Установка для стикового зварювання оплавленням
Формула / Реферат
1. Установка для стыковой сварки оплавлением профильных изделий, содержащая две смещаемые друг относительно друга зажимные системы для закрепления и позиционирования профильных изделий на геометрической оси закрепления изделий, причем зажимные системы доступны с первой стороны перпендикулярно оси закрепления изделий, и устройство для смещения зажимных систем, в частности, для обжатия профильных изделий при сварке, по меньшей мере один генератор сил обжатия для смещения зажимных систем, который соединен с возможностью вращения и совместной работы с одной системой зажима и находится в рабочем соединении с другой системой с помощью по меньшей мере одного рычага, в которой генератор сил обжатия расположен на второй стороне, диаметрально противоположной доступной первой стороне относительно оси закрепления изделий, и действует практически в направлении оси закрепления изделий, и в которой рычаг соединен с возможностью вращения и совместной работы со второй системой зажима в точке приложения силы, находящейся вблизи оси закрепления изделий, отличающаяся тем, что устройство для смещения зажимных систем снабжено кареткой, которая установлена с возможностью линейного смещения в корпусе и с которой соединен с возможностью вращения по меньшей мере один рычаг в точке приложения силы, и по меньшей мере одной тягой, закрепленной с возможностью вращения с одной стороны на корпусе и с другой стороны в точке вращения рычага.
2. Установка для стыковой сварки оплавлением по п.1, отличающаяся тем, что оборудована контактными электродами, которые выполнены с возможностью контакта с профильным изделием на наружных сторонах его головки и/или его подошвы.
3. Установка для стыковой сварки оплавлением по п.2, отличающаяся тем, что контактные электроды расположены с образованием примерно V-образных проемов для приема профильных изделий.
4. Установка для стыковой сварки оплавлением по любому из пп.1 - 3, отличающаяся тем, что оборудована зачистным устройством с убирающимися и выдвигаемыми ножами, которые размещены в выдвигаемом положении в или за плоскостью, определяемой обращенной к месту сварки передней стороной контактного электрода, а также с наружных сторон контактных электродов.
5. Установка для стыковой сварки оплавлением по п.4, отличающаяся тем, что ножи в убирающемся положении расположены на контактных электродах с возможностью перемещения контактных электродов с ножами по месту сварного шва при зачистке.
6. Установка для стыковой сварки оплавлением по любому из пп.1 - 5, отличающаяся тем, что зажимные системы снабжены эксцентриковыми прессами.
7 Установка для стыковой свирки оплавлением по п.6, отличающаяся тем, что эксцентриковые прессы выполнены в виде расположенных ортогонально к оси закрепления изделий валов с эксцентрично размещенными, крепежными балками для закрепления профильных изделий, причем крепежные балки установлены с возможностью поворота вокруг оси, параллельной оси закрепления изделий, и защемления шейки профиля под головкой профиля профильного изделия.
8. Установка для стыковой сварки оплавлением по п.7, отличающаяся тем, что перпендикулярно оси закрепления изделий установлен подъемный цилиндр для привода в действие поворотных крепежных балок с помощью тяг.
9. Установка для стыковой сварки оплавлением по любому из пп.7 и 8, отличающаяся тем, что система для зажима профильного изделия оборудована двумя эксцентриковыми прессами с двумя эксцентриковыми валами и что каждые два расположенных на одной и той же стороне оси закрепления эксцентриковых вала кинематически связаны с одним общим рабочим цилиндром, одним концом которого защемлен один эксцентриковый вал и вторым концом защемлен второй эксцентриковый вал.
10. Установка для стыковой сварки оплавлением по любому из пп.1 - 9, отличающаяся тем, что снабжена по меньшей мере четырьмя расположенными вдоль оси закрепления изделий юстировочными профилями, которыми сформирован по меньшей мере один углообразный упор с возможностью размещения в углообразных упорах профильного изделия.
11. Установка для стыковой сварки оплавлением по п.10, отличающаяся тем, что два из котировочных профилей выполнены в виде контактных электродов.
Текст
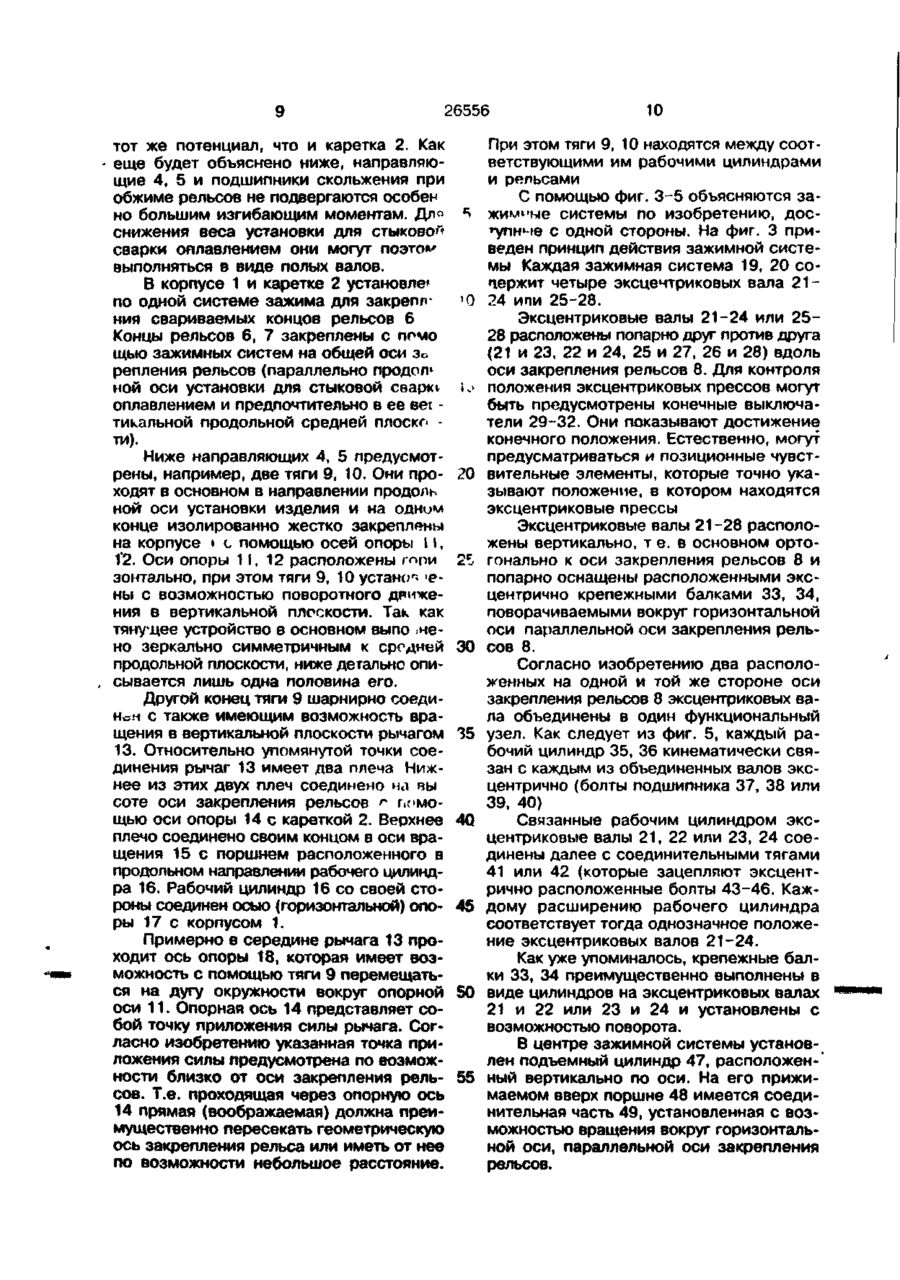
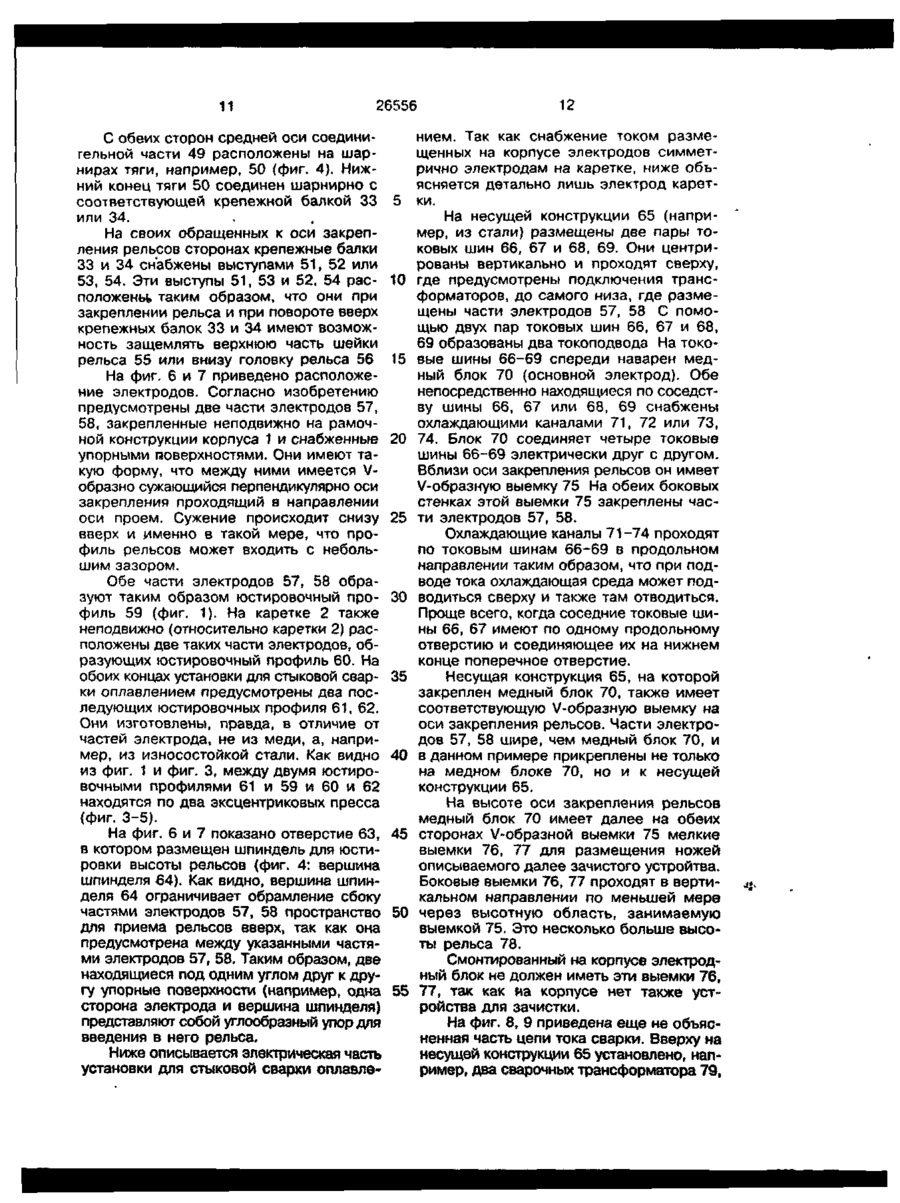
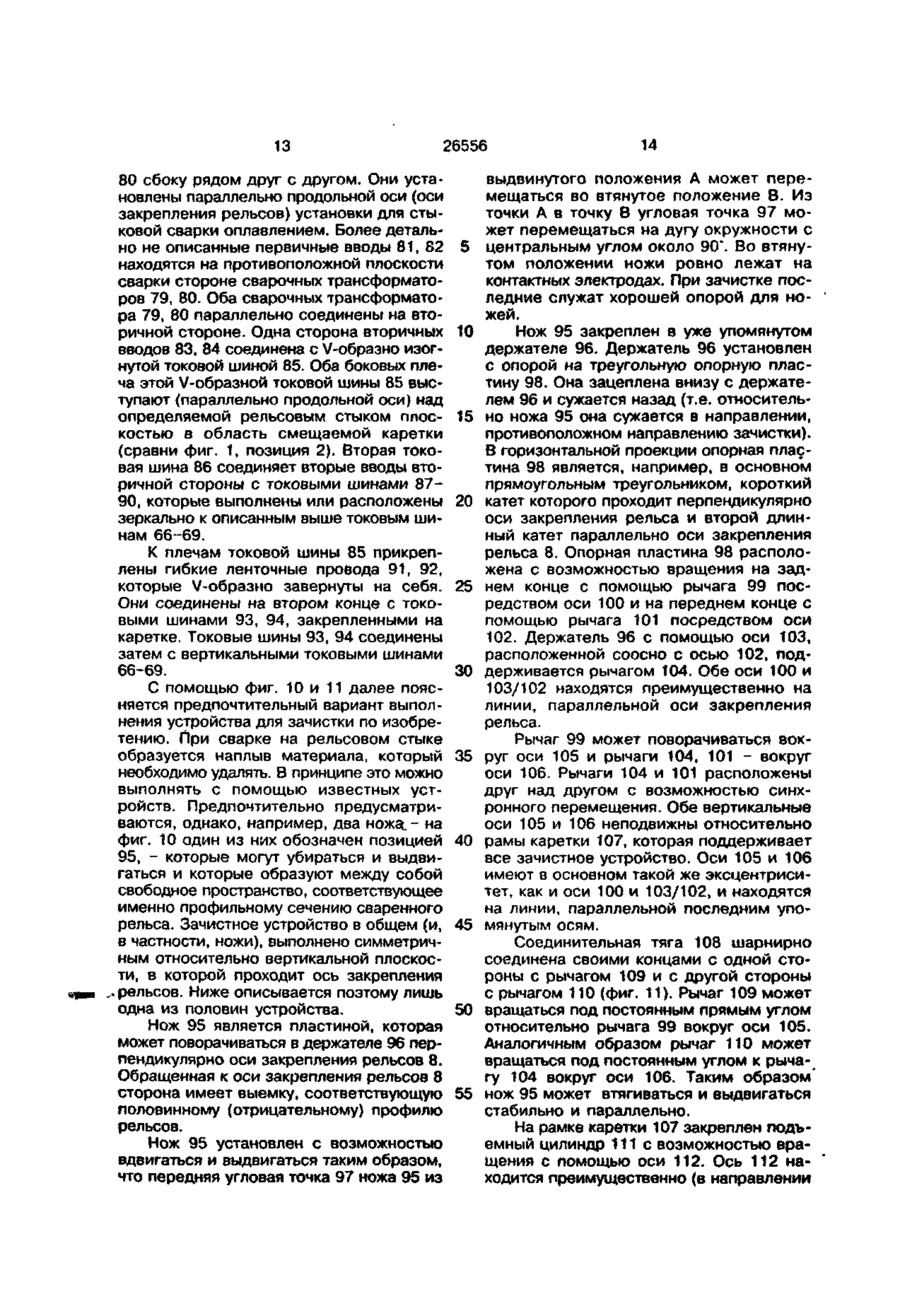
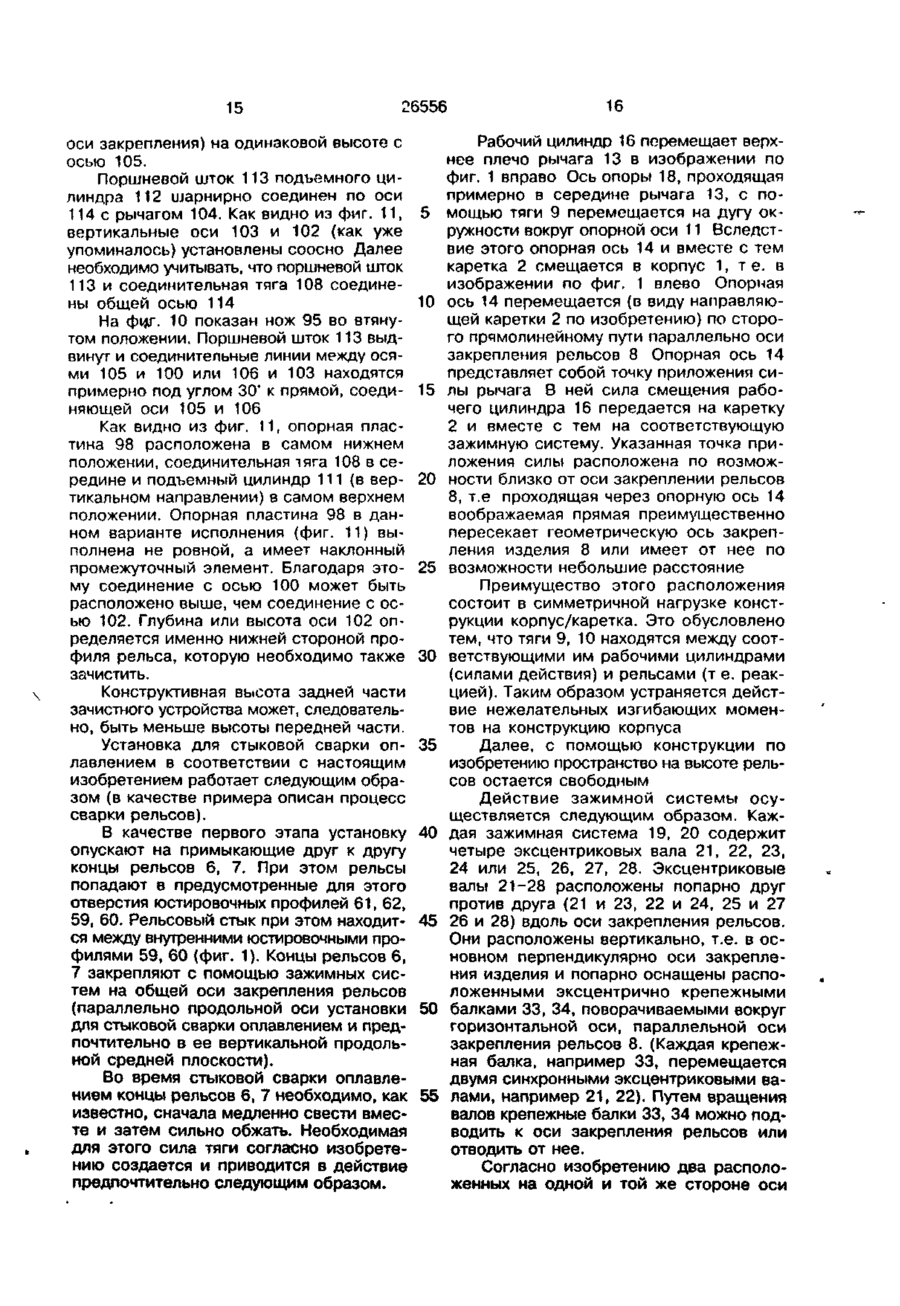
1 Установка для стыковой сварки оплавлением профильных изделий, содержащая две смещаемые друг относительно друга зажимные системы для закрепления и позиционирования профильных изделий на геометрической оси закрепления изделий, причем зажимные системы доступны с первой стороны перпендикулярно оси закрепления изделий, и устройство для смещения зажимных систем, в частности, для обжатия профильных изделий при сварке, по меньшей мере один генератор сил обжатия для смещения зажимных систем, который соединен с возможностью вращения и совместной работы с одной системой зажима и находится в рабочем соединении с другой системой с помощью по меньшей мере одного рычага, в которой генератор сил обжатия расположен на второй стороне, диаметрально противоположной доступной первой стороне относительно оси закрепления изделий, и действует практически в направлении оси закрепления изделий, и в которой рычаг соединен с возможностью вращения и совместной работы со второй системой зажима в точке приложения силы, находящейся вблизи оси закрепления изделий, о т л и ч а ю щ а я с я тем, что устройство для смещения зажимных систем снабжено кареткой, ко торая установлена с возможностью линейного смещения в корпусе и с которой соединен с возможностью вращения по меньшей мере один рычаг в точке приложения силы, и по меньшей мере одной тягой, закрепленной с возможностью вращения с одной стороны на корпусе и с другой стороны в точке вращения рычага. 2. Установка для стыковой сварки оплавлением по п. 1, о т л и ч а ю щ а я с я тем, что оборудована контактными электродами, которые выполнены с возможностью контакта с профильным изделием на наружных сторонах его головки и/или его подошвы. 3. Установка для стыковой сварки оплавлением по п. 2, о т л и ч а ю щ а яс я тем, что контактные электроды расположены с образованием примерно Vобразных проемов для приема профильных изделий. 4. Установка для стыковой сварки оплавлением по любому из пп. 1-3, о т л и ч а ю щ а я с я тем, что оборудована зачистным устройством с убирающимися и выдвигаемыми ножами, которые размещены в выдвигаемом положении в или за плоскостью, определяемой обращенной к месту сварки передней стороной контактного электрода, а также с наружных сторон контактных электродов. 5. Установка для стыковой сварки оплавлением по п. 4, о т л и ч а ю щ а яс я тем, что ножи в убирающемся положении расположены на контактных электродах с возможностью перемещения контактных электродов с ножами по месту сварного шва при зачистке. 6. Установка для стыковой сварки оплавлением по любому из пп. 1-5, о т л и ч а ю щ а я с я тем, что зажимные системы снабжены эксцентриковыми прессами. 26556 7. Установка для стыковой сварки оплавлением по п. 6, о т л и ч а ю щ а яс я тем, что эксцентриковые прессы выполнены в виде расположенных ортогонально к оси закрепления изделий валов с эксцентрично размещенными, крепежными балками для закрепления профильных изделий, причем крепежные балки установлены с возможностью поворота вокруг оси, параллельной оси закрепления изделий, и защемления шейки профиля под головкой профиля профильного изделия. 8. Установка для стыковой сварки оплавлением по п. 7\ о т л и ч а ю щ а яс я тем, что перпендикулярно оси закрепления изделий установлен подъемный цилиндр для привода в действие поворотных крепежных балок с помощью тяг. 9. Установка для стыковой сварки оплавлением по любому из пп. 7 и 8, о тл и ч а ю щ а я с я тем, что система для зажима профильного изделия обору дована двумя эксцентриковыми прессами с двумя эксцентриковыми валами и что каждые два расположенных на одной и той же стороне оси закрепления эксцентриковых вала кинематически связаны с одним общим рабочим цилиндром, одним концом которого защемлен один эксцентриковый вал и вторым концом защемлен второй эксцентриковый вал. 10. Установка для стыковой сварки оплавлением по любому из пп. 1-9, о тл и ч а ю щ а я с я тем, что снабжена по меньшей мере четырьмя расположенными вдоль оси закрепления изделий юстировочными профилями, которыми сформирован по меньшей мере один углообразный упор с возможностью размещения в углообразных упорах профильного изделия. 11. Установка для стыковой сварки оплавлением по п. 10, о т л и ч а ю щ а я с я тем, что два из котировочных профилей выполнены в виде контактных электродов. Изобретение относится к сварочной технике, в частности к устройствам для стыковой сварки оплавлением, и может быть использовано для сваривания профильных изделий, например, рельсов и труб. При прокладке новых рельсовых путей необходимо сваривать примыкающие друг к другу концы рельсов. Для этой цели были разработаны передвижные сварочные установки для сваривания рельсов указанного вначале типа. Известны сварочные установки для стыковой сварки оплавлением, например рельсов или подобных заготовок, содержащие два клещевых захвата с проводящими зажимными колодками. Клещевые захваты расположены на общей штанге, которая одновременно является осью вращения. Один из двух клещевых захватрв установлен с возможностью перемещения по штанге. Зачистное устройство работает независимо от клещевых захватов и перемещается с помощью цилиндров в продольном направлении рельсов (например, патент США № 4410780, кл. В 23 К 9/225, опубл. 18.10.83). Недостатком известных устройств является тот факт, что при относительной их компактности они не обладают большой производительностью и не обеспечивают точной установки свариваемых концов при сварке. Известна передвижная сварочная машина для стыковой сварки рельсов оплавлением их концов, в частности, в зоне стыка рельсовой плети уложенного пути, которая содержит две расположенные с возможностью перемещения друг относительно друга зажимные системы, б которых рельсы закрепляются между зажимными колодками с помощью коленно-рычажно! о устройства, и тянущее устройство для перемещения рельсов в горизонтальной плоскости, которое охватывает рельсовый стык в виде кольца. Два приводных цилиндра расположены слева и справа от рельсового стыка. Обе половины сварочного агрегата, установленные с возможностью взаимного перемещения вдоль рельсов посредством гидроцилиндров, содержат каждая пару сварочных электродов, изготовленных в виде зажимных колодок. Они прижимаются к рельсу с помощью отдельнь»х цилиндров. Сварочный агрегат расположен внутри кольцеобразного тянущего устройства [1J. Недостатком известного устройства является необходимость установки и снятия рельсовых плетей до и после каждого процесса сварки для закрепления рель с IQ jg on 25 ЗО 26556 сов в приводной системе и удаления их из нее. В основу изобретения поставлена задача создать такую установку для стыковой сварки оплавлением, в которой новое выполнение устройства для смещения зажимных систем позволило бы снизить затраты труда при эксплуатации, повысить компактность, производительность и мобильность установки. Сущность предложенного изобретения заключается в том, что установка для стыковой сварки оплавлением профильных изделий, в частности, рельсов и труб, содержащая две смещаемых друг относительно друга зажимные системы для закрепления и позиционирования профильных изделий на геомерической оси закрепления изделий, установленные с одной стороны спереди перпендикулярно оси закрепления изделий, и устройство для смещения зажимных систем, в частности, для обжатия профильных изделий при сварке, отличается тем, что устройство для смещения зажимных систем имеет по меньшей мере один генератор сил обжатия, соединенный с одной системой зажима с возможностью вращения, а с другой системой с помощью по меньшей мере одного рычага. При этом генератор сил обжатия расположен со стороны, диаметрально противоположной доступной первой стороне относительно оси закрепления изделий, и работает в направлении оси закрепления изделий. Рычаг, соединяющий генератор сил обжатия со второй системой зажима, соединен с этой системой зажима с возможностью вращения вокруг опорной оси, представляющей собой точку приложения силы указанного рычага, которая находится по возможности близко от оси закрепления рельсов. Другими словами, проходящая через опорную ось прямая должна пересекать геометрическую ось закрепления изделия или находиться от нее в непосредственной близости. В результате устраняется действие нежелательных изгибающих моментов на конструкцию корпуса. Кроме того, установка для стыковой сварки оплавлением отличается тем, что устройство для смещения зажимных систем снабжено кареткой, установленной в корпусе с возможностью линейного перемещения. По меньшей мере один рычаг, соединяющий генератор сил обжатия со второй системой зажима, связан с кареткой посредством опорной оси с возможностью поворота вокруг этой оси, являю ШЩ і 5 10 15 20 25 30 35 40 45 50 55 щейся точкой приложения силы указанного рычага. Установка также снабжена по меньшей мере одной тягой, закрепленной с возможностью поворота с одной стороны на корпусе, а с другой - на рычаге. Поскольку указанные тяги находятся между соответствующими им генераторами сил обжатия (рабочими цилиндрами), т.е. силами действия, и рельсами, т.е. реакцией, возникает симметричная нагрузка конструкции корпус-каретка с предпочтительным распределением момента силы и момента вращения. Предложенная установка отличается, кроме того, контактными электродами, которые изготовлены таким образом, что обеспечивается контакт с профильным изделием по внешним сторонам его верхней и/или нижней части, что позволяет облегчить подготовку рельсов перед сваркой, т.к. необходимое сошлифовывание поверхности рельсов можно осуществлять в легко доступных местах на выпуклой наружной поверхности рельса, а не на шейке или под головкой. Контактные электроды образуют примерно V-образные проемы для размещения профильных изделий с минимальным зазором. Установку для стыковой сварки оплавлением опускают на лежащие на земле рельсы. Затем их закрепляют с помощью зажимных систем. Жесткое электродное устройство и V-образные проемы, образованные электродами, обеспечивает позиционирование рельсов по ходовой кромке, что гарантирует точность даже при сваривании изношенных рельсов. Установка для стыковой сварки оплавлением отличается также зачистным устройством с убирающимися и выдвижными ножами, которые в выдвинутом положении размещены в плоскости, проходящей через внешнюю рабочую сторону контактного электрода и обращенной к месту сварки или за ней. Это означает, что во время сварки ножи размещены в месте, защищенном от брызг металла. Ножи подгоняются к профилю изделий и смещаются вместе с кареткой. В убранном положении ножи находятся на контактных электродах. При зачистке они с помощью генераторов сил обжатия вместе с контактными электродами перемещаются по поверхности сварного шва. При этом электроды служат хорошей опорой для ножей, и механизм поворота в основном не нагружается возникающими при зачистке силами. 26556 Силы трения при зачистке благодаря конструкции механизма поворота ножей вызывают крутящий момент, который прижимает нож к рельсу и электроду. Согласно следующему предпочтительному варианту исполнения изобретения система зажима снабжена эксцентриковыми прессами. В качестве эксцентриковых прессов используют расположенные ортогонально к оси закрепления профильного изделия валы с эксцентрично расположенными крепежными балками для закрепления профильного изделия, причем крепежные балки закреплены с возможностью поворота вокруг оси, параллельной оси закрепления изделий, с последующим контактом с шейкой профиля под головкой профиля профильного изделия. Крепежные балки могут выполняться вместо поворачиваемых также в виде регулируемых по высоте другим образом. Предпочтительным является и встроенный центрированный перпендикулярно оси закрепления изделия подъемный цилиндр, приводящий в действие поворотные крепежные балки с помощью тяги. Благодаря этому свариваемые друг с другом концы рельсов взаимно регулируются по высоте. Кроме того, система зажима снабжена четырьмя эксцентриковыми валами, причем каждые два расположены на одной и той же стороне по отношению к оси закрепления эксцентриковых вала имеют один подъемный цилиндр, зацепляющий одним концом один, а вторым концом другой эксцентриковый вал. Благодаря этому как сила действия, так и реакции могут использоваться для закрепления. Синхронность работы этих эксцентриковых валов может обеспечиваться дополнительной соединительной тягой. Согласно следующему предпочтительному варианту исполнения изобретения для точного ориентирования свариваемых профильных изделий предусмотрены четыре расположенных вдоль оси закрепления юстировочных профиля, причем преимущественно два из них образованы контактными электродами. Между двумя (в продольном направлении оси) расположенными друг за другом юстировочными профилями находится по меньшей мере один зажимной пресс. Каждый юстировочный профиль имеет по меньшей мере один угловой упор. Зажимные прессы защемляют таким образом профильные изделия, что последние с юстировкой по кромкам вжимаются в указанный угловой упор. Например, при сварке рельсов рельс 5 10 15 20 25 30 35 40 45 50 55 8 вжимается головкой в "котировочные углы". Таким образом обеспечивается точное расположение рельсов по ходовой кромке. Изобретение не ограничивается сочетанием тянущего устройства, зажимного устройства, зачистного устройства, юстировки ходовой поверхности и формы электродов. Соответствующие группы признаков могут быть воплощены и независимо друг от друга. Так, например, устройство для зачистки может применяться независимо от других групп признаков. То же относится к тянущему устройству, зажимной системе, юстировочной системе и форме электродов. На фиг. 1 приведено устройство для стыковой сварки оллавлением, вид сбоку; на фиг. 2 - продольный вид в плоскости рельсового стыка; на фиг. 3 - зажимные системы; на фиг. 4 - зажимная система, вид спереди; на фиг. 5 - то же, вид сверху; на фиг. 6 - расположение электродов в плоскости рельсового стыка; на фиг. 7 - расположение электродов, вид сверху; на фиг. 8 - трансформаторы, вид сбоку; на фиг. 9 - трансформаторы, вид сверху; на фиг. 10 - одностороннее изображение устройства для зачистки, вид сверху; на фиг. 11 - то же, вид сбоку. На фиг. 1 и 2 в качестве приема реализации изобретения приведена передвижная установка для стыковой сварки оплавлением рельсов сбоку и в сечении по оси. Вся представленная на фиг. 1 и 2 конструкция подвешена в рельсовом подвижном составе или автотранспорте и может перемещаться по высоте и смещаться латерально. Согласно изобретению передвижная установка для стыковой сварки оплавлением имеет корпус 1, в котором может линейно смещаться каретка 2. Вверху в корпусе 1 размещена подвесная конструкция 3 (например, рама с крюками). К ней подвешивается вся установка для стыковой сварки оплавлением в указанном выше в качестве примера транспорте. Корпус 1 и каретка 2 - это рамообразные металлические конструкции. Вблизи продольных боковых стен в корпусе 1 размещены две направляющие 4, 5. На них может перемещаться каретка 2. Для обеспечения электрической изоляции между корпусом 1 и кареткой 2 направляющие 4, 5 поддерживаются в корпусе 1 с помощью электрических изоляторов. Подшипники скольжения между кареткой 2 и направляющими 4, 5, однако, не изолированы. Направляющие 4, 5 имеют поэтому 26556 тот же потенциал, что и каретка 2. Как еще будет объяснено ниже, направляющие 4, 5 и подшипники скольжения при обжиме рельсов не подвергаются особей но большим изгибающим моментам. Дл« снижения веса установки для СТЫКОВОЙ сварки оглавлением они могут поэтом выполняться в виде полых валов. В корпусе 1 и каретке 2 установлен по одной системе зажима для закреп лния свариваемых концов рельсов 6 Концы рельсов 6, 7 закреплены с помо щью зажимных систем на общей оси зо репления рельсов (параллельно продол* ной оси установки для стыковой ceapKt оплавлением и предпочтительно в ее вес тикальной продольной средней плоско ти). Ниже направляющих 4, 5 предусмотрены, например, две тяги 9, 10. Они проходят в основном в направлении продоль ной оси установки изделия и на одним конце изолированно жестко закреплены на корпусе • с помощью осей опоры \ \, 1*2. Оси опоры 1 ! , 12 расположены гори зонтально, при этом тяги 9, 10 установ ены с возможностью поворотного движения в вертикальной плоскости. Так как тяну\цее устройство в основном выпо чено зеркально симметричным к сродней продольной плоскости, ниже детально описывается лишь одна половина его. Другой конец тяги 9 шарнирно соединяя с также имеющим возможность вращения в вертикальной плоскости рычагом 13. Относительно упомянутой точки соединения рычаг 13 имеет два плеча Нижнее из этих двух плеч соединено ча вы соте оси закрепления рельсов г г.(•мощью оси опоры 14 с кареткой 2. Верхнее плечо соединено своим концом в оси вращения 15 с поршнем расположенного в продольном направлении рабочего цилиндра 16. Рабочий цилиндр 16 со своей стороны соединен осью (горизонтальной) опоры 17 с корпусом 1. Примерно в середине рычага 13 проходит ось опоры 18, которая имеет возможность с помощью тяги 9 перемещаться на дугу окружности вокруг опорной оси 11. Опорная ось 14 представляет собой точку приложения силы рычага. Согласно изобретению указанная точка приложения силы предусмотрена по возможности близко от оси закрепления рельсов. Т.е. проходящая через опорную ось 14 прямая (воображаемая) должна преимущественно пересекать геометрическую ось закрепления рельса или иметь от нее по возможности небольшое расстояние. * > '0 »> . 20 21 30 35 4Q 45 50 55 10 При этом тяги 9, 10 находятся между соответствующими им рабочими цилиндрами и рельсами С помощью фиг. 3 - 5 объясняются зажим^'ые системы по изобретению, дос•упнче с одной стороны. На фиг. 3 приведен принцип действия зажимной системы Каждая зажимная система 19, 20 содержит четыре эксцентриковых вала 2 1 24 ипи 25-28. Эксцентриковые валы 2 1 - 2 4 или 2 5 28 расположены попарно друг против друга (21 и 23, 22 и 24, 25 и 27, 26 и 28) вдоль оси закрепления рельсов 8. Для контроля положения эксцентриковых прессов могут быть предусмотрены конечные выключатели 29-32. Они показывают достижение конечного положения. Естественно, могут предусматриваться и позиционные чувствительные элементы, которые точно указывают положение, в котором находятся эксцентриковые прессы Эксцентриковые валы 21-28 расположены вертикально, т е. в основном ортотонально к оси закрепления рельсов 8 и попарно оснащены расположенными эксцентрично крепежными балками 33, 34, поворачиваемыми вокруг горизонтальной оси параллельной оси закрепления рельсов 8. Согласно изобретению два расположенных на одной и той же стороне оси закрепления рельсов 8 эксцентриковых вала объединены в один функциональный узел. Как следует из фиг. 5, каждый рабочий цилиндр 35, 36 кинематически связан с каждым из объединенных валов эксцентрично (болты подшипника 37, 38 или 39, 40) Связанные рабочим цилиндром эксцентриковые валы 2 1 , 22 или 23, 24 соединены далее с соединительными тягами 41 или 42 (которые зацепляют эксцентрично расположенные болты 4 3 - 4 6 . Каждому расширению рабочего цилиндра соответствует тогда однозначное положение эксцентриковых валов 21-24. Как уже упоминалось, крепежные балки 33, 34 преимущественно выполнены в виде цилиндров на эксцентриковых валах 21 и 22 или 23 и 24 и установлены с возможностью поворота. В центре зажимной системы установлен подъемный цилиндр 47, рас положенный вертикально по оси. На его прижимаемом вверх поршне 48 имеется соединительная часть 49, установленная с возможностью вращения вокруг горизонтальной оси, параллельной оси закрепления рельсов. 11 26556 С обеих сторон средней оси соединительной части 49 расположены на шарнирах тяги, например, 50 (фиг. 4). Нижний конец тяги 50 соединен шарнирно с соответствующей крепежной балкой 33 или 34. На своих обращенных к оси закрепления рельсов сторонах крепежные балки 33 и 34 снабжены выступами 51, 52 или 53, 54. Эти выступы 51, 53 и 52, 54 расположены» таким образом, что они при закреплении рельса и при повороте вверх крепежных балок 33 и 34 имеют возможность защемлять верхнюю часть шейки рельса 55 или внизу головку рельса 56 На фиг. 6 и 7 приведено расположение электродов. Согласно изобретению предусмотрены две части электродов 57, 58, закрепленные неподвижно на рамочной конструкции корпуса 1 и снабженные упорными поверхностями. Они имеют такую форму, что между ними имеется Vобразно сужающийся перпендикулярно оси закрепления проходящий в направлении оси проем. Сужение происходит снизу вверх и именно в такой мере, что профиль рельсов может входить с небольшим зазором. Обе части электродов 57, 58 образуют таким образом юстировочный профиль 59 (фиг. 1). На каретке 2 также неподвижно (относительно каретки 2) расположены две таких части электродов, образующих юстировочный профиль 60. На обоих концах установки для стыковой сварки оплавлением предусмотрены два последующих юстировочных профиля 61, 62. Они изготовлены, правда, в отличие от частей электрода, не из меди, а, например, из износостойкой стали. Как видно из фиг. 1 и фиг. 3, между двумя юстировочными профилями 61 и 59 и 60 и 62 находятся по два эксцентриковых пресса (фиг. 3-5). На фиг. 6 и 7 показано отверстие 63, в котором размещен шпиндель для юстировки высоты рельсов (фиг. 4: вершина шпинделя 64). Как видно, вершина шпинделя 64 ограничивает обрамление сбоку частями электродов 57, 58 пространство для приема рельсов вверх, так как она предусмотрена между указанными частями электродов 57, 58. Таким образом, две находящиеся под одним углом друг к другу упорные поверхности (например, одна сторона электрода и вершина шпинделя) представляют собой углообразный упор для введения в него рельса. Ниже описывается электрическая часть установки для стыковой сварки оплавле* 5 10 15 20 25 30 35 40 45 50 55 12 нием. Так как снабжение током размещенных на корпусе электродов симметрично электродам на каретке, ниже объясняется детально лишь электрод карет ки. На несущей конструкции 65 (например, из стали) размещены две пары токовых шин 66, 67 и 68, 69. Они центрированы вертикально и проходят сверху, где предусмотрены подключения трансформаторов, до самого низа, где размещены части электродов 57, 58 С помощью двух пар токовых шин 66, 67 и 68, 69 образованы два токоподвода На токовые шины 66-69 спереди наварен медный блок 70 (основной электрод). Обе непосредственно находящиеся по соседству шины 66, 67 или 68, 69 снабжены охлаждающими каналами 71, 72 или 73, 74. Блок 70 соединяет четыре токовые шины 66-69 электрически друг с другом. Вблизи оси закрепления рельсов он имеет V-образную выемку 75 На обеих боковых стенках этой выемки 75 закреплены части электродов 57, 58. Охлаждающие каналы 71-74 проходят по токовым шинам 66-69 в продольном направлении таким образом, что при подводе тока охлаждающая среда может подводиться сверху и также там отводиться. Проще всего, когда соседние токовые шины 66, 67 имеют по одному продольному отверстию и соединяющее их на нижнем конце поперечное отверстие. Несущая конструкция 65, на которой закреплен медный блок 70, также имеет соответствующую V-образную выемку иа оси закрепления рельсов. Части электродов 57, 58 шире, чем медный блок 70, и в данном примере прикреплены не только иа медном блоке 70, но и к несущей конструкции 65. На высоте оси закрепления рельсов медный блок 70 имеет далее на обеих сторонах V-образной выемки 75 мелкие выемки 76, 77 для размещения ножей описываемого далее зачистого устройтва. Боковые выемки 76, 77 проходят в вертикальном направлении по меньшей мере через высотную область, занимаемую выемкой 75. Это несколько больше высоты рельса 78. Смонтированный на корпусе электродный блок не должен иметь эти выемки 76, 77, так как на корпусе нет также устройства для зачистки. На фиг. 8, 9 приведена еще не объясненная часть цепи тока сварки. Вверху на несущей конструкции 65 установлено, например, два сварочных трансформатора 79, 13 26556 80 сбоку рядом друг с другом. Они установлены параллельно продольной оси (оси закрепления рельсов) установки для стыковой сварки оплавлением. Более детально не описанные первичные вводы 81, 82 находятся на противоположной плоскости сварки стороне сварочных трансформаторов 79, 80. Оба сварочных трансформатора 79, 80 параллельно соединены на вторичной стороне. Одна сторона вторичных вводов 83, 84 соединена с V-образно изогнутой токовой шиной 85. Оба боковых плеча этой V-образной токовой шины 85 выступают (параллельно продольной оси) над определяемой рельсовым стыком плоскостью в область смещаемой каретки (сравни фиг. 1, позиция 2). Вторая токовая шина 86 соединяет вторые вводы вторичной стороны с токовыми шинами 8790, которые выполнены или расположены зеркально к описанным выше токовым шинам 66-69. К плечам токовой шины 85 прикреплены гибкие ленточные провода 91, 92, которые V-образио завернуты на себя. Они соединены иа втором конце с токовыми шинами 93, 94, закрепленными на каретке. Токовые шины 93, 94 соединены затем с вертикальными токовыми шинами 66-69. С помощью фиг. 10 и 11 далее поясняется предпочтительный вариант выполнения устройства для зачистки по изобретению. ҐІри сварке на рельсовом стыке образуется наплыв материала, который необходимо удалять. В принципе это можно выполнять с помощью известных устройств. Предпочтительно предусматриваются, однако, например, два ножа: - на фиг. 10 один из них обозначен позицией 95, - которые могут убираться и выдвигаться и которые образуют между собой свободное пространство, соответствующее именно профильному сечению сваренного рельса. Зачистное устройство в общем (и, в частности, ножи), выполнено симметричным относительно вертикальной плоскости, в которой проходит ось закрепления рельсов. Ниже описывается поэтому лишь одна из половин устройства. Нож 95 является пластиной, которая может поворачиваться в держателе 96 перпендикулярно оси закрепления рельсов 8. Обращенная к оси закрепления рельсов 8 сторона имеет выемку, соответствующую половинному (отрицательному) профилю рельсов. Нож 95 установлен с возможностью вдвигаться и выдвигаться таким образом, что передняя угловая точка 97 ножа 95 из 5 10 15 20 25 30 35 40 45 50 55 14 выдвинутого положения А может перемещаться во втянутое положение В. Из точки А в точку В угловая точка 97 может перемещаться на дугу окружности с центральным углом около 90*. Во втянутом положении ножи ровно лежат на контактных электродах. При зачистке последние служат хорошей опорой для ножей. Нож 95 закреплен в уже упомянутом держателе 96. Держатель 96 установлен с опорой на треугольную опорную пластину 98. Она зацеплена внизу с держателем 96 и сужается назад (т.е. относительно ножа 95 она сужается в направлении, противоположном направлению зачистки). В горизонтальной проекции опорная пластина 98 является, например, в основном прямоугольным треугольником, короткий катет которого проходит перпендикулярно оси закрепления рельса и второй длинный катет параллельно оси закрепления рельса 8. Опорная пластина 98 расположена с возможностью вращения на заднем конце с помощью рычага 99 посредством оси 100 и на переднем конце с помощью рычага 101 посредством оси 102. Держатель 96 с помощью оси 103, расположенной соосно с осью 102, поддерживается рычагом 104. Обе оси 100 и 103/102 находятся преимущественно на линии, параллельной оси закрепления рельса. Рычаг 99 может поворачиваться вокруг оси 105 и рычаги 104, 101 - вокруг оси 106. Рычаги 104 и 101 расположены друг над другом с возможностью синхронного перемещения. Обе вертикальные оси 105 и 106 неподвижны относительно рамы каретки 107, которая поддерживает все зачистное устройство. Оси 105 и 106 имеют в основном такой же эксцентриситет, как и оси 100 и 103/102, и находятся на линии, параллельной последним упомянутым осям. Соединительная тяга 108 шарнирно соединена своими концами с одной стороны с рычагом 109 и с другой стороны с рычагом 110 (фиг. 11). Рычаг 109 может вращаться под постоянным прямым углом относительно рычага 99 вокруг оси 105. Аналогичным образом рычаг 110 может вращаться под постоянным углом к рычагу 104 вокруг оси 106. Таким образом' нож 95 может втягиваться и выдвигаться стабильно и параллельно. На рамке каретки 107 закреплен подъемный цилиндр 111с возможностью вращения с помощью оси 112. Ось 112 находится преимущественно (в направлении 15 16556 оси закрепления) на одинаковой высоте с осью 105. Поршневой шток 113 подъемного цилиндра 112 шарнирно соединен по оси 114 с рычагом 104. Как видно из фиг. 11, вертикальные оси 103 и 102 (как уже упоминалось) установлены соосно Далее необходимо учитывать, что поршневой шток 113 и соединительная тяга 108 соединены общей осью 114 На фид\ 10 показан нож 95 во втянутом положении. Поршневой шток 113 выдвинут и соединительные линии между осями 105 и 100 или 106 и 103 находятся примерно под углом 30* к прямой, соединяющей оси 105 и 106 Как видно из фиг. 11, опорная пластина 98 расположена в самом нижнем положении, соединительная тяга 108 в середине и подъемный цилиндр 111 (в вертикальном направлении) в самом верхнем положении. Опорная пластина 98 в данном варианте исполнения (фиг. 11) выполнена не ровной, а имеет наклонный промежуточный элемент. Благодаря этому соединение с осью 100 может быть расположено выше, чем соединение с осью 102. Глубина или высота оси 102 определяется именно нижней стороной профиля рельса, которую необходимо также зачистить. Конструктивная высота задней части зачистного устройства может, следовательно, быть меньше высоты передней части. Установка для стыковой сварки оплавлением в соответствии с настоящим изобретением работает следующим образом (в качестве примера описан процесс сварки рельсов). В качестве первого этапа установку опускают на примыкающие друг к другу концы рельсов 6, 7. При этом рельсы попадают в предусмотренные для этого отверстия котировочных профилей 61, 62, 59, 60. Рельсовый стык при этом находится между внутренними юстировочными профилями 59, 60 (фиг. 1). Концы рельсов 6, 7 закрепляют с помощью зажимных систем на общей оси закрепления рельсов (параллельно продольной оси установки для стыковой сварки оплавлением и предпочтительно в ее вертикальной продольной средней плоскости). Во время стыковой сварки оплавлением концы рельсов 6, 7 необходимо, как известно, сначала медленно свести вместе и затем сильно обжать. Необходимая для этого сила тяги согласно изобретению создается и приводится в действие предпочтительно следующим образом. 5 10 15 20 25 30 35 40 45 50 55 16 Рабочий цилиндр 16 перемещает верхнее плечо рычага 13 в изображении по фиг. 1 вправо Ось опоры 18, проходящая примерно в середине рычага 13, с помощью тяги 9 перемещается на дугу окружности вокруг опорной оси 11 Вследствие этого опорная ось 14 и вместе с тем каретка 2 смещается в корпус 1, т е . в изображении по фиг. 1 влево Опорная ось 14 перемещается (в виду направляющей каретки 2 по изобретению) по сторого прямолинейному пути параллельно оси закрепления рельсов 8 Опорная ось 14 представляет собой точку приложения силы рычага В ней сила смещения рабочего цилиндра 16 передается на каретку 2 и вместе с тем на соответствующую зажимную систему. Указанная точка приложения силы расположена по возможности близко от оси закреплении рельсов 8, т.е проходящая через опорную ось 14 воображаемая прямая преимущественно пересекает геометрическую ось закрепления изделия 8 или имеет от нее по возможности небольшие расстояние Преимущество этого расположения состоит в симметричной нагрузке конструкции корпус/каретка. Это обусловлено тем, что тяги 9, 10 находятся между соответствующими им рабочими цилиндрами (силами действия) и рельсами (т е. реакцией). Таким образом устраняется действие нежелательных изгибающих моментов на конструкцию корпуса Далее, с помощью конструкции по изобретению пространство на высоте рельсов остается свободным Действие зажимной системы осуществляется следующим образом. Каждая зажимная система 19, 20 содержит четыре эксцентриковых вала 21, 22, 23, 24 или 25, 26, 27, 28. Эксцентриковые валы 21-28 расположены попарно друг против друга (21 и 23, 22 и 24, 25 и 27 26 и 28) вдоль оси закрепления рельсов. Они расположены вертикально, т.е. в основном перпендикулярно оси закрепления изделия и попарно оснащены расположенными эксцентрично крепежными балками 33, 34, поворачиваемыми вокруг горизонтальной оси, параллельной оси закрепления рельсов 8. (Каждая крепежная балка, например 33, перемещается двумя синхронными эксцентриковыми валами, например 21, 22). Путем вращения валов крепежные балки 33, 34 можно подводить к оси закрепления рельсов или отводить от нее. Согласно изобретению два расположенных на одной и той же стороне оси 17 26556 закрепления рельсов 8 эксцентриковых вала объединены в один функциональный узел. Как следует из фиг. 5, каждый рабочий цилиндр 35, 36 зацепляет каждый из объединенных валов эксцентрично (болты подшипника 37, 38 или 39, 40). Причем болты подшипника 37, 38 или 39, 40 расположены таким образом, что приведение в действие рабочего цилиндра 35, 36 приводит к вращению в одном направлении двух функционально объединенных валов (21, 22 или 23, 24). Приведенные в действие тем же рабочим цилиндром эксцентриковые валы 21, 22 или 23, 24 соединены далее с соединительными тягами 41 или 42 (которые зацепляют эксцентрично расположенные болты 43-46) в смысле движения. Каждому расширению рабочего цилиндра соответствует тогда однозначное положение эксцентриковых валов 21-24. Описанная выше конструкция имеет то преимущество, что как сила действия, так и реакция в рабочих цилиндрах может использоваться для закрепления рельсов. Для контроля положения эксцентриковых прессов используются конечные выключатели 29-32. Они показывают достижение конечного положения. Тогда можно при соответствующей подгонке подачей тока сваривать рельсы с центрированием в середине. Как уже упоминалось, крепежные балки 33, 34 могут поворачиваться, преимущественно они выполнены в виде цилиндров на эксцентриковых валах 21 и 22 или 23- и 24. Движением поворота управляет подъемный цилиндр 47, расположенный в центре зажимной системы и вертикально установленный по оси. На его прижимаемом вверх поршне 48 имеется соединительная часть 49. Она вращается вокруг горизонтальной оси, параллельной оси закрепления рельсов. С обеих сторон средней оси соединительной части 49. расположены на шарнирах тяги, например 50 (сравни фиг. 4). Нижний конец тяги 50 соединен .шарнирно с соответствующей крепежной балкой 33 или 34. Когда подъемный цилиндр 47 приводится в действие, поршнем 48 прижимается вверх соединительная часть 49 вследствие чего обе крепежные балки 33, 34 также поворачиваются вверх (например, с - 6 ' до +6' примерно на 20 мм). Шарнирная опора соединительной части 49 распределяет силы тяги равномерно на обе крепежные балки 33 и 34. 5 10 15 20 25 30 35 40 45 50 55 18 На своих обращенных к оси закрепления рельсов сторонах крепежные балки 33 и 34 имеют выступы 51, 52 или 53, 54. Эти выступы 51, 53 и 52, 54 расположены таким образом, что они при закреплении рельса и при повороте вверх крепежных балок 33 и 34 защемляют верхнюю часть шейки рельса 56 или внизу головку рельса 55. Подъемным цилиндром 47 головка рельса 55 снизу прижимается к вершине шпинделя 64. Путем установления высоты вершины шпинделя 64 свариваемые друг с другом концы рельсов взаимно регулируются по высоте. На фиг. 6, 7 приведено расположение электродов Контактирование рельса по изобретению отличается тем, что оно происходит не "внутри", т.е. на вогнутой части профиля (например, на шейке 56), а "снаружи", т.е. на выпуклой части, в частности, сбоку головки рельса 55 и на подошве рельса 115. Согласно изобретению предусмотрены две части электродов 57, 58, закрепленные неподвижно на рамной конструкции корпуса 1. Они имеют такую форму, что между ними имеется V-образно сужающийся перпендикулярно оси закрепления проходящий в направлении оси проем. Сужение происходит снизу вверх и именно в такой мере, что профиль рельсов может входить с небольшим зазором. Боковая регулировка осуществляется с помощью выполненных на частях электродов 57, 58 упорных поверхностей (для наружных сторон головки рельса 55 и подошвы рельса 115). Обе части электродов 57, 58 образуют таким образом юстировочный профиль 59 (фиг. 1). На каретке 2 также неподвижно (относительно каретки 2) расположены две таких части электродов, образующих юстировочный профиль 60. На обоих концах установки для стыковой сварки оплавлением предусмотрены два дальнейших юстировочных профиля 61, 62. Они изготовлены, правда, в отличие от частей электрода, не из меди, а, например, из износостойкой стали. Как видно из фиг. 1 и фиг. 3, между двумя юстировочными* профилями 61 и 59 и 62 и 60 находятся по два эксцентриковых пресса (фиг. 3 - 5 ) . Эта конструкция по изобретению обеспе-. чивает простую юстировку ходовой кромки уложенных рельсов. Это происходит посредством того, что профили рельсов вводятся в юстировочные профили 6 1 , 62, 59, 60 (например, путем опускания установки на проложенные рельсы), эксцентриковые прессы нафужаются сравнительно 19 26556 небольшим давлением (рельс захватывается системой зажима), головки рельсов поднимаются путем приведения в действие подъемного цилиндра 47 и затем профили рельсов с полной силой расположенных на одной стороне эксцентриковых прессов прижимаются к противоположной стороне юстировочных элементов (электродов, вершине шпинделя и т.д.). В изображении на фиг. 3, например, схематично обозначенные эксцентриковые валы 23, 24, 27 и 28 нагружаются высоким давлением, так что рельсы в изображении на фиг. 3 прижимаются к левосторонним упорным поверхностям юстировочных элементов (или электродов). Концы рельсов вследствие этого выравниваются относительно левых кромок. Этот вид юстировки имеет то преимущество, что и в различной степени изношенные рельсы или'новые и старые рельсы можно сваривать с юстировкой ходовой кромки. На фиг. 6, 7 показано отверстие 63, в котором размещен шпиндель для юстировки высоты рельсов (фиг. 4: вершина шпинделя 64). Как видно, вершина шпинделя 64 ограничивает обрамленное сбоку частями электродов 57, 58 пространство для приема рельсов вверх, так как она предусмотрена между указанными частями электродов 57, 58. Принцип юстировки по изобретению состоит в том, что две находящиеся под одним углом друг к другу упорные поверхности (например, одна сторона электрода и вершина шпинделя) представляют собой углообразный упор и что рельс с помощью пресса может вжиматься в этот углообразный упор. Посредством этого обеспечивается юстировка в двух перпендикулярных друг другу направлениях. Ниже описывается электрическая часть установки для стыковой сварки оплавлением. Так как снабжение током размещенных на корпусе электродов симметрично электродам на каретке, ниже объясняется детально лишь электрод каретки. На несущей конструкции 65 (изготовленной, например, из стали) размещены две пары токовых шин 66, 67 и 68, 69. Они центрированы вертикально и проходят сверху, где предусмотрены подключения трансформаторов, до самого низа, где размещены части электродов 57, 58. С помощью двух пар токовых шин 66, 67 и 68, 69 образованы два токоподвода. Обе непосредственно находящиеся по соседству шины 66, 67 или 68, 69 5 10 15 20 25 30 35 40 45 50 55 20 снабжены охлаждающими каналами 71, 72 или 73, 74. Охлаждающие каналы 71-74 проходят по токовым шинам 66-69 в продольном направлении таким образом, что при подводе тока охлаждающая среда может подводиться сверху и также там отводиться. Проще всего, когда соседние токовые шины 66, 67 имеют по одному продольному каналу и соединяющее их на нижнем конце поперечное отверстие. На токовые шины 66-69 спереди наварен медный блок 70 (основной электрод). Он соединяет четыре токовые шины 66-69 электрически друг с другом. Вблизи оси закрепления рельсов он имеет Vобразную выемку 75. На обеих боковых стенках этой выемки 75 закреплены части электродов 57, 58. Несущая конструкция 65, на которой закреплен медный блок 70, также имеет соответствующую V-образную выемку на оси закрепления рельсов. Части электродов 57, 58 шире, чем медный блок 70, и в данном примере привинчены не только на медном блоке 70, но и к несущей конструкции 65. На высоте оси закрепления рельсов медный блок 70 имеет далее на обеих сторонах V-образной выемки 75 мелкие выемки 76. 77, в которые могут вкладываться ножи описываемого далее зачистного устройства. Боковые выемки 76, 77 проходят в вертикальном направлении по меньшей мере через высотную область, занимаемую выемкой 75. Это несколько больше высоты рельса 78. Смонтированный на корпусе электродный блок не должен иметь эти выемки 76, 77, так как на корпусе нет также устройства для зачистки. На фиг. 8, 9 приведена еще не объясненная часть цепи тока сварки. Вверху на несущей конструкции 65 установлено, например, два сварочных трансформатора 79, 80 сбоку рядом друг с другом. Они установлены параллельно продольной оси (оси закрепления рельсов) установки для стыковой сварки оплавлением. Более детально не приведенные первичные вводы 81, 82 находятся на противоположной плоскости сварки стороне сварочных трансформаторов 79, 80. Оба сварочных трансформатора 79, 80 параллельно соединены на вторичной стороне. Одна сторона вторичных вводов 83, 84 соединена с Vобразно изогнутой токовой шиной 85. Оба боковых плеча этой V-образной токовой шины 85 выступают (параллельно продольной оси) над определяемой рельсо 21 26556 вым стыком плоскостью в область смещаемой каретки (сравни фиг. 1, позиция 2). Вторая токовая шина 86 соединяет вторые вводы вторичной стороны с токовыми шинами 8 7 - 9 0 , которые выполнены или расположены зеркально к описанным выше токовым шинам 66-69. К плечам токовой шины 85 привинчены гибкие ленточные провода 9 1 , 92. Они соединены на втором конце с токовыми шинами 93, 94, закрепленными на каретке. Вследствие того, что ленточные провода 9 1 , 92 V-образно завернуты на себя, каретка может смещаться без изменения мест контакта (которое имеется, например, при скользящих контактах). Токовые шины 93, 94 соединены затем с вертикальными токовыми шинами 66-69. Циркуляция тока на вторичной стороне сварочных трансформаторов 79, 80 выглядит следующим образом: первый ввод вторичной стороны - токовая шина 85 ленточный провод 9 1 , 92 (параллельное включение) - токовые шины 93, 94 (параллельное включение) - токовые шины 6 6 - 6 9 (параллельное включение) - медный блок 70 (сравните фиг. 6, 7) - части электродов 57, 58 - конец рельса 7 конец рельса 6 - части электродов, медный блок и токовые шины 87-90 (аналогично фиг. 6, 7) - токовая шина 86 вторая сторона вторичных вводов 83, 84 сварочных трансформаторов 79, 80. С помощью фиг. 10 и 11 далее поясняется предпочтительный вариант исполнения устройства для зачистки по изобретению. При сварке на рельсовом стыке образуется наплыв материала, который необходимо удалять. В принципе это можно выполнять с помощью известных устройств. Предпочтительно предусматриваются, однако, например, два ножа - на фиг. 10 один из них обозначен позицией 95, - которые могут убираться и выдвигаться и которые образуют между собой свободное пространство, соответствующее именно профильному сечению сваренного рельса. Зачистное устройство в общем (и, в частности, ножи), выполнено симметричным относительно вертикальной плоскости, в которой проходит ось закрепления рельсов. Ниже описывается поэтому лишь одна из половин устройства. Нож 95 является пластиной, которая может поворачиваться в держателе 96 перпендикулярно оси закрепления рельсов 8. Обращенная к оси закрепления рельсов 8 5 10 15 20 25 30 35 40 45 50 55 22 сторона имеет выемку, соответствующую половинному (отрицательному) профилю рельсов. С помощью соответствующего механизма нож 95 вдвигается и выдвигается таким образом, что передняя угловая точка 97 ножа 95 из выдвинутого положения А может перемещаться во втянутое положение В. Из точки А в точку В угловая точка 97 перемещается на дугу окружности с центральным углом около 90*. Во втянутом положении ножи ровно лежат на контактных электродах. При зачистке последние служат хорошей опорой для ножей. Механизм поворота вследствие этого из-за возникающих сил при зачистке в основном не нагружается. Во время зачистки возникают значительные силы трения между ножом и рельсом, которые действуют не только в направлении движения ножа 95, но и в определенной части перпендикулярно ему. Согласно изобретению механизм поворота выполнен таким образом, что силы трения в механизме поворота создают момент вращения, который прижимает нож 95 к рельсу и электроду. Нож 95 поддерживается уже упомянутым держателем 96. Держатель 96 опирается на треугольную опорную пластину 98. Она зацепляет внизу держатель 96 и сужается назад (т.е., исходя из ножа 95, она сужается в направлении, противоположном направлению зачистки). В горизонтальной проекции опорная пластина 98 является, например, в основном прямоугольным треугольником, короткий катет которого проходит перпендикулярно оси закрепления рельса и второй длинный катет параллельно оси закрепления рельса 8. Опорная пластина 96 расположена с возможностью вращения на заднем конце с помощью рычага 99 посредством оси 100 и на переднем конце с помощью рычага 10 посредством оси 102. Держатель 96 с помощью оси 103, расположенной соосно с осью 102, поддерживается рычагом 104. Обе оси 100 и 103/102 находятся преимущественно на линии, параллель- » ной оси закрепления рельса. Рычаг 99 может поворачиваться вокруг оси 105 и рычаги 104, 101 - вокруг оси 106. Рычаги 104 и 101 расположены друг над другом и могут двигаться синхронно. Обе вертикальные оси 105 и 106 неподвижны относительно рамы каретки 107, которая поддерживает все зачистное устройство. Оси 105 и 106 имеют в ос- . тальном такой же эксцентриситет, как и оси 100 и 103/102, и находятся на линии, 23 26556 параллельной последним упомянутым осям. Соединительная тяга 108 шарнирно соединена своими концами с одной стороны с рычагом 109 и с другой стороны 5 с рычагом 110 (фиг. 11). Рычаг 109 может вращаться под постоянным прямым улом относительно рычага 99 вокруг оси 105. Аналогичным образом рычаг 110 может вращаться под постоянным углом к рыча- 10 гу 104 вакруг оси 106. Таким образом нож 95 может втягиваться и выдвигаться стабильно и параллельно. Проблемы с прохождением через мертвую точку таким образом устраняются. 15 Втягивание и выдвижение ножа 95 осуществляется подъемным цилиндром 111, который закреплен на рамке каретки 107 с возможностью вращения с помощью оси 112. Ось 112 находится преимущественно 20 (в направлении оси закрепления) на одинаковой высоте с осью 105. Поршневой шток 113 подъемного цилиндра 111 шарнирно соединен по оси 114 с рычагом 104. Как видно из фиг. 11, 25 вертикальные оси 103 и 102 (как уже упоминалось) установлены соосно. Далее необходимо учитывать, что поршневой шток 113 и соединительная тяга 108 соединены общей осью 114. 30 На фиг. 10 показан нож 95 во втянутом положении. Поршневой шток 113 выдвинут и соединительные линии между осями 105 и 100 или 106 и 103 находятся примерно под углом 30' к прямой, соеди- 35 няющей оси 105 и 106. Опорная пластина 98 поворачивается, следовательно, через мертвую точку (у которой оси 105, 100, 106, 103 находятся на общей линии) вовнутрь (т.е. против оси закрепления рель- 40 са). Согласно изобретению при этом угле поворота расстояние угловой точки 97 от оси 103 и оси 103 от оси 106 (при имеющемся соотношении углов) настолько удалено» что силы трения при зачистке соз- 45 дают момент вращения, прижимающий нож 95 к рельсу (относительно оси 106). Как видно из фиг. 11, опорная пластина 98 расположена в самом нижнем положении, соединительная тяга 108 в се- 50 редине и подъемный цилиндр 111 (в вертикальном направлении) в самом верхнем положении. Опорная пластина 98 в данном варианте исполнения (фиг. 11) выполнена не ровной, а имеет наклонный 65 промежуточный элемент. Благодаря этому имеется возможность расположить соединение с осью 100 выше, чем соединение с осью 102. Глубина или высота оси 102 определяется именно нижней сторо 24 ной профиля рельса, которую необходимо также зачистить. Конструктивная высота задней части зачистного устройства может, следовательно, быть меньше высоты передней части. В качестве второго этапа вводят в действие эксцентриковые прессы. Все рабочие цилиндры (например, позиции 35, 36 на Ф и г - 5) нагружают сравнительно небольшим давлением, так что крепежные балки'(позиции 33, 34 на фиг. 4) лишь легко прижимаются к рельсам. Крепежные балки путем приведения в действие подъемного цилиндра (позиция 47 на фиг. 4) прижимаются вверх к вершине шпинделя (позиция 64 на фиг. 4). Таким образом, оба конца рельсов регулируются по высоте. В качестве третьего этапа следует юстировка по ходовой кромке. Для этого противоположные ходовой кромке эксцентриковые прессы нагружают большим давлением, так что оба конца рельсов прижимаются к расположенным на стороне ходовой кромки боковым стенкам юстировочных профилей 61, 62, 59, 60. Расположенные на стороне ходовой кромки эксцентриковые прессы включают не на полную мощность, чтобы не влиять на юстировку. Необходимо, естественно, следить за тем, чтобы рельсы, несмотря на это, удерживались с достаточной силой, чтобы они не могли смещаться во время последующих продольных движений. Теперь можно действовать по известной технологии сваривания рельсов. При этом каретка 2, которая зажимает один конец рельса, с помощью рабочего цилиндра 16 входит в корпус 1, вследствие чего концы рельсов медленно приближаются друг к другу. Одновременно через трансформаторы (позиции 79, 80 фиг. 9) подается сильный ток в рельсы. Брызги расплавленного материала рельсов не попадают на ножи зачистки, так как они находятся в наружных боковых углублениях медных блоков (позиция 70 на фиг. 6, 7) и защищены. После окончания сварки и отключения тока зажатая зажимной системой каретки часть рельса центрируется в середине относительно котировочных элементов и зачистные ножи (позиция 95 на фиг. 10) путем приведения в действие соответствующих подъемных цилиндров (позиция 111 на фиг. 10) прилегают к участку рельса 7. Эксцентриковые прессы каретки разъединяются и при сильной подаче рабочего цилиндра 16 каретка 2 с 25 26556 26 исполнения. Как тянущее устройство дпя зачистными ножами проходит по месту подтягивания рельсов, так и зажимное vcrсварки. Выступы материала на рельсовом ройство, зачистное устройство и/или расстыке посредством этого удаляются. Раположение электродов могут быть яыползумеется, зачистка проводится непосредственно после заключающего сварку 5 нены иначе, чем представлено на фигурах. осадочного удара в течение кратчайшего В заключение можно отметить, что времени. благодаря изобретению создана чрезвыНаконец, эксцентриковые прессы разъчайно компактная и мощная установка единяют, крепежные балки отводят и рельсы освобождают. 10 для стыковой сварки оплавлением для применения в качестве передвижной усИзобретение не ограничивается рамками приведенного на фигурах варианта тановки. И - - г S r b ^ F -Ь-^-З-Т- 61 8 26 21 ФИГ 1 62 26556 ФИГ. 2 е МИФ ог бі 99992 26556 9999г 26556 ФИГ. 6 63 71 72 76 57 58 ФИГ. 7 68 -і ж 69 / 77 73 L 70 74 ,/t со oo 9SS93 26556 ФИГ. 10 Упорядник Техред М. Келемеш Коректор О. Обручар Замовлення 51 в Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул. Гагаріна, 101
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 11/00, B23K 37/04
Мітки: оплавленням, зварювання, стикового, установка
Код посилання
<a href="https://ua.patents.su/20-26556-ustanovka-dlya-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Установка для стикового зварювання оплавленням</a>
Спосіб контактного стикового зварювання імпульсним оплавленням
Номер патенту: 6110
Опубліковано: 29.12.1994
Автори: Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: зварювання, контактного, імпульсним, спосіб, оплавленням, стикового
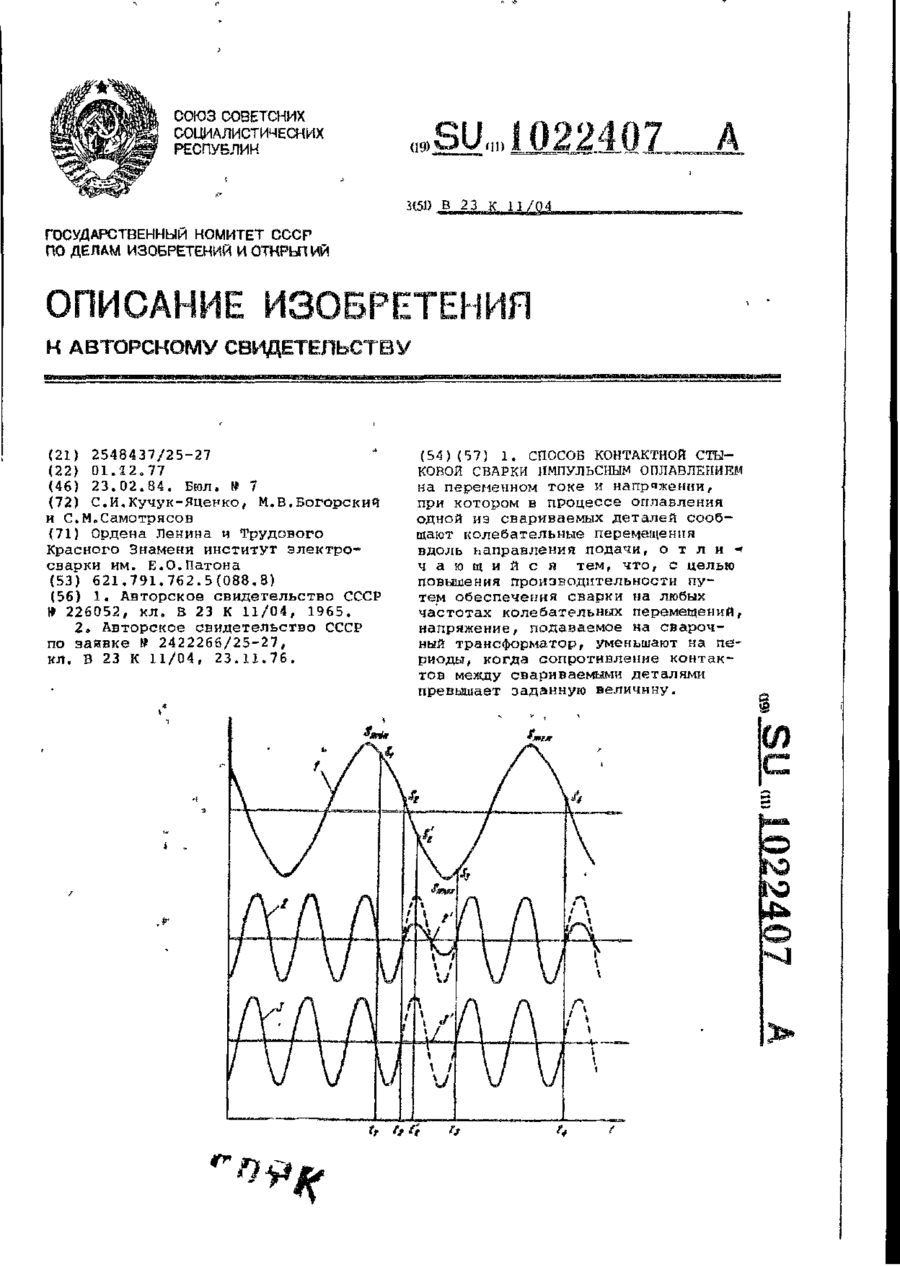
Формула / Реферат:
1. Способ контактной стыковой сварки импульсным оплавлением на переменном токе и напряжении, при котором в процессе оплавлення одной из свариваемых деталей сообщают колебательные перемещения вдоль направления подачи, отличающийся тем, что, с целью повышения производительности за счет обеспечения сварки на любых частотах колебательных перемещений, напряжение, подаваемое на сварочный трансформатор, уменьшают на периоды, когда...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 13652
Опубліковано: 25.04.1997
Автори: Самотрясов Сергій Михайлович, Беляєв Данило Іванович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Нізов Анатолій Павлович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: стикового, спосіб, оплавленням, контактного, зварювання
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: процесом, контактного, стикового, зварювання, управління, оплавленням, спосіб
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 6473
Опубліковано: 29.12.1994
Автори: Горишняков Олексій Іванович, Миронець Олександр Миколаєвич, Алексєєв Юрій Сергійович, Чепур Леонід Григорович, Семенов Леонід Олександрович, Москаленко Валентин Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: управління, зварювання, пристрій, машиною, стикового, контактного, оплавленням
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 11734
Опубліковано: 25.12.1996
Автори: Нікітін Анатолій Сергійович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович
МПК: B23K 11/04
Мітки: стикового, контактного, зварювання, спосіб, оплавленням
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором свариваемые детали подключают к вторичному контуру сварочного трансформатора сварочной машины, отличающийся тем, что, с целью повышения качества сварного соединения при сварке многослойных деталей, у которых один из наружных слоев изготовлен из коррозионно-стойкой стали, а остальные слои изготовлены из углеродистой стали, путем обеспечения оптимального химического состава сварного...
Попередній патент: Спосіб одержання 3,7-діалкілксантинів
Наступний патент: Зв’язуюче для одержання керамічного виробу складної конфігурації і спосіб його одержання
Випадковий патент: Полімерна композиція