Беляєв Данило Іванович
Машина для контактного стикового зварювання

Номер патенту: 16833
Опубліковано: 29.08.1997
Автори: Тішура Володимир Іванович, Кривенко Валерій Георгійович, Беляєв Данило Іванович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Мірошниченко Олександр Петрович, Зеленський Володимир Пилипович, Череднічок Віталій Тимофійович
МПК: B23K 11/00
Мітки: стикового, зварювання, контактного, машина
Формула / Реферат:
Машина для контактной стыковой сварки, включающая электрогидравлическое следящее устройство и встречно расположенные зажимные элементы, один из которых установлен с возможностью совместного со сварочным трансформатором перемещения от силового цилиндра, отличающаяся тем, что, с целью упрощения конструции, подвижный зажимной элемент закреплен на корпусе силового цилиндра я снабжен расположенными концентрично наружной поверхности корпуса...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 13652
Опубліковано: 25.04.1997
Автори: Самотрясов Сергій Михайлович, Богорський Михайло Володимирович, Нізов Анатолій Павлович, Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Беляєв Данило Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: стикового, контактного, спосіб, оплавленням, зварювання
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1612
Опубліковано: 25.10.1994
Автори: Беляєв Данило Іванович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Шкурко Віктор Григорович, Горонков Микола Дмитрович, Бондарук Андрій Всеволодович
МПК: B23K 11/04
Мітки: контактного, оплавленням, стикового, зварювання, спосіб
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, включающий разделку кромок свариваемых деталей горячей прессовой обработкой, оплавление свариваемых деталей и их последующую осадку, отличающийся тем, что, с целью повышения качества сварки путем сохранения в сварном соединении направления полос прокатки металла, оплавление свариваемых деталей прерывают при достижении ими равновесного теплового состояния и осуществляют разделку кромок,...
Спосіб контактного стикового зварювання
Номер патенту: 1613
Опубліковано: 25.10.1994
Автори: Беляєв Данило Іванович, Кучук-Яценко Сергій Іванович, Дідковський Олександр Володимирович, Шкурко Віктор Григорійович, Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: зварювання, стикового, контактного, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплав-лением преимущественно партий деталей из стали с компактными поперечными сечениями и одинаковыми поперечными сечениями, при котором свариваемые торцы деталей оплавляют и осаживают, отличающийся тем, что, с целью повышения качества сварного соединения, вследствие повышения ударной вязкости, при осадке свариваемых торцов измеряют текущие значения максимальной величины Н и длины участка L радиальной...
Пристрій для зняття грату при контактно-стиковому зварюванні деталей
Номер патенту: 1611
Опубліковано: 25.10.1994
Автори: Думчев Євген Олександрович, Беляєв Данило Іванович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Горонков Микола Дмитрович, Дідковський Олександр Володимирович, Бондарук Андрій Всеволодович
МПК: B23K 11/04
Мітки: деталей, зняття, контактно-стиковому, зварюванні, пристрій, грату
Формула / Реферат:
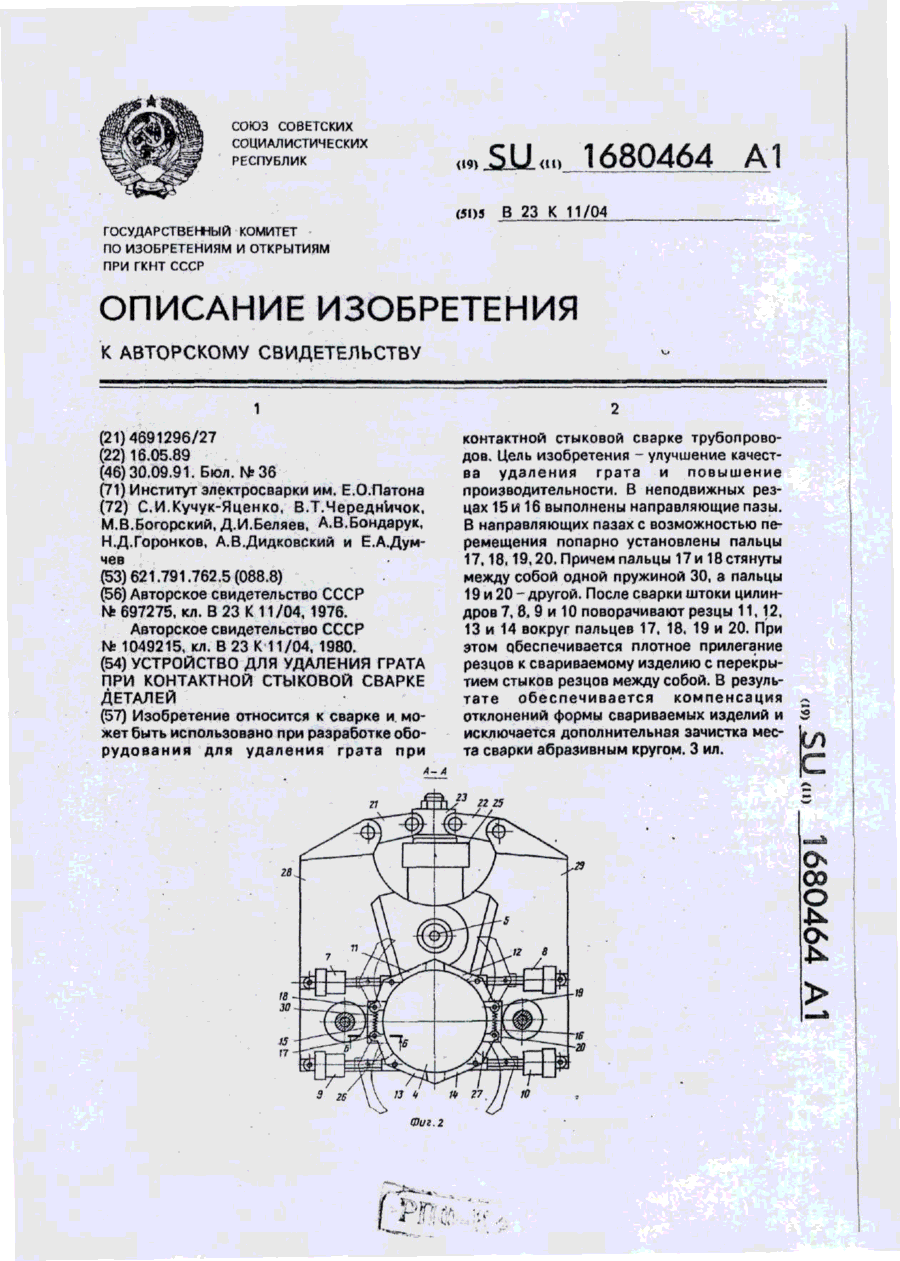
Устройство для удаления грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный корпус, выполненный в виде клещевого зажима, четыре цилиндра, установленные попарно на каждой из частей корпуса, шарнирно закрепленные на штоках цилиндров подвижные резцы и цилиндр зажатия, отличающееся тем, что, с целью улучшения качества удаления грата и повышения производительности, оно снабжено жестко закрепленными на...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 310
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Беляєв Данило Іванович, Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: стикового, зварювання, оплавленням, контактного, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором скорость перемещения свариваемых деталей изменяют в зависимости от разности измеренной и заданной величин параметра процесса сварки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени, необходимого для ведения процесса сварки, в качестве параметра процесса выбирают суммарное сопротивление элементарных контактов, а в качестве...