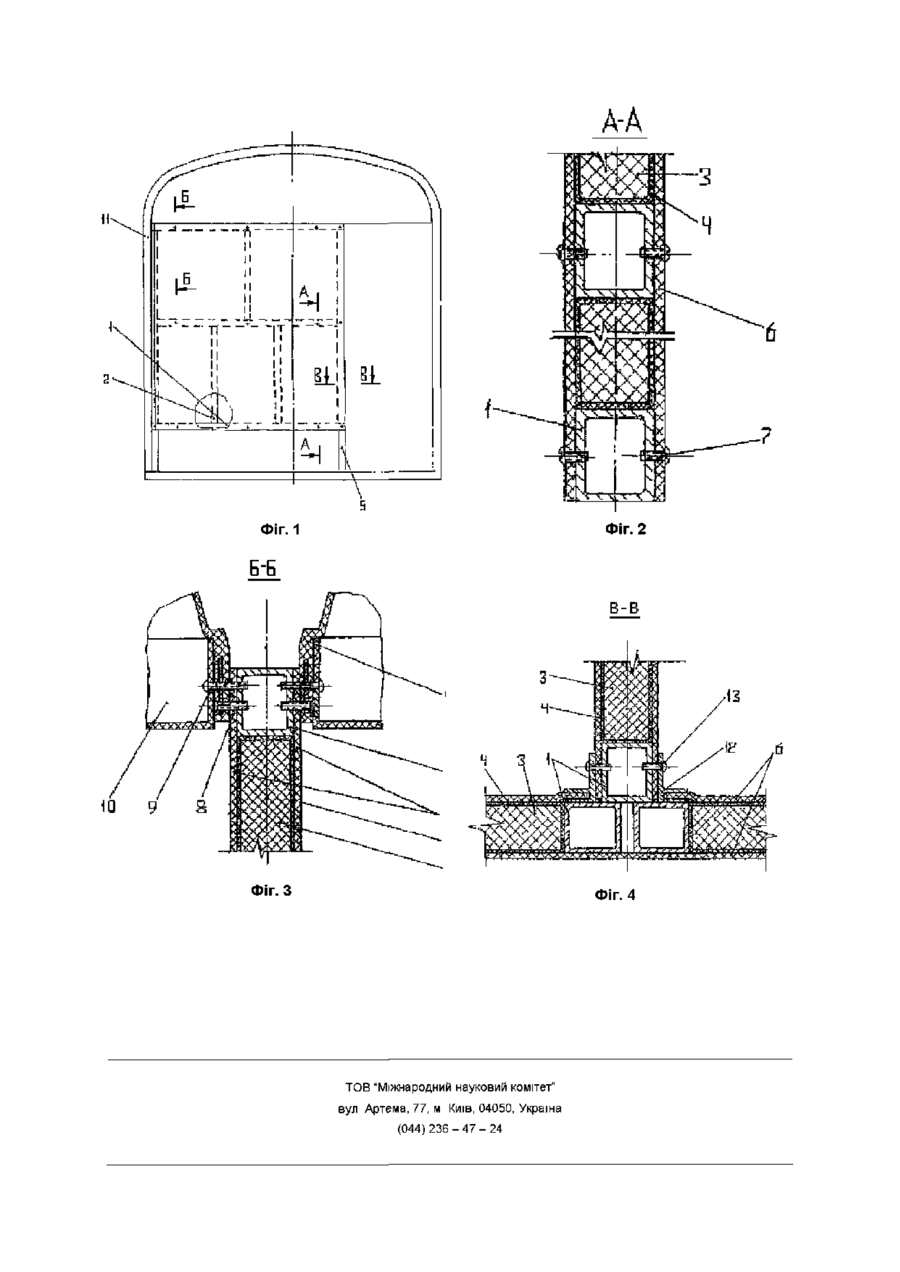
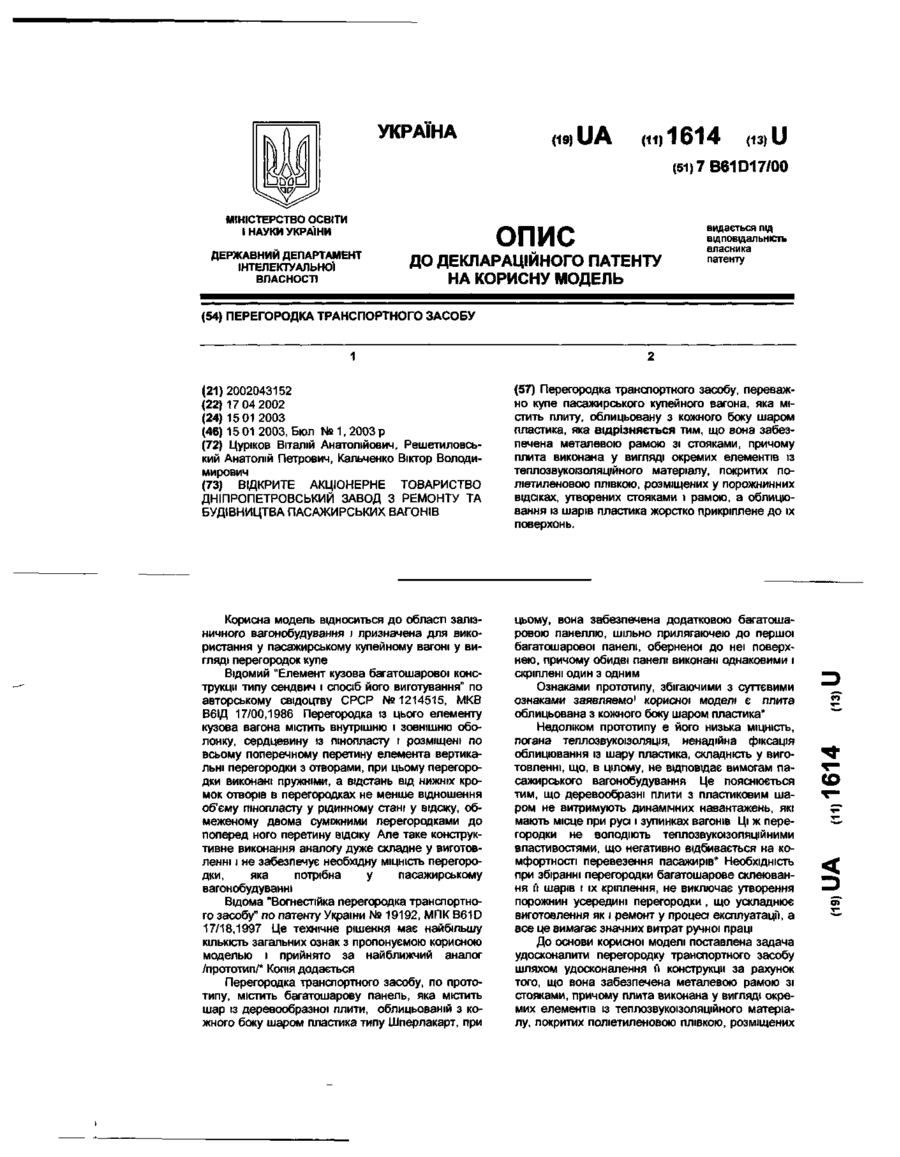
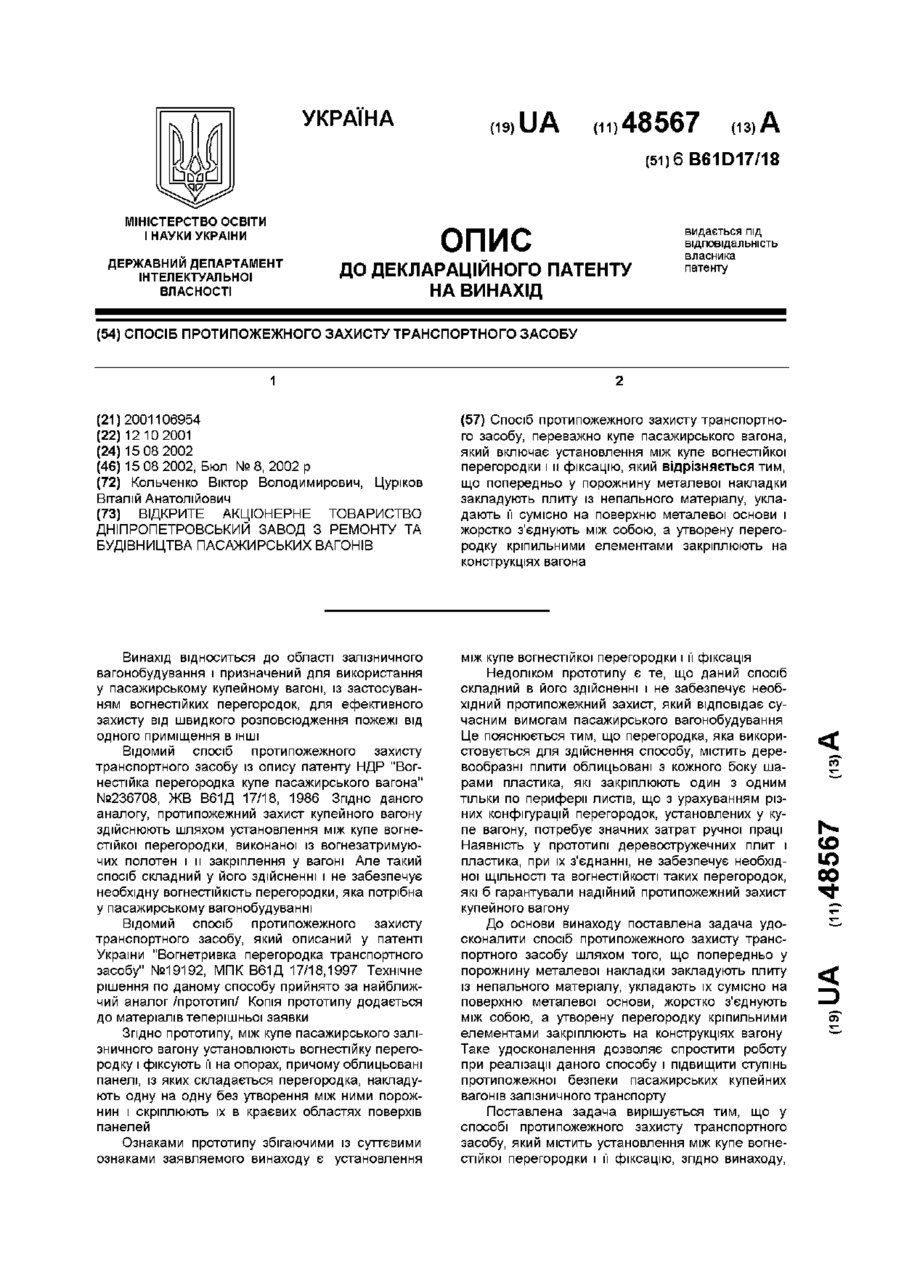
Спосіб виготовлення перегородки транспорт ного засобу, переважно купе пасажирського купейного вагона, який полягає в тому, що плиту з обох боків облицьовують шаром пластика з послідовним його кріпленням, який відрізняється тим, що спочатку виготовляють металеву раму зі стояками, утворюють між ними порожнинні ВІДСІКИ і закладають у них елементи плити із теплозвукоізоляційного матеріалу, покриті поліетиленовою плівкою, а облицювальні шари пластика жорстко прикріплюють до поверхонь рами і стояків Винахід відноситься до області залізничного вагонобудування і призначений для використання у пасажирському купейному вагоні у вигляді перегородок купе Відомий спосіб виготовлення перегородки транспортного засобу із авторського свідоцтва СССР "Елемент кузова багатошарової конструкції типу сендвич і спосіб його виготування" № 1214515, МКВ В6ІД 17/00, 1986 Згідно даному аналогу, спосіб полягає в тому, що установлюють внутрішню і зовнішню оболонки, перегородки з отворами, утворюй, при цьому, послідовне розташовані ВІДСІКИ і простір між оболонками заповнюють пінопластом, який подають крізь ВІДСІКИ І ВСПІнюють на МІСЦІ, при цьому, пінопласт заповнюють зі швидкістю, при якій довготривалість заповнення двох сусідніх ВІДСІКІВ складає не більш проміжку часу від закінчення заповнювання пінопласту у другий ВІДСІК до початку вспінювання у першому відсіку Але такий спосіб складний у його здійсненні і не забезпечує необхідну МІЦНІСТЬ перегородки, яка потрібна у пасажирському вагонобудуванні перегородки скріплюють один з одним у крайових областях з виключенням теплових мостів усередині перегородки, а таксис утворення порожнин у зонах контакту поверхонь панелей Ознаками прототипу, збігаючими з суттєвими ознаками заявляемого винаходу являється те, що плиту з обох боків облицьовують шаром пластика з послідовним їх кріпленням Недоліком прототипу є його низька МІЦНІСТЬ, погана тепло-звукоізоляція, ненадійна фіксація облицювання із шару пластика, складність у виготовленні, ще, в цілому, не, відповідав вимогам пасажирського вагонобудування Це пояснюється тим, ще перегородка, яка використовується для здійснення способу, утримує деревообразні плити з пластиковим шаром, які не витримують динамічних навантажень, які мають місце при русі і зупинках вагонів Ці Ж перегородки не володіють теплозвукоізоляційними властивостями, що негативно відбивається на комфортності перевезення пасажирів Необхідність, у способі по прототипу, при збиранні перегородки багатошарове склеювання її шарів і їх кріплення, не виключає утворення порожнин усередині перегородки, що ускладнює виготовлення як і ремонт у процесі експлуатації, а все це вимагає значних витрат ручної праці Відомий спосіб виготовлення пере городки транспортного засобу, який описаний у патенті України "Вогнестійка перегородка транспортного засобу" № 19192, МПК B6ID 17/18, 1997 Це технічне рішення має найбільшу КІЛЬКІСТЬ загальних ознак з пропонуємим способом і прийнято за найближчий аналог /прототип/ Копія додається Згідно прототипу, плиту перегородки з обох боків облицьовують шаром пластика з послідовним їх кріпленням, при цьому, лицювальні панелі До основи винаходу поставлена задача удосконалити спосіб виготовлення перегородки транспортного засобу шляхом того, що спочатку виготовляють металеву раму зі стояками, утворюють між ними порожнинні ВІДСІКИ і закладають у них елементи плити із теплозвукоізоляційного ма 00 (О со ю 53268 місцях стикування, зварені між собою, а облицютеріалу, покритих поліетиленовою плівкою, а ливання із шарів пластика з'єднане за допомогою цювальні шари пластика жорстко прикріплюють до кутового профілю 12, з роздвоєною полицею, заповерхонь рами і стояків Таке удосконалення докріпленою на рамі гвинтом 13 зволяє збільшити МІЦНІСТЬ конструкції, підвищити Спосіб виготовлення перегородки транспорттеплозвукоізоляційні властивості, спростити вигоного засобу здійснюють наступним чином товлення і ремонт, скоротити витрати ручної праці Поставлена задача вирішується тим, що споІз труб прямокутного перетину спочатку вигосіб виготовлення перегородки транспортного затовляють, методом зварювання, металеву раму 1 собу, який полягає у тому, що плиту з обох боків зі стояками 2 При цьому, між рамою та стояками облицьовують шаром пластика з послідовним їх утворюють порожнинні ВІДСІКИ Раму зі стояками кріпленням, згідно винаходу, у ньому спочатку визварюють у спеціальних кондукторах, щоб запобігготовляють металеву раму зі стояками,утворюють ти від скривлення їх поверхні Знизу, до рами приміж ними порожнинні ВІДСІКИ і закладають у них варюють опори 5 У такому вигляді конструкцію елементи плити із теплозвукоізоляційного матеріустановлюють у зоні купе і приварюють її з боків і алу, покритих поліетиленовою плівкою, а лицювазнизу до кузова 11 та до його полу Потім ставлять льні шари пластика жорстко прикріплюють до поаналогічні по конструкції поздощені перегородки і верхонь рами та стояків зварюють між собою їх рами Після такої збірки металевих основ, із теплозвукоізоляційного матеПричинно-наслідковий зв'язок між сукупністю ріалу, наприклад "Ісовер КТ" виготовляють елемесуттєвих ознак заявляемого винаходу і досягаєнти плити 3, рівні по розмірам, порожнинним відсімим технічним результатом забезпечується настукам між рамою та стояками, покривають їх пним Так, то, що спочатку виготовляють металеву поліетиленовою плівкою 4 і закладають у порожраму зі стояками і то, що лицювальні шари пластинини ВІДСІКІВ Потім З обох боків роблять облицюка жорстко прикріплюють до поверхонь рами та вання створеної таким чином загальної плити шастояків, збільшує МІЦНІСТЬ конструкції, спрощує ром пластика 6 Останній жорстко прикріплюють виготовлення і її ремонт То, що у порожнинні ВІДгвинтами 7 до поверхонь рами та стояків, а гвинСІКИ, які утворені рамою і стояками, закладають тами 8 і 9 з'єднують зі стелею 10 купе В місцях елементи плити, із теплозвукоізоляційного матерістикування рам перегородок, в прямих кутах купе, алу, покритих поліетиленовою плівкою, підвищує облицювання із шарів пластика з'єднують за дотеплозвукоізоляційні властивості, спрощує виготопомогою кутового профілю 12, у роздвоєну полицю влення і ремонт перегородки, скорочує на цих роякої закладають краї пластика поздовженої переботах витрати ручної праці городки, а сам кутовий профіль закріплюють на Спосіб виготовлення перегородки транспортрамі перегородки усередині купе, за допомогою ного засобу пояснюється кресленнями, де гвинтів 13 на фіг 1 показано загальний вигляд з приблизним розміщенням перегородки у купе пасажирсьПриклад здійснення способу виготовлення пекого вагону і закріпленням її на кузові, регородки транспортного засобу на фіг 2 - розріз А-А на фіг 1 по стояку з рамою Із труб прямокутного перетину 40 х 30мм зваі розміщеним між ними елементів плити із теплорили металеву раму 1 сумісно зі стояками 2, ствозвукоізоляційного матеріалу, покритого поліетилерив між ними порожнинні ВІДСІКИ Зварювання вели новою плівкою, а також кріплення облицювання із у кондукторі, що забезпечило металоконструкцію шарів пластика до стояків і рами, від жолоблення Знизу до рами приварили опори 5, також із профілю 40 * 30мм Потім зварили анана фіг 3 - розріз Б-Б на фіг 1 з показом фіксації логічні поздовжені перегородки купейного вагону, перегородки до стелі купе, У такому вигляді, конструкції установили у зоні на фіг 4 - розріз В-В на фіг 1 по нижньому крікупе і, за допомогою зварювання, з'єднали з боків і пленню міжкупейної і поздовженої перегородок знизу з кузовом 11 та його полом, а також між соПерегородка транспортного засобу складаєтьбою Після ЦЬОГО ІЗ теплозвукоізоляційного матеріся із зварної металевої рами 1 зі стояками 2, виалу "Ісовер КГ" виготовили плити 3 по розмірам готовлених із труб прямокутного перетину, Рама порожнинних ВІДСІКІВ, кожну із яких покрили політа стояки утворюють між собою порожнинні ВІДСІетиленовою плівкою 4 і заклали у порожнини ВІДСІКИ Перегородка вміщує також плиту 3, причому КІВ ПОТІМ, З обох боків, створеної, таким чином, плита виконана у вигляді окремих елементів із плити зробили облицювання шаром пластика 6, теплозвукоізоляційного матеріалу, наприклад типу товщиною Змм, закріпив останній жорстко гвинта"Ісовер КТ", технічна характеристика якого відповіми 7 до поверхонь рами і стояків, а гвинтами 8 і 9 дає вимогам пасажирського залізничного транспоз'єднали зі стелею 10 купе В місцях стикування рту Кожен елемент плити, покритий поліетиленорам перегородок, в прямих кутах купе облицюванвою плівкою 4 і розміщений в одному із ня із шарів пластика з'єднали кутовим профілем порожнинних ВІДСІКІВ, утворених стояками та ра12, у роздвоєну полицю якої заклали краї пластика мою Знизу, до рами приварені опори 5 Елементи поздовженої перегородки, а сам кутовий профіль плити та рама зі стояками з кожного беку облизакріпили гвинтами ІЗ на рамі цьовані шаром пластика 6, які жорстке прикріплені гвинтами 7 до поверхонь рами та стояків У робоСпосіб виготовлення перегородки транспортчому положенні перегородка зверху гвинтами 8 і 9 ного засобу дозволяє збільшити МІЦНІСТЬ конструкз'єднана зі стелею 10 купе Перегородка примикає ції, підвищити теплозвукоізоляційні властивості, до кузова 11 вагона, а з протилежного боку скріпспростити виготовлення та ремонт, скоротити вилена з аналогічною по конструкції поздовженою трати ручної праці перегородкою /див фіг 4/ При цьому, їх рами, у Фіг. 2 ш Фіг. З Фіг. 4 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of a vehicle partition
Назва патенту російськоюСпособ изготовления перегородки транспортного средства
МПК / Мітки
МПК: B61D 17/00
Мітки: перегородки, транспортного, виготовлення, спосіб, засобу
Код посилання
<a href="https://ua.patents.su/3-53268-sposib-vigotovlennya-peregorodki-transportnogo-zasobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення перегородки транспортного засобу</a>
Перегородка транспортного засобу
Номер патенту: 1614
Опубліковано: 15.01.2003
Автори: Цуріков Віталій Анатолійович, Решетиловський Анатолій Петрович, Кальченко Віктор Володимирович
МПК: B61D 17/00
Мітки: транспортного, засобу, перегородка
Формула / Реферат:
Перегородка транспортного засобу, переважно купе пасажирського купейного вагона, яка містить плиту, облицьовану з кожного боку шаром пластика, яка відрізняється тим, що вона забезпечена металевою рамою зі стояками, причому плита виконана у вигляді окремих елементів із теплозвукоізоляційного матеріалу, покритих поліетиленовою плівкою, розміщених у порожнинних відсіках, утворених стояками і рамою, а облицювання із шарів пластика жорстко...
Спосіб протипожежного захисту транспортного засобу
Номер патенту: 48567
Опубліковано: 15.08.2002
Автори: Цуріков Віталій Анатолійович, Кольченко Віктор Володимирович
МПК: B61D 17/04
Мітки: спосіб, захисту, протипожежного, транспортного, засобу
Формула / Реферат:
Спосіб протипожежного захисту транспортного засобу, переважно купе пасажирського вагона, який включає установлення між купе вогнестійкої перегородки і її фіксацію, який відрізняється тим, що попередньо у порожнину металевої накладки закладують плиту із непального матеріалу, укладають її сумісно на поверхню металевої основи і жорстко з'єднують між собою, а утворену перегородку кріпильними елементами закріплюють на конструкціях вагона.
Вогнестійка перегородка транспортного засобу
Номер патенту: 1317
Опубліковано: 15.07.2002
Автори: Кольченко Віктор Володимирович, Цуріков Віталій Анатолійович
МПК: B61D 17/04
Мітки: вогнестійка, транспортного, перегородка, засобу
Формула / Реферат:
Вогнестійка перегородка транспортного засобу переважно купе пасажирського купейного вагону, яка містить облицьовану з кожного боку плиту, яка відрізняється тим, що облицювання виконано у вигляді металевих накладки і основи, причому плита установлена у порожнині накладки, жорстко з'єднаної кріпильними елементами з основою, а фланці останньої виконані в можливістю змін форми відповідно до місця установлення і фіксації вогнестійкої...
Спосіб виготовлення сходового рамного вузла для моторного транспортного засобу та балковий рамний вузол для моторного транспортного засобу

Номер патенту: 28078
Опубліковано: 16.10.2000
Автори: Джекобс Кеннет Б., Хортон Френк А., Мейо Говард А. ІІІ
МПК: B62D 21/00, B21D 53/00
Мітки: рамного, вузла, моторного, транспортного, вузол, виготовлення, рамний, засобу, спосіб, сходового, балковий
Текст:
...прокаткой и гибкой U-образные центральные лонжероны. В соответствии с доктринами настоящего изобретения каждый из передних лонжеронов образуют посредством 1) помещения металлического трубчатого элемента в полость пресс-формы, причем пресс-форма имеет внутреннюю поверхность, задающую геометрию полости, и 2) подачи жидкости внутрь металлического трубчатого элемента с достаточным давлением для того, чтобы расширить трубчатый элемент...
Спосіб виготовлення охолоджувача вологомасловіддільника пневматичноі гальмівноі системи дорожнього транспортного засобу
Номер патенту: 46649
Опубліковано: 15.05.2002
Автори: Живило Володимир Сергійович, Дольберг Володимир Ісакович
МПК: B60T 17/00
Мітки: транспортного, гальмівноі, спосіб, засобу, пневматичноі, дорожнього, системі, охолоджувача, вологомасловіддільника, виготовлення
Формула / Реферат:
1. Спосіб виготовлення охолоджувача вологомасловіддільника пневматичної гальмівної системи дорожнього транспортного засобу, який полягає у накручуванні по спіральній лінії труби охолоджувача навколо двох циліндричних формозадавальних елементів, розташованих на обертовій платформі установки для згинання труби охолоджувача з наступною калібровкою форми витків труби і її кінців, який відрізняється тим, що накручування труби виконується на...
Попередній патент: Спосіб діагностики вірусного лейкозу великої рогатої худоби імуносенсором поверхневого плазмонного резонансу
Наступний патент: Спосіб зниження інтенсивності запального процесу при бронхолегеневих захворюваннях
Випадковий патент: Спосіб діагностики фіброзних змін скловидного тіла при травматичному гемофтальмі