Способи і пристрої, пов’язані з формуванням поверхонь будівельних панелей
Формула / Реферат
1. Спосіб виготовлення панелей (2) підлоги, що включає в себе етапи, на яких:
здійснюють механічну обробку множини пазів (20', 20") серцевини у верхній горизонтальній поверхні елемента (3) підлоги;
наносять верхній поверхневий шар (31) на серцевину (30) елемента (3) підлоги;
прикладають тиск щонайменше до частин поверхневого шару (31) таким чином, що поверхневий шар (31) проходить по поверхні елемента підлоги і, щонайменше частково, щонайменше по одному з пазів (20', 20") серцевини;
розпилюють елемент (3) підлоги щонайменше на дві панелі (2) підлоги, проходячи щонайменше по одному з пазів серцевини елемента (3) підлоги, так що панелі підлоги містять щонайменше частину паза серцевини на краю панелі підлоги.
2. Спосіб за п. 1, що додатково включає в себе етап, на якому формують систему механічних з'єднань на краю панелі підлоги.
3. Спосіб за п. 1 або 2, в якому механічну обробку пазів серцевини здійснюють за допомогою механічного пиляння або фрезерування або шабрування перед нанесенням поверхневого шару (31).
4. Спосіб за будь-яким з попередніх пунктів, в якому верхній поверхневий шар (31) наносять шляхом нанесення порошкоподібної суміші волокон, зв'язувальних і зносостійких частинок і прикладають тиск щонайменше на частинах суміші, в результаті чого отримують щільний поверхневий шар, що дає візуальний ефект відмінного типу.
5. Спосіб за п. 4, в якому порошкоподібну суміш розсіюють, щоб покрити щонайменше один паз (20', 20") серцевини.
6. Спосіб за будь-яким з попередніх пунктів, в якому щонайменше один паз (20', 20") серцевини містить скіс щонайменше для однієї сторони кожної панелі (2) підлоги.
7. Спосіб за будь-яким з попередніх пунктів, в якому формують щонайменше три пази (20', 20") серцевини, а ці три пази (20', 20") серцевини містять структуру щонайменше двох панелей (2) підлоги зі скосами на обох сторонах кожної панелі (2) підлоги.
8. Спосіб за будь-яким з попередніх пунктів, в якому верхній поверхневий шар (31) містить множину окремих листів (31', 31").
9. Спосіб за п. 8, в якому кожний з окремих листів (31', 31", 31'") покриває панель (2', 2") підлоги або множину панелей підлоги.
10. Спосіб за п. 8 або 9, в якому листи простягаються в пази (20', 20") серцевини і закінчуються в них.
11. Спосіб за будь-яким з попередніх пунктів, в якому тиск прикладають за допомогою вертикального притискання або прокатки ролика, або комбінацій вертикального притискання і прокатки ролика.
12. Спосіб за будь-яким з попередніх пунктів, в якому тиск прикладають за допомогою притискної плити, що складається з матеріалу, який буде слідувати по контуру множини пазів (20', 20") серцевини.
13. Спосіб за будь-яким з попередніх пунктів, в якому тиск прикладають за допомогою притискної плити (54), що складається щонайменше з однієї фіксованої притискної плити з формою, пристосованою до форми множини пазів (20', 20") серцевини, або з плоскою формою.
14. Спосіб за будь-яким з попередніх пунктів, в якому над поверхневим шаром (31) і під притискною плитою розташована гнучка м'яка плита (55).
15. Спосіб за будь-яким з попередніх пунктів, в якому верхній поверхневий шар (31) приклеюють до серцевини або нашаровують на неї під дією тепла і тиску.
16. Спосіб за будь-яким з попередніх пунктів, що передбачає зволоження або змащування, або лакування, або промаслення серцевини (30), або нанесення на неї клеїв перед притисканням.
17. Спосіб за будь-яким з попередніх пунктів, що передбачає нанесення шматка гнучкого матеріалу, який зменшує переміщення між двома механічно з'єднаними панелями підлоги у вертикальній площині (VP) або на шпунтовій, або на пазовій стороні.
18. Спосіб за будь-яким з попередніх пунктів, що передбачає нанесення шматка вологовидаляючого матеріалу у вертикальній площині (VP) або на шпунтовій, або на пазовій стороні.
19. Спосіб за будь-яким з попередніх пунктів, в якому верхній поверхневий шар (31) містить шаруватий пластик або дерев'яний шпон.
Текст
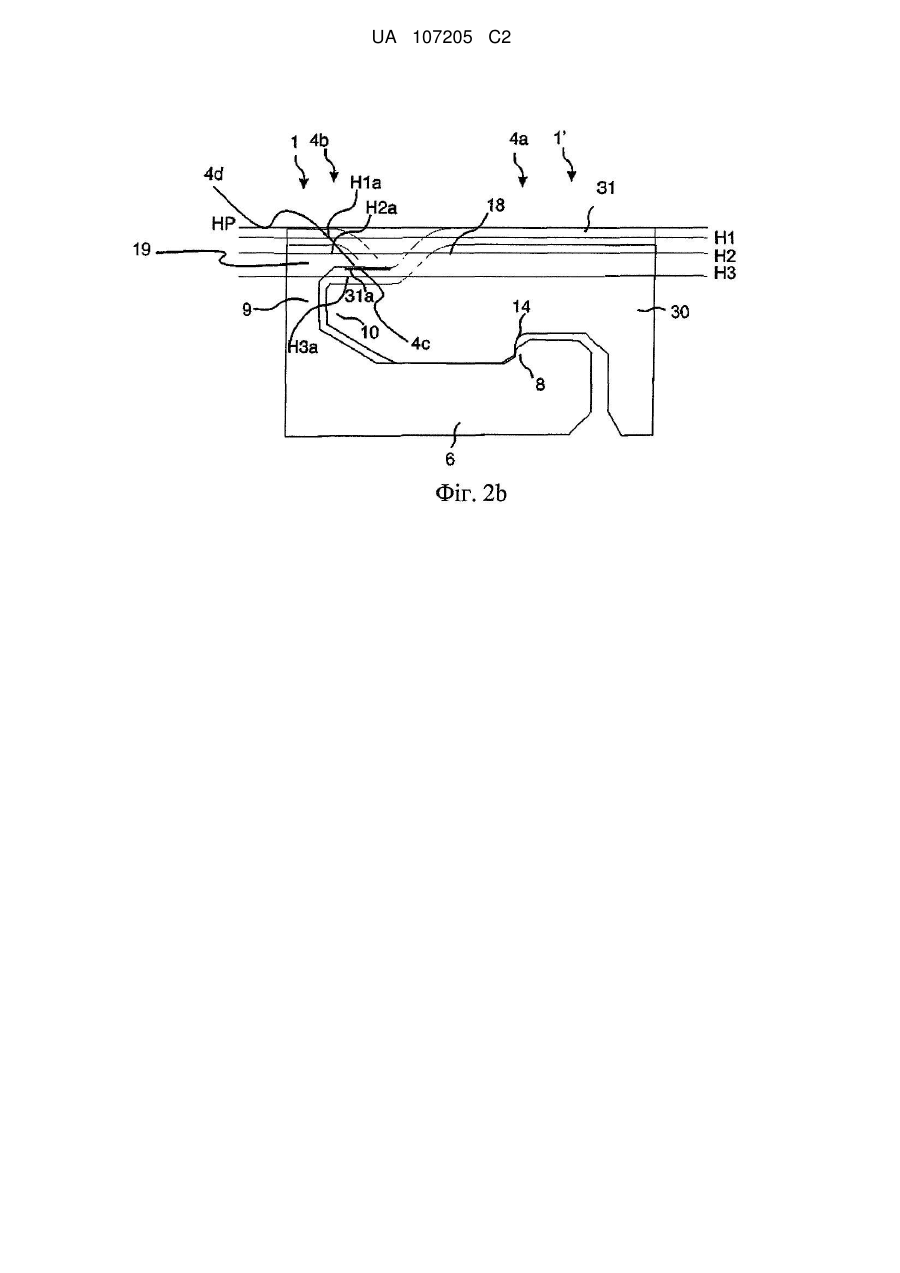
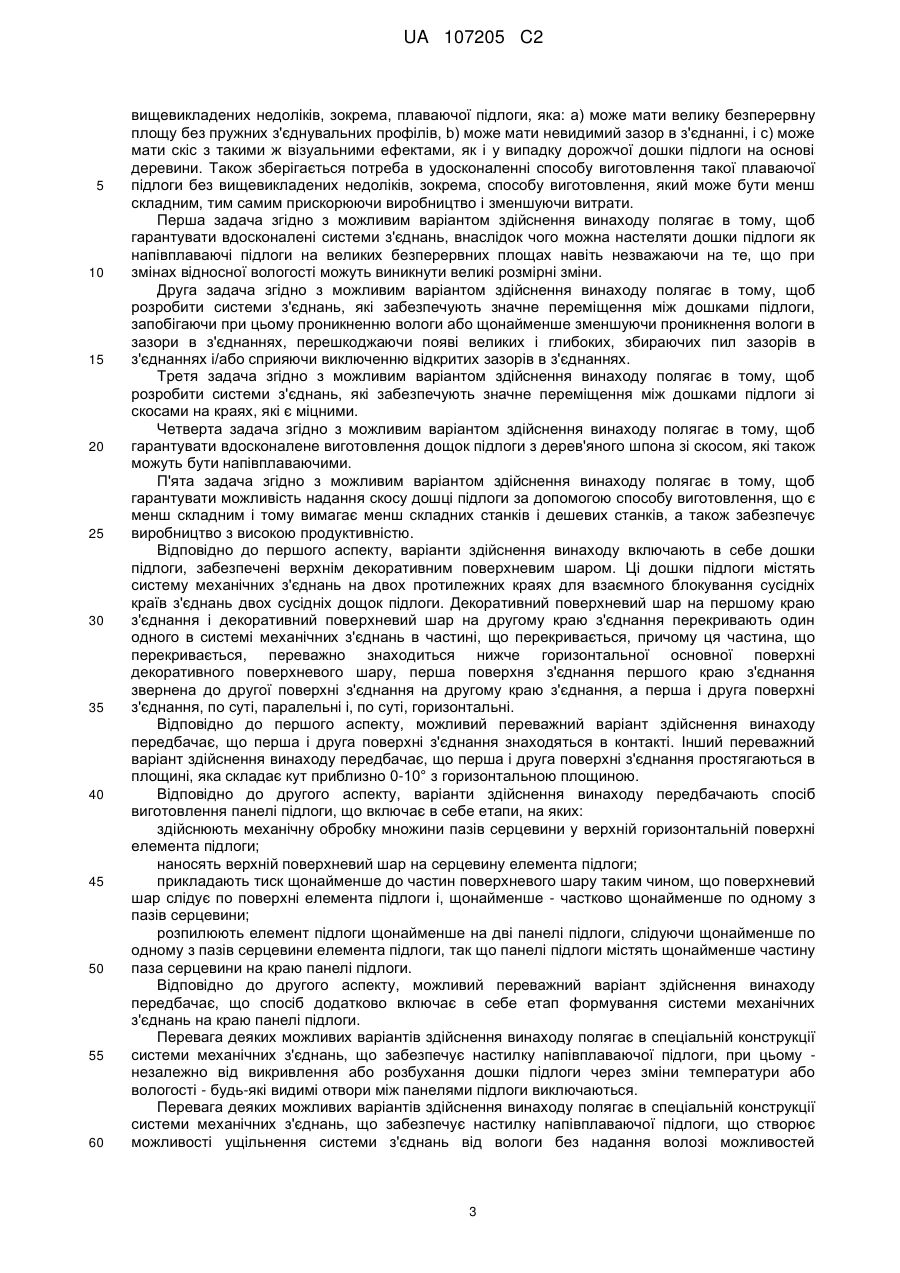
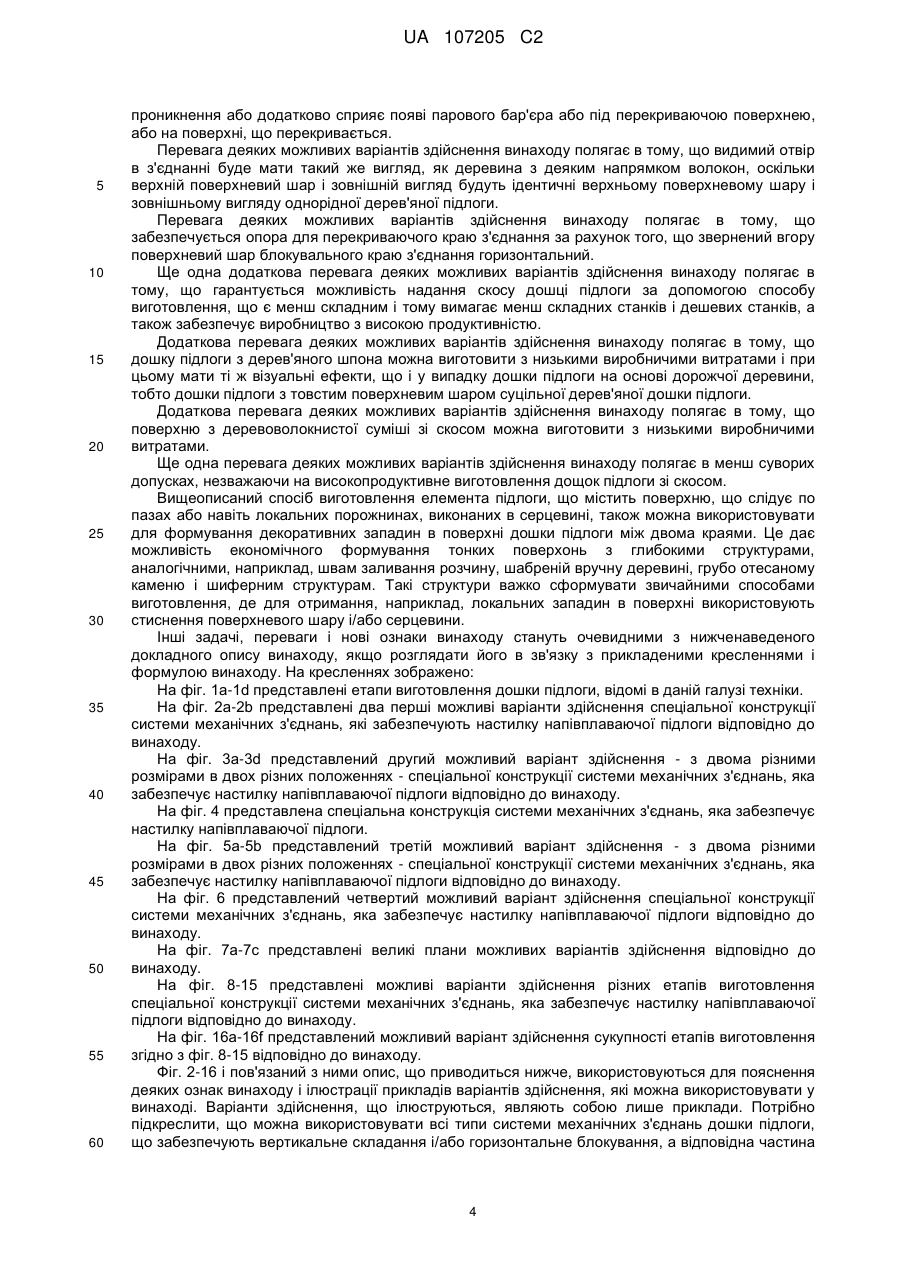
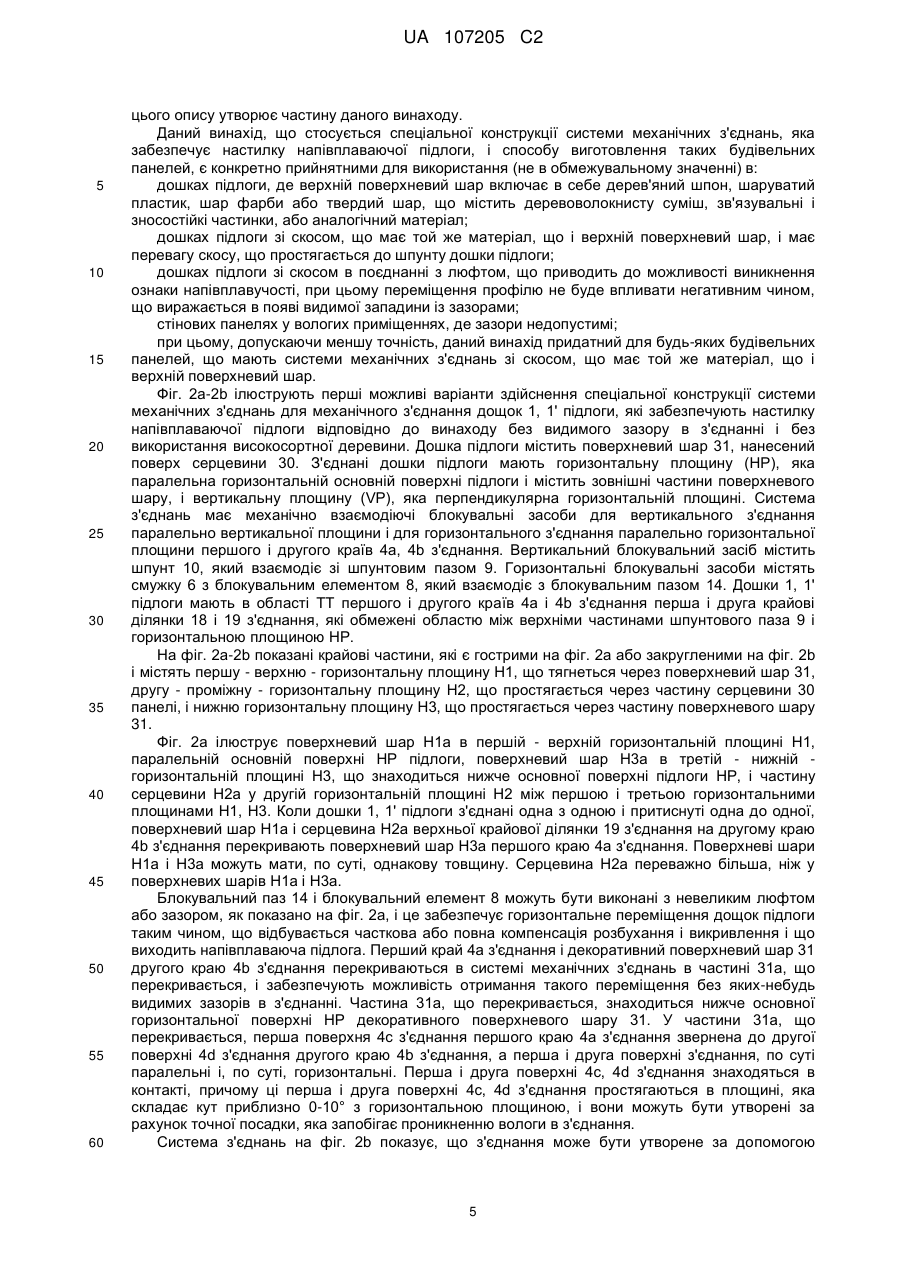
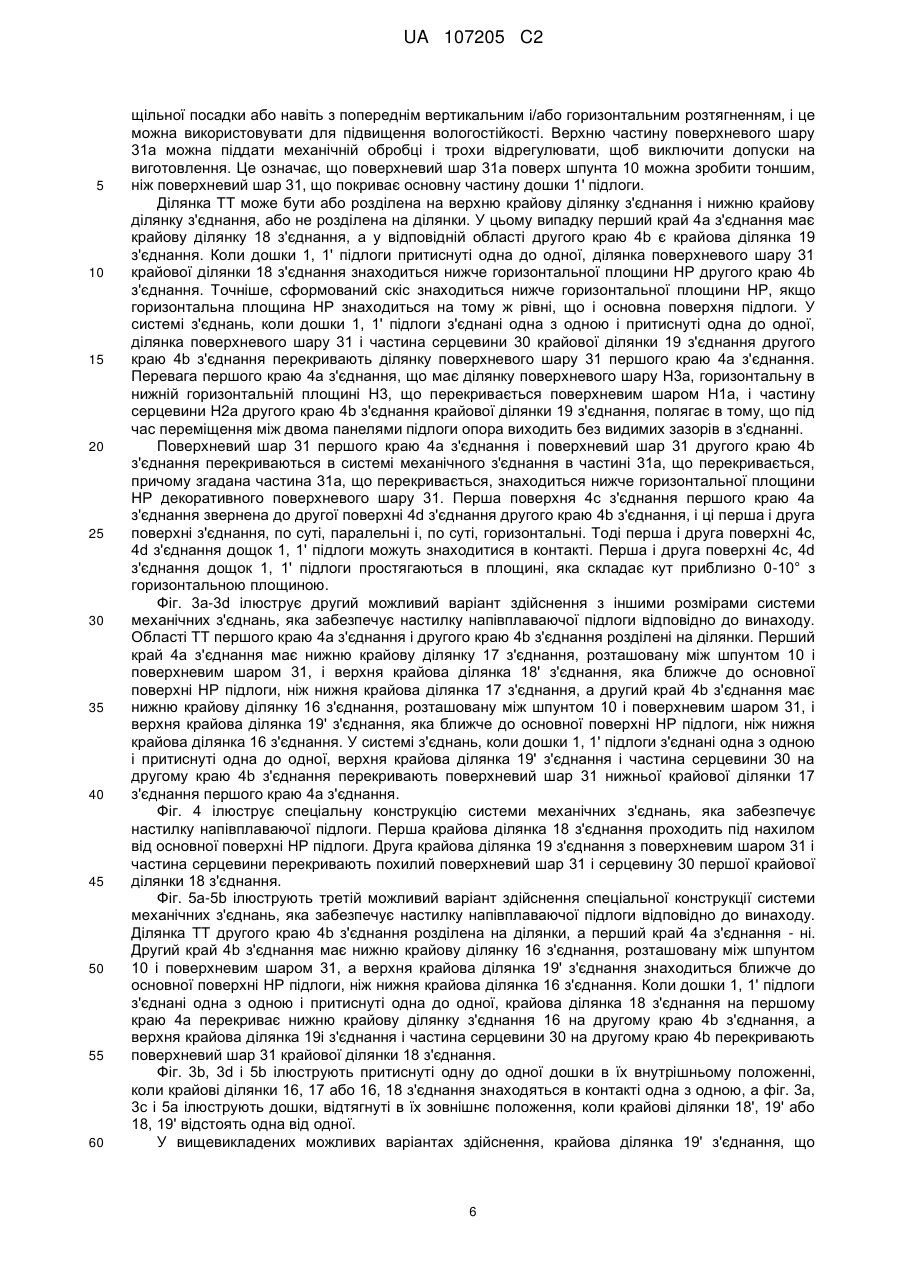
Реферат: Запропоновані напівплаваючі дошки підлоги і/або будівельні панелі, що мають системи механічних з'єднань, серцевину з криволінійними крайовими ділянками, внаслідок чого поверхневий шар зверху серцевини буде знаходитися нижче, ніж поверхня панелі, і при цьому краї дошки підлоги мають скіс, так що в згаданій системі з'єднань, коли дві дошки підлоги з'єднані одна з одною і притиснуті одна до одної, поверхневий шар 31 і серцевина 30 верхньої крайової ділянки 19 з'єднання на другому краю 4b з'єднання перекривають поверхневий шар 31, який, по суті, паралельний горизонтальній площині першого краю 4а з'єднання іншої дошки підлоги. Крім того, запропоноване виготовлення дощок підлоги і/або будівельних панелей шляхом механічної обробки поверхневої структури з отриманням множини пазів 20, 20′ серцевини і нанесення поверхневого шару 31 на верхній стороні серцевини 30, так, щоб забезпечити щонайменше часткове покриття елемента підлоги. Здійснюють прикладання тиску, і при цьому навколо пазів 20, 20' утворюється поверхневий шар 31. UA 107205 C2 (12) UA 107205 C2 UA 107205 C2 5 10 15 20 25 30 35 40 45 50 55 60 Опис Даний винахід належить головним чином до способу, пов'язаного з виготовленням панелей, особливо дощок підлоги, а також стосується дошки підлоги, виготовленої відповідно до такого способу. Зокрема, варіанти здійснення даного винаходу стосуються дощок підлоги, що мають системи механічних з'єднань, серцевину і поверхневий шар з криволінійними крайовими ділянками, що знаходяться нижче, ніж поверхня панелі. Варіанти здійснення винаходу стосуються дошки підлоги з такими крайовими ділянками і способу виготовлення такої дошки підлоги. Варіанти здійснення даного винаходу придатні, зокрема, для використання в підлогах з верхнім поверхневим шаром, що включає в себе дерев'яний шпон, шаруватий пластик, фольгу, шар фарби або шар, який містить суміш деревних волокон, зв'язувальні і зносостійкі частинки, і т. п. Тому нижченаведений опис відомого способу, проблем відомих систем, а також задач і ознак винаходу, буде приведено як необмежувальні приклади, орієнтовані в основному на цю галузь застосування. Разом з тим, потрібно підкреслити, що винахід можна використовувати в будь-яких будівельних панелях, наприклад, панелях підлоги або стінових панелях, що мають верхній поверхневий шар, які призначені для з'єднання в різних структурах за допомогою системи з'єднань. Визначення деяких термінів У нижченаведеному тексті, видима поверхня настеленої панелі підлоги називається "передньою стороною", а протилежна сторона панелі підлоги, звернена до чорної підлоги, називається "задньою стороною". Термін "горизонтальна площина" стосується площини, яка паралельна передній стороні. Безпосередньо прилягаючі одна до одної верхні частини двох сусідніх країв з'єднання двох панелей підлоги, що з'єднуються, разом обмежують "вертикальну площину", перпендикулярну горизонтальній площині. Зовнішні частини панелі підлоги на краю панелі підлоги між передньою стороною і задньою стороною називаються "краєм з'єднання". Як правило, край з'єднання має декілька "поверхонь з'єднання", які можуть бути вертикальними, горизонтальними, похилими, закругленими, скошеними, і т. д. Ці поверхні з'єднання можуть існувати на різних матеріалах, наприклад, на шаруватому пластику, деревоволокнистій плиті, пластмасі, металі (зокрема, алюмінії) або ущільнювальних матеріалах. Під терміном "система з'єднань" розуміються взаємодіючі з'єднувальні засоби, які взаємозв'язують панелі підлоги вертикально і/або горизонтально. Термін "система механічних з'єднань" означає, що блокування можливе без клею. Разом з тим, системи механічних з'єднань в багатьох випадках також передбачають і з'єднання за допомогою клею. Термін "сторона з блокувальним пазом" означає сторону панелі підлоги, в якій частина горизонтального замикаючого засобу має блокувальний паз, отвір якого звернений до задньої сторони. Термін "сторона блокувального елемента" означає сторону панелі підлоги, в якій частина горизонтального блокувального засобу має блокувальний елемент, який взаємодіє з блокувальним пазом. Термін "декоративний поверхневий шар" означає поверхневий шар, який призначений в основному для надання підлозі її декоративного зовнішнього вигляду. Термін "зносостійкий поверхневий шар" стосується шару, що має високу стійкість до абразивного зносу і призначений в основному для підвищення довговічності передньої сторони. "Декоративний зносостійкий поверхневий шар" - це шар, який призначений для надання підлозі її декоративного зовнішнього вигляду, а також підвищення довговічності передньої сторони. Поверхневий шар нанесений на серцевину. Скорочення "WFF" означає порошкоподібну суміш деревних волокон, зв'язувальних і зносостійких частин, і т. п., яка стиснута під тиском, в результаті чого виходить щільний поверхневий шар, що дає візуальний ефект відмінного типу. Порошок може бути розсіяним. Щоб полегшити розуміння і опис даного винаходу, а також знайомство з проблемами, на вирішення яких він спрямований, нижче, з посиланнями на фіг. 1 прикладених креслень, приводиться опис і базової конструкції, і функціонування дощок підлоги. На фіг. 1a-1d відповідно до відомого рівня техніки показано, як виготовляють підлоги з шаруватого пластику. Елемент 3 підлоги (фіг. 1а-b) в формі крупногабаритної плити з шаруватого пластику розпилюють на декілька окремих панелей 2 підлоги (фіг. 1c), які потім піддають додатковій механічній обробці з отриманням дощок 1, 1' підлоги (фіг. 1d). Панелі підлоги піддають індивідуальній механічній обробці вздовж їх країв, отримуючи дошки підлоги з системами механічних з'єднань на краях. Механічну обробку країв проводять на вдосконалених фрезерних станках, де панель підлоги точно позиціонують між одним або декількома ланцюгами або одним або декількома ременями або аналогічними засобами, внаслідок чого панель підлоги можна перемішувати з високою швидкістю і великою точністю, так що вона 1 UA 107205 C2 5 10 15 20 25 30 35 40 45 50 55 60 проходить повз ряд електродвигунів для фрезерування, які забезпечені алмазними різальними інструментами або металевими різальними інструментами і які забезпечують механічну обробку краю панелі підлоги і формують систему з'єднань. Дошка 1, 1' підлоги (фіг. 1d), що має систему механічних з'єднань, має активні блокувальні поверхні на шпунті 10 (шпунтовій стороні дошки 1' підлоги) і в шпунтовому пазу 9 (на пазовій стороні дошки 1 підлоги). Підлоги з шаруватого пластику і підлоги з дерев'яного шпона звичайно складаються з тіла 30, що включає в себе фіброліт товщиною 6-12 мм, верхнього поверхневого шару 31 товщиною 0,1-0,8 мм і нижнього балансуючого шару 32 товщиною 0,1-0,6 мм. Верхній поверхневий шар 31 надає дошкам підлоги зовнішнього вигляду і довговічності. Тіло надає стабільності, а балансуючий шар підтримує дошку вирівняною, коли відносна вологість (BB) змінюється протягом року. BB може змінюватися між 15% і 90%. Звичайні дошки підлоги з дерев'яною поверхнею раніше, як правило, з'єднували за допомогою клеєних шпунтових з'єднань. Краї часто формували зі скосами, щоб виключити суворі допуски. Крім таких традиційних підлог, за останні роки розроблені дошки підлоги, які не вимагають використання клею, а замість цього з'єднуються механічно за допомогою так званих систем механічних з'єднань. Ці системи містять блокувальні засоби, які блокують дошки горизонтально і вертикально. Системи механічних з'єднань можуть бути сформовані шляхом механічної обробки серцевини 30 дошки 1, 1'. У альтернативному варіанті, частини системи з'єднань можуть бути виготовлені з окремого матеріалу, який виконаний як одне ціле з дошкою підлоги. Дошки підлоги з'єднують, тобто взаємно зв'язують або взаємно блокують "плаваючим чином" за допомогою різних комбінацій нахилу, защіпання, вставляння вздовж краю з'єднання і за допомогою способів складання за допомогою систем з'єднань, що містять окремі переміщувані шпунти, які звичайно вставляють в паз на коротких сторонах на заводі-виготівнику. Такі підлоги можна формувати із суворими допусками. Тому для отримання декоративних властивостей в основному використовують скоси. Панель підлоги з шаруватого пластику з тонким поверхневим шаром можна виконати зі скошеними краями, і тоді вона виглядає як суцільно-деревна дошка. Перевага плаваючої підлоги, яка не з'єднана з чорною підлогою, наприклад, за допомогою цвяхів або клею, полягає в тому, що зміна форми через різні ступені відносної вологості BB може відбуватися потайно під плінтусами, і хоча дошки підлоги розбухають і коробляться, їх можна з'єднувати без видимих зазорів в з'єднаннях. Зокрема, за рахунок використання систем механічних з'єднань, укладання можна провести швидко і легко. Недолік полягає в тому, що безперервна поверхня підлоги, як правило, повинна бути лімітована навіть у випадках, де підлога містить відносно розмірно-стабільні дошки підлоги, такої, як підлога з шаруватого пластику, в яких серцевина дошки підлоги складається або деревні підлоги складаються з декількох шарів з різними напрямками волокон. Причина полягає в тому, що такі підлоги, як правило, коробляться і розбухають при зміні BB. У разі великих поверхонь підлоги, рішення полягає в тому, щоб розділити велику поверхню на менші поверхні еластичними прокладками. Без такого розділення можливий ризик, що підлога при викривленні змінить свою форму, внаслідок чого більше не можна буде накрити її плінтусами. Крім того, навантаження на систему з'єднань буде великим, оскільки при русі великої безперервної поверхні повинна відбуватися передача великих навантажень. Прикладами пружних прокладок є з'єднувальні профілі, які звичайно являють собою алюмінієву або пластмасову секцію, зафіксовану на поверхні підлоги між двома окремими елементами конструкції підлоги. Вони збирають пил, надають небажаного зовнішнього вигляду і є досить дорогими. Через ці обмеження, що накладаються на максимальні поверхні підлоги, підлоги з шаруватого пластику зайняли лише незначну частку ринку комерційних застосувань, таких, як готелі, аеропорти і великі торгові площі. Більш нестабільні підлоги, такі, як дерев'яні підлоги, можуть демонструвати ще більші зміни форми. Факторами, які, передусім, впливають негативний чином на зміну форми однорідної дерев'яної підлоги, є напрямок волокон і сорт деревини. Однорідна дубова підлога дуже стабільна в напрямку волокон, тобто в подовжньому напрямку дошки підлоги. Перевага кріплення до чорної підлоги клеєм і/або цвяхами полягає в тому, що можна забезпечити великі безперервні поверхні підлоги без пружних з'єднувальних профілів, а підлога при цьому може витримувати значні навантаження. Однак цей спосіб настилки, що передбачає кріплення до чорної підлоги, має ряд серйозних недоліків. Основними недоліками є настилка, що дорого коштує, і той факт, що при викривленні дощок підлоги між цими дошками виникає видимий зазор в з'єднанні. У зв'язку із вказаними фактами, зберігається потреба в удосконаленні плаваючої підлоги без 2 UA 107205 C2 5 10 15 20 25 30 35 40 45 50 55 60 вищевикладених недоліків, зокрема, плаваючої підлоги, яка: а) може мати велику безперервну площу без пружних з'єднувальних профілів, b) може мати невидимий зазор в з'єднанні, і с) може мати скіс з такими ж візуальними ефектами, як і у випадку дорожчої дошки підлоги на основі деревини. Також зберігається потреба в удосконаленні способу виготовлення такої плаваючої підлоги без вищевикладених недоліків, зокрема, способу виготовлення, який може бути менш складним, тим самим прискорюючи виробництво і зменшуючи витрати. Перша задача згідно з можливим варіантом здійснення винаходу полягає в тому, щоб гарантувати вдосконалені системи з'єднань, внаслідок чого можна настеляти дошки підлоги як напівплаваючі підлоги на великих безперервних площах навіть незважаючи на те, що при змінах відносної вологості можуть виникнути великі розмірні зміни. Друга задача згідно з можливим варіантом здійснення винаходу полягає в тому, щоб розробити системи з'єднань, які забезпечують значне переміщення між дошками підлоги, запобігаючи при цьому проникненню вологи або щонайменше зменшуючи проникнення вологи в зазори в з'єднаннях, перешкоджаючи появі великих і глибоких, збираючих пил зазорів в з'єднаннях і/або сприяючи виключенню відкритих зазорів в з'єднаннях. Третя задача згідно з можливим варіантом здійснення винаходу полягає в тому, щоб розробити системи з'єднань, які забезпечують значне переміщення між дошками підлоги зі скосами на краях, які є міцними. Четверта задача згідно з можливим варіантом здійснення винаходу полягає в тому, щоб гарантувати вдосконалене виготовлення дощок підлоги з дерев'яного шпона зі скосом, які також можуть бути напівплаваючими. П'ята задача згідно з можливим варіантом здійснення винаходу полягає в тому, щоб гарантувати можливість надання скосу дошці підлоги за допомогою способу виготовлення, що є менш складним і тому вимагає менш складних станків і дешевих станків, а також забезпечує виробництво з високою продуктивністю. Відповідно до першого аспекту, варіанти здійснення винаходу включають в себе дошки підлоги, забезпечені верхнім декоративним поверхневим шаром. Ці дошки підлоги містять систему механічних з'єднань на двох протилежних краях для взаємного блокування сусідніх країв з'єднань двох сусідніх дощок підлоги. Декоративний поверхневий шар на першому краю з'єднання і декоративний поверхневий шар на другому краю з'єднання перекривають один одного в системі механічних з'єднань в частині, що перекривається, причому ця частина, що перекривається, переважно знаходиться нижче горизонтальної основної поверхні декоративного поверхневого шару, перша поверхня з'єднання першого краю з'єднання звернена до другої поверхні з'єднання на другому краю з'єднання, а перша і друга поверхні з'єднання, по суті, паралельні і, по суті, горизонтальні. Відповідно до першого аспекту, можливий переважний варіант здійснення винаходу передбачає, що перша і друга поверхні з'єднання знаходяться в контакті. Інший переважний варіант здійснення винаходу передбачає, що перша і друга поверхні з'єднання простягаються в площині, яка складає кут приблизно 0-10° з горизонтальною площиною. Відповідно до другого аспекту, варіанти здійснення винаходу передбачають спосіб виготовлення панелі підлоги, що включає в себе етапи, на яких: здійснюють механічну обробку множини пазів серцевини у верхній горизонтальній поверхні елемента підлоги; наносять верхній поверхневий шар на серцевину елемента підлоги; прикладають тиск щонайменше до частин поверхневого шару таким чином, що поверхневий шар слідує по поверхні елемента підлоги і, щонайменше - частково щонайменше по одному з пазів серцевини; розпилюють елемент підлоги щонайменше на дві панелі підлоги, слідуючи щонайменше по одному з пазів серцевини елемента підлоги, так що панелі підлоги містять щонайменше частину паза серцевини на краю панелі підлоги. Відповідно до другого аспекту, можливий переважний варіант здійснення винаходу передбачає, що спосіб додатково включає в себе етап формування системи механічних з'єднань на краю панелі підлоги. Перевага деяких можливих варіантів здійснення винаходу полягає в спеціальній конструкції системи механічних з'єднань, що забезпечує настилку напівплаваючої підлоги, при цьому незалежно від викривлення або розбухання дошки підлоги через зміни температури або вологості - будь-які видимі отвори між панелями підлоги виключаються. Перевага деяких можливих варіантів здійснення винаходу полягає в спеціальній конструкції системи механічних з'єднань, що забезпечує настилку напівплаваючої підлоги, що створює можливості ущільнення системи з'єднань від вологи без надання волозі можливостей 3 UA 107205 C2 5 10 15 20 25 30 35 40 45 50 55 60 проникнення або додатково сприяє появі парового бар'єра або під перекриваючою поверхнею, або на поверхні, що перекривається. Перевага деяких можливих варіантів здійснення винаходу полягає в тому, що видимий отвір в з'єднанні буде мати такий же вигляд, як деревина з деяким напрямком волокон, оскільки верхній поверхневий шар і зовнішній вигляд будуть ідентичні верхньому поверхневому шару і зовнішньому вигляду однорідної дерев'яної підлоги. Перевага деяких можливих варіантів здійснення винаходу полягає в тому, що забезпечується опора для перекриваючого краю з'єднання за рахунок того, що звернений вгору поверхневий шар блокувального краю з'єднання горизонтальний. Ще одна додаткова перевага деяких можливих варіантів здійснення винаходу полягає в тому, що гарантується можливість надання скосу дошці підлоги за допомогою способу виготовлення, що є менш складним і тому вимагає менш складних станків і дешевих станків, а також забезпечує виробництво з високою продуктивністю. Додаткова перевага деяких можливих варіантів здійснення винаходу полягає в тому, що дошку підлоги з дерев'яного шпона можна виготовити з низькими виробничими витратами і при цьому мати ті ж візуальні ефекти, що і у випадку дошки підлоги на основі дорожчої деревини, тобто дошки підлоги з товстим поверхневим шаром суцільної дерев'яної дошки підлоги. Додаткова перевага деяких можливих варіантів здійснення винаходу полягає в тому, що поверхню з деревоволокнистої суміші зі скосом можна виготовити з низькими виробничими витратами. Ще одна перевага деяких можливих варіантів здійснення винаходу полягає в менш суворих допусках, незважаючи на високопродуктивне виготовлення дощок підлоги зі скосом. Вищеописаний спосіб виготовлення елемента підлоги, що містить поверхню, що слідує по пазах або навіть локальних порожнинах, виконаних в серцевині, також можна використовувати для формування декоративних западин в поверхні дошки підлоги між двома краями. Це дає можливість економічного формування тонких поверхонь з глибокими структурами, аналогічними, наприклад, швам заливання розчину, шабреній вручну деревині, грубо отесаному каменю і шиферним структурам. Такі структури важко сформувати звичайними способами виготовлення, де для отримання, наприклад, локальних западин в поверхні використовують стиснення поверхневого шару і/або серцевини. Інші задачі, переваги і нові ознаки винаходу стануть очевидними з нижченаведеного докладного опису винаходу, якщо розглядати його в зв'язку з прикладеними кресленнями і формулою винаходу. На кресленнях зображено: На фіг. 1a-1d представлені етапи виготовлення дошки підлоги, відомі в даній галузі техніки. На фіг. 2а-2b представлені два перші можливі варіанти здійснення спеціальної конструкції системи механічних з'єднань, які забезпечують настилку напівплаваючої підлоги відповідно до винаходу. На фіг. 3a-3d представлений другий можливий варіант здійснення - з двома різними розмірами в двох різних положеннях - спеціальної конструкції системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги відповідно до винаходу. На фіг. 4 представлена спеціальна конструкція системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги. На фіг. 5а-5b представлений третій можливий варіант здійснення - з двома різними розмірами в двох різних положеннях - спеціальної конструкції системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги відповідно до винаходу. На фіг. 6 представлений четвертий можливий варіант здійснення спеціальної конструкції системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги відповідно до винаходу. На фіг. 7а-7с представлені великі плани можливих варіантів здійснення відповідно до винаходу. На фіг. 8-15 представлені можливі варіанти здійснення різних етапів виготовлення спеціальної конструкції системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги відповідно до винаходу. На фіг. 16а-16f представлений можливий варіант здійснення сукупності етапів виготовлення згідно з фіг. 8-15 відповідно до винаходу. Фіг. 2-16 і пов'язаний з ними опис, що приводиться нижче, використовуються для пояснення деяких ознак винаходу і ілюстрації прикладів варіантів здійснення, які можна використовувати у винаході. Варіанти здійснення, що ілюструються, являють собою лише приклади. Потрібно підкреслити, що можна використовувати всі типи системи механічних з'єднань дошки підлоги, що забезпечують вертикальне складання і/або горизонтальне блокування, а відповідна частина 4 UA 107205 C2 5 10 15 20 25 30 35 40 45 50 55 60 цього опису утворює частину даного винаходу. Даний винахід, що стосується спеціальної конструкції системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги, і способу виготовлення таких будівельних панелей, є конкретно прийнятними для використання (не в обмежувальному значенні) в: дошках підлоги, де верхній поверхневий шар включає в себе дерев'яний шпон, шаруватий пластик, шар фарби або твердий шар, що містить деревоволокнисту суміш, зв'язувальні і зносостійкі частинки, або аналогічний матеріал; дошках підлоги зі скосом, що має той же матеріал, що і верхній поверхневий шар, і має перевагу скосу, що простягається до шпунту дошки підлоги; дошках підлоги зі скосом в поєднанні з люфтом, що приводить до можливості виникнення ознаки напівплавучості, при цьому переміщення профілю не буде впливати негативним чином, що виражається в появі видимої западини із зазорами; стінових панелях у вологих приміщеннях, де зазори недопустимі; при цьому, допускаючи меншу точність, даний винахід придатний для будь-яких будівельних панелей, що мають системи механічних з'єднань зі скосом, що має той же матеріал, що і верхній поверхневий шар. Фіг. 2а-2b ілюструють перші можливі варіанти здійснення спеціальної конструкції системи механічних з'єднань для механічного з'єднання дощок 1, 1' підлоги, які забезпечують настилку напівплаваючої підлоги відповідно до винаходу без видимого зазору в з'єднанні і без використання високосортної деревини. Дошка підлоги містить поверхневий шар 31, нанесений поверх серцевини 30. З'єднані дошки підлоги мають горизонтальну площину (HP), яка паралельна горизонтальній основній поверхні підлоги і містить зовнішні частини поверхневого шару, і вертикальну площину (VP), яка перпендикулярна горизонтальній площині. Система з'єднань має механічно взаємодіючі блокувальні засоби для вертикального з'єднання паралельно вертикальної площини і для горизонтального з'єднання паралельно горизонтальної площини першого і другого країв 4а, 4b з'єднання. Вертикальний блокувальний засіб містить шпунт 10, який взаємодіє зі шпунтовим пазом 9. Горизонтальні блокувальні засоби містять смужку 6 з блокувальним елементом 8, який взаємодіє з блокувальним пазом 14. Дошки 1, 1' підлоги мають в області TT першого і другого країв 4а і 4b з'єднання перша і друга крайові ділянки 18 і 19 з'єднання, які обмежені областю між верхніми частинами шпунтового паза 9 і горизонтальною площиною HP. На фіг. 2а-2b показані крайові частини, які є гострими на фіг. 2а або закругленими на фіг. 2b і містять першу - верхню - горизонтальну площину H1, що тягнеться через поверхневий шар 31, другу - проміжну - горизонтальну площину Н2, що простягається через частину серцевини 30 панелі, і нижню горизонтальну площину Н3, що простягається через частину поверхневого шару 31. Фіг. 2а ілюструє поверхневий шар H1a в першій - верхній горизонтальній площині H1, паралельній основній поверхні HP підлоги, поверхневий шар Н3а в третій - нижній горизонтальній площині Н3, що знаходиться нижче основної поверхні підлоги HP, і частину серцевини Н2а у другій горизонтальній площині Н2 між першою і третьою горизонтальними площинами H1, Н3. Коли дошки 1, 1' підлоги з'єднані одна з одною і притиснуті одна до одної, поверхневий шар H1a і серцевина Н2а верхньої крайової ділянки 19 з'єднання на другому краю 4b з'єднання перекривають поверхневий шар Н3а першого краю 4а з'єднання. Поверхневі шари H1a і Н3а можуть мати, по суті, однакову товщину. Серцевина Н2а переважно більша, ніж у поверхневих шарів H1a і Н3а. Блокувальний паз 14 і блокувальний елемент 8 можуть бути виконані з невеликим люфтом або зазором, як показано на фіг. 2а, і це забезпечує горизонтальне переміщення дощок підлоги таким чином, що відбувається часткова або повна компенсація розбухання і викривлення і що виходить напівплаваюча підлога. Перший край 4а з'єднання і декоративний поверхневий шар 31 другого краю 4b з'єднання перекриваються в системі механічних з'єднань в частині 31а, що перекривається, і забезпечують можливість отримання такого переміщення без яких-небудь видимих зазорів в з'єднанні. Частина 31а, що перекривається, знаходиться нижче основної горизонтальної поверхні HP декоративного поверхневого шару 31. У частини 31а, що перекривається, перша поверхня 4с з'єднання першого краю 4а з'єднання звернена до другої поверхні 4d з'єднання другого краю 4b з'єднання, а перша і друга поверхні з'єднання, по суті паралельні і, по суті, горизонтальні. Перша і друга поверхні 4с, 4d з'єднання знаходяться в контакті, причому ці перша і друга поверхні 4с, 4d з'єднання простягаються в площині, яка складає кут приблизно 0-10° з горизонтальною площиною, і вони можуть бути утворені за рахунок точної посадки, яка запобігає проникненню вологи в з'єднання. Система з'єднань на фіг. 2b показує, що з'єднання може бути утворене за допомогою 5 UA 107205 C2 5 10 15 20 25 30 35 40 45 50 55 60 щільної посадки або навіть з попереднім вертикальним і/або горизонтальним розтягненням, і це можна використовувати для підвищення вологостійкості. Верхню частину поверхневого шару 31а можна піддати механічній обробці і трохи відрегулювати, щоб виключити допуски на виготовлення. Це означає, що поверхневий шар 31а поверх шпунта 10 можна зробити тоншим, ніж поверхневий шар 31, що покриває основну частину дошки 1' підлоги. Ділянка TT може бути або розділена на верхню крайову ділянку з'єднання і нижню крайову ділянку з'єднання, або не розділена на ділянки. У цьому випадку перший край 4а з'єднання має крайову ділянку 18 з'єднання, а у відповідній області другого краю 4b є крайова ділянка 19 з'єднання. Коли дошки 1, 1' підлоги притиснуті одна до одної, ділянка поверхневого шару 31 крайової ділянки 18 з'єднання знаходиться нижче горизонтальної площини HP другого краю 4b з'єднання. Точніше, сформований скіс знаходиться нижче горизонтальної площини HP, якщо горизонтальна площина HP знаходиться на тому ж рівні, що і основна поверхня підлоги. У системі з'єднань, коли дошки 1, 1' підлоги з'єднані одна з одною і притиснуті одна до одної, ділянка поверхневого шару 31 і частина серцевини 30 крайової ділянки 19 з'єднання другого краю 4b з'єднання перекривають ділянку поверхневого шару 31 першого краю 4а з'єднання. Перевага першого краю 4а з'єднання, що має ділянку поверхневого шару Н3а, горизонтальну в нижній горизонтальній площині Н3, що перекривається поверхневим шаром H1a, і частину серцевини Н2а другого краю 4b з'єднання крайової ділянки 19 з'єднання, полягає в тому, що під час переміщення між двома панелями підлоги опора виходить без видимих зазорів в з'єднанні. Поверхневий шар 31 першого краю 4а з'єднання і поверхневий шар 31 другого краю 4b з'єднання перекриваються в системі механічного з'єднання в частині 31а, що перекривається, причому згадана частина 31а, що перекривається, знаходиться нижче горизонтальної площини HP декоративного поверхневого шару 31. Перша поверхня 4с з'єднання першого краю 4а з'єднання звернена до другої поверхні 4d з'єднання другого краю 4b з'єднання, і ці перша і друга поверхні з'єднання, по суті, паралельні і, по суті, горизонтальні. Тоді перша і друга поверхні 4с, 4d з'єднання дощок 1, 1' підлоги можуть знаходитися в контакті. Перша і друга поверхні 4с, 4d з'єднання дощок 1, 1' підлоги простягаються в площині, яка складає кут приблизно 0-10° з горизонтальною площиною. Фіг. 3a-3d ілюструє другий можливий варіант здійснення з іншими розмірами системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги відповідно до винаходу. Області TT першого краю 4а з'єднання і другого краю 4b з'єднання розділені на ділянки. Перший край 4а з'єднання має нижню крайову ділянку 17 з'єднання, розташовану між шпунтом 10 і поверхневим шаром 31, і верхня крайова ділянка 18' з'єднання, яка ближче до основної поверхні HP підлоги, ніж нижня крайова ділянка 17 з'єднання, а другий край 4b з'єднання має нижню крайову ділянку 16 з'єднання, розташовану між шпунтом 10 і поверхневим шаром 31, і верхня крайова ділянка 19' з'єднання, яка ближче до основної поверхні HP підлоги, ніж нижня крайова ділянка 16 з'єднання. У системі з'єднань, коли дошки 1, 1' підлоги з'єднані одна з одною і притиснуті одна до одної, верхня крайова ділянка 19' з'єднання і частина серцевини 30 на другому краю 4b з'єднання перекривають поверхневий шар 31 нижньої крайової ділянки 17 з'єднання першого краю 4а з'єднання. Фіг. 4 ілюструє спеціальну конструкцію системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги. Перша крайова ділянка 18 з'єднання проходить під нахилом від основної поверхні HP підлоги. Друга крайова ділянка 19 з'єднання з поверхневим шаром 31 і частина серцевини перекривають похилий поверхневий шар 31 і серцевину 30 першої крайової ділянки 18 з'єднання. Фіг. 5а-5b ілюструють третій можливий варіант здійснення спеціальної конструкції системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги відповідно до винаходу. Ділянка TT другого краю 4b з'єднання розділена на ділянки, а перший край 4а з'єднання - ні. Другий край 4b з'єднання має нижню крайову ділянку 16 з'єднання, розташовану між шпунтом 10 і поверхневим шаром 31, а верхня крайова ділянка 19' з'єднання знаходиться ближче до основної поверхні HP підлоги, ніж нижня крайова ділянка 16 з'єднання. Коли дошки 1, 1' підлоги з'єднані одна з одною і притиснуті одна до одної, крайова ділянка 18 з'єднання на першому краю 4а перекриває нижню крайову ділянку з'єднання 16 на другому краю 4b з'єднання, а верхня крайова ділянка 19і з'єднання і частина серцевини 30 на другому краю 4b перекривають поверхневий шар 31 крайової ділянки 18 з'єднання. Фіг. 3b, 3d і 5b ілюструють притиснуті одну до одної дошки в їх внутрішньому положенні, коли крайові ділянки 16, 17 або 16, 18 з'єднання знаходяться в контакті одна з одною, а фіг. 3а, 3с і 5а ілюструють дошки, відтягнуті в їх зовнішнє положення, коли крайові ділянки 18', 19' або 18, 19' відстоять одна від одної. У вищевикладених можливих варіантах здійснення, крайова ділянка 19' з'єднання, що 6 UA 107205 C2 5 10 15 20 25 30 35 40 45 50 55 60 перекривається, виконана на пазовій стороні, тобто на краю з'єднання, що має паз 9, або на другому краю 4b з'єднання. Крайова ділянка 18, 18', що перекривається, з'єднання також може бути виконана на шпунтовій стороні, тобто на краю з'єднання, що має шпунт 10, або на першому краю 4а з'єднання, як показано на фіг. 6. У вертикальній площині VP, або на шпунтову, або на пазову сторону, або на обидві сторони можна нанести шматок гнучкого матеріалу, зменшуючи переміщення між двома механічно з'єднаними панелями підлоги. Прикладами гнучких матеріалів є пластмаса, каучук і силікон або аналогічний матеріал. У вертикальній площині VP, або на шпунтову, або на пазову сторону, або на обидві сторони можна нанести шматок вологовидаляючого матеріалу. Цей матеріал запобігає потраплянню вологи між двома панелями підлоги. У положенні притиснення одна до одної, система з'єднань має люфт JO, наприклад, 0,2 мм. Якщо перекривання в цьому положенні притиснення одна до одної становить 0,2 мм, дошки, коли їх відтягують одна від одної, можуть відділитися одна від одної на 0,2 мм без видимого зазору в з'єднанні, який можна помітити з поверхні. Варіанти здійснення не будуть мати відкритий зазор в з'єднанні, тому що зазор в з'єднанні буде закритий за рахунок перекривання другої крайової ділянки 19, 19' з'єднання, показаної на фіг. 3-5, і за рахунок перекривання першої крайової ділянки 18 з'єднання, показаної на фіг. 6. Вигідно, якщо блокувальний елемент 6 і блокувальний паз 12 такі, що можливе розділення, тобто люфт, виявляється дещо менше, ніж величина перекривання. У переважному варіанті, навіть коли дошки підлоги відтягнуті, а до з'єднання прикладена відтягуюча сила, в з'єднанні повинно існувати невелике перекривання, наприклад, 0,05 мм. Це перекривання запобіжить проникненню вологи в з'єднання. Краї з'єднання будуть міцними, оскільки перекриваюча крайова ділянка 19, 19' на другому краю 4b з'єднання буде оперта на горизонтальну поверхню крайової ділянки 18 першого краю 4а з'єднання сусідньої дошки підлоги на фіг. 2, 4 і 5, або навіть міцніше на фіг. 3a-3d, оскільки нижня крайова ділянка 17 буде підтримувати верхню крайову ділянку 19'. Декоративний паз може бути виконаний дуже неглибоким, так що весь пил, який скупчується в цьому пазу, можна легко видалити пилососом в зв'язку із звичайним чищенням. Ні бруд, ні пил не зможе проникнути в систему з'єднань і далі до шпунту 10. Цей спосіб, що передбачає перекривання крайових ділянок з'єднання, звичайно ж, може бути втілений лише на одній стороні, або спільно на обох довгих сторонах або на обох коротких сторонах, або спільно на всіх сторонах на дошці підлоги, включаючи довгі і короткі сторони. Наприклад, видимий відкритий зазор в з'єднанні може становити 0,1 мм, стиснення - 0,1 мм, і перекривання - 0,1 мм. Тоді всі разом дошки підлоги будуть мати можливість переміщення на 0,3 мм, і це значне переміщення може поєднуватися з малим видимим відкритим зазором в з'єднанні і обмеженою горизонтальною протяжністю перекриваючої крайової ділянки 19, 19' з'єднання, що не приводить до послаблення краю з'єднання. Це відбувається завдяки тому, перекриваюча крайова ділянка 19, 19' з'єднання дуже мала, а також виконана в найміцнішій частині дошки підлоги, яка містить поверхню шаруватого пластику і деревні волокна, просочені меламіном. Таку систему з'єднань, яка по вищезгаданих причинах може забезпечити значну можливість переміщення без видимих зазорів в з'єднанні, можна використовувати у всіх вищеописаних додатках. Крім того, ця система з'єднань особливо придатна для використання в широких дошках підлоги на коротких сторонах, коли дошки підлоги настеляють паралельними рядами і т. п., тобто - у всіх додатках, які вимагають великої рухливості в системі з'єднань для протидії розмірним змінам підлоги. Цю систему з'єднань також можна використовувати на коротких сторонах дощок підлоги, які складають рамку або бордюр навколо підлоги, настеленої у вигляді малюнка "ялинка". У можливому варіанті здійснення, вертикальна протяжність перекриваючої крайової ділянки з'єднання, тобто глибина отвору з'єднання, менша, ніж 0,1 товщини T підлоги. Перекриваючий край з'єднання можна додатково посилити на краю, якщо це бажано. Наприклад, посилення поверхневого шару на краях відбувається за рахунок попередньої обробки поверхневого шару, або за рахунок додаткового шару армованого матеріалу на серцевині в пазах. Фіг. 7а-7с детально ілюструють деякі частини можливих варіантів здійснення згідно з фіг. 2-6 відповідно до винаходу. На фіг. 7b показано, що поверхневий шар 31 і частина серцевини 30 на другому краю 4b з'єднання краю 1 перекривають поверхневий шар на краю 1' сусідньої дошки підлоги, або - як на фіг. 7a - поверхневий шар 31 і частина серцевини 30 на краю 1' дошки підлоги згідно з першим краєм 4а з'єднання перекривають поверхневий шар на краю 1 сусідньої дошки підлоги. Крайова частина містить поверхневий шар H1a в першій - верхній горизонтальній площині H1, паралельній основній поверхні підлоги, частину серцевини Н2а панелі і поверхневий шар Н3а в нижній горизонтальній площині Н3, розташованій нижче, ніж основна поверхня підлоги. П'ята горизонтальна площина Н5 паралельна шпунту 10 на першому 7 UA 107205 C2 5 10 15 20 25 30 35 40 45 50 55 60 краю 4а з'єднання на фіг. 1h-1c, а шоста горизонтальна площина Н6 паралельна смужці 6 блокувального елемента 8 на другому краю 4b з'єднання на фіг. 7а. Фіг. 7а ілюструє поверхневий шар H1a в першій - верхній - горизонтальній площині H1, паралельній основній поверхні HP підлоги, поверхневий шар Н3а в третій - нижній горизонтальній площині Н3, що знаходиться нижче основної поверхні HP підлоги, і частину серцевини Н2а у другій - проміжній горизонтальній площині Н2 між першою і третьою горизонтальними площинами. Коли дошки 1, 1' підлоги з'єднані одна з одною і притиснуті одна до одної, поверхневий шар H1 і серцевина Н2а верхньої крайової ділянки 18' з'єднання на першому краю 4а з'єднання перекривають поверхневий шар Н3а поруч з крайовою ділянкою 19' на другому краю 4b з'єднання. У винаході також запропоновані можливі варіанти здійснення способу виготовлення, що забезпечує формування глибоких пазів 20', 20" серцевини в панелі з тонким поверхневим шаром. Перевага полягає в тому, що такі глибокі пази серцевини можна формувати дуже точно і без якого-небудь істотного стиснення серцевини, а також в тому, що виходить спосіб виготовлення із зменшеним часом виготовлення і меншим споживанням енергії, що приводить до зниження виробничих витрат. На фіг. 8-16 показані частини технологічної лінії, що ілюструють можливі варіанти здійснення виготовлення будівельних панелей зі скосами, зменшення виробничих витрат, а також витрат часу і енергії відповідно до винаходу. Процес виготовлення дощок підлоги або будівельних панелей передбачає попереднє формування матеріалу серцевини всього елемента 3 підлоги без відділення панелей 2 підлоги одна від одної, нанесення верхнього поверхневого шару, наприклад, дерев'яного шпона, шаруватого пластику, шару фарби або суцільного шару, що містить суміш деревних волокон, зв'язувальні і зносостійкі частинки і т. п., а також формування верхнього поверхневого шару 31 навколо попередньо сформованих пазів 20', 20" серцевини в матеріалі 30 серцевини. Елемент 3 підлоги потім розділяють на панелі 2 підлоги. Тепер спосіб виготовлення панелей 2 підлоги буде описаний як такий, що передбачає наступні етапи способу, на яких: здійснюють механічну обробку множини пазів (20', 20") серцевини у верхній горизонтальній поверхні елемента (3) підлоги; наносять верхній поверхневий шар (31) на серцевину (30) елемента (3) підлоги; прикладають тиск щонайменше до частин поверхневого шару (31) таким чином, що поверхневий шар (31) слідує по поверхні елемента підлоги і, щонайменше - частково щонайменше по одному з пазів (20', 20") серцевини; розпилюють елемент (3) підлоги щонайменше на дві панелі (2) підлоги, слідуючи щонайменше по одному з пазів серцевини елемента (3) підлоги, так що панелі підлоги містять щонайменше частину паза серцевини на краю панелі підлоги. Фіг. 8а ілюструє можливий варіант здійснення способу виготовлення, що передбачає попереднє формування серцевини 30 з пазами 20, 20', 20" серцевини, які призначені для покриття поверхневим шаром 31 і формуються як западини поверхні в дошці підлоги, переважно - як скошені краї, відповідно до винаходу. На фіг. 8а показана механічна обробка за допомогою різальних інструментів, що обертаються. У переважному варіанті, для пропилювання пазів 20, 20', 20" серцевини можна використовувати полотна 51 пилок на осі 50, які можна розташовувати таким чином, що вони будуть накривати частину краю над шпунтами 10 і пазами 9 в системі з'єднань, яка буде сформована на краях дошки підлоги, як показано на фіг. 8b. Для формування пазів за допомогою механічної обробки можна використовувати і декілька інших способів. Іншими альтернативами формуванню серцевини 30 за допомогою механічної обробки пазів 20, 20', 20" серцевини є лазерне різання або шабрування, фрезерування або витравлення. Перевага механічної обробки таким чином полягає в тому, що поверхня серцевини стабільна. Як зрозуміє фахівець в даній галузі техніки, западини можуть мати структуру поверхні пазів 20, 20', 20" серцевини, які можуть слідувати по сторонах однієї панелі підлоги на обох довгих сторонах або слідувати лише по одній довгій стороні, або можуть також слідувати по коротких сторонах, або пази серцевини можуть слідувати тільки по коротких сторонах, залежно від того, де повинні бути розташовані системи з'єднань в напівплаваючій підлозі. Можна також формувати пази серцевини, наприклад, лише для візуальних ефектів в центрі дошки підлоги, що не показано. Фіг. 9а ілюструє можливий варіант здійснення введення клеїв 53 за допомогою машини 52 для нанесення клею на попередньо сформованій поверхні серцевини 30 відповідно до винаходу. Це полегшує кріплення верхнього поверхневого шару 31 на серцевину після притискання. Як зрозуміє фахівець в даній галузі техніки, можна використовувати клей будьякого типу, наприклад, щоб згадати лише деякі, приведемо полівінілацетат (PVA), емульсію 8 UA 107205 C2 5 10 15 20 25 30 35 40 45 50 55 60 аліфатичної смоли або інші синтетичні смоли, включаючи резорцинову, сечовиноформальдегідну, фенолформальдегідну смолу, і т. д. Фіг. 9b ілюструє можливий варіант здійснення за допомогою машини 52 зволоження 53 верхнього поверхневого шару 31', 31" перед притисканням відповідно до винаходу. Це полегшує, наприклад, вигин верхнього поверхневого шару на основі деревних волокон, такого, як папір або дерев'яний шпон, навколо ділянок попередньо сформованого паза 20 серцевини 30, тобто, поверхонь, які розташовані нижче, ніж основна поверхня підлоги. Як зрозуміє фахівець в даній галузі техніки, можна втілити будь-який спосіб зволоження 53, наприклад, щоб згадати лише деякі, приведемо здійснювані за допомогою води, масла або воску, і т. д. Крім того, верхній поверхневий шар 31', 31" можна нагрівати для розм'якшення верхнього поверхневого шару, якому після цього можна буде легше надати форми під час притискання. Спосіб можна використовувати для того, щоб сформувати пази серцевини і основну поверхню підлоги на одному і тому ж технологічному етапі. Поверх паза серцевини можна - в умовах прикладання тепла і тиску - наносити папір, просочений, наприклад, термореактивною смолою, щоб тим самим сформувати навколо западини верхній поверхневий шар і дати йому затверднути. Зокрема, спосіб придатний для формування, наприклад, глибоких западин в дошках підлоги, що містять суцільну поверхню з деревних волокон, зв'язувальних і водостійких частинок. Спосіб не виключає часткового стиснення серцевини і/або частин паза серцевини під час нанесення поверхневого шару поверх паза серцевини. Фіг. 10а ілюструє можливий варіант здійснення, в якому кожна панель 2', 2" підлоги більш або менш покрита окремим листом 31', 31" верхнього поверхневого шару відповідно до винаходу. Фіг. 10b ілюструє варіант здійснення, в якому верхній поверхневий шар 31'" покриває весь елемент 3 підлоги, який може бути трохи розтягнутий під час притискання між скосами 20, 20', 20" відповідно до винаходу. Фіг. 10с ілюструє великий план згідно з фіг. 10b, де можна побачити, що тонкий верхній поверхневий шар 31'" нанесений на серцевину 30 таким чином, що він покриває пази серцевини. Фіг. 11 ілюструє можливі варіанти здійснення відповідно до винаходу, в яких верхній поверхневий шар 31p нанесений в формі порошку, що містить волокна і зв'язуючі, на обмеженому профілі, слідуючи по контуру попередньо сформованої серцевини. Прикладом порошку є суміш WFF, охарактеризована в документі WO 2009/065769. Порошок, нанесений поверх паза серцевини, може мати колір, відмінний від кольору основної поверхні підлоги. Це можна було б використати для формування імітації "глибоких швів заливання затвора" з кольором або структурою, відмінним або відмінної від кольору або структури основної поверхні підлоги. Порошок можна розсіювати, щоб він покривав щонайменше один паз, і порошок можна додатково змащувати, якщо це потрібно. Фіг. 12а-12с ілюструють можливий варіант здійснення притискання на іншому верхньому поверхневому шарі 31', 31", 31'", 31р на першому етапі відповідно до винаходу шляхом використання, наприклад, фіксованої притискної плити 54 з визначеною формою, що слідує по контуру заздалегідь визначених пазів (20, 20', 20") серцевини. Як зрозуміє фахівець в даній галузі техніки, показана притискна плита 54 може мати будь-яку форму, яка підходить для поверхневого шару, що піддається притисканню. Верхній поверхневий шар може бути приклеєний до серцевини або нашарований на неї під впливом тепла або тиску, при цьому згаданий шар представлений в формі просоченого паперу 31', 31", 31'", або нанесений в формі порошку 31р, що містить волокна і зв'язуючі. Фіг. 12d ілюструє другий етап, на якому притискна плита 54 знаходиться в положенні притискання. На фіг. 12е показаний результат після притискання. Оформити структуру поверхні, властиву верхній поверхні серцевини, можна за допомогою шабрування, різання або витравлення з подальшим нанесенням - з супутнім притисканням - листів 31, 31', 31", 31'" верхнього поверхневого шару або порошкоподібної суміші. Перед притисканням, верхній поверхневий шар також можна попередньо обробляти, наприклад, за допомогою шабрування або різання листів 31, 31', 31", 31'" шаруватого пластику з отриманням малюнків. Крім того, верхній поверхневий шар може містити вологовідштовхувальний матеріал. Фіг. 13а-13b ілюструють варіант здійснення обладнання 54, 55 для плавного нагнітання тиску, причому це обладнання передбачає, наприклад, наявність м'якої плити 55 між плоским формувальним пресом 54 і верхнім поверхневим шаром 31', 31" відповідно до винаходу. Коли плоский прес 54 здійснює притискання, плита 55 випинається в ті місця, де є відкриті простори, завдяки попередньо сформованим пазам (20', 20") серцевини 30. Випнута частина плити 55 рівномірно притискує верхній поверхневий шар 31', 31" на поверхні, що лежить нижче, сприяючи тому, щоб верхній поверхневий шар 31 слідував по контуру поверхні серцевини 30, а також кріпленню верхнього поверхневого шару 31. Як зрозуміє фахівець в даній галузі техніки, 9 UA 107205 C2 5 10 15 20 25 притискна плита може мати будь-яку форму, яка придатна для поверхневогошару, що притискається плитою 55. Фіг. 14а-14b, ілюструють варіант здійснення плити 54 преса, що має лише виступаючі ділянки 56, які відповідають пазам (20', 20") серцевини, і ролик 57, що котиться по верхньому поверхневому шару 31, відповідно до винаходу. І виступаючі ділянки 56, і ролик 57 слідують по поверхні контуру, прикріплюючи верхній поверхневий шар до поверхні серцевини 30, зокрема, прикріплюючи верхній поверхневий шар до попередньо сформованих скосів 20. Фіг. 15 ілюструє варіант здійснення етапу, який йде за етапом притискання і на якому розділяють елемент 3 підлоги на панелі 2 підлоги за допомогою різального інструмента 58. Фіг. 16а-16f ілюструють варіант здійснення різних етапів, через які елемент 3 підлоги проходить, коли знаходиться на технологічній лінії, відповідно до винаходу. Фіг. 16а ілюструє елемент 3 підлоги. Фіг. 16b ілюструє елемент 3 підлоги після створення серцевини 30. На фіг. 16с показано, що наносять листи 31' верхнього поверхневого шару. На фіг. 16d показано, що ці листи кріплять. На фіг. 16е показано, що елемент 3 підлоги розділяють на панелі 2 підлоги і що за допомогою механічної обробки отримують системи з'єднань. Фіг. 16f ілюструє поверхневі шари, що не перекривають один одного, як можливу конструкцію системи механічних з'єднань відповідно до відомого рівня техніки, що не забезпечує напівплаваючу підлогу, до якої також можна застосувати спосіб виготовлення відповідно до винаходу. Можливі варіанти здійснення способу виготовлення, показані на фіг. 8-16, можна використовувати при виготовленні згідно з можливими варіантами здійснення будівельної панелі, показаними на фіг. 2-7, зі спеціальною конструкцією системи механічних з'єднань, яка забезпечує настилку напівплаваючої підлоги. Фахівці в даній галузі техніки зрозуміють, що в рамках об'єму домагань даного винаходу, що визначаються прикладеною формулою винаходу, в нього можна внести різні модифікації і зміни. ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 60 1. Спосіб виготовлення панелей (2) підлоги, що включає в себе етапи, на яких: здійснюють механічну обробку множини пазів (20', 20") серцевини у верхній горизонтальній поверхні елемента (3) підлоги; наносять верхній поверхневий шар (31) на серцевину (30) елемента (3) підлоги; прикладають тиск щонайменше до частин поверхневого шару (31) таким чином, що поверхневий шар (31) проходить по поверхні елемента підлоги і, щонайменше частково, щонайменше по одному з пазів (20', 20") серцевини; розпилюють елемент (3) підлоги щонайменше на дві панелі (2) підлоги, проходячи щонайменше по одному з пазів серцевини елемента (3) підлоги, так що панелі підлоги містять щонайменше частину паза серцевини на краю панелі підлоги. 2. Спосіб за п. 1, що додатково включає в себе етап, на якому формують систему механічних з'єднань на краю панелі підлоги. 3. Спосіб за п. 1 або 2, в якому механічну обробку пазів серцевини здійснюють за допомогою механічного пиляння або фрезерування або шабрування перед нанесенням поверхневого шару (31). 4. Спосіб за будь-яким з попередніх пунктів, в якому верхній поверхневий шар (31) наносять шляхом нанесення порошкоподібної суміші волокон, зв'язувальних і зносостійких частинок і прикладають тиск щонайменше на частинах суміші, в результаті чого отримують щільний поверхневий шар, що дає візуальний ефект відмінного типу. 5. Спосіб за п. 4, в якому порошкоподібну суміш розсіюють, щоб покрити щонайменше один паз (20', 20") серцевини. 6. Спосіб за будь-яким з попередніх пунктів, в якому щонайменше один паз (20', 20") серцевини містить скіс щонайменше для однієї сторони кожної панелі (2) підлоги. 7. Спосіб за будь-яким з попередніх пунктів, в якому формують щонайменше три пази (20', 20") серцевини, а ці три пази (20', 20") серцевини містять структуру щонайменше двох панелей (2) підлоги зі скосами на обох сторонах кожної панелі (2) підлоги. 8. Спосіб за будь-яким з попередніх пунктів, в якому верхній поверхневий шар (31) містить множину окремих листів (31', 31"). 9. Спосіб за п. 8, в якому кожний з окремих листів (31', 31", 31'") покриває панель (2', 2") підлоги або множину панелей підлоги. 10. Спосіб за п. 8 або 9, в якому листи простягаються в пази (20', 20") серцевини і закінчуються в них. 10 UA 107205 C2 5 10 15 20 11. Спосіб за будь-яким з попередніх пунктів, в якому тиск прикладають за допомогою вертикального притискання або прокатки ролика, або комбінацій вертикального притискання і прокатки ролика. 12. Спосіб за будь-яким з попередніх пунктів, в якому тиск прикладають за допомогою притискної плити, що складається з матеріалу, який буде слідувати по контуру множини пазів (20', 20") серцевини. 13. Спосіб за будь-яким з попередніх пунктів, в якому тиск прикладають за допомогою притискної плити (54), що складається щонайменше з однієї фіксованої притискної плити з формою, пристосованою до форми множини пазів (20', 20") серцевини, або з плоскою формою. 14. Спосіб за будь-яким з попередніх пунктів, в якому над поверхневим шаром (31) і під притискною плитою розташована гнучка м'яка плита (55). 15. Спосіб за будь-яким з попередніх пунктів, в якому верхній поверхневий шар (31) приклеюють до серцевини або нашаровують на неї під дією тепла і тиску. 16. Спосіб за будь-яким з попередніх пунктів, що передбачає зволоження або змащування, або лакування, або промаслення серцевини (30), або нанесення на неї клеїв перед притисканням. 17. Спосіб за будь-яким з попередніх пунктів, що передбачає нанесення шматка гнучкого матеріалу, який зменшує переміщення між двома механічно з'єднаними панелями підлоги у вертикальній площині (VP) або на шпунтовій, або на пазовій стороні. 18. Спосіб за будь-яким з попередніх пунктів, що передбачає нанесення шматка вологовидаляючого матеріалу у вертикальній площині (VP) або на шпунтовій, або на пазовій стороні. 19. Спосіб за будь-яким з попередніх пунктів, в якому верхній поверхневий шар (31) містить шаруватий пластик або дерев'яний шпон. 11 UA 107205 C2 12 UA 107205 C2 13 UA 107205 C2 14 UA 107205 C2 15 UA 107205 C2 16 UA 107205 C2 17 UA 107205 C2 18 UA 107205 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 19
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and arrangements relating to surface forming of building panels
Автори англійськоюWallin, Magnus
Автори російськоюВаллин Магнус
МПК / Мітки
МПК: B27M 3/06, E04F 15/02, E04F 15/04
Мітки: будівельних, поверхонь, пов'язані, способи, панелей, пристрої, формуванням
Код посилання
<a href="https://ua.patents.su/21-107205-sposobi-i-pristro-povyazani-z-formuvannyam-poverkhon-budivelnikh-panelejj.html" target="_blank" rel="follow" title="База патентів України">Способи і пристрої, пов’язані з формуванням поверхонь будівельних панелей</a>
Способи, оптичний записувальний пристрій, що використовує такі способи, і оптичний носій запису для використання в цих способах та в цьому пристрої
Номер патенту: 82174
Опубліковано: 25.03.2008
Автори: Стек Альберт, Дзю Цай Дж., Спруйт Йоханнес Х.М., ван де Пас Йоріс
МПК: G11B 7/0045, G11B 7/125
Мітки: способах, використання, запису, цьому, носій, способи, використовує, пристрій, цих, пристрої, записувальний, такі, оптичний
Формула / Реферат:
1. Спосіб встановлення оптимального значення певного параметра записування для застосування в оптичному записувальному пристрої для записування інформації на оптичний носій запису (1) за допомогою пучка випромінення (5), який включає перший етап (41) записування на носій запису послідовності тестових комбінацій, кожну з яких записують з інакшим значенням рівня записувальної потужності (
Спосіб розмежування відкритих просторів поверхів чи площин будинків з використанням будівельних панелей або плит
Номер патенту: 7624
Опубліковано: 15.07.2005
Автори: Нестеренко Євгеній Миколайович, Нестеренко Микола Іванович, Гончаренко Роман Олександрович
Мітки: плит, панелей, просторів, розмежування, будівельних, використанням, будинків, спосіб, відкритих, поверхів, площин
Формула / Реферат:
1. Спосіб розмежування відкритих просторів поверхів чи площин будинків з використанням будівельних панелей або плит, який відрізняється тим, що панелі або плити, висота яких більша за ширину і відповідає відстані від підлоги до стелі і які мають на торцевих бокових поверхнях вертикальний гребінь з одного боку і відповідний йому паз - з другого, а також паз у верхній торцевій частині панелі або плити, встановлюють вертикально, при влаштуванні...
Спосіб виробництва будівельних панелей
Номер патенту: 38599
Опубліковано: 12.01.2009
Автори: Твердохлібов Роман Валентинович, Твердохлібова Лідія Дмитрівна, Дороніна Юлія Ніколаєвна
МПК: E04B 2/02
Мітки: виробництва, спосіб, будівельних, панелей
Формула / Реферат:
1. Спосіб виробництва будівельних панелей, згідно з яким виготовляють профілі з тонкостінної листової оцинкованої сталі, перфорують їх, збирають каркаси будівельних панелей, прошивають вузли самонарізними шурупами, покривають каркас теплоізолювальним матеріалом, який захищають зсередини пароізолювальною плівкою та внутрішньою плитою, а зовні - гідроізолювальною плівкою, утеплювачем та зовнішньою плитою, який відрізняється тим, що для збирання...
Пристрої і способи зменшення передачі мікроорганізмів, патогенних для людини
Номер патенту: 100387
Опубліковано: 25.12.2012
Автори: Ло Лок Юен, Стюарт Ніл Дж., Райан Дейсі Дж., Лау Френсіс Чі Нан, вон Борстел Рейд В.
МПК: A41D 13/11, B03C 3/00
Мітки: пристрої, зменшення, передачі, способи, патогенних, мікроорганізмів, людини
Формула / Реферат:
1. Лицьова маска для застосування в зменшенні передачі одного або декількох мікроорганізмів, патогенних для людини, людині-користувачеві лицьової маски і від неї іншим людям, причому лицьова маска включає: a) лицьовий елемент, що включає передній бік, задній бік і периметр навколо переднього боку і заднього боку, і лицьовий елемент, сконфігурований для покриття рота і носа користувача лицьової маски; і b) одне або декілька подовжень,...
Система для з’єднання двох будівельних панелей
Номер патенту: 39883
Опубліковано: 16.07.2001
Автор: Перван Тоні
МПК: E04F 15/04, E04F 15/12
Мітки: панелей, система, будівельних, двох, з'єднання
Формула / Реферат:
1. Система для соединения двух строительных панелей вдоль смежных кромок стыка, особенно панелей пола, в котором смежные кромки стыка образуют вместе первое механическое соединение, скрепляющее кромки стыка друг с другом в первом направлении под прямым углом к основной плоскости панелей, и запирающее устройство на задней стороне панелей образует второе механическое соединение, закрепляющее панели друг с другом во втором направлении...
Попередній патент: Протигрибкова композиція, що містить грибковий організм pythium oligandrum
Наступний патент: Багатокомпонентна система офарблення для захисту цінностей
Випадковий патент: Спосіб лікування раку яєчників ш-1у стадії