Спосіб формування жаростійкого покриття на виробах із тугоплавких металів і сплавів
Номер патенту: 30770
Опубліковано: 15.12.2000
Автори: Кицкай Любов Іванівна, Дзядикевич Юрій Володимирович
Формула / Реферат
Спосіб формування жаростійкого покриття на виробах із тугоплавких металів і сплавів шляхом нанесення дифузійношлікерних шарів, який відрізняється тим, що вироби із ніобію, танталу та їхніх сплавів попередньо молібденують (вольфрамують), а потім їх послідовно насичують бором і кремнієм із подальшим нанесенням силіцидоксидної композиції, що містить, мас. %:
дисиліцид молібдену
60-70
диоксид цирконієвоітрієва кераміка (ЦІС-2)
19-35
натрій алюмінієвокислий
2-6
оксид алюмінію
3-5
Текст
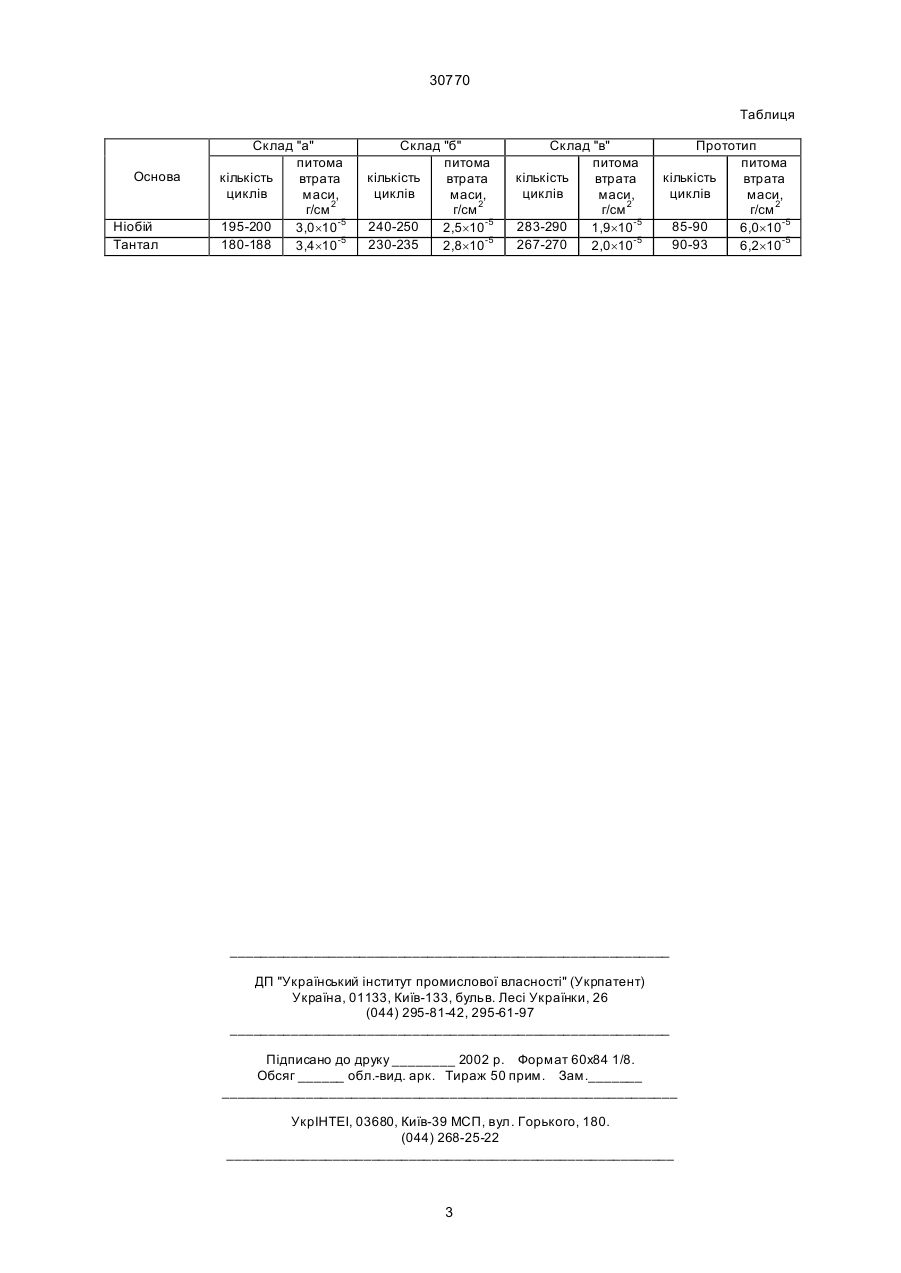
Спосіб формування жаростійкого покриття на виробах із тугоплавких металів і сплавів шляхом нанесення дифузійно-шлікерних шарів, який відрі 30770 бію і танталу. № 98010053 від 06.01.1998; Дзядикевич Ю.В., Кицкай Л.І. Склад суміші для вольфрамування виробів із ніобію і танталу, № 98010054 від 06.01.1998). Молібденовані (вольфрамовані) зразки тугоплавких металів насичують бором в порошковій суміші, яка містить (мас. %): карбід бору - 60; фтористий натрій - 3; марганець 5; оксид алюмінію - решта. Борування проводять у контейнерах (ящиках) із жаростійкого сплаву. Контейнер має будь-який переріз і розміри його залежать від розмірів і кількості виробів із ніобію і танталу. При початковому використанні боруючої суміші всі компоненти змішують між собою з метою одержання однорідної маси. Контейнер упаковують у такій послідовності. На дно контейнера засипали боруючу суміш товщиною 30±5 мм, а потім вставляли зразки, віддаль між якими досягала 710 мм. Віддаль від крайнього зразка до стінки контейнера не менше 15±5 мм. Зразки повністю засипали сумішшю і водночас її ущільнювали. Товщина шару суміші над зразками - 40±5 мм. Після укладання суміші контейнер герметизували шляхом наведення плавкого затвору. Запакований контейнер поміщали в термічну піч нагріту до 1050°С, процес триває 6 годин. Після закінчення процесу борування контейнер охолоджують, розпаковують і відокремлюють на ситі порошкову суміш від борованих зразків. Боридне покриття щільне, суцільне, добре зчеплене з основою, не має тріщин і сколів. На ніобії товщина шар у боридної фази NbB2 досягає 60 мкм, а на танталі шар TaB2 не перевищує 50 мкм. В боридних фазах міститься від 20 до 50% молібдену (вольфраму). Постійну активність боруючої суміші підтримують перед кожним її повторним використанням шляхом добавки 10% В4С, 3% NaF і 1% Mn. Суміш використовують 10-12 разів. Потім попередньо молібденовані (вольфрамовані) зразки силіціювали в порошковій суміші, що містила (мас. %): кремній - 60; марганець - 7; фтористий натрій – 5; оксид алюмінію - решта. Процес проводили в контейнерах із жаростійкого сплаву із наведенням плавкого затвору. Упаковували контейнер аналогічно вище описаному. Процес проводили при 1100°С, тривалість - 12 годин. Товщина силіцидного шару покриття на ніобії досягала 75 мкм, а на танталі - 60 мкм. Для нанесення на молібденоборосиліційовану (вольфрамоборосиліційовану) поверхню ніобію і танталу шар у композиції використовують порошки дисиліциду молібдену MoSi2 (МРТУ 6-09-5701-68), диоксид цирконієвоітрієвої кераміки (ЦІС-2) (ТУ-886-73), що містить (мас. %): ZrO2+HfO2 - 72-78; Y2 O3 - 28-22, натрій алюмінієвокислий – NaAlO2 (ТУ 6-09-109-75) і оксид алюмінію марки ГОО (ГОСТ 6912-74). Зернистість порошків не перевищувала 40 мкм. Компоненти у відповідних пропорціях змішуються між собою у фарфорових барабанах протягом 5 годин. Із порошкової суміші і дистильованої води готують суспензію у співвідношенні 3:1, яка шляхом занурення або пульвериза цією наносяться на молібденоборосиліційовану (вольфрамоборосиліційовану) поверхню ніобію і танталу. Товщина шару композиції знаходиться в межах 200-250 мкм. Після просушування композиції при 100°С іде піднімання температури із швидкістю нагрівання 15 град/хв до 1850°С і видержка при цій температурі протягом 15 хв. Дисиліцид молібдену виконує роль тугоплавкої жаростійкої основи, а оксиди - наповнювача, що підвищує жаростійкість покриття. В процесі відпалу на поверхні покриття утворюється щільна скловидна плівка, яка за результатами рентгенофазового аналізу складається із суміші оксидів кераміки і включень диоксиду кремнію, що забезпечує пластичність захисної плівки під час різкої зміни теплового режиму виробу і високу жаростійкість покриття. Для проведення випробування із ніобію і танталу виго товляли зразки діаметром 3 мм і довжиною 150 мм, які попередньо молібденоборосиліціювали (вольфрамоборосиліціювали), а потім наносили силіцидоксидну композицію. Покриті зразки випробовували при 1500°С шляхом пропускання через них струму. Тривалість циклу - 10 годин. Довжина високотемпературної зони 100 мм. З метою визначення оптимального складу композиції проводили випробування по 5 разів кожного складу. Використовували такі склади силіцидоксидної кераміки, мас. %: а) дисиліцид молібдену - 60; диоксид цирконіавоітрієва кераміка, ЦІС-2 - 35; натрій алюмінієвокислий - 2; оксид алюмінію - 3; б) дисиліцид молібдену - 65; диоксид цирконієвоітрієва кераміка - 27; натрій алюмінієвокислий - 4; оксид алюмінію - 4; в) дисиліцид молібдену - 70; диоксид цирконієвоітрієва кераміка - 19; натрій алюмінієвокислий - 6; оксид алюмінію – 5. Використання інградієнтів нижче запропонованих зменшує жаростійкість покриття, а підвищення їх вмісту призводить до погіршення якості покриття (появляються тріщини, сколи, відокремлення від основи), внаслідок чого ресурс роботи покриття зменшується. Жаростійкість оцінювали по питомій втраті маси (мг/см 2) і кількість циклів. З метою порівняння високотемпературних експлуатаційних характеристик покриттів на ніобії і танталі останні обробляли відповідно до прототипу (а.с. 1787327, СССР, МКИ С23С12/02, 1990). Результати випробувань приведені в таблиці. Запропонований об'єкт має такі переваги у порівнянні з прототипом: жаростійкість покриття зростає у 3 рази, а циклічність у 2-3 рази. Спосіб формування жаростійкого покриття на виробах із тугоплавких металів і сплавів може знайти застосування для захисту різного типу конструкційних елементів спеціального призначення від високотемпературної газової корозії. 2 30770 Таблиця Основа Ніобій Тантал Склад "а" питома кількість втрата циклів маси, г/см 2 195-200 3,0´10-5 180-188 3,4´10-5 Склад "б" питома кількість втрата циклів маси, г/см 2 240-250 2,5´10-5 230-235 2,8´10-5 Склад "в" питома кількість втрата циклів маси, г/см 2 283-290 1,9´10-5 267-270 2,0´10-5 Прототип питома кількість втрата циклів маси, г/см 2 85-90 6,0´10-5 90-93 6,2´10-5 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming of flameproof covering at the articles from refractory metals and alloys
Автори англійськоюDziadykevych Yurii Volodymyrovych, Kytskai Liubov Ivanivna
Автори російськоюДзядикевич Юрий Владимирович, Кыцкай Любовь Ивановна
МПК / Мітки
МПК: C23C 12/00
Мітки: формування, жаростійкого, спосіб, виробах, тугоплавких, сплавів, покриття, металів
Код посилання
<a href="https://ua.patents.su/3-30770-sposib-formuvannya-zharostijjkogo-pokrittya-na-virobakh-iz-tugoplavkikh-metaliv-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування жаростійкого покриття на виробах із тугоплавких металів і сплавів</a>
Спосіб дюгрос рафінування тугоплавких металів і сплавів
Номер патенту: 14792
Опубліковано: 18.02.1997
Автори: Сміян Олег Дмитрович, Дзядикевич Юрій Володимирович, Горбатюк Роман Михайлович
МПК: C22F 1/18
Мітки: рафінування, металів, спосіб, сплавів, тугоплавких, дюгрос
Формула / Реферат:
1. Спосіб рафінування тугоплавких металів і сплавів шляхом відпалу в порошковій суміші, який відрізняється тим, що рафінування провадять у вакуумі не гірше за 10 Па (10 мм рт.ст.) при температурі, що не перевищує 0,4 Тр (де Тр - температура - за Кельвіном - рекристалізації тугоплавкого металу).2....
Пристрій для гарячого пресування алмазовмісного композиційного матеріалу на основі тугоплавких сполук перехідних металів та їх сплавів при високих тисках
Номер патенту: 13634
Опубліковано: 25.04.1997
Автори: Вовчановський Іван Федорович, Сімкін Едуард Семенович, Ципін Нехем'ян Веніамінович, Новіков Микола Васильович, Боримський Олександр Іванович, Нагорний Петро Арсенійович
МПК: B22F 3/15, B30B 15/16
Мітки: сполук, перехідних, металів, тисках, тугоплавких, композиційного, високих, основі, пристрій, алмазовмісного, пресування, сплавів, матеріалу, гарячого
Формула / Реферат:
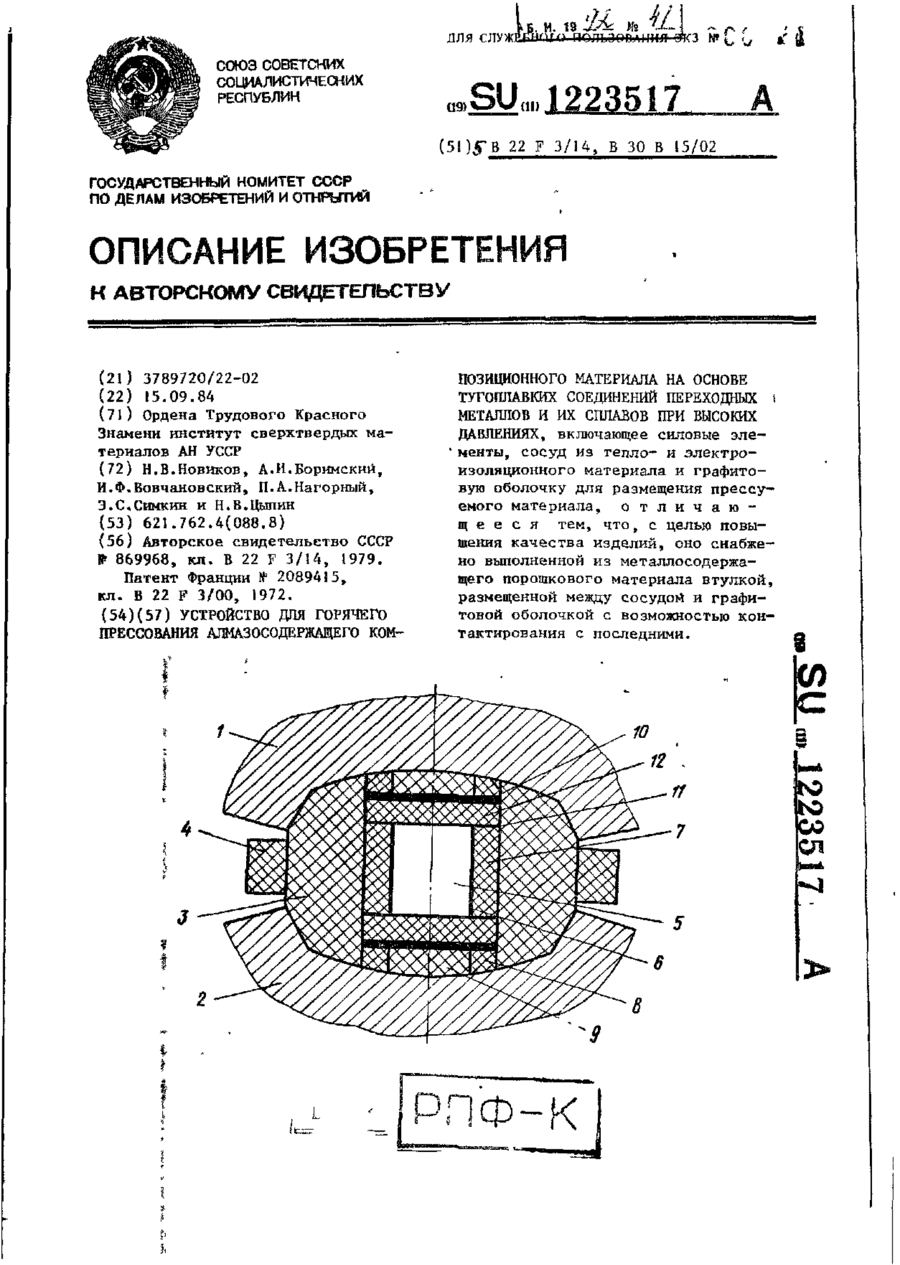
Устройство для горячего прессования алмазосодержащего композиционного материала на основе тугоплавких соединений переходных металлов и их сплавов при высоких давленнях, включающее силовые элементы, сосуд из тепло- и электроизоляционного материала и графитовую оболочку для размещения прессуемого материала, отличающееся тем, что, с целью повышения качества изделий, оно снабжено выполненной из металлосодержащего порошкового материала втулкой,...
Порошкова суміш для молібденування виробів із ніобію і танталу
Номер патенту: 29095
Опубліковано: 16.10.2000
Автори: Дзядикевич Юрій Володимирович, Кицкай Любов Іванівна
МПК: C23C 10/00
Мітки: суміш, виробів, ніобію, танталу, молібденування, порошкова
Формула / Реферат:
Порошкова суміш для молібденування виробів із ніобію і танталу, що містять в собі як джерело дифузії молібден, яка відрізняється тим, що вона додатково містить фторид одного із металів І-А групи Періодичної системи, при такому співвідношенні компонентів мас. %: молібден 60-80 фторид металу 1-А групи /NaF, KF, RbF/ 3-5 розріджувач решта.
Спосіб обробки молібдену і вольфраму та їх сплавів
Номер патенту: 30238
Опубліковано: 15.11.2000
Автори: Горбатюк Роман Михайлович, Сміян Олег Дмитрович, Дзядикевич Юрій Володимирович, Бочар Ігор Йосипович
МПК: C22F 1/18
Мітки: вольфраму, сплавів, обробки, молібдену, спосіб
Формула / Реферат:
Спосіб обробки молібдену і вольфраму та їх сплавів шляхом дифузійного насичення, який відрізняється тим, що тугоплавкі метали попередньо рафінують, а потім молібденують (вольфрамують) у порошковій суміші при такому співвідношенні компонентів, мас. %: молібден (вольфрам) 60-80 фтористий натрій 3-5 оксид алюмінію решта.
Склад суміші для вольфрамування виробів із ніобію і танталу
Номер патенту: 29096
Опубліковано: 16.10.2000
Автори: Дзядикевич Юрій Володимирович, Кицкай Любов Іванівна
МПК: C23C 10/08
Мітки: танталу, склад, вольфрамування, суміші, виробів, ніобію
Формула / Реферат:
Склад суміші для вольфрамування виробів із ніобію і танталу, що містить в собі як джерело дифузії вольфрам, яка відрізняється тим, що вона додатково містить фторид одного із металів 1-А групи Періодичної системи, при такому співвідношенні компонентів, мас. %: вольфрам 60-80 фторид металу 1-А групи /NaF, KF, RbF/ 3-5 розріджувач решта.
Попередній патент: Спосіб удобрення картоплі
Наступний патент: Гальмувальна колодка
Випадковий патент: Водогрійний котел