Способи для зменшення порушень площинності у виробах зі сплавів

Формула / Реферат
1. Спосіб обробки виробів зі сплавів, що включає:
нагрівання виробу зі сплаву до першого значення температури, що щонайменше дорівнює температурі початку мартенситного перетворення даного сплаву,
прикладання механічного зусилля до зазначеного виробу зі сплаву при першому значенні температури, прагнучи при цьому усунути зазначеним механічним зусиллям порушення площинності на поверхні даного виробу, і
повітряне охолодження зазначеного виробу зі сплаву до другого значення температури, яке не перевищує значення температури закінчення мартенситного перетворення даного сплаву,
при цьому зазначене механічне зусилля продовжують прикладати до зазначеного виробу зі сплаву протягом щонайменше частини етапу повітряного охолодження виробу зі сплаву від першого значення температури до другого значення температури.
2. Спосіб за п. 1, який відрізняється тим, що включає прикладання механічного зусилля до виробу зі сплаву або в безперервному режимі, або в напівбезперервному режимі в ході охолодження цього виробу зі сплаву від першого значення температури до другого значення температури.
3. Спосіб за п. 2, який відрізняється тим, що зазначене механічне зусилля, що прикладається в безперервному або напівбезперервному режимі, являє собою постійне механічне зусилля.
4. Спосіб за п. 1, який відрізняється тим, що механічне зусилля прикладають до виробу зі сплаву послідовно в ході охолодження цього виробу зі сплаву від першого значення температури до другого значення температури.
5. Спосіб за п. 1, який відрізняється тим, що зазначене механічне зусилля містить зусилля, що стискає зазначений виріб зі сплаву.
6. Спосіб за п. 1, який відрізняється тим, що зазначене механічне зусилля містить зусилля, що створює механічне напруження в зазначеному виробі зі сплаву.
7. Спосіб за п. 1, який відрізняється тим, що включає правку зазначеного виробу зі сплаву на валковій правильній машині, що починають при першому значенні температури та закінчують при другому значенні температури.
8. Спосіб за п. 7, який відрізняється тим, що включає правку зазначеного виробу зі сплаву на валковій правильній машині, що складається з одного проходження, яку починають при першому значенні температури та закінчують при другому значенні температури.
9. Спосіб за п. 7, який відрізняється тим, що включає правку зазначеного виробу зі сплаву на валковій правильній машині, що полягає в множині проходжень, які починають при першому значенні температури та закінчують при другому значенні температури.
10. Спосіб за п. 1, який відрізняється тим, що включає безперервне прикладання розтяжного зусилля до виробу зі сплаву, що починають при першому значенні температури та закінчують при другому значенні температури.
11. Спосіб за п. 1, який відрізняється тим, що включає послідовне прикладання розтяжного зусилля до виробу зі сплаву, що починають при першому значенні температури та закінчують при другому значенні температури.
12. Спосіб за п. 1, який відрізняється тим, що виріб зі сплаву розміщують між двома паралельними плитами плиткового преса, прикладають стискальне механічне зусилля до зазначеного виробу зі сплаву при першому значенні температури та зберігають вплив стискального зусилля на зазначений виріб зі сплаву протягом щонайменше частини заданого етапу повітряного охолодження зазначеного виробу зі сплаву від першого значення температури до другого значення температури.
13. Спосіб за п. 12, який відрізняється тим, що стискальне зусилля прикладають до виробу зі сплаву безупинно протягом етапу повітряного охолодження цього виробу зі сплаву від першого значення температури до другого значення температури.
14. Спосіб за п. 12, який відрізняється тим, що стискальне зусилля являє собою постійне стискальне зусилля, що прикладають на етапі, який починають при першому значенні температури та закінчують при другому значенні температури.
15. Спосіб за п. 12, який відрізняється тим, що стискальне зусилля прикладають до виробу зі сплаву послідовно в міру охолодження виробу зі сплаву від першого значення температури до другого значення температури.
16. Спосіб за п. 1, який відрізняється тим, що зазначений виріб зі сплаву має геометричну форму із площинною конфігурацією і додатково містить високоміцний сталевий сплав, що гартується на повітрі.
17. Спосіб за п. 1, який відрізняється тим, що зазначений виріб зі сплаву являє собою пластину або лист, що містить високоміцний сталевий сплав, що гартується на повітрі.
18. Спосіб за п. 1, який відрізняється тим, що зазначений виріб зі сплаву має товщину в діапазоні від 0,762 до 127,000 міліметрів.
19. Спосіб за п. 1, який відрізняється тим, що механічне зусилля, що прикладають, дорівнює межі текучості зазначеного виробу зі сплаву в діапазоні температур від першого значення температури до другого значення температури або перевищує цю межу текучості.
20. Спосіб за п. 1, який відрізняється тим, що повітряне охолодження включає охолодження виробу зі сплаву навколишнім повітряним середовищем, без примусового потоку повітря.
21. Спосіб за п. 1, який відрізняється тим, що повітряне охолодження включає охолодження виробу зі сплаву примусовим повітряним охолодженням потоками повітря, які продувають через виріб.
22. Спосіб за п. 1, який відрізняється тим, що виріб зі сплаву містить пластину або лист, що має товщину від 0,76 до 50,80 міліметра, причому сплав містить, у мас. %: 0,22-0,32 вуглецю, 3,50-4,00 нікелю, 1,60-2,00 хрому, 0,22-0,37 молібдену, 0,80-1,20 марганцю і 0,25-0,45 кремнію, 0-0,020 фосфору, 0-0,005 сірки, при цьому решта становить залізо та неминучі домішки.
23. Спосіб за п. 1, який відрізняється тим, що виріб зі сплаву містить пластину або лист, що має товщину від 0,76 до 50,80 міліметра, причому сплав містить, у мас. %: 0,42-0,52 вуглецю, 3,75-4,25 нікелю, 1,00-1,50 хрому, 0,22-0,37 молібдену, 0,20-1,00 марганцю і 0,20-0,50 кремнію, 0-0,020 фосфору, 0-0,005 сірки, при цьому решта становить залізо та неминучі домішки.
24. Спосіб за п. 1, який відрізняється тим, що виріб зі сплаву не піддають охолодженню в рідині.
25. Спосіб обробки виробів з високоміцної сталі, що гартується на повітрі, які являють собою листи та пластини, що включає:
нагрівання виробу з високоміцної сталі, що гартується на повітрі, що являє собою лист або пластину, до першого значення температури, що щонайменше дорівнює температурі початку мартенситного перетворення даної високоміцної сталі, що гартується на повітрі,
прикладання механічного зусилля до зазначеного виробу при першому значенні температури за допомогою операції, вибраної із групи, яка складається з операції правки валковою правильною машиною, операції вирівнювання розтягуванням і операції вирівнювання плитковим пресом, і
повітряне охолодження виробу від першого значення температури до другого значення температури, що не перевищує температуру закінчення мартенситного перетворення даної високоміцної сталі, що гартується на повітрі,
при цьому величина механічного зусилля, яку прикладають, не нижча межі текучості зазначеного виробу зі сплаву в діапазоні від першого до другого значень температури, а механічне зусилля прикладають протягом щонайменше частини заданого етапу охолодження виробу від першого до другого значень температури.
26. Спосіб за п. 25, який відрізняється тим, що повітряне охолодження включає охолодження виробу зі сплаву навколишнім повітряним середовищем, без примусового потоку повітря.
27. Спосіб за п. 25, який відрізняється тим, що повітряне охолодження включає охолодження виробу зі сплаву примусовим повітряним охолодженням потоками повітря, що продувають через виріб.
28. Спосіб за п. 25, який відрізняється тим, що виріб зі сплаву містить пластину або лист, що має товщину від 0,76 до 50,80 міліметра, причому сплав містить, у мас. %: 0,22-0,32 вуглецю, 3,50-4,00 нікелю, 1,60-2,00 хрому, 0,22-0,37 молібдену, 0,80-1,20 марганцю і 0,25-0,45 кремнію, 0-0,020 фосфору, 0-0,005 сірки, при цьому решта становить залізо та неминучі домішки.
29. Спосіб за п. 25, який відрізняється тим, що виріб зі сплаву містить пластину або лист, що має товщину від 0,76 до 50,80 міліметра, причому сплав містить, у мас. %: 0,42-0,52 вуглецю, 3,75-4,25 нікелю, 1,00-1,50 хрому, 0,22-0,37 молібдену, 0,20-1,00 марганцю і 0,20-0,50 кремнію, 0-0,020 фосфору, 0-0,005 сірки, при цьому решта становить залізо та неминучі домішки.
30. Спосіб за п. 25, який відрізняється тим, що виріб зі сплаву не піддають охолодженню в рідині.
Текст
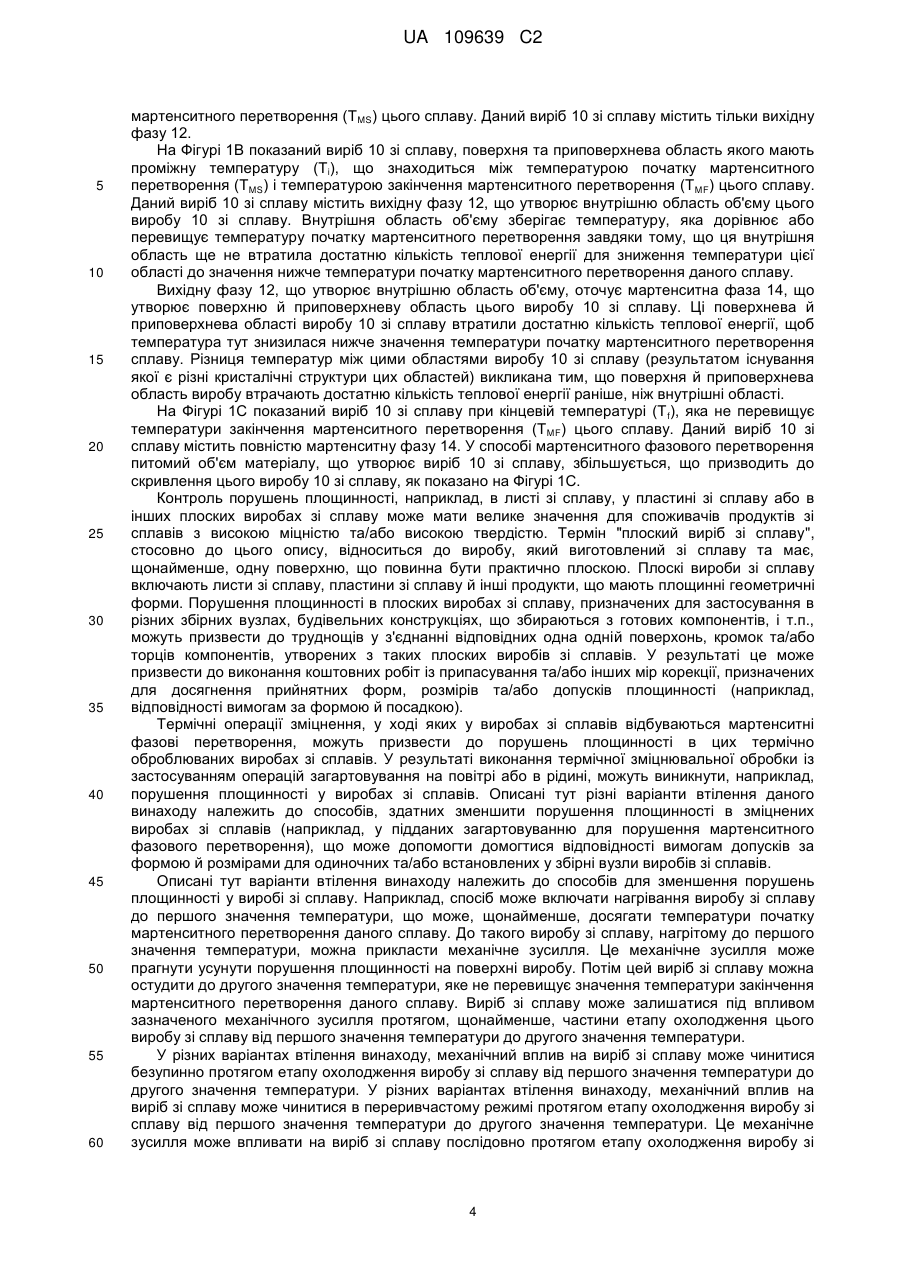
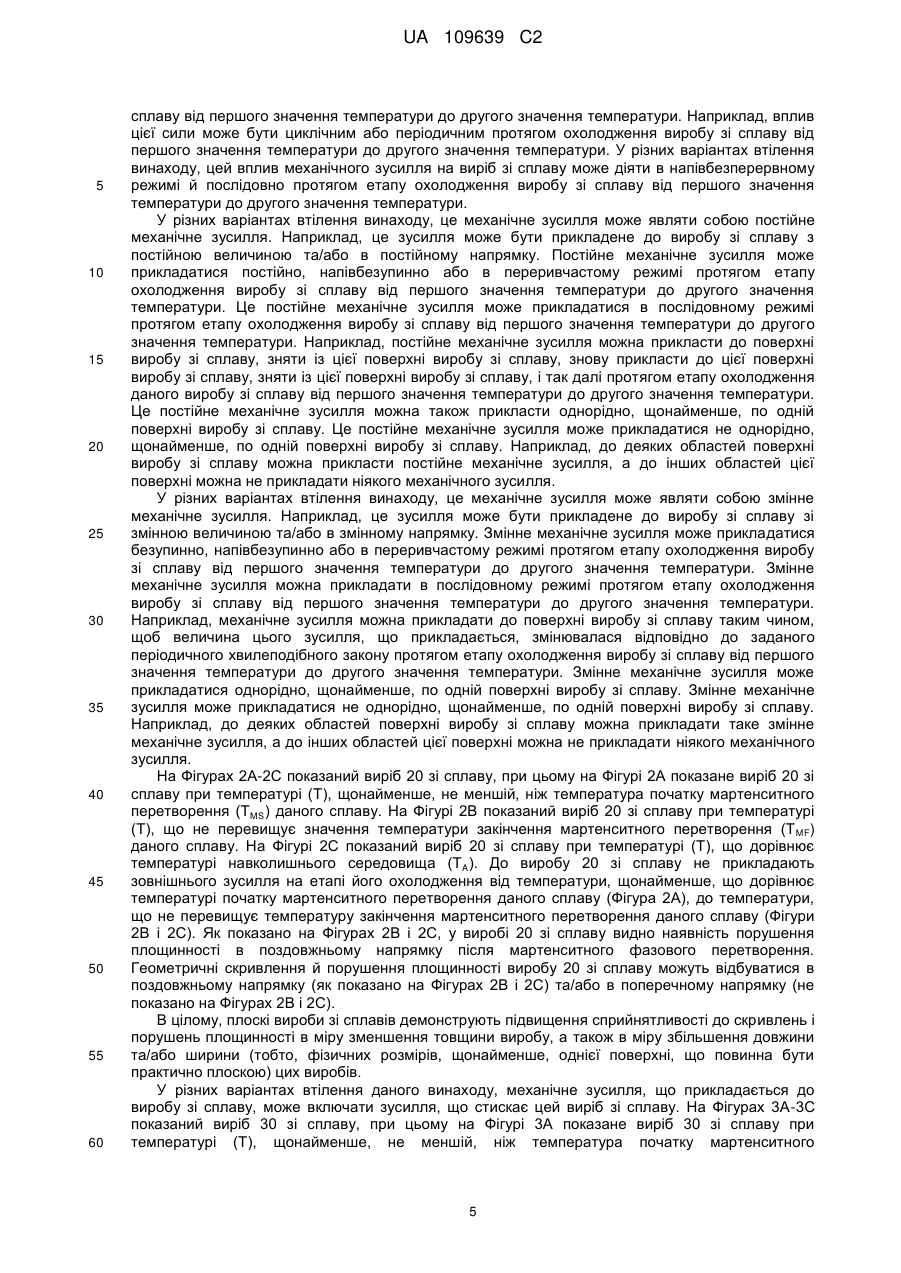
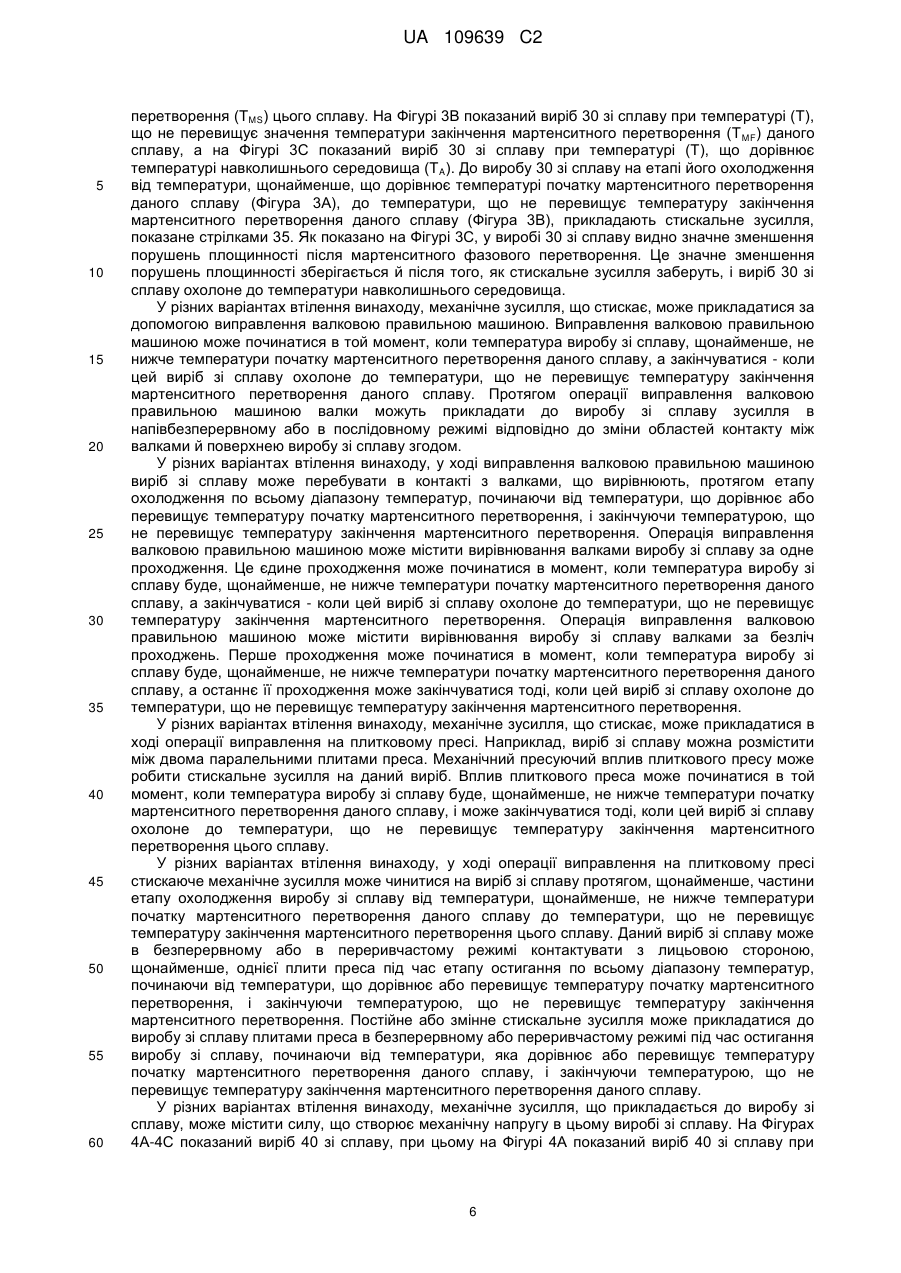
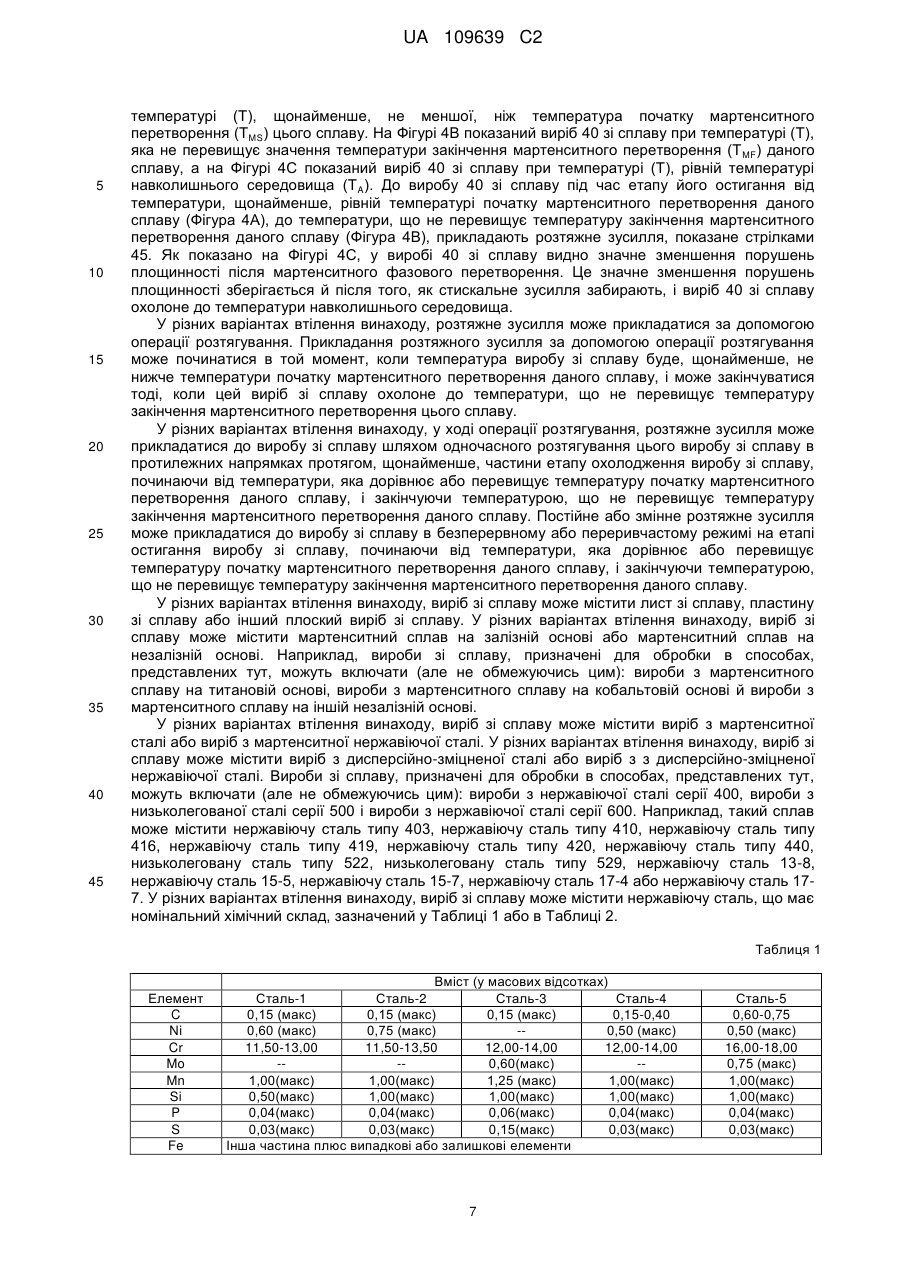
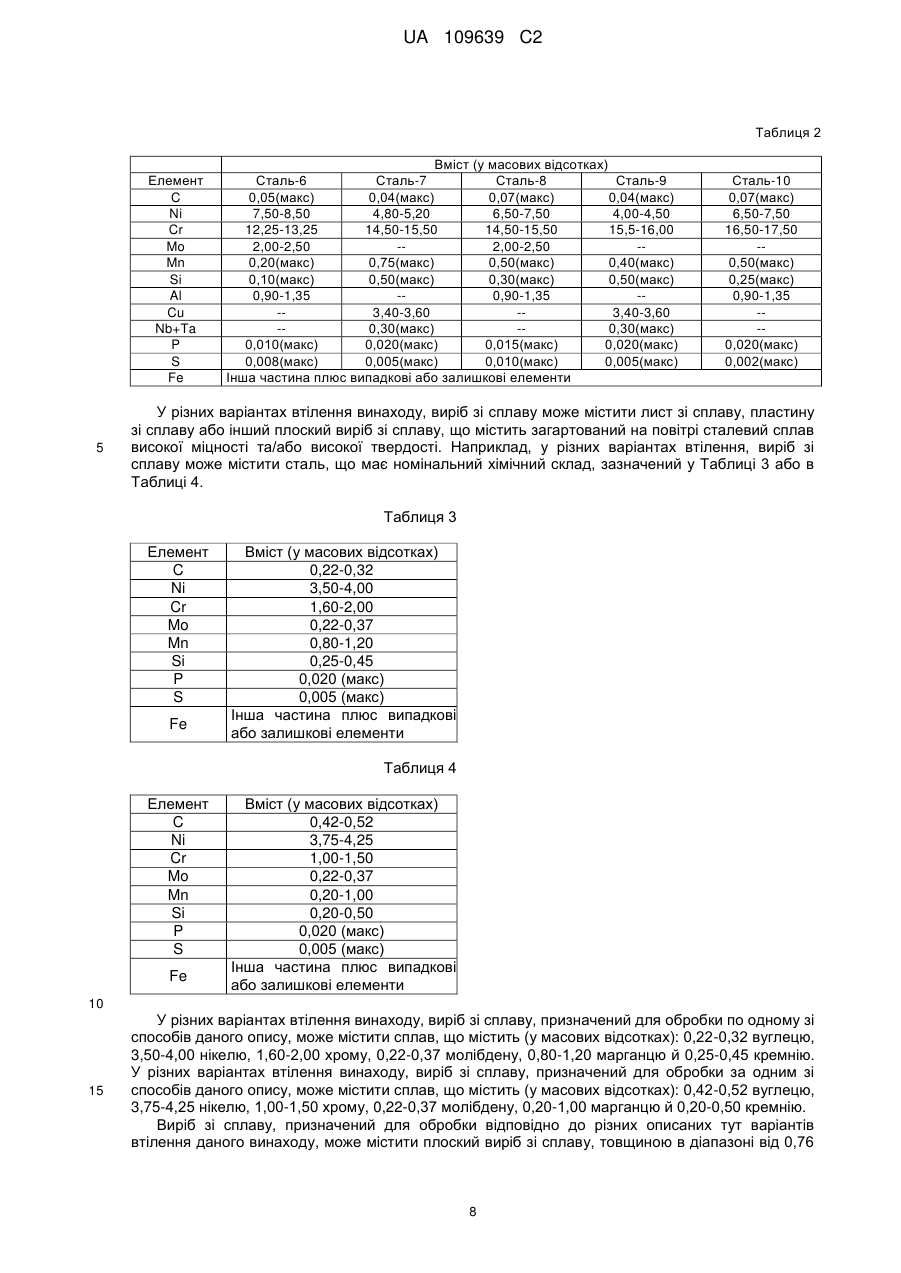
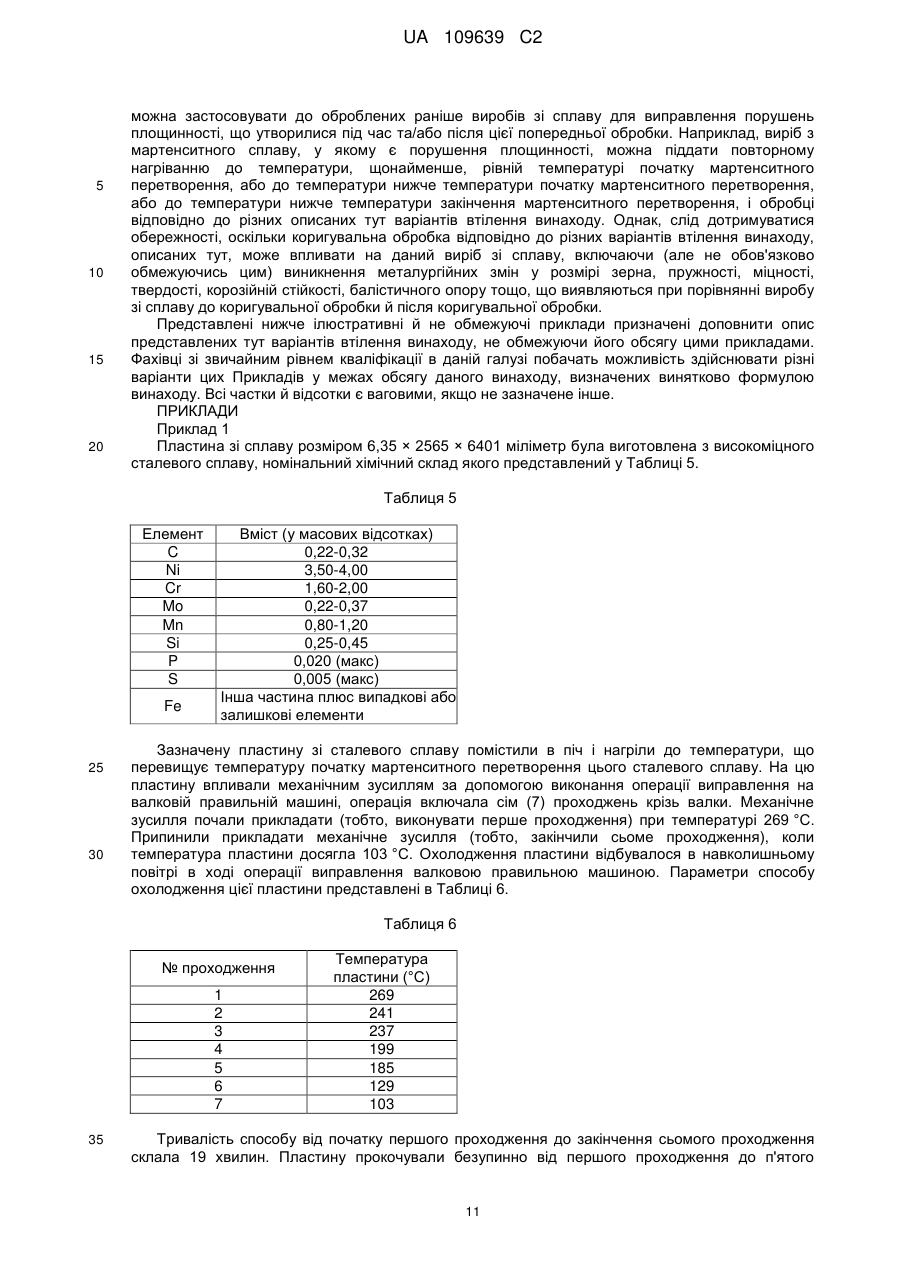
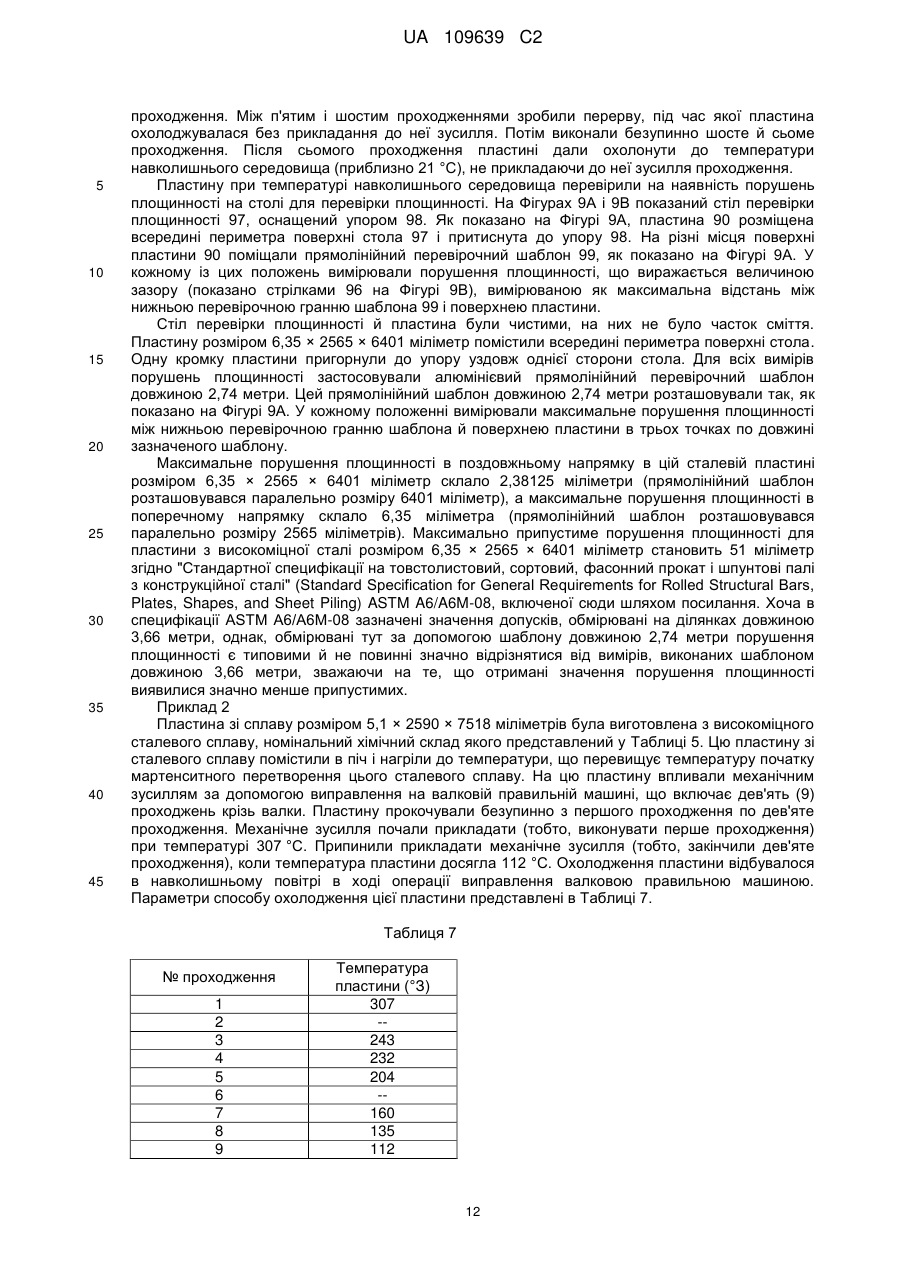
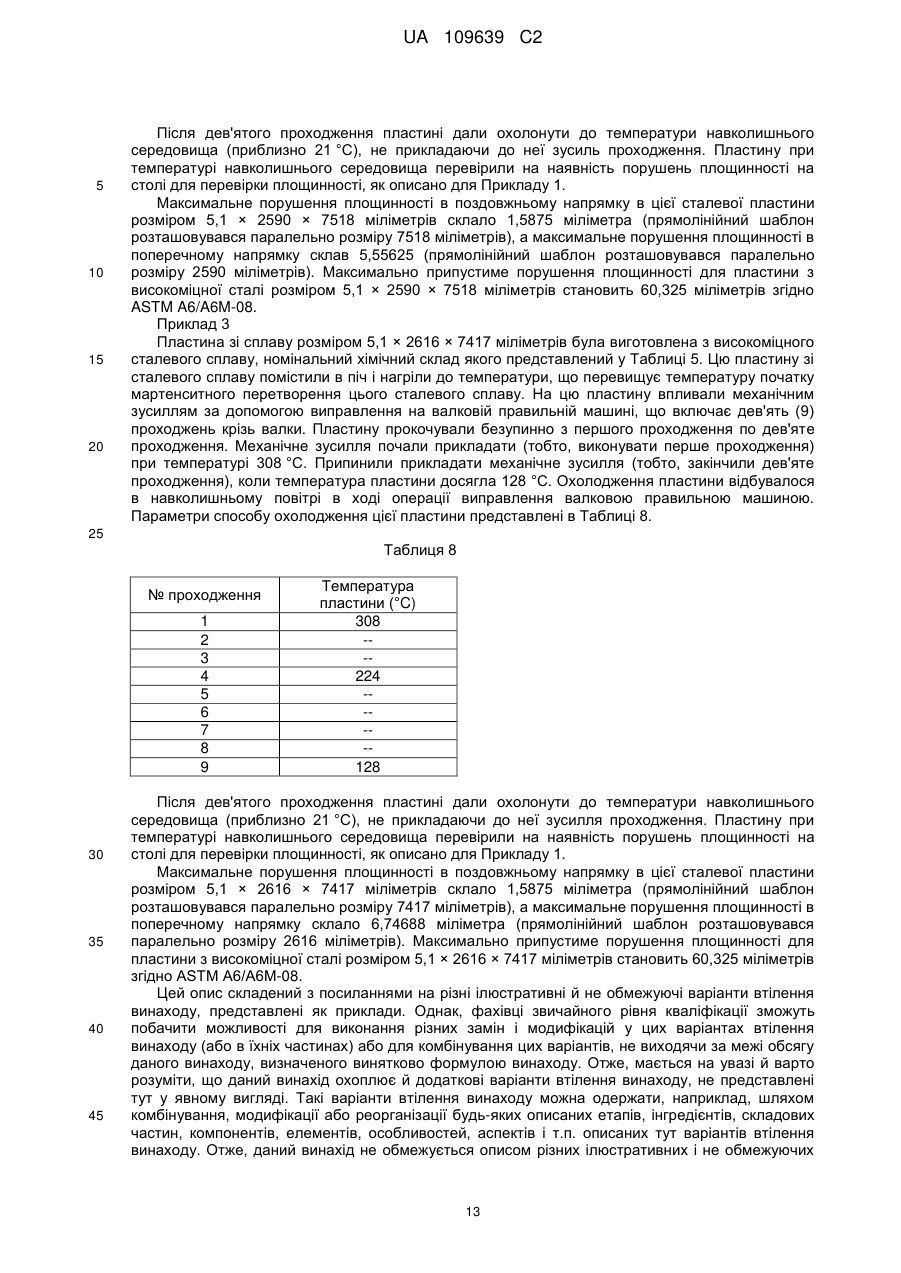
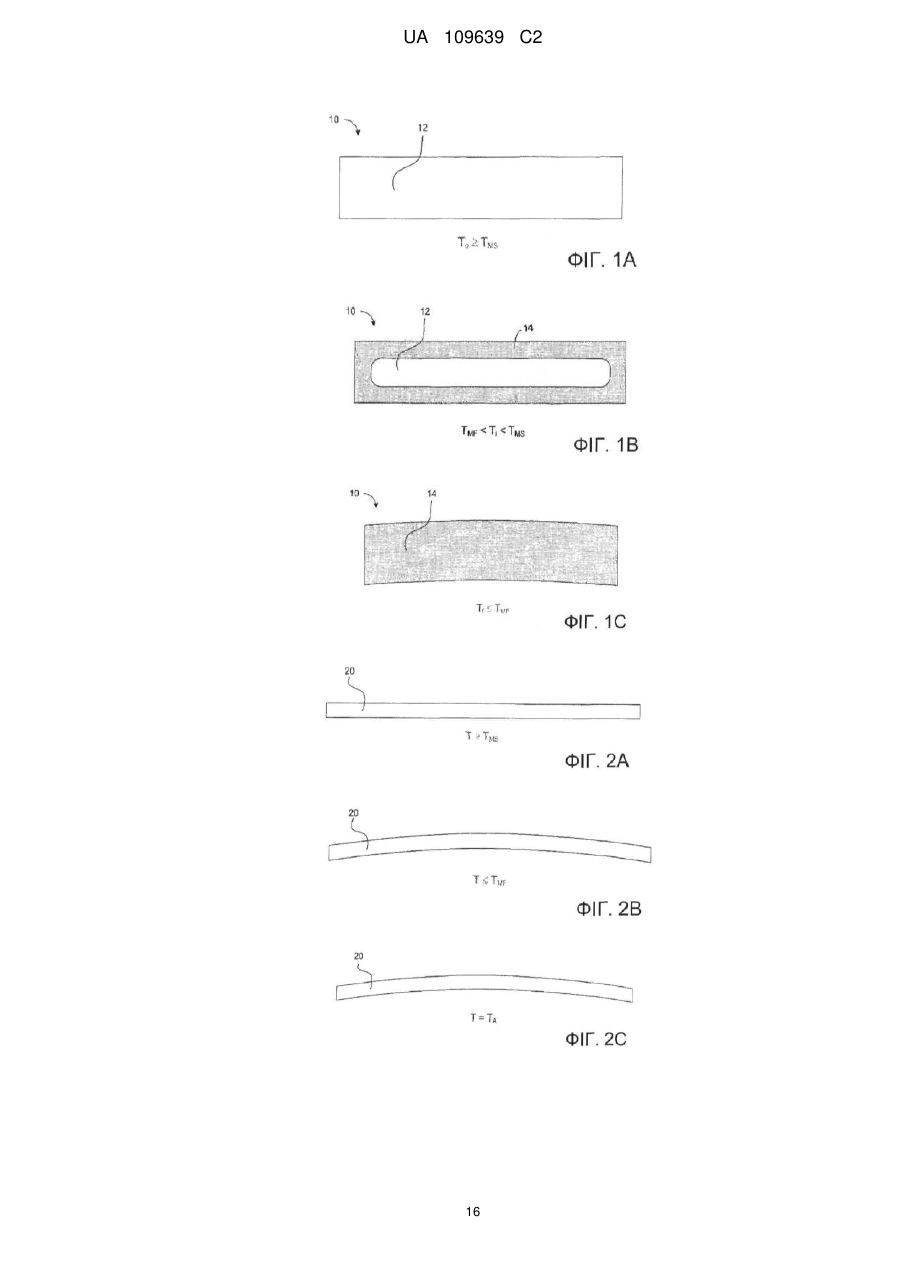
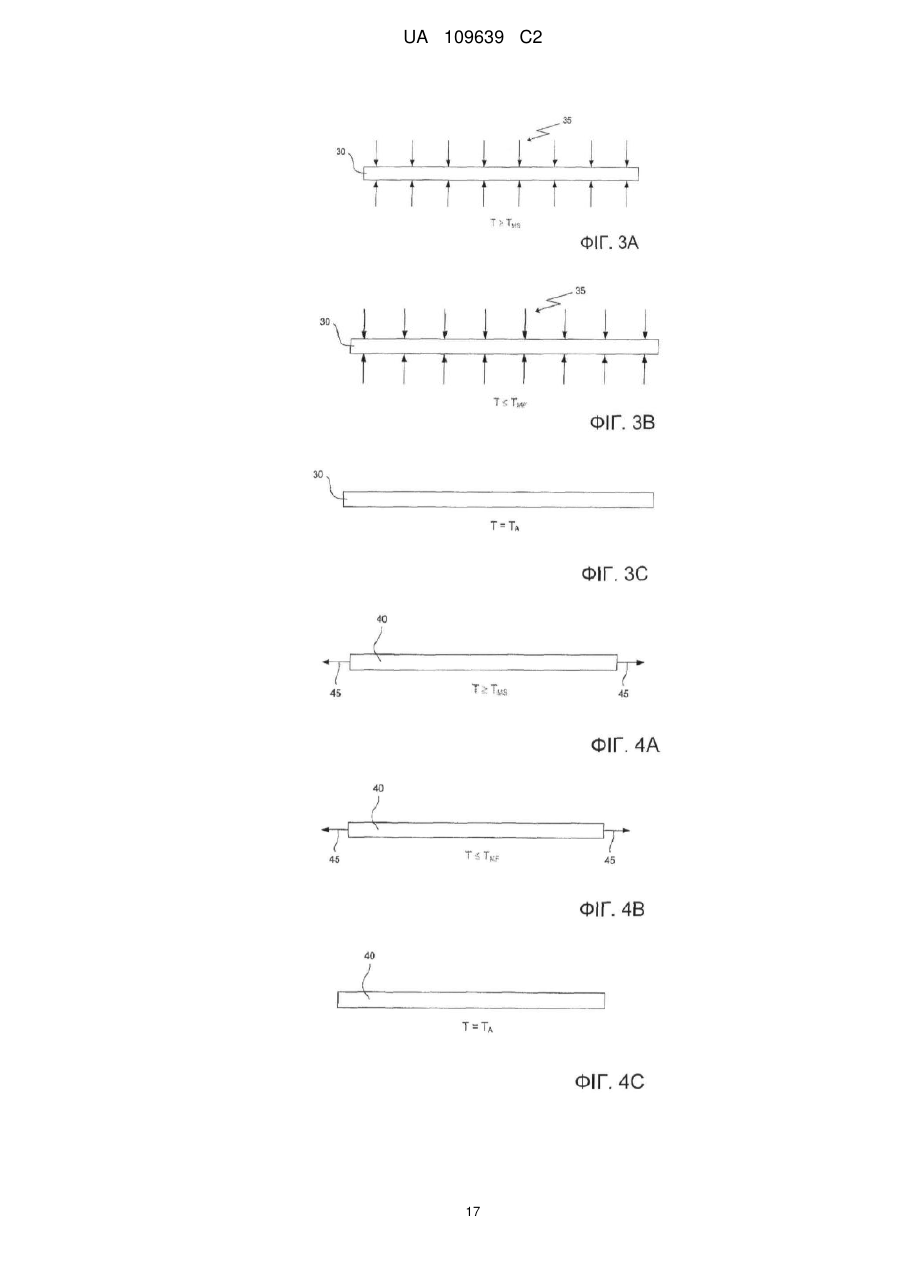
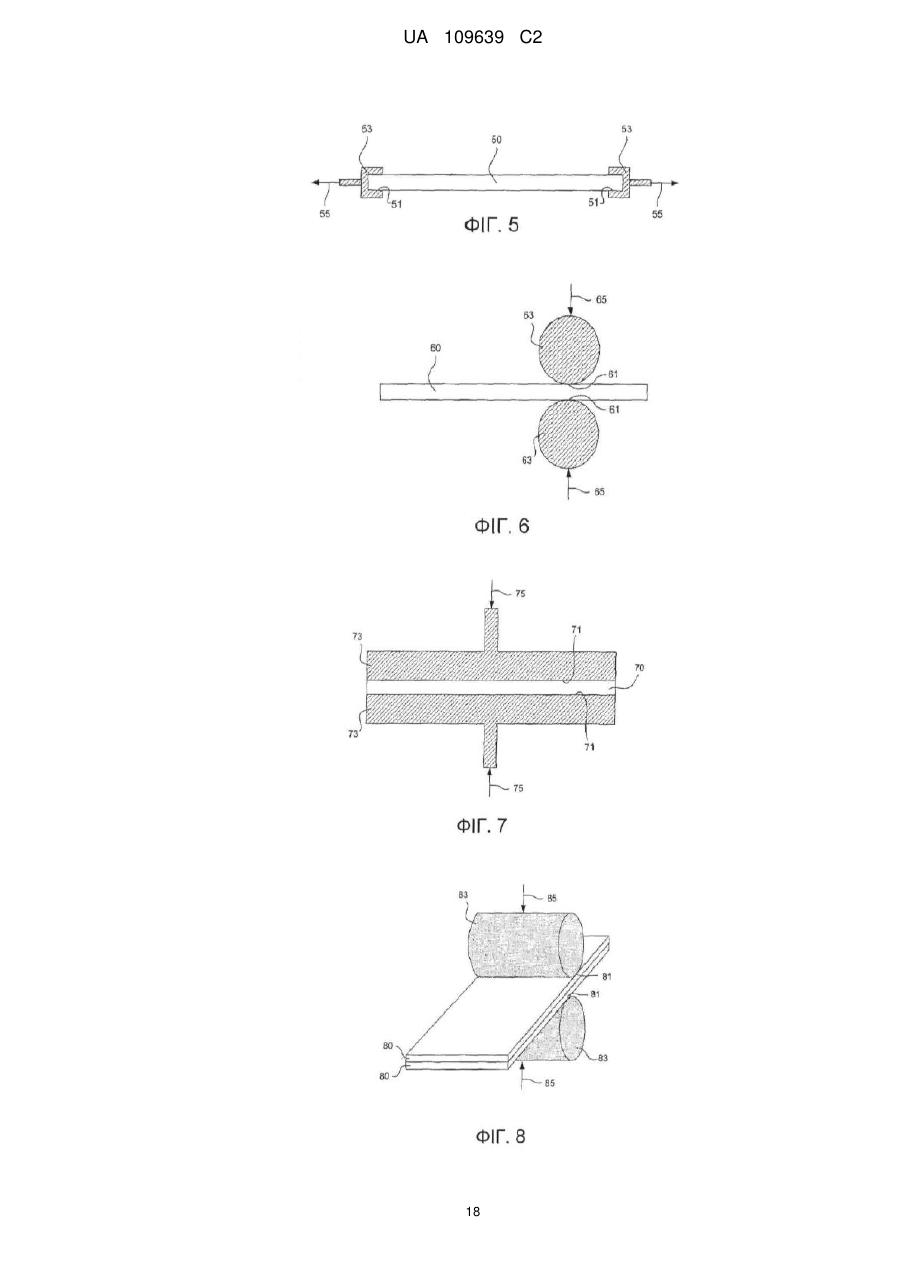
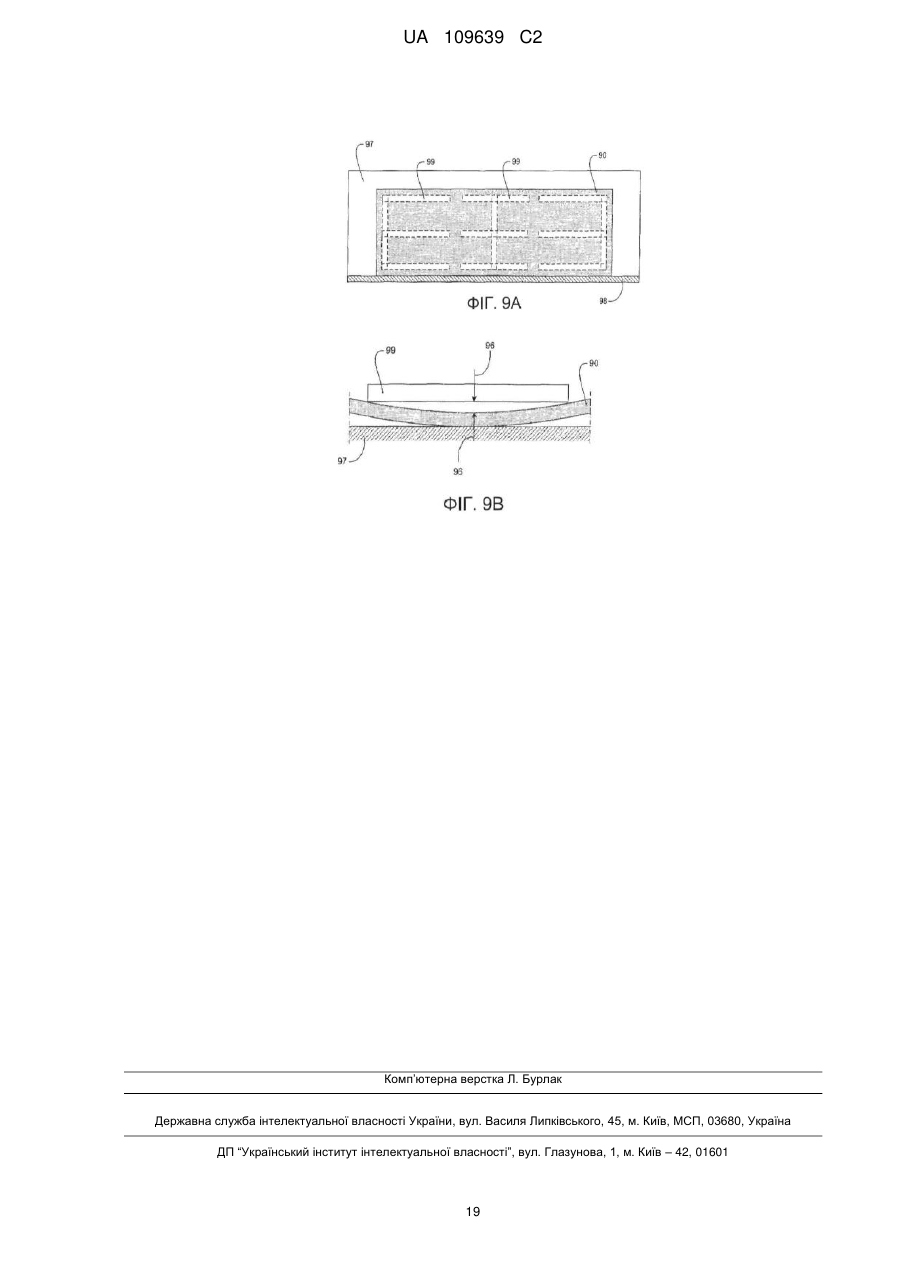
Реферат: Представлено спосіб, призначений для зменшення порушень площинності у виробі зі сплаву. Виріб зі сплаву можна нагріти до першого значення температури, що щонайменше дорівнює температурі початку мартенситного перетворення для даного сплаву. До цього виробу зі сплаву, нагрітого до першого значення температури, можна прикласти механічне зусилля. Це механічне зусилля може прагнути усунути порушення площинності на поверхні виробу зі сплаву. Потім виріб зі сплаву можна остудити до другого значення температури, яка не перевищує температуру закінчення мартенситного перетворення даного сплаву. Вплив механічного зусилля на виріб зі сплаву можна підтримувати протягом щонайменше частини етапу охолодження виробу зі сплаву від першого значення температури до другого значення температури. UA 109639 C2 (12) UA 109639 C2 UA 109639 C2 5 10 15 20 25 30 35 40 45 50 55 60 ГАЛУЗЬ ТЕХНІКИ Даний винахід належить до способів, призначених для зменшення порушень площинності у виробах з металів і сплавів, наприклад, у пластинах і листах з металів і сплавів. РІВЕНЬ ТЕХНІКИ Сплави на основі заліза (наприклад, сталі) можна розділити за структурою, наприклад, на феритні, феро-аустенітні (дуплексні), аустенітні або мартенситні, виходячи із кристалічної структури цих сплавів. Феритні сплави характеризуються об'ємоцентрованнми кубічними (ОЦК) кристалічними решітками. Аустенітні сплави характеризуються гранецентрованними (ГЦК) кристалічними решітками. Феро-Аустенітні (дуплексні) сплави мають змішану мікроструктуру з аустенітних фаз і феритних фаз. Феритні сплави й аустенітні сплави мають стабільні фази, які присутні на діаграмі рівноважних фазових станів. Мартенситні сплави мають нестійкі, метастабільні фази, які відсутні на діаграмі рівноважних фазових станів. Мартенситні сплави можуть формуватися в результаті бездифузійних фазових перетворень твердого стану в кристалічній структурі вихідних сплавів (відносні хімічні склади мартенситних сплавів і фаз такі ж, як і у їхніх вихідних сплавах і фазах). Зміна кристалічної структури є результатом гомогенного деформування вихідної фази. Наприклад, мартенситні сталі утворюються в результаті бездифузійного фазового перетворення твердого стану структури аустенітних сталей із ГЦК кристалічної структури в об'ємоцентровану тетрагональну (ОЦТ) кристалічну структуру. Мартенситні фазові перетворення можуть відбуватися в різних сплавах у випадку швидкого охолодження (загартовування) нагрітого до підвищеної температури сплаву, що містить вихідну фазу. Швидкість охолодження (загартовування) від температури, що перевищує температуру початку мартенситного перетворення сплаву, до температури початку мартенситного перетворення цього сплаву або нижче повинна бути досить високою для того, щоб запобігти твердотільну дифузію й утворення рівноважних фаз. Якщо сплав швидко охолоджувати (гартувати) від температури, що перевищує температуру початку мартенситного перетворення для цього сплаву, то мартенситне фазове перетворення може початися тоді, коли температура досягне значення температури початку мартенситного перетворення для цього сплаву. Мартенситне фазове перетворення буде наростати в міру того, як температура охолоджуваного сплаву буде падати нижче значення температури початку мартенситного перетворення для цього сплаву. До того моменту, коли температура охолоджуваного сплаву досягне значення температури закінчення мартенситного перетворення для цього сплаву, його кристалічна структура може виявитися повністю трансформованою з вихідної фази в нерівноважну, метастабільну мартенситну фазу. Якщо температуру охолоджуваного сплаву підтримувати на проміжному рівні між температурою початку мартенситного перетворення й температурою закінчення мартенситного перетворення, то масштаб мартенситного фазового перетворення не буде змінюватися з часом. СУТНІСТЬ ВИНАХОДУ Описані тут варіанти втілення винаходу стосуються способів, призначених для зменшення порушень площинності у виробі зі сплаву. Такий виріб зі сплаву може містити лист зі сплаву, пластину зі сплаву або інші площинні продукти зі сплаву. Відповідно до не обмежуючого варіанта втілення такого способу виріб зі сплаву нагрівають до першого значення температури. Це перше значення температури може, щонайменше, досягати температури початку мартенситного перетворення даного сплаву. До даного виробу зі сплаву, нагрітого до першого значення температури, прикладають механічне зусилля. Це механічне зусилля має за мету усунути порушення площинності на поверхні виробу. Потім цей виріб зі сплаву охолоджують до другого значення температури, яке не перевищує значення температури закінчення мартенситного перетворення даного сплаву. Виріб залишається під впливом зазначеного механічного зусилля протягом, щонайменше, частини етапу охолодження цього виробу зі сплаву від першого значення температури до другого значення температури. Варто розуміти, що обсяг даного винаходу не обмежується варіантами втілення, представленими в цьому розділі. Мається на увазі, що даний винахід буде охоплювати модифікації й інші питання, що перебувають у межах обсягу даного винаходу, визначеного винятково формулою винаходу. КОРОТКИЙ ОПИС КРЕСЛЕНЬ Різні особливості не обмежуючих варіантів втілення даного винаходу, представлених тут, можна краще зрозуміти, звернувшись до фігур, що додаються, де: На Фігурі 1А представлений схематичний вигляд збоку в розрізі виробу зі сплаву при температурі, щонайменше, не нижче температури початку мартенситного перетворення; на Фігурі 1В представлений схематичний вигляд збоку в розрізі виробу зі сплаву, одна область якого має температуру, що знаходиться між температурою початку мартенситного 1 UA 109639 C2 5 10 15 20 25 30 35 40 45 50 55 60 перетворення й температурою закінчення мартенситного перетворення; а на Фігурі 1С представлений схематичний вигляд збоку в розрізі виробу зі сплаву при температурі, що не перевищує температуру закінчення мартенситного перетворення; На Фігурах 2А-2С представлені схематичні види збоку виробу зі сплаву, що ілюструють розвиток порушення площинності в міру охолодження даного виробу зі сплаву від температури, щонайменше, не нижче температури початку мартенситного перетворення (Фігура 2А), до температури, що не перевищує температуру закінчення мартенситного перетворення (Фігура 2В), і, нарешті - до температури навколишнього середовища (Фігура 2С); На Фігурах 3А-3С представлені схематичні види збоку виробу зі сплаву, що ілюструють варіант втілення способу зменшення порушень площинності в даному виробі зі сплаву, у ході якого до даного виробу зі сплаву прикладається стискальне зусилля під час охолодження цього виробу зі сплаву від температури, щонайменше, не нижче температури початку мартенситного перетворення (Фігура 3А), до температури, що не перевищує температуру закінчення мартенситного перетворення (Фігура 3В), і, нарешті - до температури навколишнього середовища, при якій до даного виробу зі сплаву стискальне зусилля не прикладається (Фігура 3С); На Фігурах 4А-4С представлені схематичні види збоку виробу зі сплаву, що ілюструють інший варіант втілення способу для зменшення порушень площинності в даному виробі зі сплаву, у ході якого до даного виробу зі сплаву прикладається розтяжне зусилля під час охолодження цього виробу зі сплаву від температури, щонайменше, не нижче температури початку мартенситного перетворення (Фігура 4А), до температури, що не перевищує температуру закінчення мартенситного перетворення (Фігура 4В), і, нарешті - до температури навколишнього середовища, за якої до даного виробу зі сплаву розтяжне зусилля не прикладається (Фігура 4С); На Фігурі 5 представлений схематичний вигляд збоку в розрізі виробу зі сплаву, що піддається операції розтягування; На Фігурі 6 представлений схематичний вигляд збоку в розрізі виробу зі сплаву, що піддається операції виправлення валковою правильною машиною; На Фігурі 7 представлений схематичний вигляд збоку в розрізі виробу зі сплаву, що піддається операції виправлення плитковим пресом; На Фігурі 8 представлений схематичний вигляд збоку в перспективі стопки із двох виробів зі сплаву, що піддається операції виправлення валковою правильною машиною; і На Фігурі 9А представлений схематичний вигляд зверху стола для вимірів порушень площинності, де показане розташування прямолінійного шаблона, призначеного для виміру порушень площинності в пластині зі сплаву, а на Фігурі 9В представлений схематичний вигляд збоку в розрізі пластини зі сплаву, що має порушення площинності та розміщеної на столі для вимірів порушень площинності, на якому прямолінійний шаблон застосовується для виміру порушень площинності. ДОКЛАДНИЙ ОПИС НЕОБМЕЖУЮЧИХ ВАРІАНТІВ ВТІЛЕННЯ ВИНАХОДУ Варто розуміти, що деякі з варіантів втілення представлені в даному описі в спрощеному виді для того, щоб проілюструвати тільки ті елементи, характеристики й аспекти, які важливі для ясного розуміння варіантів втілення, що розкриваються, не показуючи при цьому (з метою ясності) інші елементи, характеристики й аспекти. Фахівці зі звичайною кваліфікацією в даній галузі, виходячи з даного опису представлених варіантів втілення винаходу, зможуть побачити, що для конкретного втілення або застосування представлених варіантів втілення можуть знадобитися й інші елементи та/або характеристики. Однак, оскільки ці інші елементи та/або характеристики можна легко визначити й втілити фахівцям зі звичайною підготовкою в даній галузі, виходячи з даного опису представлених варіантів втілення винаходу, а, отже, вони не є необхідними для повного розуміння варіантів втілення винаходу, що розкриваються, то опис таких елементів та/або особливостей тут не представлено. Тому, варто розуміти, що представлений тут опис показує просто приклади й ілюструє варіанти втілення винаходу, і не призначений обмежувати обсяг винаходу, визначений винятково формулою винаходу. У цьому описі, якщо не зазначене інше, варто розуміти, що всі числа, що виражають кількісні значення або характеристики, маються на увазі у всіх випадках з терміном "приблизно". Відповідно, якщо не зазначене інше, то будь-які числові параметри, представлені далі в цьому описі, можуть варіюватися залежно від характеристик, які потрібно одержати для композицій і способів по цьому опису. І, нарешті, слід зазначити, не намагаючись обмежити застосування доктрини еквівалентів до рамок формули винаходу, що кожний числовий параметр, представлений у цьому описі, повинен, щонайменше, складатися із зазначеної кількості значущих цифр із застосуванням звичайного способу округлення. 2 UA 109639 C2 5 10 15 20 25 30 35 40 45 50 55 Крім того, мається на увазі, що кожний зазначений тут діапазон числових значень повинен включати всі піддіапазони, що входять до нього. Наприклад, діапазон "від 1 до 10" повинен включати всі піддіапазони між (і включаючи) зазначеним мінімальним значенням 1 і зазначеним максимальним значенням 10, тобто, що мають мінімальне значення, яке є рівним або перевищує 1, а максимальне значення - не перевищує 10. Будь-які наведені тут верхні числові межі призначені включати всі більш низькі числові межі, охоплювані ними, а будь-які наведені тут нижні числові межі повинні включати всі більш високі числові межі, охоплювані ними. Відповідно, заявник залишає за собою право вносити виправлення в цей опис, включаючи формулу винаходу, для того, щоб чітко сформулювати будь-який піддіапазон, що перебуває всередині чітко представлених тут діапазонів. Мається на увазі, що всі такі діапазони представлені тут таким чином, що виправлення для виразного формулювання будь-яких таких піддіапазонів будуть задовольняти вимогам § 112 зводу законів 35 U.S.C. першого абзацу й § 132(а) зводу законів 35 U.S.C… Об'єкти, позначувані іменником в однині, стосовно до цього опису, варто розглядати такими, які включають "щонайменше, один" або "один або більше", якщо не зазначене інше. Таким чином, посилання на об'єкт, представлений іменником в однині, варто розглядати, таким, що включає один або кілька таких об'єктів (тобто, щонайменше, один). Наприклад, термін "компонент" означає один або кілька компонентів, а отже, можливо, мається на увазі, що при втіленні описуваного варіанту можна розглядати й задіяти або застосовувати більше одного такого компонента. Будь-який патент, публікація або інший матеріал, що розкриває, у повному обсязі або частково, що згадується тут як включений сюди шляхом посилання, включений сюди в повному обсязі, але тільки в тій частині, у якій цей включений матеріал не вступає в протиріччя з існуючими визначеннями, формулюваннями й іншим матеріалом, що розкриває, чітко представленим у цьому описі. Виходячи із цього та з урахуванням необхідних меж, виразне визначення, представлене в цьому описі, заміняє собою будь-який суперечний йому матеріал, включений сюди шляхом посилання. Будь-який матеріал або його частина, який можна назвати включеним сюди шляхом посилання, але який вступає в протиріччя з існуючими визначеннями, заявами або іншим представленим тут матеріалом, що розкриває, включається тільки в тій частині, де не виникає протиріч між включеним матеріалом і матеріалом, наявним в описі. Цей опис включає описи різних варіантів втілення винаходу. Варто розуміти, що всі описані тут варіанти втілення є не обмежуючими, ілюстративними й представлені як приклад. Отже, даний винахід не обмежується описом цих різних зразкових, ілюстративних і не обмежуючих варіантів його втілення. Обсяг даного винаходу визначається винятково формулою винаходу, у яку можуть бути внесені виправлення для того, щоб представити які-небудь характеристики, виражені в явному або іншому вигляді в цьому описі або підтримувані в явному або іншому виді сутністю цього опису. У різних сплавах, при виконанні мартенситного перетворення вихідної фази може спостерігатися збільшення питомого об'єму матеріалу даного сплаву. Наприклад, мартенситні сталі з ОЦТ структурою демонструють меншу щільність і більший питомий об'єм, ніж вихідні ГЦК аустенітні сталі з тим же хімічним складом. Таким чином, коли сплав з вихідною фазою різко охолоджують від високого значення температури для утворення сплаву з мартенситною фазою, питомий об'єм матеріалу цього сплаву може збільшитися. Коли виріб зі сплаву у вихідній фазі, що має високу температуру, різко охолоджують для одержання виробу з мартенситного сплаву, то поверхня й приповерхні області цього виробу можуть охолоджуватися швидше, ніж внутрішні області в об'ємі виробу. У результаті цього в матеріалі вихідної фази, що утворить поверхневі й приповерхні області виробу, мартенситне фазове перетворення може відбутися раніше, ніж у матеріалі вихідної фази, що утворює внутрішні області об'єму цього виробу. Це може призвести до утворення виробу, що перебуває в проміжному стані зі змішаною фазою, що складається із внутрішнього об'єму, що містить вихідну фазу, оточеного поверхневою й приповерхневою областю, що містить мартенситну фазу. В міру того, як згодом внутрішня область в об'ємі виробу, що містить вихідну фазу, буде трансформуватися в мартенситну фазу, вона буде розширюватися, тим самим призводячи до виникнення механічної напруги в раніше трансформованій мартенситній фазі, яка оточує мартенситну фазу, що трансформувалася пізніше. У результаті це може призвести, наприклад, до розтріскування, скривлення, жолоблення або до інших деформацій у цьому виробі зі сплаву під час та/або після мартенситного перетворення. На Фігурах 1А-1С показаний виріб 10 зі сплаву. На Фігурі 1А показаний виріб 10 зі сплаву при початковій температурі (Т 0), яка дорівнює або перевищує температуру початку 3 UA 109639 C2 5 10 15 20 25 30 35 40 45 50 55 60 мартенситного перетворення (T MS) цього сплаву. Даний виріб 10 зі сплаву містить тільки вихідну фазу 12. На Фігурі 1В показаний виріб 10 зі сплаву, поверхня та приповерхнева область якого мають проміжну температуру (Тi), що знаходиться між температурою початку мартенситного перетворення (TMS) і температурою закінчення мартенситного перетворення (T MF) цього сплаву. Даний виріб 10 зі сплаву містить вихідну фазу 12, що утворює внутрішню область об'єму цього виробу 10 зі сплаву. Внутрішня область об'єму зберігає температуру, яка дорівнює або перевищує температуру початку мартенситного перетворення завдяки тому, що ця внутрішня область ще не втратила достатню кількість теплової енергії для зниження температури цієї області до значення нижче температури початку мартенситного перетворення даного сплаву. Вихідну фазу 12, що утворює внутрішню область об'єму, оточує мартенситна фаза 14, що утворює поверхню й приповерхневу область цього виробу 10 зі сплаву. Ці поверхнева й приповерхнева області виробу 10 зі сплаву втратили достатню кількість теплової енергії, щоб температура тут знизилася нижче значення температури початку мартенситного перетворення сплаву. Різниця температур між цими областями виробу 10 зі сплаву (результатом існування якої є різні кристалічні структури цих областей) викликана тим, що поверхня й приповерхнева область виробу втрачають достатню кількість теплової енергії раніше, ніж внутрішні області. На Фігурі 1С показаний виріб 10 зі сплаву при кінцевій температурі (Т f), яка не перевищує температури закінчення мартенситного перетворення (T MF) цього сплаву. Даний виріб 10 зі сплаву містить повністю мартенситну фазу 14. У способі мартенситного фазового перетворення питомий об'єм матеріалу, що утворює виріб 10 зі сплаву, збільшується, що призводить до скривлення цього виробу 10 зі сплаву, як показано на Фігурі 1С. Контроль порушень площинності, наприклад, в листі зі сплаву, у пластині зі сплаву або в інших плоских виробах зі сплаву може мати велике значення для споживачів продуктів зі сплавів з високою міцністю та/або високою твердістю. Термін "плоский виріб зі сплаву", стосовно до цього опису, відноситься до виробу, який виготовлений зі сплаву та має, щонайменше, одну поверхню, що повинна бути практично плоскою. Плоскі вироби зі сплаву включають листи зі сплаву, пластини зі сплаву й інші продукти, що мають площинні геометричні форми. Порушенняплощинності в плоских виробах зі сплаву, призначених для застосування в різних збірних вузлах, будівельних конструкціях, що збираються з готових компонентів, і т.п., можуть призвести до труднощів у з'єднанні відповідних одна одній поверхонь, кромок та/або торців компонентів, утворених з таких плоских виробів зі сплавів. У результаті це може призвести до виконання коштовних робіт із припасування та/або інших мір корекції, призначених для досягнення прийнятних форм, розмірів та/або допусків площинності (наприклад, відповідності вимогам за формою й посадкою). Термічні операції зміцнення, у ході яких у виробах зі сплавів відбуваються мартенситні фазові перетворення, можуть призвести до порушень площинності в цих термічно оброблюваних виробах зі сплавів. У результаті виконання термічної зміцнювальної обробки із застосуванням операцій загартовування на повітрі або в рідині, можуть виникнути, наприклад, порушення площинності у виробах зі сплавів. Описані тут різні варіанти втілення даного винаходу належить до способів, здатних зменшити порушення площинності в зміцнених виробах зі сплавів (наприклад, у підданих загартовуванню для порушення мартенситного фазового перетворення), що може допомогти домогтися відповідності вимогам допусків за формою й розмірами для одиночних та/або встановлених у збірні вузли виробів зі сплавів. Описані тут варіанти втілення винаходу належить до способів для зменшення порушень площинності у виробі зі сплаву. Наприклад, спосіб може включати нагрівання виробу зі сплаву до першого значення температури, що може, щонайменше, досягати температури початку мартенситного перетворення даного сплаву. До такого виробу зі сплаву, нагрітому до першого значення температури, можна прикласти механічне зусилля. Це механічне зусилля може прагнути усунути порушення площинності на поверхні виробу. Потім цей виріб зі сплаву можна остудити до другого значення температури, яке не перевищує значення температури закінчення мартенситного перетворення даного сплаву. Виріб зі сплаву може залишатися під впливом зазначеного механічного зусилля протягом, щонайменше, частини етапу охолодження цього виробу зі сплаву від першого значення температури до другого значення температури. У різних варіантах втілення винаходу, механічний вплив на виріб зі сплаву може чинитися безупинно протягом етапу охолодження виробу зі сплаву від першого значення температури до другого значення температури. У різних варіантах втілення винаходу, механічний вплив на виріб зі сплаву може чинитися в переривчастому режимі протягом етапу охолодження виробу зі сплаву від першого значення температури до другого значення температури. Це механічне зусилля може впливати на виріб зі сплаву послідовно протягом етапу охолодження виробу зі 4 UA 109639 C2 5 10 15 20 25 30 35 40 45 50 55 60 сплаву від першого значення температури до другого значення температури. Наприклад, вплив цієї сили може бути циклічним або періодичним протягом охолодження виробу зі сплаву від першого значення температури до другого значення температури. У різних варіантах втілення винаходу, цей вплив механічного зусилля на виріб зі сплаву може діяти в напівбезперервному режимі й послідовно протягом етапу охолодження виробу зі сплаву від першого значення температури до другого значення температури. У різних варіантах втілення винаходу, це механічне зусилля може являти собою постійне механічне зусилля. Наприклад, це зусилля може бути прикладене до виробу зі сплаву з постійною величиною та/або в постійному напрямку. Постійне механічне зусилля може прикладатися постійно, напівбезупинно або в переривчастому режимі протягом етапу охолодження виробу зі сплаву від першого значення температури до другого значення температури. Це постійне механічне зусилля може прикладатися в послідовному режимі протягом етапу охолодження виробу зі сплаву від першого значення температури до другого значення температури. Наприклад, постійне механічне зусилля можна прикласти до поверхні виробу зі сплаву, зняти із цієї поверхні виробу зі сплаву, знову прикласти до цієї поверхні виробу зі сплаву, зняти із цієї поверхні виробу зі сплаву, і так далі протягом етапу охолодження даного виробу зі сплаву від першого значення температури до другого значення температури. Це постійне механічне зусилля можна також прикласти однорідно, щонайменше, по одній поверхні виробу зі сплаву. Це постійне механічне зусилля може прикладатися не однорідно, щонайменше, по одній поверхні виробузі сплаву. Наприклад, до деяких областей поверхні виробу зі сплаву можна прикласти постійне механічне зусилля, а до інших областей цієї поверхні можна не прикладати ніякого механічного зусилля. У різних варіантах втілення винаходу, це механічне зусилля може являти собою змінне механічне зусилля. Наприклад, це зусилля може бути прикладене до виробу зі сплаву зі змінною величиною та/або в змінному напрямку. Змінне механічне зусилля може прикладатися безупинно, напівбезупинно або в переривчастому режимі протягом етапу охолодження виробу зі сплаву від першого значення температури до другого значення температури. Змінне механічне зусилля можна прикладати в послідовному режимі протягом етапу охолодження виробу зі сплаву від першого значення температури до другого значення температури. Наприклад, механічне зусилля можна прикладати до поверхні виробу зі сплаву таким чином, щоб величина цього зусилля, що прикладається, змінювалася відповідно до заданого періодичного хвилеподібного закону протягом етапу охолодження виробу зі сплаву від першого значення температури до другого значення температури. Змінне механічне зусилля може прикладатися однорідно, щонайменше, по одній поверхні виробу зі сплаву. Змінне механічне зусилля може прикладатися не однорідно, щонайменше, по одній поверхні виробу зі сплаву. Наприклад, до деяких областей поверхні виробу зі сплаву можна прикладати таке змінне механічне зусилля, а до інших областей цієї поверхні можна не прикладати ніякого механічного зусилля. На Фігурах 2А-2С показаний виріб 20 зі сплаву, при цьому на Фігурі 2А показане виріб 20 зі сплаву при температурі (Т), щонайменше, не меншій, ніж температура початку мартенситного перетворення (TMS) даного сплаву. На Фігурі 2В показаний виріб 20 зі сплаву при температурі (Т), що не перевищує значення температури закінчення мартенситного перетворення (T MF) даного сплаву. На Фігурі 2С показаний виріб 20 зі сплаву при температурі (Т), що дорівнює температурі навколишнього середовища (TA). До виробу 20 зі сплаву не прикладають зовнішнього зусилля на етапі його охолодження від температури, щонайменше, що дорівнює температурі початку мартенситного перетворення даного сплаву (Фігура 2А), до температури, що не перевищує температуру закінчення мартенситного перетворення даного сплаву (Фігури 2В і 2С). Як показано на Фігурах 2В і 2С, у виробі 20 зі сплаву видно наявність порушення площинності в поздовжньому напрямку після мартенситного фазового перетворення. Геометричні скривлення й порушення площинності виробу 20 зі сплаву можуть відбуватися в поздовжньому напрямку (як показано на Фігурах 2В і 2С) та/або в поперечному напрямку (не показано на Фігурах 2В і 2С). В цілому, плоскі вироби зі сплавів демонструють підвищення сприйнятливості до скривлень і порушень площинності в міру зменшення товщини виробу, а також в міру збільшення довжини та/або ширини (тобто, фізичних розмірів, щонайменше, однієї поверхні, що повинна бути практично плоскою) цих виробів. У різних варіантах втілення даного винаходу, механічне зусилля, що прикладається до виробу зі сплаву, може включати зусилля, що стискає цей виріб зі сплаву. На Фігурах 3А-3С показаний виріб 30 зі сплаву, при цьому на Фігурі 3А показане виріб 30 зі сплаву при температурі (Т), щонайменше, не меншій, ніж температура початку мартенситного 5 UA 109639 C2 5 10 15 20 25 30 35 40 45 50 55 60 перетворення (TMS) цього сплаву. На Фігурі 3В показаний виріб 30 зі сплаву при температурі (Т), що не перевищує значення температури закінчення мартенситного перетворення (T MF) даного сплаву, а на Фігурі 3С показаний виріб 30 зі сплаву при температурі (Т), що дорівнює температурі навколишнього середовища (T A). До виробу 30 зі сплаву на етапі його охолодження від температури, щонайменше, що дорівнює температурі початку мартенситного перетворення даного сплаву (Фігура 3А), до температури, що не перевищує температуру закінчення мартенситного перетворення даного сплаву (Фігура 3В), прикладають стискальне зусилля, показане стрілками 35. Як показано на Фігурі 3С, у виробі 30 зі сплаву видно значне зменшення порушень площинності після мартенситного фазового перетворення. Це значне зменшення порушень площинності зберігається й після того, як стискальне зусилля заберуть, і виріб 30 зі сплаву охолоне до температури навколишнього середовища. У різних варіантах втілення винаходу, механічне зусилля, що стискає, може прикладатися за допомогою виправлення валковою правильною машиною. Виправлення валковою правильною машиною може починатися в той момент, коли температура виробу зі сплаву, щонайменше, не нижче температури початку мартенситного перетворення даного сплаву, а закінчуватися - коли цей виріб зі сплаву охолоне до температури, що не перевищує температуру закінчення мартенситного перетворення даного сплаву. Протягом операції виправлення валковою правильною машиною валки можуть прикладати до виробу зі сплаву зусилля в напівбезперервному або в послідовному режимі відповідно до зміни областей контакту між валками й поверхнею виробу зі сплаву згодом. У різних варіантах втілення винаходу, у ході виправлення валковою правильною машиною виріб зі сплаву може перебувати в контакті з валками, що вирівнюють, протягом етапу охолодження по всьому діапазону температур, починаючи від температури, що дорівнює або перевищує температуру початку мартенситного перетворення, і закінчуючи температурою, що не перевищує температуру закінчення мартенситного перетворення. Операція виправлення валковою правильною машиною може містити вирівнювання валками виробу зі сплаву за одне проходження. Це єдине проходження може починатися в момент, коли температура виробу зі сплаву буде, щонайменше, не нижче температури початку мартенситного перетворення даного сплаву, а закінчуватися - коли цей виріб зі сплаву охолоне до температури, що не перевищує температуру закінчення мартенситного перетворення. Операція виправлення валковою правильною машиною може містити вирівнювання виробу зі сплаву валками за безліч проходжень. Перше проходження може починатися в момент, коли температура виробу зі сплаву буде, щонайменше, не нижче температури початку мартенситного перетворення даного сплаву, а останнє її проходження може закінчуватися тоді, коли цей виріб зі сплаву охолоне до температури, що не перевищує температуру закінчення мартенситного перетворення. У різних варіантах втілення винаходу, механічне зусилля, що стискає, може прикладатися в ході операції виправлення на плитковому пресі. Наприклад, виріб зі сплаву можна розмістити між двома паралельними плитами преса. Механічний пресуючий вплив плиткового пресу може робити стискальне зусилля на даний виріб. Вплив плиткового преса може починатися в той момент, коли температура виробу зі сплаву буде, щонайменше, не нижче температури початку мартенситного перетворення даного сплаву, і може закінчуватися тоді, коли цей виріб зі сплаву охолоне до температури, що не перевищує температуру закінчення мартенситного перетворення цього сплаву. У різних варіантах втілення винаходу, у ході операції виправлення на плитковому пресі стискаюче механічне зусилля може чинитися на виріб зі сплаву протягом, щонайменше, частини етапу охолодження виробу зі сплаву від температури, щонайменше, не нижче температури початку мартенситного перетворення даного сплаву до температури, що не перевищує температуру закінчення мартенситного перетворення цього сплаву. Даний виріб зі сплаву може в безперервному або в переривчастому режимі контактувати з лицьовою стороною, щонайменше, однієї плити преса під час етапу остигання по всьому діапазону температур, починаючи від температури, що дорівнює або перевищує температуру початку мартенситного перетворення, і закінчуючи температурою, що не перевищує температуру закінчення мартенситного перетворення. Постійне або змінне стискальне зусилля може прикладатися до виробу зі сплаву плитами преса в безперервному або переривчастому режимі під час остигання виробу зі сплаву, починаючи від температури, яка дорівнює або перевищує температуру початку мартенситного перетворення даного сплаву, і закінчуючи температурою, що не перевищує температуру закінчення мартенситного перетворення даного сплаву. У різних варіантах втілення винаходу, механічне зусилля, що прикладається до виробу зі сплаву, може містити силу, що створює механічну напругу в цьому виробі зі сплаву. На Фігурах 4А-4С показаний виріб 40 зі сплаву, при цьому на Фігурі 4А показаний виріб 40 зі сплаву при 6 UA 109639 C2 5 10 15 20 25 30 35 40 45 температурі (Т), щонайменше, не меншої, ніж температура початку мартенситного перетворення (TMS) цього сплаву. На Фігурі 4В показаний виріб 40 зі сплаву при температурі (Т), яка не перевищує значення температури закінчення мартенситного перетворення (T MF) даного сплаву, а на Фігурі 4С показаний виріб 40 зі сплаву при температурі (Т), рівній температурі навколишнього середовища (T A). До виробу 40 зі сплаву під час етапу його остигання від температури, щонайменше, рівній температурі початку мартенситного перетворення даного сплаву (Фігура 4А), до температури, що не перевищує температуру закінчення мартенситного перетворення даного сплаву (Фігура 4В), прикладають розтяжне зусилля, показане стрілками 45. Як показано на Фігурі 4С, у виробі 40 зі сплаву видно значне зменшення порушень площинності після мартенситного фазового перетворення. Це значне зменшення порушень площинності зберігається й після того, як стискальне зусилля забирають, і виріб 40 зі сплаву охолоне до температури навколишнього середовища. У різних варіантах втілення винаходу, розтяжне зусилля може прикладатися за допомогою операції розтягування. Прикладання розтяжного зусилля за допомогою операції розтягування може починатися в той момент, коли температура виробу зі сплаву буде, щонайменше, не нижче температури початку мартенситного перетворення даного сплаву, і може закінчуватися тоді, коли цей виріб зі сплаву охолоне до температури, що не перевищує температуру закінчення мартенситного перетворення цього сплаву. У різних варіантах втілення винаходу, у ході операції розтягування, розтяжне зусилля може прикладатися до виробу зі сплаву шляхом одночасного розтягування цього виробу зі сплаву в протилежних напрямках протягом, щонайменше, частини етапу охолодження виробу зі сплаву, починаючи від температури, яка дорівнює або перевищує температуру початку мартенситного перетворення даного сплаву, і закінчуючи температурою, що не перевищує температуру закінчення мартенситного перетворення даного сплаву. Постійне або змінне розтяжне зусилля може прикладатися до виробу зі сплаву в безперервному або переривчастому режимі на етапі остигання виробу зі сплаву, починаючи від температури, яка дорівнює або перевищує температуру початку мартенситного перетворення даного сплаву, і закінчуючи температурою, що не перевищує температуру закінчення мартенситного перетворення даного сплаву. У різних варіантах втілення винаходу, виріб зі сплаву може містити лист зі сплаву, пластину зі сплаву або інший плоский виріб зі сплаву. У різних варіантах втілення винаходу, виріб зі сплаву може містити мартенситний сплав на залізній основі або мартенситний сплав на незалізній основі. Наприклад, вироби зі сплаву, призначені для обробки в способах, представлених тут, можуть включати (але не обмежуючись цим): вироби з мартенситного сплаву на титановій основі, вироби з мартенситного сплаву на кобальтовій основі й вироби з мартенситного сплаву на іншій незалізній основі. У різних варіантах втілення винаходу, виріб зі сплаву може містити виріб з мартенситної сталі або виріб з мартенситної нержавіючої сталі. У різних варіантах втілення винаходу, виріб зі сплаву може містити виріб з дисперсійно-зміцненої сталі або виріб з з дисперсійно-зміцненої нержавіючої сталі. Вироби зі сплаву, призначені для обробки в способах, представлених тут, можуть включати (але не обмежуючись цим): вироби з нержавіючої сталі серії 400, вироби з низьколегованої сталі серії 500 і вироби з нержавіючої сталі серії 600. Наприклад, такий сплав може містити нержавіючу сталь типу 403, нержавіючу сталь типу 410, нержавіючу сталь типу 416, нержавіючу сталь типу 419, нержавіючу сталь типу 420, нержавіючу сталь типу 440, низьколеговану сталь типу 522, низьколеговану сталь типу 529, нержавіючу сталь 13-8, нержавіючу сталь 15-5, нержавіючу сталь 15-7, нержавіючу сталь 17-4 або нержавіючу сталь 177. У різних варіантах втілення винаходу, виріб зі сплаву може містити нержавіючу сталь, що має номінальний хімічний склад, зазначений у Таблиці 1 або в Таблиці 2. Таблиця 1 Елемент C Ni Cr Mo Mn Si P S Fe Вміст (у масових відсотках) Сталь-1 Сталь-2 Сталь-3 Сталь-4 0,15 (макс) 0,15 (макс) 0,15 (макс) 0,15-0,40 0,60 (макс) 0,75 (макс) -0,50 (макс) 11,50-13,00 11,50-13,50 12,00-14,00 12,00-14,00 --0,60(макс) -1,00(макс) 1,00(макс) 1,25 (макс) 1,00(макс) 0,50(макс) 1,00(макс) 1,00(макс) 1,00(макс) 0,04(макс) 0,04(макс) 0,06(макс) 0,04(макс) 0,03(макс) 0,03(макс) 0,15(макс) 0,03(макс) Інша частина плюс випадкові або залишкові елементи 7 Сталь-5 0,60-0,75 0,50 (макс) 16,00-18,00 0,75 (макс) 1,00(макс) 1,00(макс) 0,04(макс) 0,03(макс) UA 109639 C2 Таблиця 2 Елемент C Ni Cr Mo Mn Si Al Cu Nb+Ta P S Fe 5 Вміст (у масових відсотках) Сталь-6 Сталь-7 Сталь-8 Сталь-9 0,05(макс) 0,04(макс) 0,07(макс) 0,04(макс) 7,50-8,50 4,80-5,20 6,50-7,50 4,00-4,50 12,25-13,25 14,50-15,50 14,50-15,50 15,5-16,00 2,00-2,50 -2,00-2,50 -0,20(макс) 0,75(макс) 0,50(макс) 0,40(макс) 0,10(макс) 0,50(макс) 0,30(макс) 0,50(макс) 0,90-1,35 -0,90-1,35 --3,40-3,60 -3,40-3,60 -0,30(макс) -0,30(макс) 0,010(макс) 0,020(макс) 0,015(макс) 0,020(макс) 0,008(макс) 0,005(макс) 0,010(макс) 0,005(макс) Інша частина плюс випадкові або залишкові елементи Сталь-10 0,07(макс) 6,50-7,50 16,50-17,50 -0,50(макс) 0,25(макс) 0,90-1,35 --0,020(макс) 0,002(макс) У різних варіантах втілення винаходу, виріб зі сплаву може містити лист зі сплаву, пластину зі сплаву або інший плоский виріб зі сплаву, що містить загартований на повітрі сталевий сплав високої міцності та/або високої твердості. Наприклад, у різних варіантах втілення, виріб зі сплаву може містити сталь, що має номінальний хімічний склад, зазначений у Таблиці 3 або в Таблиці 4. Таблиця 3 Елемент C Ni Cr Mo Mn Si P S Fe Вміст (у масових відсотках) 0,22-0,32 3,50-4,00 1,60-2,00 0,22-0,37 0,80-1,20 0,25-0,45 0,020 (макс) 0,005 (макс) Інша частина плюс випадкові або залишкові елементи Таблиця 4 Елемент C Ni Cr Mo Mn Si P S Fe Вміст (у масових відсотках) 0,42-0,52 3,75-4,25 1,00-1,50 0,22-0,37 0,20-1,00 0,20-0,50 0,020 (макс) 0,005 (макс) Інша частина плюс випадкові або залишкові елементи 10 15 У різних варіантах втілення винаходу, виріб зі сплаву, призначений для обробки по одному зі способів даного опису, може містити сплав, що містить (у масових відсотках): 0,22-0,32 вуглецю, 3,50-4,00 нікелю, 1,60-2,00 хрому, 0,22-0,37 молібдену, 0,80-1,20 марганцю й 0,25-0,45 кремнію. У різних варіантах втілення винаходу, виріб зі сплаву, призначений для обробки за одним зі способів даного опису, може містити сплав, що містить (у масових відсотках): 0,42-0,52 вуглецю, 3,75-4,25 нікелю, 1,00-1,50 хрому, 0,22-0,37 молібдену, 0,20-1,00 марганцю й 0,20-0,50 кремнію. Виріб зі сплаву, призначений для обробки відповідно до різних описаних тут варіантів втілення даного винаходу, може містити плоский виріб зі сплаву, товщиною в діапазоні від 0,76 8 UA 109639 C2 5 10 15 20 25 30 35 40 45 50 55 60 до 127,00 міліметра. У різних варіантах втілення винаходу, плоский виріб зі сплаву, призначений для обробки відповідно до описаних тут способів, може мати товщину в діапазоні від 0,76 до 50,80 міліметра. У різних варіантах втілення винаходу, охолодження від температури, яка дорівнює або перевищує температуру початку мартенситного перетворення сплаву, до температури, що не перевищує температуру закінчення мартенситного перетворення сплаву, відповідно до оцінок може виконуватися зі швидкістю зниження температури в діапазоні від 0,000056 °C/с. до 556 °C/с. Конкретне застосовуване значення швидкості зниження температури буде залежати від температури початку мартенситного перетворення сплаву, від температури закінчення мартенситного перетворення сплаву, від температури, при якій починають прикладати зусилля до виробу зі сплаву, від температури обробного встаткування, що контактує з виробом зі сплаву, від температури середовища, що оточує даний виріб зі сплаву, від геометричних розмірів і форми даного виробу зі сплаву й від хімічного складу конкретного сплаву, що утворює даний виріб. У різних варіантах втілення винаходу, охолодження від температури, яка дорівнює або перевищує температуру початку мартенситного перетворення сплаву, до температури, що не перевищує температуру закінчення мартенситного перетворення сплаву, може здійснюватися за допомогою повітряного охолодження. Виріб, оброблюваний згідно з описаним тут способам, можна охолоджувати конвективним примусовим повітряним охолодженням потоками повітря, що продуваються крізь виріб, або цей виріб можна прохолоджувати конвективним повітряним охолодженням навколишнім повітряним середовищем, не вдаючись до примусового потоку повітря. Виріб, оброблюваний відповідно до описаних тут способів, можна охолоджувати кондуктивним охолодженням шляхом відводу теплової енергії від даного виробу через будь-які поверхні обробного встаткування, що контактують із виробом зі сплаву. У різних варіантах втілення винаходу, виріб, оброблюваний відповідно до описаних тут способів, можна охолоджувати конвективним повітряним охолодженням і кондуктивним охолодженням шляхом відводу тепла через поверхні обробного встаткування, що контактують із даним виробом зі сплаву. При виконанні операції розтягування, наприклад, ділянки, що перебувають на протилежних краях виробу зі сплаву та/або поблизу їх, можуть контактувати з обробним устаткуванням, а більша частина основних плоских поверхонь даного виробу зі сплаву може контактувати з навколишнім повітрям або із примусовим потоком повітря. На Фігурі 5 показаний виріб 50 зі сплаву, що піддається операції розтягування, у ході якої розтяжне зусилля, позначене стрілками 55, прикладається до виробу 50 зі сплаву за допомогою обробного встаткування 53. Це обробне встаткування 53 контактує з даним виробом 50 зі сплаву на ділянках 51, розташованих на протилежних краях виробу 50 зі сплаву або поблизу їх. Більша частина основних плоских поверхонь виробу 50 зі сплаву контактує з навколишнім повітрям або із примусовим потоком повітря. У такому випадку, тепло може конвективним способом відводитися від плоских поверхонь, що контактують із повітрям, а крім того, тепло може відводитися кондуктивним способом за допомогою обробного встаткування 53. При виконанні операції виправлення на валковій правильній машині, наприклад, ділянки основних плоских поверхонь виробу зі сплаву можуть контактувати з поверхнями валків, а інші області основних плоских поверхонь можуть контактувати з навколишнім повітрям або із примусовими потоками повітря. На Фігурі 6 показаний виріб 60 зі сплаву, що піддається виправленню на валковій правильній машині, у ході якої стискальне зусилля з боку валків 63, показане стрілками 65, прикладається до виробу 60 зі сплаву. Валки 63 контактують із виробом 60 зі сплаву на ділянках 61 основних плоских поверхонь виробу 60 зі сплаву. Більшість основних поверхонь виробу 60 зі сплаву контактують із навколишнім повітрям або із примусовими потоками повітря. При такому порядку роботи тепло може відводитися конвективним способом від плоских поверхонь, що контактують із повітрям, а крім того, тепло може приділятися кондуктивним способом крізь валки 63. У міру просування валків по основних плоских поверхнях виробу 60 зі сплаву, додаткове тепло може відводитися від виробу 60 зі сплаву кондуктивним способом крізь валки 63. При виконанні операції вирівнювання на плитковому пресі, наприклад, ділянки основних плоских поверхонь виробу зі сплаву можуть контактувати з однією або декількома плитами, а інші області основної плоскої поверхні можуть контактувати з навколишнім повітрям або із примусовими повітряними потоками. В альтернативному варіанті операції вирівнювання на плитковому пресі, основні плоскі поверхні виробу зі сплаву можуть цілком контактувати з однією або декількома плитами, а з навколишнім повітрям або із примусовими потоками ніякі ділянки основної плоскої поверхні контактувати не можуть. На Фігурі 7 показано виріб 70, що піддається 9 UA 109639 C2 5 10 15 20 25 30 35 40 45 50 55 60 операції вирівнювання на плитковому пресі, у ході якої стискальне зусилля, позначене стрілками 75, прикладається до виробу 70 зі сплаву через плити 73. Плити 73 контактують із виробом 70 зі сплаву на ділянках 71, що утворюють цілком основні плоскі поверхні виробу 70 зі сплаву. Ці основні плоскі поверхні 71 виробу 70 зі сплаву не контактують із навколишнім повітрям або примусовими потоками повітря. При такому способі роботи тепло може відводитися кондуктивним способом від основних плоских поверхонь 71, що контактують із плитами 73. Тепло також може відводитися конвективним способом від бічних і торцевих поверхонь виробу 70 зі сплаву, що контактують із повітрям. Порівнюючи три ідентичних вироби зі сплаву, що піддаються відповідно (відповідно до різних варіантів втілення винаходу) операції розтягування, операції виправлення на валковій правильній машині й операції вирівнювання плитковим пресом, варто очікувати, що швидкість охолодження, яка спостерігається під час операції вирівнювання плитковим пресом, буде перевищувати швидкість охолодження, яка спостерігається під час виправлення на валковій правильній машині, яка повинна перевищувати швидкість охолодження під час операції розтягування, за умови, що всі інші температурні змінні (тобто температура навколишнього повітря, температура контактуючих поверхонь обробного встаткування й т.п.) однакові. У різних варіантах втілення винаходу, механічне зусилля що прикладається, може мати величину, яка дорівнює або перевищує межі плинності (на стиск або на розтягування, відповідно) виробу зі сплаву в температурних точках, що знаходяться у діапазоні робочих температур (тобто, від стартової температури, щонайменше, рівній температурі початку мартенситного перетворення даного сплаву, до кінцевої температури, що не перевищує кінцеву температуру мартенситного перетворення даного сплаву). Отже, величина та/або напрямок зусилля, що прикладається, можуть залежати від діапазону робочих температур обробки виробу зі сплаву, конкретного хімічного складу даного сплаву та/або від геометричної форми й розмірів виробу зі сплаву. Величина та/або напрямок зусилля, що прикладається, можуть також варіюватися залежно від конкретної операції, застосовуваної для прикладання цього зусилля (наприклад, розтягування, виправлення на валковій правильній машині й вирівнювання плитковим пресом). У різних варіантах втілення винаходу, зусилля, що прикладається, може мати величину, що наближається до межі міцності на розрив при температурі, при якій прикладається це зусилля. У різних варіантах втілення винаходу, зусилля, що прикладається, може мати величину, що приблизно дорівнює межі плинності (на стиск і на розтягування, відповідно) даного виробу зі сплаву. У різних варіантах втілення винаходу, зусилля, що прикладається, може мати величину, що не зменшує товщину виробу зі сплаву на етапі прикладання цього зусилля. У різних варіантах втілення винаходу, зусилля, що прикладається, може мати величину, що є менше межі плинності (при стисканні або розтягуванні, відповідно) даного виробу зі сплаву. У різних варіантах втілення винаходу, при виконанні виправлення на валковій правильній машині зусилля прикладається до основних плоских поверхонь плоского виробу зі сплаву в місцях контакту з валками. Для того, щоб зусилля, що прикладається, було відносно однорідним, виріб зі сплаву вводиться в область контакту з валками безперервним і послідовним способом, при цьому валки прикладають відносно постійне зусилля до основних плоских поверхонь виробу зі сплаву. Таким чином, на сусідні області основних плоских поверхонь поетапно впливають однакові зусилля при однакових умовах. У різних варіантах втілення винаходу, два або більша кількість плоских виробів зі сплаву можна складати стопкою таким чином, щоб основні плоскі поверхні цих виробів зі сплаву контактували одна з одною, а зусилля прикладалося до стопки. Наприклад, на Фігурі 8 показана стопка із двох плоских виробів 80 зі сплаву, що піддається операції виправлення на валковій правильній машині, у ході якої стискальне зусилля, позначене стрілками 85, прикладається крізь валки 83 до стопки виробів 80 зі сплаву. Валки 83 контактують зі стопкою виробів 80 зі сплаву на ділянках 81 верхньої основної плоскої поверхні верхнього виробу 80 зі сплаву й нижньої основної плоскої поверхні нижнього виробу 80 зі сплаву. Хоча на Фігурі 8 показані тільки два вироби зі сплаву, що піддаються операції виправлення на валковій правильній машині, варто розуміти, що подібним чином можна скласти стопкою більше двох виробів зі сплаву, і що такі два або більша кількість складених стопкою виробів зі сплаву можна піддати вирівнюванню на плитковому пресі або операції розтягування відповідно до різних варіантів втілення винаходу, описаних тут. У різних варіантах втілення винаходу, описані тут способи поєднують із термічним зміцненням і з наступним охолодженням мартенситного сплаву та/або зі сплавом, що дисперсійно зміцнюється для утворення мартенситної фази та/або дисперсійно зміцненого сплаву зі сплаву у вихідній фазі. У різних варіантах втілення винаходу, описані тут способи 10 UA 109639 C2 5 10 15 20 можна застосовувати до оброблених раніше виробів зі сплаву для виправлення порушень площинності, що утворилися під час та/або після цієї попередньої обробки. Наприклад, виріб з мартенситного сплаву, у якому є порушення площинності, можна піддати повторному нагріванню до температури, щонайменше, рівній температурі початку мартенситного перетворення, або до температури нижче температури початку мартенситного перетворення, або до температури нижче температури закінчення мартенситного перетворення, і обробці відповідно до різних описаних тут варіантів втілення винаходу. Однак, слід дотримуватися обережності, оскільки коригувальна обробка відповідно до різних варіантів втілення винаходу, описаних тут, може впливати на даний виріб зі сплаву, включаючи (але не обов'язково обмежуючись цим) виникнення металургійних змін у розмірі зерна, пружності, міцності, твердості, корозійній стійкості, балістичного опору тощо, що виявляються при порівнянні виробу зі сплаву до коригувальної обробки й після коригувальної обробки. Представлені нижче ілюстративні й не обмежуючі приклади призначені доповнити опис представлених тут варіантів втілення винаходу, не обмежуючи його обсягу цими прикладами. Фахівці зі звичайним рівнем кваліфікації в даній галузі побачать можливість здійснювати різні варіанти цих Прикладів у межах обсягу даного винаходу, визначених винятково формулою винаходу. Всі частки й відсотки є ваговими, якщо не зазначене інше. ПРИКЛАДИ Приклад 1 Пластина зі сплаву розміром 6,35 × 2565 × 6401 міліметр була виготовлена з високоміцного сталевого сплаву, номінальний хімічний склад якого представлений у Таблиці 5. Таблиця 5 Елемент C Ni Cr Mo Mn Si P S Fe 25 30 Вміст (у масових відсотках) 0,22-0,32 3,50-4,00 1,60-2,00 0,22-0,37 0,80-1,20 0,25-0,45 0,020 (макс) 0,005 (макс) Інша частина плюс випадкові або залишкові елементи Зазначену пластину зі сталевого сплаву помістили в піч і нагріли до температури, що перевищує температуру початку мартенситного перетворення цього сталевого сплаву. На цю пластину впливали механічним зусиллям за допомогою виконання операції виправлення на валковій правильній машині, операція включала сім (7) проходжень крізь валки. Механічне зусилля почали прикладати (тобто, виконувати перше проходження) при температурі 269 °C. Припинили прикладати механічне зусилля (тобто, закінчили сьоме проходження), коли температура пластини досягла 103 °C. Охолодження пластини відбувалося в навколишньому повітрі в ході операції виправлення валковою правильною машиною. Параметри способу охолодження цієї пластини представлені в Таблиці 6. Таблиця 6 № проходження 1 2 3 4 5 6 7 35 Температура пластини (°C) 269 241 237 199 185 129 103 Тривалість способу від початку першого проходження до закінчення сьомого проходження склала 19 хвилин. Пластину прокочували безупинно від першого проходження до п'ятого 11 UA 109639 C2 5 10 15 20 25 30 35 40 45 проходження. Між п'ятим і шостим проходженнями зробили перерву, під час якої пластина охолоджувалася без прикладання до неї зусилля. Потім виконали безупинно шосте й сьоме проходження. Після сьомого проходження пластині дали охолонути до температури навколишнього середовища (приблизно 21 °C), не прикладаючи до неї зусилля проходження. Пластину при температурі навколишнього середовища перевірили на наявність порушень площинності на столі для перевірки площинності. На Фігурах 9А і 9В показаний стіл перевірки площинності 97, оснащений упором 98. Як показано на Фігурі 9А, пластина 90 розміщена всередині периметра поверхні стола 97 і притиснута до упору 98. На різні місця поверхні пластини 90 поміщали прямолінійний перевірочний шаблон 99, як показано на Фігурі 9А. У кожному із цих положень вимірювали порушення площинності, що виражається величиною зазору (показано стрілками 96 на Фігурі 9В), вимірюваною як максимальна відстань між нижньою перевірочною гранню шаблона 99 і поверхнею пластини. Стіл перевірки площинності й пластина були чистими, на них не було часток сміття. Пластину розміром 6,35 × 2565 × 6401 міліметр помістили всередині периметра поверхні стола. Одну кромку пластини пригорнули до упору уздовж однієї сторони стола. Для всіх вимірів порушень площинності застосовували алюмінієвий прямолінійний перевірочний шаблон довжиною 2,74 метри. Цей прямолінійний шаблон довжиною 2,74 метри розташовували так, як показано на Фігурі 9А. У кожному положенні вимірювали максимальне порушення площинності між нижньою перевірочною гранню шаблона й поверхнею пластини в трьох точках по довжині зазначеного шаблону. Максимальне порушення площинності в поздовжньому напрямку в цій сталевій пластині розміром 6,35 × 2565 × 6401 міліметр склало 2,38125 міліметри (прямолінійний шаблон розташовувався паралельно розміру 6401 міліметр), а максимальне порушення площинності в поперечному напрямку склало 6,35 міліметра (прямолінійний шаблон розташовувався паралельно розміру 2565 міліметрів). Максимально припустиме порушення площинності для пластини з високоміцної сталі розміром 6,35 × 2565 × 6401 міліметр становить 51 міліметр згідно "Стандартної специфікації на товстолистовий, сортовий, фасонний прокат і шпунтові палі з конструкційної сталі" (Standard Specification for General Requirements for Rolled Structural Bars, Plates, Shapes, and Sheet Piling) ASTM A6/A6M-08, включеної сюди шляхом посилання. Хоча в специфікації ASTM A6/A6M-08 зазначені значення допусків, обмірювані на ділянках довжиною 3,66 метри, однак, обмірювані тут за допомогою шаблону довжиною 2,74 метри порушення площинності є типовими й не повинні значно відрізнятися від вимірів, виконаних шаблоном довжиною 3,66 метри, зважаючи на те, що отримані значення порушення площинності виявилися значно менше припустимих. Приклад 2 Пластина зі сплаву розміром 5,1 × 2590 × 7518 міліметрів була виготовлена з високоміцного сталевого сплаву, номінальний хімічний склад якого представлений у Таблиці 5. Цю пластину зі сталевого сплаву помістили в піч і нагріли до температури, що перевищує температуру початку мартенситного перетворення цього сталевого сплаву. На цю пластину впливали механічним зусиллям за допомогою виправлення на валковій правильній машині, що включає дев'ять (9) проходжень крізь валки. Пластину прокочували безупинно з першого проходження по дев'яте проходження. Механічне зусилля почали прикладати (тобто, виконувати перше проходження) при температурі 307 °C. Припинили прикладати механічне зусилля (тобто, закінчили дев'яте проходження), коли температура пластини досягла 112 °C. Охолодження пластини відбувалося в навколишньому повітрі в ході операції виправлення валковою правильною машиною. Параметри способу охолодження цієї пластини представлені в Таблиці 7. Таблиця 7 № проходження 1 2 3 4 5 6 7 8 9 Температура пластини (°З) 307 -243 232 204 -160 135 112 12 UA 109639 C2 5 10 15 20 Після дев'ятого проходження пластині дали охолонути до температури навколишнього середовища (приблизно 21 °C), не прикладаючи до неї зусиль проходження. Пластину при температурі навколишнього середовища перевірили на наявність порушень площинності на столі для перевірки площинності, як описано для Прикладу 1. Максимальне порушення площинності в поздовжньому напрямку в цієї сталевої пластини розміром 5,1 × 2590 × 7518 міліметрів склало 1,5875 міліметра (прямолінійний шаблон розташовувався паралельно розміру 7518 міліметрів), а максимальне порушення площинності в поперечному напрямку склав 5,55625 (прямолінійний шаблон розташовувався паралельно розміру 2590 міліметрів). Максимально припустиме порушення площинності для пластини з високоміцної сталі розміром 5,1 × 2590 × 7518 міліметрів становить 60,325 міліметрів згідно ASTM A6/A6M-08. Приклад 3 Пластина зі сплаву розміром 5,1 × 2616 × 7417 міліметрів була виготовлена з високоміцного сталевого сплаву, номінальний хімічний склад якого представлений у Таблиці 5. Цю пластину зі сталевого сплаву помістили в піч і нагріли до температури, що перевищує температуру початку мартенситного перетворення цього сталевого сплаву. На цю пластину впливали механічним зусиллям за допомогою виправлення на валковій правильній машині, що включає дев'ять (9) проходжень крізь валки. Пластину прокочували безупинно з першого проходження по дев'яте проходження. Механічне зусилля почали прикладати (тобто, виконувати перше проходження) при температурі 308 °C. Припинили прикладати механічне зусилля (тобто, закінчили дев'яте проходження), коли температура пластини досягла 128 °C. Охолодження пластини відбувалося в навколишньому повітрі в ході операції виправлення валковою правильною машиною. Параметри способу охолодження цієї пластини представлені в Таблиці 8. 25 Таблиця 8 № проходження 1 2 3 4 5 6 7 8 9 30 35 40 45 Температура пластини (°C) 308 --224 ----128 Після дев'ятого проходження пластині дали охолонути до температури навколишнього середовища (приблизно 21 °C), не прикладаючи до неї зусилля проходження. Пластину при температурі навколишнього середовища перевірили на наявність порушень площинності на столі для перевірки площинності, як описано для Прикладу 1. Максимальне порушення площинності в поздовжньому напрямку в цієї сталевої пластини розміром 5,1 × 2616 × 7417 міліметрів склало 1,5875 міліметра (прямолінійний шаблон розташовувався паралельно розміру 7417 міліметрів), а максимальне порушення площинності в поперечному напрямку склало 6,74688 міліметра (прямолінійний шаблон розташовувався паралельно розміру 2616 міліметрів). Максимально припустиме порушення площинності для пластини з високоміцної сталі розміром 5,1 × 2616 × 7417 міліметрів становить 60,325 міліметрів згідно ASTM A6/A6M-08. Цей опис складений з посиланнями на різні ілюстративні й не обмежуючі варіанти втілення винаходу, представлені як приклади. Однак, фахівці звичайного рівня кваліфікації зможуть побачити можливості для виконання різних замін і модифікацій у цих варіантах втілення винаходу (або в їхніх частинах) або для комбінування цих варіантів, не виходячи за межі обсягу даного винаходу, визначеного винятково формулою винаходу. Отже, мається на увазі й варто розуміти, що даний винахід охоплює й додаткові варіанти втілення винаходу, не представлені тут у явному вигляді. Такі варіанти втілення винаходу можна одержати, наприклад, шляхом комбінування, модифікації або реорганізації будь-яких описаних етапів, інгредієнтів, складових частин, компонентів, елементів, особливостей, аспектів і т.п. описаних тут варіантів втілення винаходу. Отже, даний винахід не обмежується описом різних ілюстративних і не обмежуючих 13 UA 109639 C2 варіантів втілення винаходу, представлених як приклади, а обмежується винятково формулою винаходу. Таким чином, заявники залишають за собою право вносити виправлення у формулу винаходу на етапі розгляду заявки з метою доповнення різними характеристиками, як описано тут. 5 ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 1. Спосіб обробки виробів зі сплавів, що включає: нагрівання виробу зі сплаву до першого значення температури, що щонайменше дорівнює температурі початку мартенситного перетворення даного сплаву, прикладання механічного зусилля до зазначеного виробу зі сплаву при першому значенні температури, прагнучи при цьому усунути зазначеним механічним зусиллям порушення площинності на поверхні даного виробу, і повітряне охолодження зазначеного виробу зі сплаву до другого значення температури, яке не перевищує значення температури закінчення мартенситного перетворення даного сплаву, при цьому зазначене механічне зусилля продовжують прикладати до зазначеного виробу зі сплаву протягом щонайменше частини етапу повітряного охолодження виробу зі сплаву від першого значення температури до другого значення температури. 2. Спосіб за п. 1, який відрізняється тим, що включає прикладання механічного зусилля до виробу зі сплаву або в безперервному режимі, або в напівбезперервному режимі в ході охолодження цього виробу зі сплаву від першого значення температури до другого значення температури. 3. Спосіб за п. 2, який відрізняється тим, що зазначене механічне зусилля, що прикладається в безперервному або напівбезперервному режимі, являє собою постійне механічне зусилля. 4. Спосіб за п. 1, який відрізняється тим, що механічне зусилля прикладають до виробу зі сплаву послідовно в ході охолодження цього виробу зі сплаву від першого значення температури до другого значення температури. 5. Спосіб за п. 1, який відрізняється тим, що зазначене механічне зусилля містить зусилля, що стискає зазначений виріб зі сплаву. 6. Спосіб за п. 1, який відрізняється тим, що зазначене механічне зусилля містить зусилля, що створює механічне напруження в зазначеному виробі зі сплаву. 7. Спосіб за п. 1, який відрізняється тим, що включає правку зазначеного виробу зі сплаву на валковій правильній машині, що починають при першому значенні температури та закінчують при другому значенні температури. 8. Спосіб за п. 7, який відрізняється тим, що включає правку зазначеного виробу зі сплаву на валковій правильній машині, що складається з одного проходження, яку починають при першому значенні температури та закінчують при другому значенні температури. 9. Спосіб за п. 7, який відрізняється тим, що включає правку зазначеного виробу зі сплаву на валковій правильній машині, що полягає в множині проходжень, які починають при першому значенні температури та закінчують при другому значенні температури. 10. Спосіб за п. 1, який відрізняється тим, що включає безперервне прикладання розтяжного зусилля до виробу зі сплаву, що починають при першому значенні температури та закінчують при другому значенні температури. 11. Спосіб за п. 1, який відрізняється тим, що включає послідовне прикладання розтяжного зусилля до виробу зі сплаву, що починають при першому значенні температури та закінчують при другому значенні температури. 12. Спосіб за п. 1, який відрізняється тим, що виріб зі сплаву розміщують між двома паралельними плитами плиткового преса, прикладають стискальне механічне зусилля до зазначеного виробу зі сплаву при першому значенні температури та зберігають вплив стискального зусилля на зазначений виріб зі сплаву протягом щонайменше частини заданого етапу повітряного охолодження зазначеного виробу зі сплаву від першого значення температури до другого значення температури. 13. Спосіб за п. 12, який відрізняється тим, що стискальне зусилля прикладають до виробу зі сплаву безупинно протягом етапу повітряного охолодження цього виробу зі сплаву від першого значення температури до другого значення температури. 14. Спосіб за п. 12, який відрізняється тим, що стискальне зусилля являє собою постійне стискальне зусилля, що прикладають на етапі, який починають при першому значенні температури та закінчують при другому значенні температури. 14 UA 109639 C2 5 10 15 20 25 30 35 40 45 50 55 15. Спосіб за п. 12, який відрізняється тим, що стискальне зусилля прикладають до виробу зі сплаву послідовно в міру охолодження виробу зі сплаву від першого значення температури до другого значення температури. 16. Спосіб за п. 1, який відрізняється тим, що зазначений виріб зі сплаву має геометричну форму із площинною конфігурацією і додатково містить високоміцний сталевий сплав, що гартується на повітрі. 17. Спосіб за п. 1, який відрізняється тим, що зазначений виріб зі сплаву являє собою пластину або лист, що містить високоміцний сталевий сплав, що гартується на повітрі. 18. Спосіб за п. 1, який відрізняється тим, що зазначений виріб зі сплаву має товщину в діапазоні від 0,762 до 127,000 міліметрів. 19. Спосіб за п. 1, який відрізняється тим, що механічне зусилля, що прикладають, дорівнює межі текучості зазначеного виробу зі сплаву в діапазоні температур від першого значення температури до другого значення температури або перевищує цю межу текучості. 20. Спосіб за п. 1, який відрізняється тим, що повітряне охолодження включає охолодження виробу зі сплаву навколишнім повітряним середовищем, без примусового потоку повітря. 21. Спосіб за п. 1, який відрізняється тим, що повітряне охолодження включає охолодження виробу зі сплаву примусовим повітряним охолодженням потоками повітря, які продувають через виріб. 22. Спосіб за п. 1, який відрізняється тим, що виріб зі сплаву містить пластину або лист, що має товщину від 0,76 до 50,80 міліметра, причому сплав містить, у мас. %: 0,22-0,32 вуглецю, 3,50-4,00 нікелю, 1,60-2,00 хрому, 0,22-0,37 молібдену, 0,80-1,20 марганцю і 0,25-0,45 кремнію, 0-0,020 фосфору, 0-0,005 сірки, при цьому решта становить залізо та неминучі домішки. 23. Спосіб за п. 1, який відрізняється тим, що виріб зі сплаву містить пластину або лист, що має товщину від 0,76 до 50,80 міліметра, причому сплав містить, у мас. %: 0,42-0,52 вуглецю, 3,75-4,25 нікелю, 1,00-1,50 хрому, 0,22-0,37 молібдену, 0,20-1,00 марганцю і 0,20-0,50 кремнію, 0-0,020 фосфору, 0-0,005 сірки, при цьому решта становить залізо та неминучі домішки. 24. Спосіб за п. 1, який відрізняється тим, що виріб зі сплаву не піддають охолодженню в рідині. 25. Спосіб обробки виробів з високоміцної сталі, що гартується на повітрі, які являють собою листи та пластини, що включає: нагрівання виробу з високоміцної сталі, що гартується на повітрі, що являє собою лист або пластину, до першого значення температури, що щонайменше дорівнює температурі початку мартенситного перетворення даної високоміцної сталі, що гартується на повітрі, прикладання механічного зусилля до зазначеного виробу при першому значенні температури за допомогою операції, вибраної із групи, яка складається з операції правки валковою правильною машиною, операції вирівнювання розтягуванням і операції вирівнювання плитковим пресом, і повітряне охолодження виробу від першого значення температури до другого значення температури, що не перевищує температуру закінчення мартенситного перетворення даної високоміцної сталі, що гартується на повітрі, при цьому величина механічного зусилля, яку прикладають, не нижча межі текучості зазначеного виробу зі сплаву в діапазоні від першого до другого значень температури, а механічне зусилля прикладають протягом щонайменше частини заданого етапу охолодження виробу від першого до другого значень температури. 26. Спосіб за п. 25, який відрізняється тим, що повітряне охолодження включає охолодження виробу зі сплаву навколишнім повітряним середовищем, без примусового потоку повітря. 27. Спосіб за п. 25, який відрізняється тим, що повітряне охолодження включає охолодження виробу зі сплаву примусовим повітряним охолодженням потоками повітря, що продувають через виріб. 28. Спосіб за п. 25, який відрізняється тим, що виріб зі сплаву містить пластину або лист, що має товщину від 0,76 до 50,80 міліметра, причому сплав містить, у мас. %: 0,22-0,32 вуглецю, 3,50-4,00 нікелю, 1,60-2,00 хрому, 0,22-0,37 молібдену, 0,80-1,20 марганцю і 0,25-0,45 кремнію, 0-0,020 фосфору, 0-0,005 сірки, при цьому решта становить залізо та неминучі домішки. 29. Спосіб за п. 25, який відрізняється тим, що виріб зі сплаву містить пластину або лист, що має товщину від 0,76 до 50,80 міліметра, причому сплав містить, у мас. %: 0,42-0,52 вуглецю, 3,75-4,25 нікелю, 1,00-1,50 хрому, 0,22-0,37 молібдену, 0,20-1,00 марганцю і 0,20-0,50 кремнію, 0-0,020 фосфору, 0-0,005 сірки, при цьому решта становить залізо та неминучі домішки. 30. Спосіб за п. 25, який відрізняється тим, що виріб зі сплаву не піддають охолодженню в рідині. 15 UA 109639 C2 16 UA 109639 C2 17 UA 109639 C2 18 UA 109639 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 19
ДивитисяДодаткова інформація
Автори англійськоюSwiatek, Glenn J., Bailey, Roland E.
Автори російськоюСвайатек Гленн Дж., Бейли Рональд Е.
МПК / Мітки
Мітки: сплавів, зменшення, порушень, виробах, площинності, способи
Код посилання
<a href="https://ua.patents.su/21-109639-sposobi-dlya-zmenshennya-porushen-ploshhinnosti-u-virobakh-zi-splaviv.html" target="_blank" rel="follow" title="База патентів України">Способи для зменшення порушень площинності у виробах зі сплавів</a>
Спосіб механохімічного формування покриттів з міді та її сплавів на сталевих виробах
Номер патенту: 77619
Опубліковано: 25.02.2013
Автори: Шелудько Євгеній Валентинович, Матюша Іван Іванович, Пилявський Володимир Степанович, Полункін Євген Васильович, Богомолов Юрій Іванович, Хімач Наталія Юріївна
МПК: G01N 3/56, C10M 173/02
Мітки: сплавів, міді, виробах, спосіб, покриттів, механохімічного, сталевих, формування
Формула / Реферат:
Спосіб механохімічного формування покриттів з міді та її сплавів на сталевих виробах, що включає нанесення на поверхню заготовки технологічної змащувальної композиції на основі солі міді та активаторів, який відрізняється тим, що для формування високоякісних мідних покриттів на сталевих виробах з високою швидкістю заготовку піддають глибокій витяжці зі збільшенням її поверхні в 1,2-1,4 рази в одному циклі навантаження з одночасним зняттям...
Стійкий до сколювання металевий виріб (варіанти), спосіб зменшення сколювання в металевих виробах
Номер патенту: 80723
Опубліковано: 25.10.2007
Автори: Уліон Ніколас Е., Літтон Девід А., Мелоні Майкл Дж., Трабелья Младен Ф.
МПК: C23C 4/04, C23C 28/00, C23C 14/00, C23C 4/06, F01D 5/28, B32B 15/04, C23C 4/08
Мітки: спосіб, стійкий, виріб, зменшення, металевій, сколювання, металевих, виробах, варіанти
Формула / Реферат:
1. Стійкий до сколювання металевий виріб, який включає металеву основу;принаймні одне керамічне покриття, яке створює термічний бар'єр і включає основу з діоксиду цирконію та принаймні один інший елемент, вибраний з групи, яка складається з Се, Pr, Nd, Sm, Eu, Tb, Dy, Ho, Er, Tm, Yb, Lu, Sc, In, Mo та С, оксидів рідкісноземельних елементів, скандію та індію;керамічне зв'язувальне покриття між металевою основою та принаймні одним...
Спосіб формування жаростійкого покриття на виробах із тугоплавких металів і сплавів
Номер патенту: 30770
Опубліковано: 15.12.2000
Автори: Кицкай Любов Іванівна, Дзядикевич Юрій Володимирович
МПК: C23C 12/00
Мітки: тугоплавких, покриття, металів, спосіб, виробах, жаростійкого, сплавів, формування
Формула / Реферат:
Спосіб формування жаростійкого покриття на виробах із тугоплавких металів і сплавів шляхом нанесення дифузійношлікерних шарів, який відрізняється тим, що вироби із ніобію, танталу та їхніх сплавів попередньо молібденують (вольфрамують), а потім їх послідовно насичують бором і кремнієм із подальшим нанесенням силіцидоксидної композиції, що містить, мас. %: дисиліцид молібдену 60-70 диоксид ...
Спосіб обробки виробів із магнітних сплавів з ефектом пам’яті форми
Номер патенту: 7769
Опубліковано: 15.07.2005
Автори: Могильний Георгій Сергійович, Гаврилюк Валентин Генадійович, Главацька Надія Іванівна, Главацький Ілля Миколайович
МПК: C22C 19/03
Мітки: обробки, пам'яті, форми, ефектом, виробів, магнітних, спосіб, сплавів
Формула / Реферат:
Спосіб обробки виробів із магнітних сплавів з ефектом пам'яті форми, що полягає в тому, що магнітний виріб з властивостями пам'яті форми піддають дії магнітного поля в одному напрямку, який відрізняється тим, що після цього поле вимикають, здійснюють нагрівання виробу до температури вище за точку Кюрі і охолоджують до кімнатної температури.
Спосіб одержання жаростійкого покриття на виробах із ніобію, танталу та їх сплавів
Номер патенту: 32804
Опубліковано: 15.02.2001
Автори: Кицкай Любов Іванівна, Дзядикевич Юрій Володимирович
МПК: C23C 10/00
Мітки: сплавів, ніобію, покриття, танталу, спосіб, одержання, виробах, жаростійкого
Формула / Реферат:
Спосіб одержання жаростійкого покриття на виробах із ніобію, танталу та їх сплавів шляхом силіціювання відрізняється тим, що в умовах термоциклювання в окислювальному середовищі їх попередньо молібденують, а потім насичують кремнієм у порошковій суміші, що містить мас%: кремній 40-60 марганець 5-7 фтористий натрій 3-5 оксид...
Попередній патент: Сполуки та спосіб зниження рівня сечової кислоти
Наступний патент: Спосіб виявлення комп’ютерних атак нейромережевою штучною імунною системою
Випадковий патент: Система зважування залізничних вагонів і потягів під час руху та спосіб ідентифікації вагонів і потягів під час руху в процесі зважування