Спосіб управління процесом контактного стикового зварювання оплавленням
Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович

Формула / Реферат
Формула изобретения
Способ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Текст
(И) Союз Советских Социалистически? Республик (61) Дополнительное к авт. свид-ву — (22) Заявлено 05.08.74 (21) 2050293/27 с присоединением заявки № Государственный комитет Совета Министров СССР по делам изобретений и открытий (23) Приоритет 5 2 (51) М. Кл. В 2SK П/04 — — Опубликовано 15.01.77. Бюллетень № 2 (53) УДК 621.791.762.6 (088.8) Дата опубликования описания 23 02.77 (72) Авторы изобретения (71) Заявитель С. И. Кучук-Яценко, В. Г. Кривенко и М. В. Богорский Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им. Е. О. Патона (54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ 1 Предлагаемое изобретение относится к области сварки и может быть использовано при контактной стыковой сварке оплавлением. Известен способ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления [1]. В известном способе управляют процессом в конечной стадии сварки. Такой способ обеспечивает высокую стабильность качества при сварке большими удельными электрическими мощностями. Время сварки и зона термического влияния при этом незначительны. При сварке компактных изделий больших сечений удельная электрическая мощность сварки обычно ограничена. Время сварки таких изделий большое, а конечная стадия сварки (ускоренное оплавление и осадка) составляют десятые и даже сотые доли от общего времени сварки. Недостатком известного способа является то, что он не предусматривает управления процессом сварки на стадии нагрева, т. е. в наиболее длительный период спарки. Одним из технологических приемов интенсификации нагрева и расширения зоны термического влияния является изменение сварочного напряжения. Моменты изменения напряжения задают жестко заранее заданным отрезком времени 5 10 15 20 25 30 от начала сварки или перемещением плиты машины от исходного положения. В производственных условиях при действии различных возмущений жесткие программы оказываются не оптимальными. Во избежании получения недостаточного нагрева торцов деталей наперед задаваемое время подачи команд или соответствующее перемещение заведомо увеличивают, чем увеличивают и время сварки. При этом во многих случаях наблюдается перегрев торцов деталей. В результате снижается качество сварных соединений и увеличивается время сварки. Целью настоящего изобретения является повышение стабильности нагрева свариваемых деталей, повышение качества сварных соединений и производительности процесса сварки. Для этого по предлагаемому способу при достижении скорости оплавления определенного, наперед заданного значения, изменяют сварочное напряжение. Предлагаемый способ управления процессом контактной стыковой сварки заключается в следующем. В процессе оплавления осуществляют регулирование одного из параметров процесса сварки, воздействуя на скорость перемещения свариваемых деталей за счет охвата системы регулирования отрицательной обратной связью. При этом, когда торцы сва 542604 риваемых деталей холодные и скорость опчинает автоматически расти, чтобы поддерлавления низкая, фактическая скорость подажать сварочный ток на установленном уровне. чи, автоматически устанавливаемая регуляФормула изобретения тором приблизительно равная скорости оплавления для поддержания заданного знаСпособ управления процессом контактной стыковой сварки оплавлением, при котором чения регулируемого параметра (например сигналом на выдачу команды управления слусварочного тока), также будет низкой (0,1 — жит скорость оплавления, о т л и ч а ю щ и й с я 0,15 мм/сек). тем, что, с целью повышения стабильности По мере нагрева торцов деталей в процессе сварки скорость оплавления повышается и 10 нагрева свариваемых деталей, качества сварных соединений и производительности процесодновременно повышается скорость подачи са сварки, при достижении скорости оплавледеталей. При достижении скорости подачи опния определенного, наперед заданного значеределенного значения (0,5 мм/сек) снижают ния изменяют сварочное напряжение. сварочное напряжение. Источник информации, принятый во вниВ результате рост скорости перемещения на 15 мание при экспертизе: некоторое время приостанавливается и достигается расширение зоны термического влия1. Авт. св. СССР № 313628, М. Кл.2 В 23К 11/04, 1968 г. (прототип). ния. Затем скорость перемещения вновь на Редактор Л. Василькова Составитель В. Власова Техред И. Карандашова Корректор Л. Денискина Заказ 119/4 Изд. № 161 Тираж 1229 Подписное ЦНИИПИ Госудгрственного комитета Совета Министров СССР по дечам изобретений и открытий 113035, Москпа, Ж-35, Раушская наб., д. 4/5 Типография, пр Сапунова, 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of process of contact flash welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Bohorskyi Mykhailo Volodymyrovych
Назва патенту російськоюСпособ управления процессом контактной стыковой сварки оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Богорский Михаил Владимирович
МПК / Мітки
МПК: B23K 11/04
Мітки: оплавленням, зварювання, спосіб, стикового, контактного, управління, процесом
Код посилання
<a href="https://ua.patents.su/2-397-sposib-upravlinnya-procesom-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління процесом контактного стикового зварювання оплавленням</a>
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Семенов Леонід Олександрович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович, Кривенко Валерій Георгійович
МПК: B23K 11/25, B23K 11/04
Мітки: оплавленням, зварювання, стикового, контактного, управління, пристрій, процесом
Формула / Реферат:
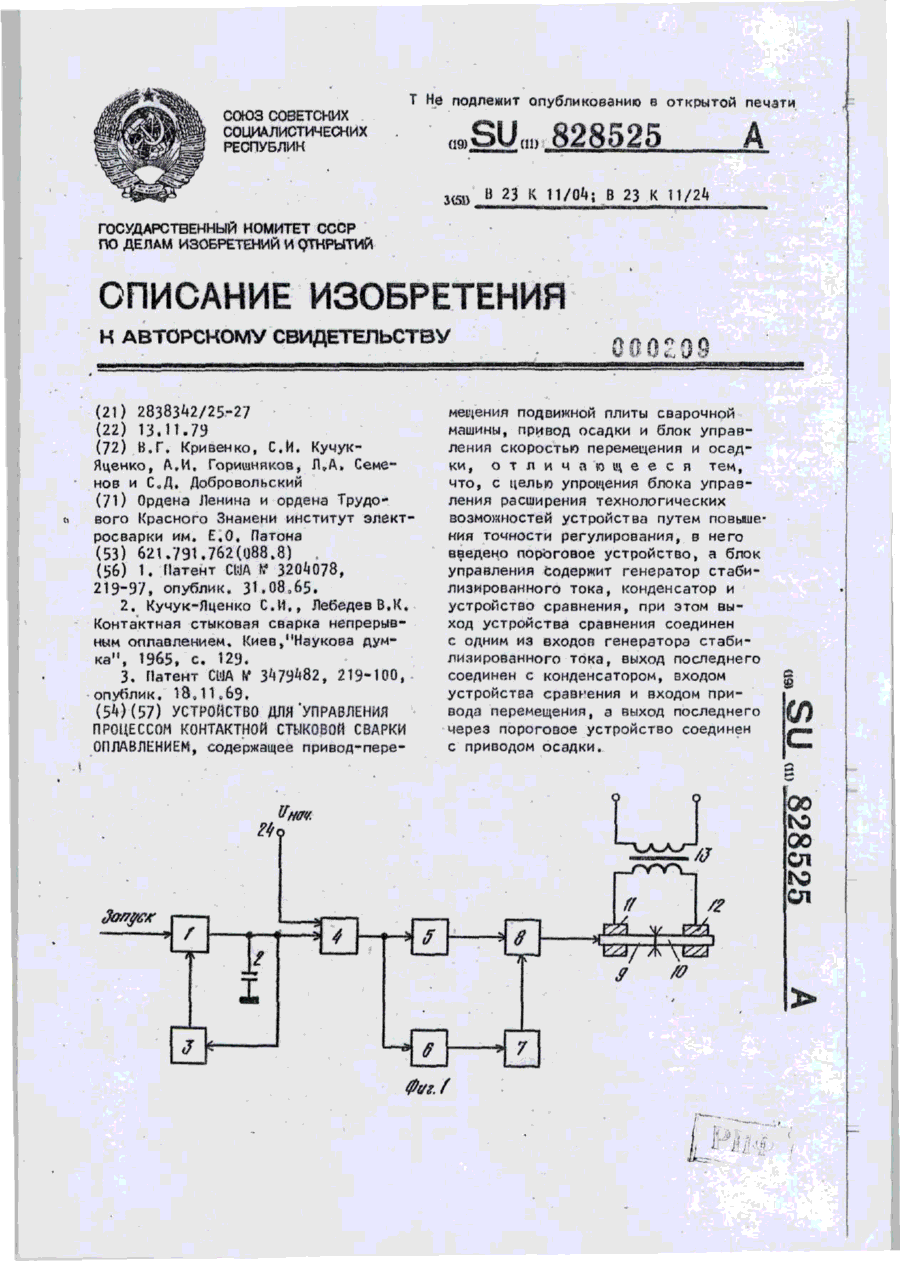
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Самотрясов Сергій Михайлович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, зварювання, оплавленням, стикового, спосіб
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Бєляєв Данило Іванович, Череднічок Віталій Тимофійович, Ротару Іон Теодорович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Мальцев Віктор Миколайович, Грабчев Борис Леонідович, Богорський Михайло Володимирович, Тільга Степан Сергійович
МПК: B23K 11/04
Мітки: контактного, зварювання, оплавленням, спосіб, стикового
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 491
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Галян Борис Опанасович, Загадарчук Василь Феодосійович, Казимов Борис Іванович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: стикового, зварювання, спосіб, контактного, оплавленням
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, преимущественно деталей с развитым сечением, при котором подводят напряжение к отдельным частям свариваемых деталей, образуя несколько вторичных сварочных цепей, и в момент начала оплавления по всему свариваемому сечению включают программу сварки, отличающийся тем, что, с целью повышения производительности и качества сварного соединения, момент начала оплавления по всему свариваемому сечению...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: стикового, управління, зварювання, пристрій, контактного, машиною, оплавленням
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Попередній патент: Пристрій для зняття грата
Наступний патент: Кільцевий трансформатор
Випадковий патент: Вібраційний конвеєр