Спосіб підготування трубчастого виробу, такого як панчішний або йому подібний виріб, для автоматизованого знімання після завершення його формування на двоциліндровій круглов’язальній машині із щонайменше одним
Формула / Реферат
1. Спосіб підготування трубчастого виробу, такого як панчішний або йому подібний виріб, для автоматизованого знімання після завершення його формування на двоциліндровій круглов'язальній машині із щонайменше одним механізмом петлеутворення або скидання петель, який відрізняється тим, що включає принаймні такі етапи:
- перший етап, який полягає у передаванні всіх голок (8) з петлями останнього сформованого ряду плетива виробу, зачепленими у верхніх головках (9а) голок (8), в нижній голковий циліндр (4), або утриманні цих голок в ньому, з відтягуванням виробу донизу всередину нижнього голкового циліндра (4);
- другий етап, який полягає у переміщенні всіх голок (8) в положення пресового переплетення;
- третій етап, який полягає у просуванні вгору тієї частини виробу, яка знаходиться в зчепленні з голками (8), за допомогою виштовхувальної та всмоктувальної труби (42), яка розташована всередині згаданого нижнього голкового циліндра (4) співвісно з ним і з можливістю осьового переміщення відносно згаданого нижнього голкового циліндра (4);
- четвертий етап, який полягає у відчіплюванні платин (33) від виробу, так що згаданий виріб завдяки спрямованому вгору зусиллю переміщується так, що петлі його останнього ряду (80) плетива знаходяться у верхніх головках (9а) голок (8);
- п'ятий етап, який полягає у підніманні голок (8) в положення скидання петель, з утриманням згаданого виробу просунутим вгору для того, щоб утримати петлі останнього ряду (80) плетива у верхніх головках (9а) голок (8).
2. Спосіб за п. 1, який відрізняється тим, що після згаданого першого етапу та перед згаданим другим етапом він включає такі проміжні етапи:
- перший проміжний етап, який полягає в переміщенні всіх голок (8) в положення протягання, в якому їх верхні головки (9а) знаходяться нижче площини (77) скидання, визначеної платинами (33); згадані платини (33) наближені своїми носиками (33b) до осі (3) нижнього голкового циліндра (4) за винятком платин (33), які розташовані поблизу згаданого щонайменше одного механізму петлеутворення або скидання петель згаданої машини;
- другий проміжний етап, який полягає в переміщенні верхнього голкового циліндра (5) убік від нижнього голкового циліндра (4).
3. Спосіб за п. 1, який відрізняється тим, що згаданий перший етап, згаданий другий етап, згаданий третій етап та згаданий четвертий етап виконують послідовно.
4. Спосіб за п. 3, який відрізняється тим, що згаданий четвертий етап здійснюють при нерухомому нижньому голковому циліндрі (4) шляхом обертання приводних кулачків (34) платин (33) відносно нижнього голкового циліндра (4) для того, щоб послідовно спричинити переміщення на певну відстань носика (33b) платин (33), раніше переміщених ближче до осі (3) нижнього голкового циліндра (4), від осі (3) нижнього голкового циліндра (4), й після цього наближення носика (33b) тих самих платин (33) знову до осі (3) нижнього голкового циліндра (4).
5. Спосіб за п. 2, який відрізняється тим, що згаданий другий етап, згаданий третій етап та згаданий четвертий етап виконують по суті одночасно.
6. Спосіб за п. 2, який відрізняється тим, що згаданий третій етап виконують перед згаданим другим етапом та згаданим четвертим етапом, згаданий другий етап та згаданий четвертий етап виконують по суті одночасно.
7. Спосіб за п. 5 або п. 6, який відрізняється тим, що згаданий четвертий етап виконують шляхом повертання на кут заданої величини приводних кулачків (34) згаданих платин (33), з розташуванням тієї частини згаданих приводних кулачків (34) платин (33), яка забезпечує переміщення на певну відстань носика (33b) платин (33) від осі (3) нижнього голкового циліндра (4), біля тієї частини приводних кулачків (15) голок (8), яка забезпечує перехід голок (8) з положення протягання в положення пресового переплетення.
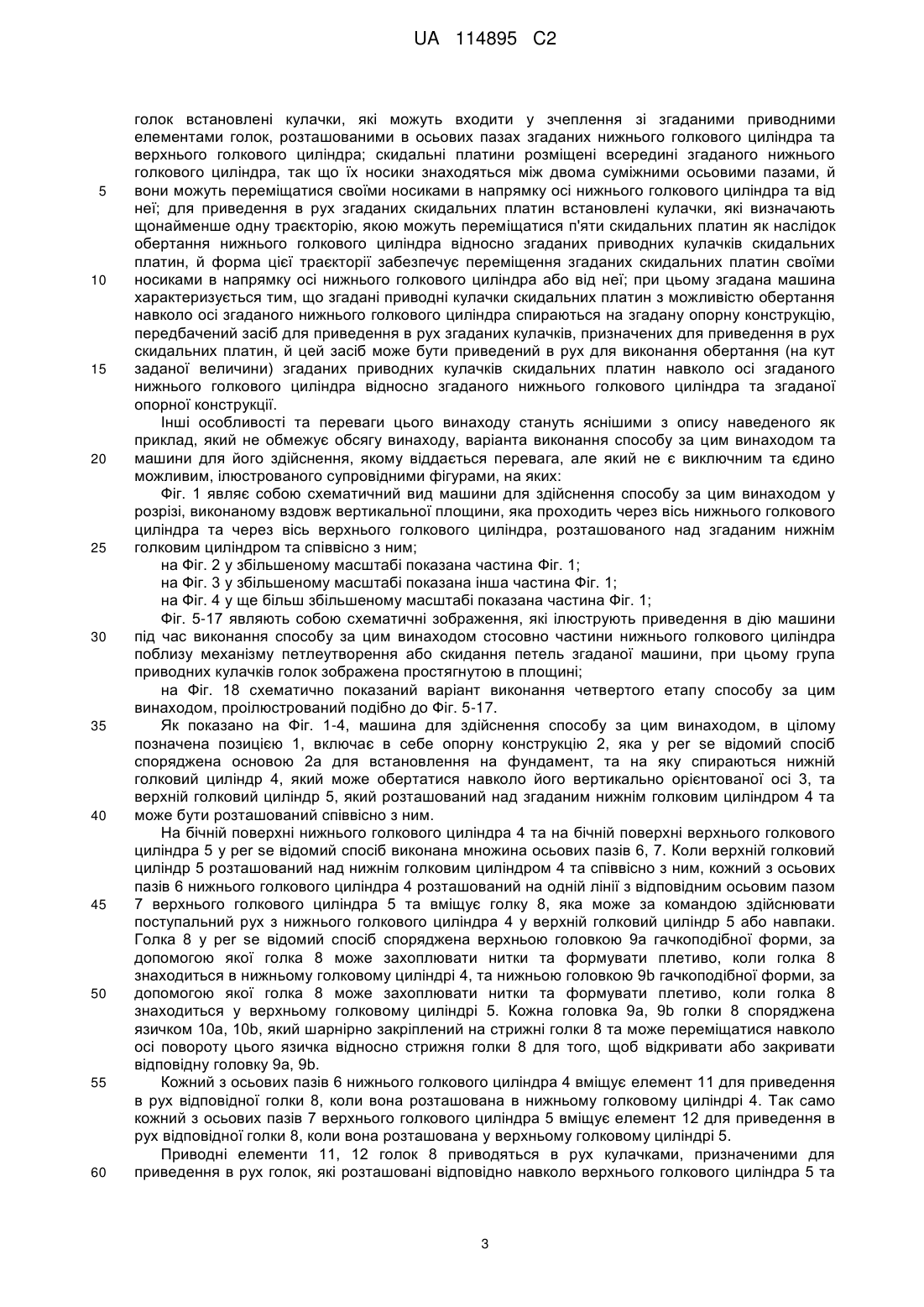
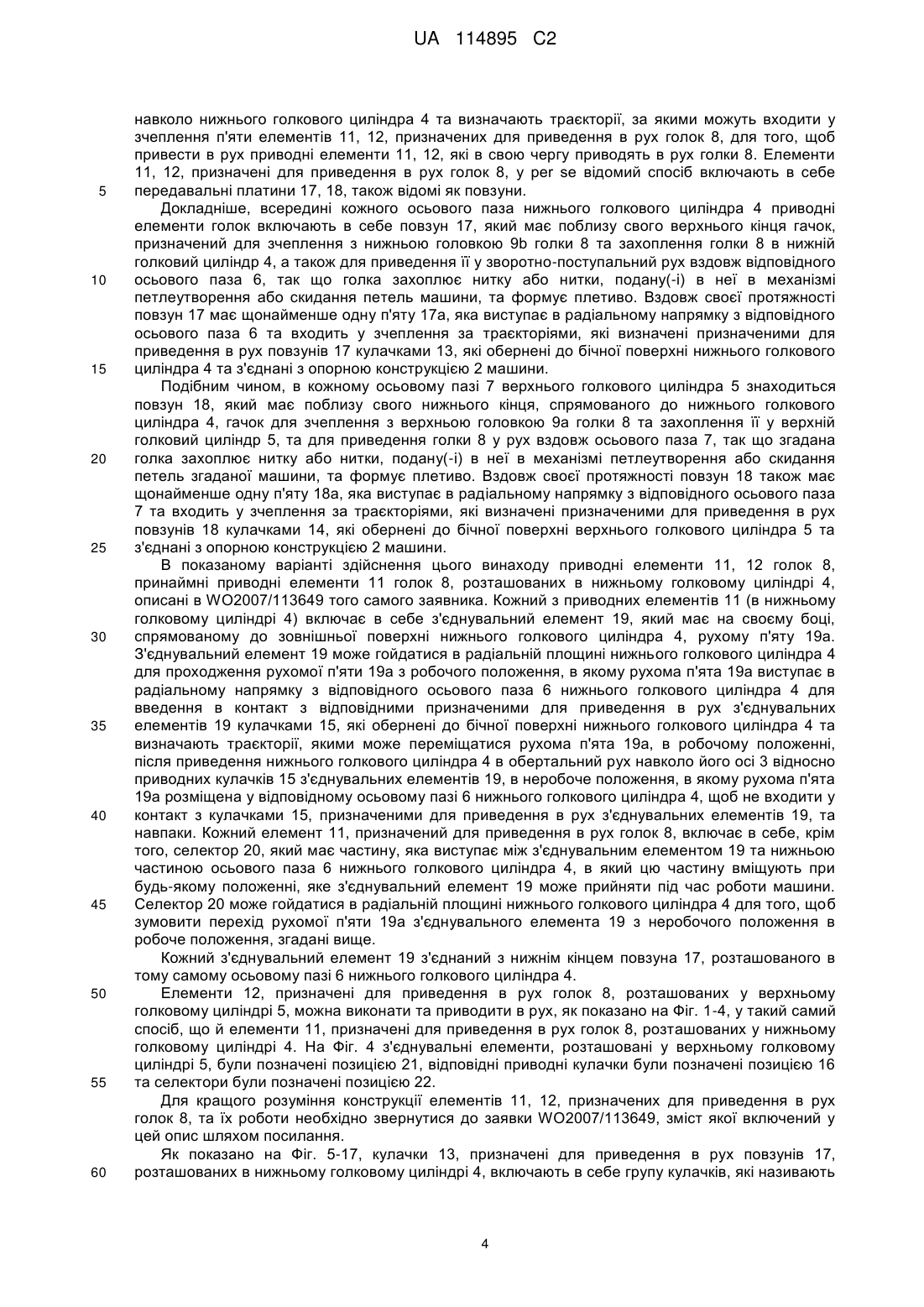
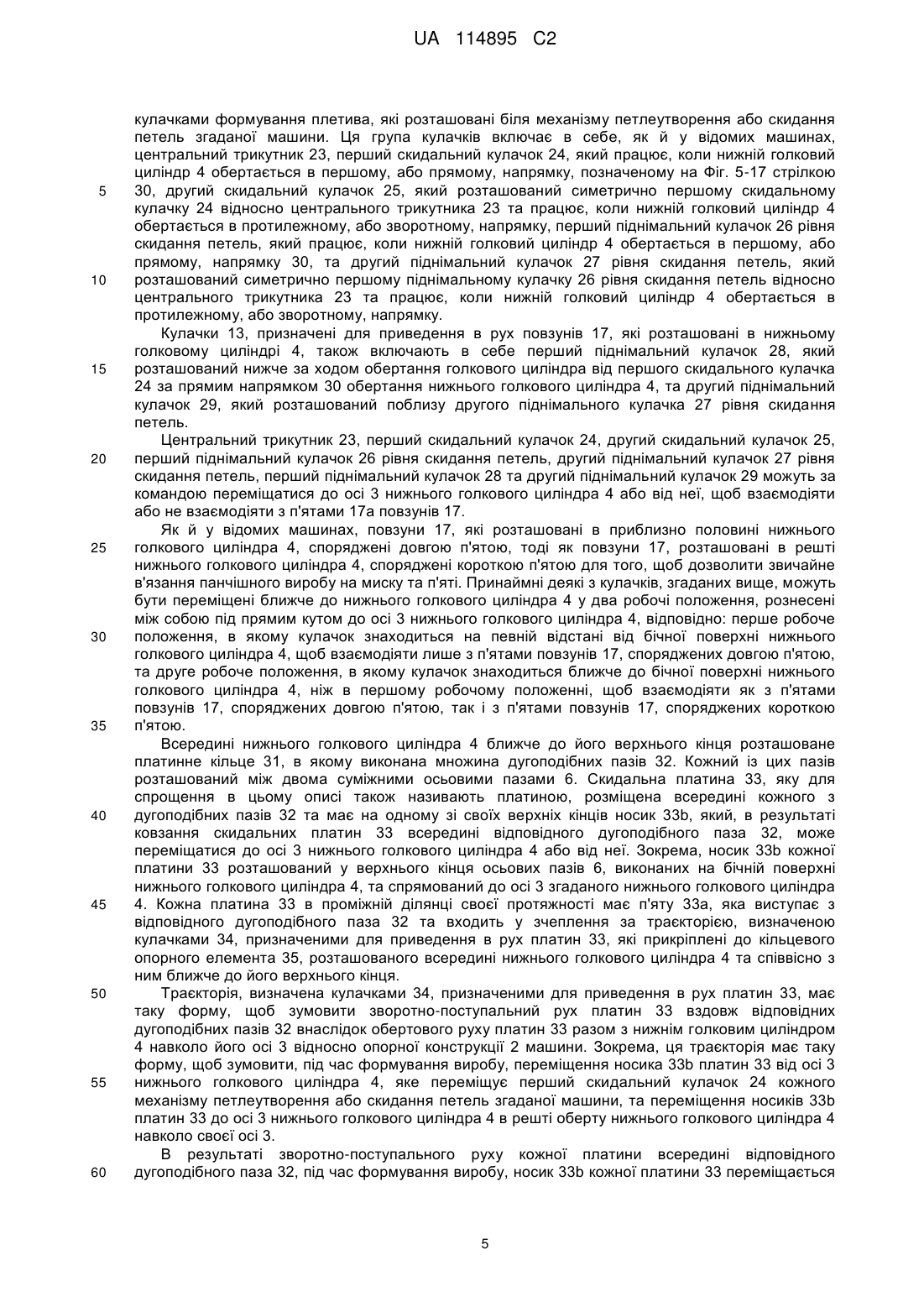
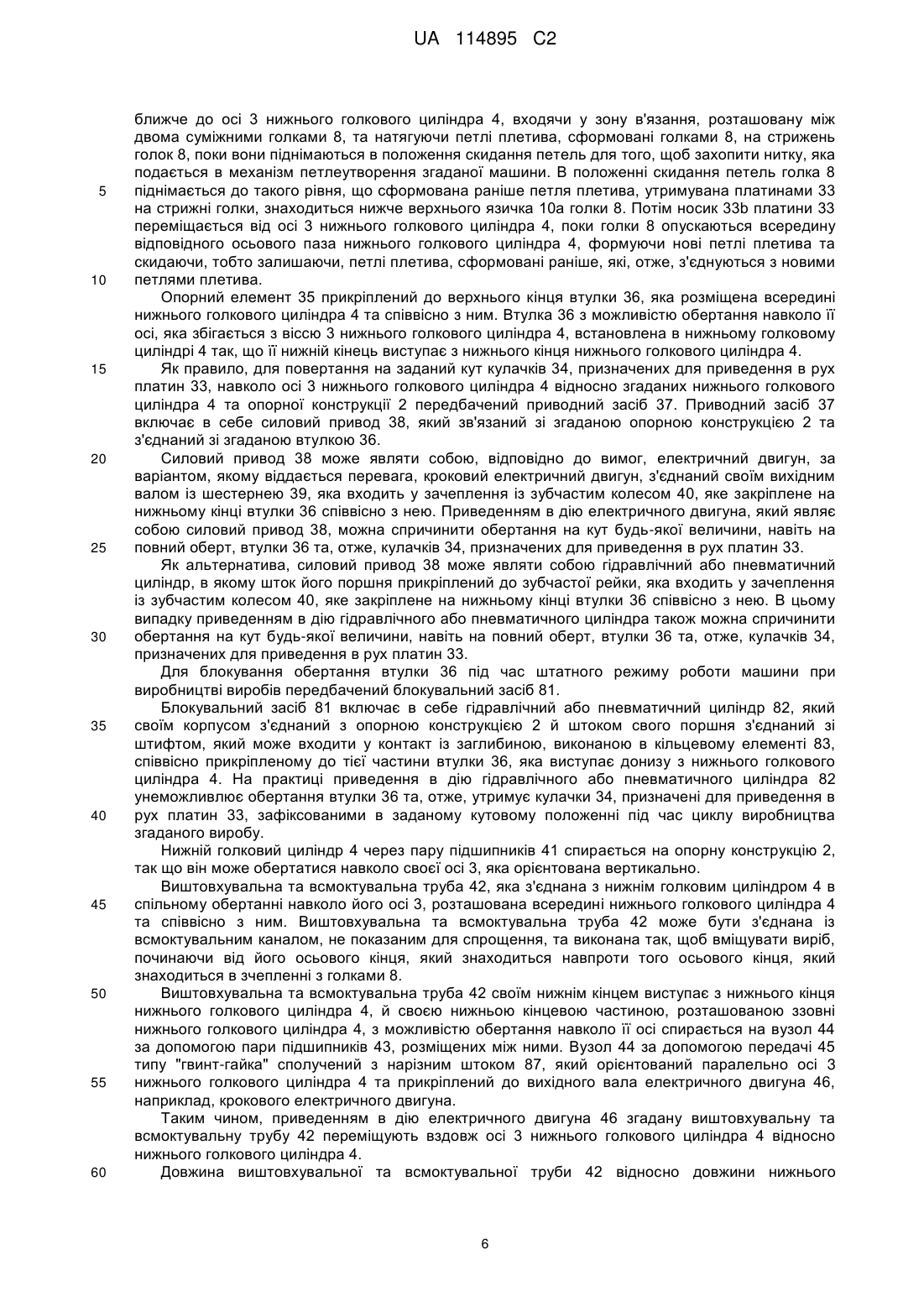
8. Двоциліндрова круглов'язальна панчішна трикотажна машина (1) для здійснення способу за одним або декількома попередніми пунктами, яка включає в себе опорну конструкцію (2), на яку з можливістю обертання спирається нижній голковий циліндр (4) для обертання навколо його осі (3), яка орієнтована вертикально, та верхній голковий циліндр (5), який може бути розміщений над згаданим нижнім голковим циліндром (4) та співвісно з ним; при цьому на бічній поверхні згаданого нижнього голкового циліндра (4) та на бічній поверхні згаданого верхнього голкового циліндра (5) виконана множина осьових пазів (6, 7); кожний зі згаданих осьових пазів (6) нижнього голкового циліндра (4), коли згаданий верхній голковий циліндр (5) розташований співвісно зі згаданим нижнім голковим циліндром (4), є розташованим на одній осі з осьовим пазом (7) верхнього голкового циліндра (5) та вміщує голку (8), яка може за командою здійснювати поступальний рух зі згаданого нижнього голкового циліндра (4) у згаданий верхній голковий циліндр (5) або навпаки; кожний з осьових пазів (6) згаданого нижнього голкового циліндра (4) вміщує елементи (11) для приведення в рух відповідної голки (8), коли вона розташована у згаданому нижньому голковому циліндрі (4), та кожний з осьових пазів (7) згаданого верхнього голкового циліндра (5) вміщує елементи (12) для приведення в рух відповідної голки (8), коли вона розташована у згаданому верхньому голковому циліндрі (5); навколо згаданого нижнього голкового циліндра (4) та навколо згаданого верхнього голкового циліндра (5) для приведення в рух голок (8) встановлені кулачки (13, 14, 15, 16), які можуть входити у зчеплення зі згаданими приводними елементами (11, 12) голок (8), розташованими в осьових пазах (6, 7) згаданого нижнього голкового циліндра (4) та згаданого верхнього голкового циліндра (5); платини (33) розміщені всередині згаданого нижнього голкового циліндра (4), так що їх носики (33b) знаходяться між двома суміжними осьовими пазами (6), й вони можуть переміщатися своїми носиками (33b) в напрямку осі (3) нижнього голкового циліндра (4) та від неї; для приведення в рух згаданих платин (33) встановлені кулачки (34), які визначають щонайменше одну траєкторію (78), якою можуть переміщатися п'яти (33а) платин (33) як наслідок обертання нижнього голкового циліндра (4) відносно згаданих приводних кулачків (34) платин (33), й форма цієї траєкторії забезпечує переміщення платин (33) своїми носиками (33b) в напрямку осі (3) нижнього голкового циліндра (4) та від неї; яка відрізняється тим, що згадані приводні кулачки (34) платин (33) з можливістю обертання навколо осі (3) згаданого нижнього голкового циліндра (4) спираються на згадану опорну конструкцію (2), передбачений засіб (37) для приведення в рух згаданих кулачків (34), призначених для приведення в рух платин (33), й цей засіб може бути приведений в рух для виконання обертання (на кут заданої величини) згаданих приводних кулачків (34) платин (33) навколо осі (3) згаданого нижнього голкового циліндра (4) відносно згаданого нижнього голкового циліндра (4) та згаданої опорної конструкції (2), причому згадані кулачки (34), призначені для приведення в рух платин (33), з'єднані з втулкою (36), яка розташована всередині нижнього голкового циліндра (4) та співвісно з ним; згадана втулка (36) з можливістю обертання навколо її осі спирається на згаданий нижній голковий циліндр (4) й виступає з нижнього кінця згаданого нижнього голкового циліндра (4); згаданий приводний засіб (37) включає в себе силовий привод (38), який сполучений зі згаданою опорною конструкцією (2) та з'єднаний зі згаданою втулкою (36), і машина (1) відрізняється тим, що всередині згаданого нижнього голкового циліндра (4) та співвісно з ним розташована виштовхувальна та всмоктувальна труба (42), яка може бути з'єднана із всмоктувальним засобом, та яка виконана так, щоб вміщувати виріб, починаючи від осьового кінця виштовхувальної та всмоктувальної труби (42), який знаходиться навпроти того кінця, який знаходиться в зчепленні з голками (8); згадана виштовхувальна та всмоктувальна труба (42) виконана з можливістю обертання навколо осі (3) згаданого нижнього голкового циліндра (4) спільно зі згаданим нижнім голковим циліндром (4) та з можливістю осьового переміщення відносно згаданого нижнього голкового циліндра (4) для просування вгору осьового кінця згаданого виробу, який знаходиться у зчепленні зі згаданими голками (8).
Текст
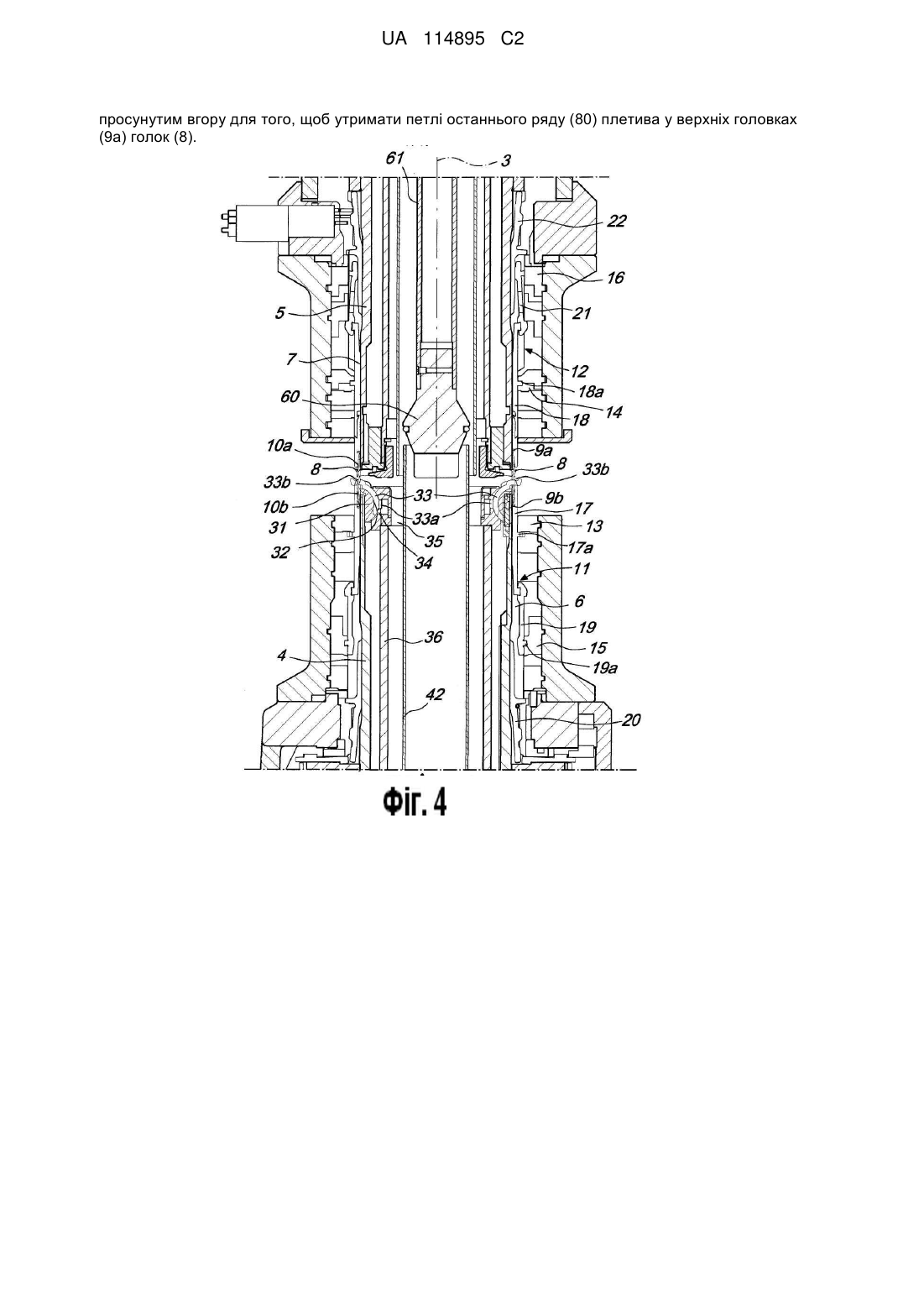
Реферат: Спосіб підготування трубчастого виробу, такого як панчішний або йому подібний виріб, для автоматизованого знімання після завершення його формування на двоциліндровій круглов'язальній машині із щонайменше одним механізмом петлеутворення або скидання петель та двоциліндрова круглов'язальна машина для здійснення цього способу. Цей спосіб включає принаймні такі етапи: перший етап, який полягає у передаванні всіх голок (8) в нижній голковий циліндр (4) або утриманні цих голок в згаданому нижньому голковому циліндрі з петлями останнього сформованого ряду плетива виробу, зачепленими у верхніх головках (9а) голок (8), з відтягуванням виробу донизу всередину нижнього голкового циліндра (4); другий етап, який полягає у переміщенні всіх голок (8) в положення пресового переплетення; третій етап, який полягає у просуванні вгору тієї частини виробу, яка знаходиться в зчепленні з голками (8); четвертий етап, який полягає у відчіплюванні платин (33) від виробу, так що згаданий виріб завдяки спрямованому вгору зусиллю переміщується так, що петлі його останнього ряду (80) плетива знаходяться у верхніх головках (9а) голок (8); п'ятий етап, який полягає у підніманні голок (8) в положення скидання петель, з утриманням згаданого виробу UA 114895 C2 (12) UA 114895 C2 просунутим вгору для того, щоб утримати петлі останнього ряду (80) плетива у верхніх головках (9а) голок (8). UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей винахід має відношення до способу підготування трубчастого виробу, такого як панчішний або йому подібний виріб, для автоматизованого знімання після завершення його формування на двоциліндровій круглов'язальній машині із щонайменше одним механізмом петлеутворення або скидання петель, та до двоциліндрової круглов'язальної машини для здійснення цього способу. В WO2009/112346 того самого заявника розкриті пристрій та спосіб виконання зшивання трубчастого в'язаного виробу на одному з його осьових кінців після завершення циклу його виробництва на круглов'язальній панчішній або їй подібній машині. Цей спосіб полягає по суті у видаленні виробу, після завершення його виробництва, з голок машини за допомогою знімального пристрою та в передаванні цього виробу в зону, розташовану збоку від голкового циліндра згаданої машини, де розташований маніпулятор, який приймає виріб зі знімального пристрою та встановлює два клапани згаданого осьового кінця виробу, що підлягає зшиванню, так, щоб вони прилягали один до одного, та швейна головка, яка з'єднує ці два клапани, тим самим закриваючи осьовий кінець виробу. Знімальний пристрій, який розкритий у згаданій міжнародній заявці на патент та являє собою предмет WO2009/112347, включає в себе кільцевий корпус, який може бути встановлений співвісно навколо верхнього кінця голкового циліндра одноциліндрової круглов'язальної панчішної машини, й всередині радіальних прорізів якого розташовані знімальні елементи, які можуть за командою пересуватися у радіальному напрямку, і кожен з яких може своїми кінцями, спрямованими у напрямку до осі згаданого кільцевого корпуса, входити у зчеплення зі стрижнем голки згаданої машини нижче язичка та приймати на згаданий кінець, що має форму, подібну до гачка з кінцем, спрямованим догори, останню петлю плетива виробу, виконану згаданою голкою, при його просуванні донизу нижче згаданого язичка. Подальше пересування догори знімального пристрою спричинює закривання язичків на головках голок та відчіплювання виробу від голок згаданої машини. Для того, щоб здійснити знімання виробу з голок згаданої машини за допомогою знімального пристрою, розкритого у згаданих вище міжнародних патентних заявках, голки згаданої машини повинні бути підняті в положення "скидання петель", й останній сформований ряд плетива повинен утримуватися в головках голок без проходження нижче язичків голок. Знімальний пристрій, описаний вище, теоретично також може бути застосований для виконання знімання виробу з двоциліндрових круглов'язальних машин шляхом розташування цього виробу всередині нижнього голкового циліндра та приведення петель останнього ряду плетива у верхні головки голок, розташованих в нижньому голковому циліндрі та для забезпечення зручності піднятих так, щоб дозволити зчеплення згаданих знімальних елементів зі стрижнями цих голок нижче їхніх верхніх язичків після відсунення верхнього голкового циліндра від нижнього голкового циліндра. Застосування знімального пристрою в одноциліндрових круглов'язальних панчішних машинах для того, щоб виконати автоматизоване зшивання миска панчішного виробу, не виявило проблем, тоді як його застосування в двоциліндрових круглов'язальних панчішних машинах виявилося більш проблематичним, в основному через труднощі правильного розташування виробу з петлями останнього ряду плетива, сформованими у верхніх головках голок, розташованих в нижньому голковому циліндрі в положенні скидання петель, для надання можливості простого та точного сполучення зі знімальними елементами знімального пристрою, описаного вище, нижче верхнього язичка голок. Фактично в двоциліндрових круглов'язальних панчішних машинах наявність платин, які зазвичай є вигнутими, заважає підніманню виробу разом з підніманням голок в положення скидання петель для того, щоб з упевненістю запобігти проходженню петель останнього ряду плетива під верхніми язичками голок, розташованих в нижньому голковому циліндрі. В двоциліндрових круглов'язальних панчішних машинах, на відміну від одноциліндрових круглов'язальних панчішних машин, платини приводять в рух приводними кулачками, закріпленими на опорному елементі, який розташований всередині нижнього голкового циліндра та являє собою єдине ціле з опорною конструкцією машини щодо обертового руху навколо осі нижнього голкового циліндра. Ці приводні кулачки визначають траєкторію, за якою п'яти скидальних платин, які для спрощення в цьому описі також називають платинами, входять у зчеплення, й ця траєкторія має таку форму, що, внаслідок обертання згаданих платин разом з нижнім голковим циліндром навколо його осі відносно згаданої опорної конструкції та, отже, відносно згаданих привідних кулачків, циклічно спричинює переміщення носика кожної скидальної платини у напрямку до осі нижнього голкового циліндра та від неї, щоб взаємодіяти із суміжними голками у формуванні плетива. Траєкторія, визначена згаданими приводними кулачками платин, має таку форму, що спричинює переміщення носиків платин від осі нижнього 1 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 голкового циліндра біля кожного механізму петлеутворення або скидання петель згаданої машини та спричинює переміщення носиків платин у напрямку до осі нижнього голкового циліндра в решті оберту нижнього голкового циліндра навколо його осі. З цієї причини, після завершення формування останнього ряду плетива виробу, платини зчіплюються з останнім рядом плетива, за винятком ділянки біля кожного механізму петлеутворення або скидання петель згаданої машини. Зчеплення платин з істотною частиною останнього ряду плетива вироблюваного виробу заважає підніманню виробу разом із голками машини, яке виконується для переміщення згаданих голок машини в положення скидання петель та утримання петель останнього сформованого ряду плетива у верхніх головках голок або переміщення цих петель у згадані верхні головки голок. Метою цього винаходу є запропонувати спосіб підготування трубчастого виробу, такого як панчішний або йому подібний виріб, для автоматизованого знімання після завершення його формування на двоциліндровій круглов'язальній машині із щонайменше одним механізмом петлеутворення або скидання петель та двоциліндрову круглов'язальну машину для здійснення цього способу, які здатні усунути утруднення, згадані вище. У межах цієї мети задачею цього винаходу є надання способу та машини, які для виконання автоматизованого видалення виробу з машини, на якій його виготовили, та передавання його у вузол, в якому здійснюється зашивання осьового кінця згаданого виробу, дозволяють застосування знімального пристрою, спорядженого знімальними елементами, які можуть входити у зчеплення зі стрижнями голок нижче верхніх язичків голок, зокрема, розкритого в WO2009/112346 та WO2009/112347. Іншою задачею цього винаходу є надання способу та машини, які роблять можливим дуже точне виконання знімання виробу з машини після завершення його виробництва. Ще однією задачею цього винаходу є надання способу та машини, які роблять можливим виконання знімання виробу з машини після завершення його виробництва за час, який не погіршує надмірним чином виробничий потенціал машини. Ця мета досягнута, а вказані та інші задачі, які стануть зрозумілими нижче, розв'язані шляхом пропонування способу підготування трубчастого виробу, такого як панчішний або йому подібний виріб, для автоматизованого знімання після завершення його формування на двоциліндровій круглов'язальній машині із щонайменше одним механізмом петлеутворення або скидання петель, який характеризується тим, що включає принаймні такі етапи: - перший етап, який полягає у передаванні всіх голок в нижній голковий циліндр або утриманні цих голок в згаданому нижньому голковому циліндрі з петлями останнього сформованого ряду плетива виробу, зачепленими у верхніх головках голок, з відтягуванням виробу донизу всередину нижнього голкового циліндра; - другий етап, який полягає у переміщенні всіх голок в положення пресового переплетення; - третій етап, який полягає у просуванні вгору тієї частини виробу, яка знаходиться в зчепленні з голками; - четвертий етап, який полягає у відчіплюванні платин від виробу, так що згаданий виріб завдяки спрямованому вгору зусиллю переміщується так, що петлі останнього ряду плетива знаходяться у верхніх головках голок; - п'ятий етап, який полягає у підніманні голок в положення скидання петель, з утриманням згаданого виробу просунутим вгору для того, щоб утримати петлі останнього ряду плетива у верхніх головках голок. Спосіб за цим винаходом здійснюють шляхом застосування двоциліндрової круглов'язальної панчішної машини, яка включає в себе опорну конструкцію, на яку з можливістю обертання спирається нижній голковий циліндр для обертання навколо його осі, яка орієнтована вертикально, та верхній голковий циліндр, який може бути розміщений над згаданим нижнім голковим циліндром та співвісно з ним; при цьому на бічній поверхні згаданого нижнього голкового циліндра та на бічній поверхні згаданого верхнього голкового циліндра виконана множина осьових пазів; кожний зі згаданих осьових пазів нижнього голкового циліндра, коли згаданий верхній голковий циліндр розташований співвісно зі згаданим нижнім голковим циліндром, є розташованим на одній осі з осьовим пазом верхнього голкового циліндра та вміщує голку, яка може за командою здійснювати поступальний рух зі згаданого нижнього голкового циліндра у згаданий верхній голковий циліндр або навпаки; кожний з осьових пазів згаданого нижнього голкового циліндра вміщує елементи для приведення в рух відповідної голки, коли вона розташована у згаданому нижньому голковому циліндрі, та кожний з осьових пазів згаданого верхнього голкового циліндра вміщує елементи для приведення в рух відповідної голки, коли вона розташована у згаданому верхньому голковому циліндрі; навколо згаданих нижнього голкового циліндра та верхнього голкового циліндра для приведення в рух 2 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 голок встановлені кулачки, які можуть входити у зчеплення зі згаданими приводними елементами голок, розташованими в осьових пазах згаданих нижнього голкового циліндра та верхнього голкового циліндра; скидальні платини розміщені всередині згаданого нижнього голкового циліндра, так що їх носики знаходяться між двома суміжними осьовими пазами, й вони можуть переміщатися своїми носиками в напрямку осі нижнього голкового циліндра та від неї; для приведення в рух згаданих скидальних платин встановлені кулачки, які визначають щонайменше одну траєкторію, якою можуть переміщатися п'яти скидальних платин як наслідок обертання нижнього голкового циліндра відносно згаданих приводних кулачків скидальних платин, й форма цієї траєкторії забезпечує переміщення згаданих скидальних платин своїми носиками в напрямку осі нижнього голкового циліндра або від неї; при цьому згадана машина характеризується тим, що згадані приводні кулачки скидальних платин з можливістю обертання навколо осі згаданого нижнього голкового циліндра спираються на згадану опорну конструкцію, передбачений засіб для приведення в рух згаданих кулачків, призначених для приведення в рух скидальних платин, й цей засіб може бути приведений в рух для виконання обертання (на кут заданої величини) згаданих приводних кулачків скидальних платин навколо осі згаданого нижнього голкового циліндра відносно згаданого нижнього голкового циліндра та згаданої опорної конструкції. Інші особливості та переваги цього винаходу стануть яснішими з опису наведеного як приклад, який не обмежує обсягу винаходу, варіанта виконання способу за цим винаходом та машини для його здійснення, якому віддається перевага, але який не є виключним та єдино можливим, ілюстрованого супровідними фігурами, на яких: Фіг. 1 являє собою схематичний вид машини для здійснення способу за цим винаходом у розрізі, виконаному вздовж вертикальної площини, яка проходить через вісь нижнього голкового циліндра та через вісь верхнього голкового циліндра, розташованого над згаданим нижнім голковим циліндром та співвісно з ним; на Фіг. 2 у збільшеному масштабі показана частина Фіг. 1; на Фіг. 3 у збільшеному масштабі показана інша частина Фіг. 1; на Фіг. 4 у ще більш збільшеному масштабі показана частина Фіг. 1; Фіг. 5-17 являють собою схематичні зображення, які ілюструють приведення в дію машини під час виконання способу за цим винаходом стосовно частини нижнього голкового циліндра поблизу механізму петлеутворення або скидання петель згаданої машини, при цьому група приводних кулачків голок зображена простягнутою в площині; на Фіг. 18 схематично показаний варіант виконання четвертого етапу способу за цим винаходом, проілюстрований подібно до Фіг. 5-17. Як показано на Фіг. 1-4, машина для здійснення способу за цим винаходом, в цілому позначена позицією 1, включає в себе опорну конструкцію 2, яка у per se відомий спосіб споряджена основою 2а для встановлення на фундамент, та на яку спираються нижній голковий циліндр 4, який може обертатися навколо його вертикально орієнтованої осі 3, та верхній голковий циліндр 5, який розташований над згаданим нижнім голковим циліндром 4 та може бути розташований співвісно з ним. На бічній поверхні нижнього голкового циліндра 4 та на бічній поверхні верхнього голкового циліндра 5 у per se відомий спосіб виконана множина осьових пазів 6, 7. Коли верхній голковий циліндр 5 розташований над нижнім голковим циліндром 4 та співвісно з ним, кожний з осьових пазів 6 нижнього голкового циліндра 4 розташований на одній лінії з відповідним осьовим пазом 7 верхнього голкового циліндра 5 та вміщує голку 8, яка може за командою здійснювати поступальний рух з нижнього голкового циліндра 4 у верхній голковий циліндр 5 або навпаки. Голка 8 у per se відомий спосіб споряджена верхньою головкою 9а гачкоподібної форми, за допомогою якої голка 8 може захоплювати нитки та формувати плетиво, коли голка 8 знаходиться в нижньому голковому циліндрі 4, та нижньою головкою 9b гачкоподібної форми, за допомогою якої голка 8 може захоплювати нитки та формувати плетиво, коли голка 8 знаходиться у верхньому голковому циліндрі 5. Кожна головка 9а, 9b голки 8 споряджена язичком 10а, 10b, який шарнірно закріплений на стрижні голки 8 та може переміщатися навколо осі повороту цього язичка відносно стрижня голки 8 для того, щоб відкривати або закривати відповідну головку 9а, 9b. Кожний з осьових пазів 6 нижнього голкового циліндра 4 вміщує елемент 11 для приведення в рух відповідної голки 8, коли вона розташована в нижньому голковому циліндрі 4. Так само кожний з осьових пазів 7 верхнього голкового циліндра 5 вміщує елемент 12 для приведення в рух відповідної голки 8, коли вона розташована у верхньому голковому циліндрі 5. Приводні елементи 11, 12 голок 8 приводяться в рух кулачками, призначеними для приведення в рух голок, які розташовані відповідно навколо верхнього голкового циліндра 5 та 3 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 навколо нижнього голкового циліндра 4 та визначають траєкторії, за якими можуть входити у зчеплення п'яти елементів 11, 12, призначених для приведення в рух голок 8, для того, щоб привести в рух приводні елементи 11, 12, які в свою чергу приводять в рух голки 8. Елементи 11, 12, призначені для приведення в рух голок 8, у per se відомий спосіб включають в себе передавальні платини 17, 18, також відомі як повзуни. Докладніше, всередині кожного осьового паза нижнього голкового циліндра 4 приводні елементи голок включають в себе повзун 17, який має поблизу свого верхнього кінця гачок, призначений для зчеплення з нижньою головкою 9b голки 8 та захоплення голки 8 в нижній голковий циліндр 4, а також для приведення її у зворотно-поступальний рух вздовж відповідного осьового паза 6, так що голка захоплює нитку або нитки, подану(-і) в неї в механізмі петлеутворення або скидання петель машини, та формує плетиво. Вздовж своєї протяжності повзун 17 має щонайменше одну п'яту 17а, яка виступає в радіальному напрямку з відповідного осьового паза 6 та входить у зчеплення за траєкторіями, які визначені призначеними для приведення в рух повзунів 17 кулачками 13, які обернені до бічної поверхні нижнього голкового циліндра 4 та з'єднані з опорною конструкцією 2 машини. Подібним чином, в кожному осьовому пазі 7 верхнього голкового циліндра 5 знаходиться повзун 18, який має поблизу свого нижнього кінця, спрямованого до нижнього голкового циліндра 4, гачок для зчеплення з верхньою головкою 9а голки 8 та захоплення її у верхній голковий циліндр 5, та для приведення голки 8 у рух вздовж осьового паза 7, так що згадана голка захоплює нитку або нитки, подану(-і) в неї в механізмі петлеутворення або скидання петель згаданої машини, та формує плетиво. Вздовж своєї протяжності повзун 18 також має щонайменше одну п'яту 18а, яка виступає в радіальному напрямку з відповідного осьового паза 7 та входить у зчеплення за траєкторіями, які визначені призначеними для приведення в рух повзунів 18 кулачками 14, які обернені до бічної поверхні верхнього голкового циліндра 5 та з'єднані з опорною конструкцією 2 машини. В показаному варіанті здійснення цього винаходу приводні елементи 11, 12 голок 8, принаймні приводні елементи 11 голок 8, розташованих в нижньому голковому циліндрі 4, описані в WO2007/113649 того самого заявника. Кожний з приводних елементів 11 (в нижньому голковому циліндрі 4) включає в себе з'єднувальний елемент 19, який має на своєму боці, спрямованому до зовнішньої поверхні нижнього голкового циліндра 4, рухому п'яту 19а. З'єднувальний елемент 19 може гойдатися в радіальній площині нижнього голкового циліндра 4 для проходження рухомої п'яти 19а з робочого положення, в якому рухома п'ята 19а виступає в радіальному напрямку з відповідного осьового паза 6 нижнього голкового циліндра 4 для введення в контакт з відповідними призначеними для приведення в рух з'єднувальних елементів 19 кулачками 15, які обернені до бічної поверхні нижнього голкового циліндра 4 та визначають траєкторії, якими може переміщатися рухома п'ята 19а, в робочому положенні, після приведення нижнього голкового циліндра 4 в обертальний рух навколо його осі 3 відносно приводних кулачків 15 з'єднувальних елементів 19, в неробоче положення, в якому рухома п'ята 19а розміщена у відповідному осьовому пазі 6 нижнього голкового циліндра 4, щоб не входити у контакт з кулачками 15, призначеними для приведення в рух з'єднувальних елементів 19, та навпаки. Кожний елемент 11, призначений для приведення в рух голок 8, включає в себе, крім того, селектор 20, який має частину, яка виступає між з'єднувальним елементом 19 та нижньою частиною осьового паза 6 нижнього голкового циліндра 4, в який цю частину вміщують при будь-якому положенні, яке з'єднувальний елемент 19 може прийняти під час роботи машини. Селектор 20 може гойдатися в радіальній площині нижнього голкового циліндра 4 для того, щоб зумовити перехід рухомої п'яти 19а з'єднувального елемента 19 з неробочого положення в робоче положення, згадані вище. Кожний з'єднувальний елемент 19 з'єднаний з нижнім кінцем повзуна 17, розташованого в тому самому осьовому пазі 6 нижнього голкового циліндра 4. Елементи 12, призначені для приведення в рух голок 8, розташованих у верхньому голковому циліндрі 5, можна виконати та приводити в рух, як показано на Фіг. 1-4, у такий самий спосіб, що й елементи 11, призначені для приведення в рух голок 8, розташованих у нижньому голковому циліндрі 4. На Фіг. 4 з'єднувальні елементи, розташовані у верхньому голковому циліндрі 5, були позначені позицією 21, відповідні приводні кулачки були позначені позицією 16 та селектори були позначені позицією 22. Для кращого розуміння конструкції елементів 11, 12, призначених для приведення в рух голок 8, та їх роботи необхідно звернутися до заявки WO2007/113649, зміст якої включений у цей опис шляхом посилання. Як показано на Фіг. 5-17, кулачки 13, призначені для приведення в рух повзунів 17, розташованих в нижньому голковому циліндрі 4, включають в себе групу кулачків, які називають 4 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 кулачками формування плетива, які розташовані біля механізму петлеутворення або скидання петель згаданої машини. Ця група кулачків включає в себе, як й у відомих машинах, центральний трикутник 23, перший скидальний кулачок 24, який працює, коли нижній голковий циліндр 4 обертається в першому, або прямому, напрямку, позначеному на Фіг. 5-17 стрілкою 30, другий скидальний кулачок 25, який розташований симетрично першому скидальному кулачку 24 відносно центрального трикутника 23 та працює, коли нижній голковий циліндр 4 обертається в протилежному, або зворотному, напрямку, перший піднімальний кулачок 26 рівня скидання петель, який працює, коли нижній голковий циліндр 4 обертається в першому, або прямому, напрямку 30, та другий піднімальний кулачок 27 рівня скидання петель, який розташований симетрично першому піднімальному кулачку 26 рівня скидання петель відносно центрального трикутника 23 та працює, коли нижній голковий циліндр 4 обертається в протилежному, або зворотному, напрямку. Кулачки 13, призначені для приведення в рух повзунів 17, які розташовані в нижньому голковому циліндрі 4, також включають в себе перший піднімальний кулачок 28, який розташований нижче за ходом обертання голкового циліндра від першого скидального кулачка 24 за прямим напрямком 30 обертання нижнього голкового циліндра 4, та другий піднімальний кулачок 29, який розташований поблизу другого піднімального кулачка 27 рівня скидання петель. Центральний трикутник 23, перший скидальний кулачок 24, другий скидальний кулачок 25, перший піднімальний кулачок 26 рівня скидання петель, другий піднімальний кулачок 27 рівня скидання петель, перший піднімальний кулачок 28 та другий піднімальний кулачок 29 можуть за командою переміщатися до осі 3 нижнього голкового циліндра 4 або від неї, щоб взаємодіяти або не взаємодіяти з п'ятами 17а повзунів 17. Як й у відомих машинах, повзуни 17, які розташовані в приблизно половині нижнього голкового циліндра 4, споряджені довгою п'ятою, тоді як повзуни 17, розташовані в решті нижнього голкового циліндра 4, споряджені короткою п'ятою для того, щоб дозволити звичайне в'язання панчішного виробу на миску та п'яті. Принаймні деякі з кулачків, згаданих вище, можуть бути переміщені ближче до нижнього голкового циліндра 4 у два робочі положення, рознесені між собою під прямим кутом до осі 3 нижнього голкового циліндра 4, відповідно: перше робоче положення, в якому кулачок знаходиться на певній відстані від бічної поверхні нижнього голкового циліндра 4, щоб взаємодіяти лише з п'ятами повзунів 17, споряджених довгою п'ятою, та друге робоче положення, в якому кулачок знаходиться ближче до бічної поверхні нижнього голкового циліндра 4, ніж в першому робочому положенні, щоб взаємодіяти як з п'ятами повзунів 17, споряджених довгою п'ятою, так і з п'ятами повзунів 17, споряджених короткою п'ятою. Всередині нижнього голкового циліндра 4 ближче до його верхнього кінця розташоване платинне кільце 31, в якому виконана множина дугоподібних пазів 32. Кожний із цих пазів розташований між двома суміжними осьовими пазами 6. Скидальна платина 33, яку для спрощення в цьому описі також називають платиною, розміщена всередині кожного з дугоподібних пазів 32 та має на одному зі своїх верхніх кінців носик 33b, який, в результаті ковзання скидальних платин 33 всередині відповідного дугоподібного паза 32, може переміщатися до осі 3 нижнього голкового циліндра 4 або від неї. Зокрема, носик 33b кожної платини 33 розташований у верхнього кінця осьових пазів 6, виконаних на бічній поверхні нижнього голкового циліндра 4, та спрямований до осі 3 згаданого нижнього голкового циліндра 4. Кожна платина 33 в проміжній ділянці своєї протяжності має п'яту 33а, яка виступає з відповідного дугоподібного паза 32 та входить у зчеплення за траєкторією, визначеною кулачками 34, призначеними для приведення в рух платин 33, які прикріплені до кільцевого опорного елемента 35, розташованого всередині нижнього голкового циліндра 4 та співвісно з ним ближче до його верхнього кінця. Траєкторія, визначена кулачками 34, призначеними для приведення в рух платин 33, має таку форму, щоб зумовити зворотно-поступальний рух платин 33 вздовж відповідних дугоподібних пазів 32 внаслідок обертового руху платин 33 разом з нижнім голковим циліндром 4 навколо його осі 3 відносно опорної конструкції 2 машини. Зокрема, ця траєкторія має таку форму, щоб зумовити, під час формування виробу, переміщення носика 33b платин 33 від осі 3 нижнього голкового циліндра 4, яке переміщує перший скидальний кулачок 24 кожного механізму петлеутворення або скидання петель згаданої машини, та переміщення носиків 33b платин 33 до осі 3 нижнього голкового циліндра 4 в решті оберту нижнього голкового циліндра 4 навколо своєї осі 3. В результаті зворотно-поступального руху кожної платини всередині відповідного дугоподібного паза 32, під час формування виробу, носик 33b кожної платини 33 переміщається 5 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 ближче до осі 3 нижнього голкового циліндра 4, входячи у зону в'язання, розташовану між двома суміжними голками 8, та натягуючи петлі плетива, сформовані голками 8, на стрижень голок 8, поки вони піднімаються в положення скидання петель для того, щоб захопити нитку, яка подається в механізм петлеутворення згаданої машини. В положенні скидання петель голка 8 піднімається до такого рівня, що сформована раніше петля плетива, утримувана платинами 33 на стрижні голки, знаходиться нижче верхнього язичка 10а голки 8. Потім носик 33b платини 33 переміщається від осі 3 нижнього голкового циліндра 4, поки голки 8 опускаються всередину відповідного осьового паза нижнього голкового циліндра 4, формуючи нові петлі плетива та скидаючи, тобто залишаючи, петлі плетива, сформовані раніше, які, отже, з'єднуються з новими петлями плетива. Опорний елемент 35 прикріплений до верхнього кінця втулки 36, яка розміщена всередині нижнього голкового циліндра 4 та співвісно з ним. Втулка 36 з можливістю обертання навколо її осі, яка збігається з віссю 3 нижнього голкового циліндра 4, встановлена в нижньому голковому циліндрі 4 так, що її нижній кінець виступає з нижнього кінця нижнього голкового циліндра 4. Як правило, для повертання на заданий кут кулачків 34, призначених для приведення в рух платин 33, навколо осі 3 нижнього голкового циліндра 4 відносно згаданих нижнього голкового циліндра 4 та опорної конструкції 2 передбачений приводний засіб 37. Приводний засіб 37 включає в себе силовий привод 38, який зв'язаний зі згаданою опорною конструкцією 2 та з'єднаний зі згаданою втулкою 36. Силовий привод 38 може являти собою, відповідно до вимог, електричний двигун, за варіантом, якому віддається перевага, кроковий електричний двигун, з'єднаний своїм вихідним валом із шестернею 39, яка входить у зачеплення із зубчастим колесом 40, яке закріплене на нижньому кінці втулки 36 співвісно з нею. Приведенням в дію електричного двигуна, який являє собою силовий привод 38, можна спричинити обертання на кут будь-якої величини, навіть на повний оберт, втулки 36 та, отже, кулачків 34, призначених для приведення в рух платин 33. Як альтернатива, силовий привод 38 може являти собою гідравлічний або пневматичний циліндр, в якому шток його поршня прикріплений до зубчастої рейки, яка входить у зачеплення із зубчастим колесом 40, яке закріплене на нижньому кінці втулки 36 співвісно з нею. В цьому випадку приведенням в дію гідравлічного або пневматичного циліндра також можна спричинити обертання на кут будь-якої величини, навіть на повний оберт, втулки 36 та, отже, кулачків 34, призначених для приведення в рух платин 33. Для блокування обертання втулки 36 під час штатного режиму роботи машини при виробництві виробів передбачений блокувальний засіб 81. Блокувальний засіб 81 включає в себе гідравлічний або пневматичний циліндр 82, який своїм корпусом з'єднаний з опорною конструкцією 2 й штоком свого поршня з'єднаний зі штифтом, який може входити у контакт із заглибиною, виконаною в кільцевому елементі 83, співвісно прикріпленому до тієї частини втулки 36, яка виступає донизу з нижнього голкового циліндра 4. На практиці приведення в дію гідравлічного або пневматичного циліндра 82 унеможливлює обертання втулки 36 та, отже, утримує кулачки 34, призначені для приведення в рух платин 33, зафіксованими в заданому кутовому положенні під час циклу виробництва згаданого виробу. Нижній голковий циліндр 4 через пару підшипників 41 спирається на опорну конструкцію 2, так що він може обертатися навколо своєї осі 3, яка орієнтована вертикально. Виштовхувальна та всмоктувальна труба 42, яка з'єднана з нижнім голковим циліндром 4 в спільному обертанні навколо його осі 3, розташована всередині нижнього голкового циліндра 4 та співвісно з ним. Виштовхувальна та всмоктувальна труба 42 може бути з'єднана із всмоктувальним каналом, не показаним для спрощення, та виконана так, щоб вміщувати виріб, починаючи від його осьового кінця, який знаходиться навпроти того осьового кінця, який знаходиться в зчепленні з голками 8. Виштовхувальна та всмоктувальна труба 42 своїм нижнім кінцем виступає з нижнього кінця нижнього голкового циліндра 4, й своєю нижньою кінцевою частиною, розташованою ззовні нижнього голкового циліндра 4, з можливістю обертання навколо її осі спирається на вузол 44 за допомогою пари підшипників 43, розміщених між ними. Вузол 44 за допомогою передачі 45 типу "гвинт-гайка" сполучений з нарізним штоком 87, який орієнтований паралельно осі 3 нижнього голкового циліндра 4 та прикріплений до вихідного вала електричного двигуна 46, наприклад, крокового електричного двигуна. Таким чином, приведенням в дію електричного двигуна 46 згадану виштовхувальну та всмоктувальну трубу 42 переміщують вздовж осі 3 нижнього голкового циліндра 4 відносно нижнього голкового циліндра 4. Довжина виштовхувальної та всмоктувальної труби 42 відносно довжини нижнього 6 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 голкового циліндра 4 є такою, що верхній кінець виштовхувальної та всмоктувальної труби 42 розташований поблизу верхнього кінця нижнього голкового циліндра 4, тобто поблизу робочої зони голок 8 машини. Шляхом осьового переміщення виштовхувальної та всмоктувальної труби 42 відносно нижнього голкового циліндра 4 можна переміщати верхній кінець виштовхувальної та всмоктувальної труби 42 повністю всередині нижнього голкового циліндра 4 або перемістити верхній кінець виштовхувальної та всмоктувальної труби 42 так, щоб він виступав догори з верхнього кінця нижнього голкового циліндра 4 для просування виробу вгору, як буде описано більш докладно нижче. Верхній голковий циліндр 5 з можливістю обертання навколо його осі, орієнтованої вертикально, через пару підшипників 48 спирається на консоль 47. В свою чергу, згадана консоль 47 з можливістю обертання навколо осі 49, яка є паралельною осі 3 нижнього голкового циліндра 4 та розташована на певній відстані від неї, через пару підшипників 59 спирається на стійку 58, прикріплену до опорної конструкції 2. Консоль 47 може за командою обертатися навколо осі 49, щоб робити можливим переміщення верхнього голкового циліндра 5 вище нижнього голкового циліндра 4 та співвісно з ним або в положення, яке знаходиться на певній відстані в бічному напрямку від нижнього голкового циліндра 4. Верхній голковий циліндр 5 кінематично сполучений з нижнім голковим циліндром 4 за допомогою першого зубчастого шківа 50, прикріпленого до верхнього голкового циліндра 5 співвісно з ним та сполученого першим зубчастим пасом 51 з другим зубчастим шківом 52, нерухомо прикріпленим до верхнього кінця з'єднувального вала 53, розташованого паралельно осі 3 нижнього голкового циліндра 4. Третій зубчастий шків 54 нерухомо закріплений на нижньому кінці з'єднувального вала 53 та сполучений другим зубчастим пасом 55 з четвертим зубчастим шківом 56, прикріпленим до нижнього голкового циліндра 4 співвісно з ним. За варіантом, якому віддається перевага, з'єднувальний вал 53 являє собою вал головного електричного двигуна 57 машини, який розташований збоку від нижнього голкового циліндра 4 всередині стійки 58, на яку за допомогою консолі 47 спирається верхній голковий циліндр 5, як розкрито в WO2012/072296 того самого заявника. Всередині верхнього голкового циліндра 5, ближче до його нижнього кінця, встановлений елемент 60 фіксування виробу, який може входити у зчеплення з верхнім кінцем виштовхувальної та всмоктувальної труби 42. Елемент 60 фіксування має форму вилки та прикріплений до нижнього кінця штока 61, який розташований всередині верхнього голкового циліндра 5 співвісно з ним та з'єднаний своїм верхнім кінцем зі штоком поршня гідравлічного або пневматичного циліндра 62, з'єднаного з верхнім кінцем верхнього голкового циліндра 5. Приведенням в дію гідравлічного або пневматичного циліндра 62, коли верхній голковий циліндр 5 розташований вище нижнього голкового циліндра 4 та співвісно з ним, зумовлюється переміщення штока 61 та, отже, елемента 60 фіксування вздовж осі 3 нижнього голкового циліндра 4, що спричинює введення в контакт елемента 60 фіксування з верхнім кінцем виштовхувальної та всмоктувальної труби 42 або його виведення з контакту з верхнім кінцем згаданої виштовхувальної та всмоктувальної труби 42. Натяжна труба 63 розташована всередині нижнього голкового циліндра 4 та співвісно з ним, навколо штока 61 та елемента 60 фіксування, й прикріплена своїм верхнім кінцем до внутрішньої втулки 64, яка може ковзати частково всередині напрямної труби 65, яка розташована співвісно з верхнім голковим циліндром 5 та закріплена як невід'ємна частина на верхньому кінці верхнього голкового циліндра 5. Внутрішня втулка 64 шляхом проходження крізь щонайменше один осьовий проріз, який проходить крізь бічну поверхню напрямної труби 65, з'єднана із зовнішньою втулкою 66, з розташуванням між ними підшипника 67, так що внутрішня втулка 64 разом із натяжною трубою 63 може обертатися спільно з верхнім голковим циліндром 5, в той час як зовнішня втулка 66 не піддається дії цього обертання. Зовнішня втулка 66 з'єднана зі штоком гідравлічного або пневматичного циліндра 68, прикріпленого своїм корпусом до опорного елемента, прикріпленого до консолі 47, на яку спирається верхній голковий циліндр 5. Приведення в дію гідравлічного або пневматичного циліндра 68 спричинює ковзання зовнішньої втулки 66, внутрішньої втулки 64 та натяжної трубки 63 вздовж осі верхнього голкового циліндра 5. Крім того, поршень гідравлічного або пневматичного циліндра 68 зв'язаний із зубчастим пасом 70, який сполучає один з іншим два зубчасті шківи 71, 72, осі яких є горизонтальними та взаємно паралельними. Зубчастий шків 72 з'єднаний з датчиком положення 73, за допомогою якого можна постійно та з високою точністю виявляти переміщення натяжної труби 63 вздовж осі верхнього голкового циліндра 5. На практиці, на початку виготовлення виробу, перший сформований осьовий кінець виробу всмоктують у верхній кінець виштовхувальної та всмоктувальної труби 42 та фіксують відносно цієї виштовхувальної та всмоктувальної труби 42 шляхом зчеплення елемента 60 фіксування з 7 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 верхнім кінцем виштовхувальної та всмоктувальної трубки 42. Під час виготовлення виробу натяжну трубу 63 поступово опускають так, щоб її нижнім кінцем вводити ту частину виробу, яка простягається з нижнього кінця виштовхувальної та всмоктувальної труби 42, у зачеплення з голками 8 машини, які виготовляють його. Опускання натяжної труби 63 забезпечує натягування виробу під час його виготовлення, й це натягування можна регулювати за допомогою виявлення опускання натяжної труби 63, виконуваного за допомогою датчика 73 положення. Робота машини, описаної вище, при виконанні способу за цим винаходом буде докладно описана з посиланням, зокрема, на Фіг. 5-17, які ілюструють ту частину машини, яка має відношення до нижнього голкового циліндра 4, показуючи кулачки 15, призначені для приведення в рух з'єднувальних елементів 19, та кулачки 13, призначені для приведення в рух повзунів 17, розташованих в осьових пазах 6 нижнього голкового циліндра 4. Група кулачків була простягнута в площині, й їх зображення було обмежено ділянкою машини, яка є найближчою до механізму петлеутворення або скидання петель, який використовують для підготування виробу для його видалення з машини після завершення циклу його виробництва. Група елементів, які приводять в рух голки 8, тобто селектори 20, з'єднувальні елементи 19 та повзуни 17, а також голки 8, показані лініями уявного контуру та повернені на 90° навколо своєї осі відносно їх фактичного положення щодо групи кулачків. Для спрощення опису група кулачків, призначена для приведення в рух з'єднувальних елементів 19, в цілому позначена позицією 15, тоді як група кулачків, призначена для приведення в рух повзунів 17, в цілому позначена позицією 13. На Фіг. 5-17 також приблизно показана траєкторія 78, визначена кулачками 34, призначеними для приведення в рух платин 33, й частина траєкторії 78, яка спричинює переміщення носика 33b платин 33 від осі 3 нижнього голкового циліндра 4, позначена позицією 78а. На цих фігурах останній ряд плетива, сформований голками 8, показаний більш товстою лінією та позначений позицією 80. Поблизу механізму петлеутворення або скидання петель, який розглядається, встановлені дві селекторні ділянки 75 та 76, які розташовані відповідно вище за ходом обертання голкового циліндра та нижче за ходом обертання голкового циліндра від згаданого механізму петлеутворення, який розглядається, за прямим напрямком 30 обертання нижнього голкового циліндра 4 навколо його осі 3. В селекторних ділянках 75 та 76 розташовані приводи, які можуть бути приведені в дію для того, щоб за допомогою гойдання селекторів 20 спричинити переміщення з'єднувальних елементів 19 з неробочого положення в робоче положення у per se відомий спосіб. Напрямок обертання нижнього голкового циліндра 4 відносно групи кулачків позначений на Фіг. 5-17 стрілкою 30. Вислів "положення скидання петель" позначає положення, в якому голка 8 розташована так, що її верхній язичок 10а знаходиться вище площини формування плетива або площини скидання, позначеної на Фіг. 5-17 позицією 77, яка являє собою площину, визначену платинами 33, на яких перебуває нитка, захоплена голками 8, поки голки 8 опускають в нижній голковий циліндр 4 для формування нових петель плетива. Коли голка 8 досягає цього положення, її верхня головка 9а знаходиться на такому рівні, який уможливлює захоплення нею нитки або ниток, яка(-і) подається(-ються) в механізм петлеутворення або скидання петель згаданої машини. В цьому положенні голки 8, якщо платини 33 знаходились у зчепленні з виробом, як це відбувається при виробництві виробу, остання сформована петля плетива спуститься на стрижень голки нижче верхнього язичка 10а голки 8. Вислів "положення пресового переплетення" позначає положення, в якому голка 8 піднята, але в меншій мірі, ніж у положенні скидання петель. В положенні пресового переплетення вільний кінець верхнього язичка 10а, який є повністю відкритим, розташований нижче площини 77 формування плетива або площини скидання. Коли голка 8 досягає цього положення, її верхня головка 9а знаходиться на такому рівні, який уможливлює захоплення нею нитки або ниток, яка(-і) подається(-ються) в механізм петлеутворення або скидання петель згаданої машини, але остання сформована петля плетива не спускається нижче верхнього язичка 10а голки 8. Вислів "положення протягання" позначає положення, в якому голка 8 опущена так, що її верхня головка 9а знаходиться нижче площини 77 формування плетива, або площини скидання. На першому етапі способу, перед формуванням останнього ряду плетива (або переважно декількох заключних рядів плетива) виробу, голки 8 машини, які через те, що необхідною умовою є наявність раніше сформованого плетива, були передані у верхній голковий циліндр 5, 8 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 повертаються у нижній голковий циліндр 4, так що під час виконання заключного ряду або декількох заключних рядів плетива виробу всі голки машини розташовані в нижньому голковому циліндрі 4 та входять у зчеплення з петлями останнього ряду плетива, які вони сформували, у верхній головці 9а голок 8. Якщо через необхідність наявності раніше сформованого плетива натяжна труба 63 була опущена в нижній голковий циліндр 4, щоб натягнути зафіксований виріб, перший сформований осьовий кінець якого зафіксований між елементом 60 фіксування та верхнім кінцем виштовхувальної та всмоктувальної труби 42, то перший етап продовжується від'єднанням елемента 60 фіксування від верхнього кінця виштовхувальної та всмоктувальної труби 42 та поступовим втягуванням натяжної трубки 63 вгору доти, доки вона не буде повністю витягнута з верхнього кінця нижнього голкового циліндра 4, тоді як виштовхувальна та всмоктувальна труба 42, чий верхній кінець знаходиться нижче верхнього кінця нижнього голкового циліндра 4, з'єднана зі всмоктувальним каналом, щоб поступово всмоктувати в нього виріб та тримати його натягнутим донизу належним чином. На другому етапі цього способу, після того як для формування петель останнього ряду 80 плетива голки 8 захопили нитку у механізмі петлеутворення, який розглядається, всі голки 8 за допомогою першого піднімального кулачка 28 приводять в положення пресового переплетення. Докладніше, як показано на Фіг. 5, під час формування останнього ряду 80 плетива перший піднімальний кулачок 28, починаючи з другого робочого положення, в якому він взаємодіє як з повзунами 17, спорядженими довгою п'ятою, так і з повзунами 17, спорядженими короткою п'ятою, приводять в перше робоче положення, щоб взаємодіяти лише з повзунами 17, спорядженими довгою п'ятою. Отже, як наслідок зчеплення з першим піднімальним кулачком 28, повзуни 17, споряджені довгою п'ятою, піднімаються, приводячи голки 8, з якими вони знаходяться в зчепленні, в положення пресового переплетення після того, як голки 8 захопили нитку та сформували петлі останнього ряду 80 плетива, тоді як повзуни 17, споряджені короткою п'ятою, через відсутність зчеплення з першим піднімальним кулачком 28 опускаються, опускаючи голки 8, з якими вони знаходяться в зчепленні, в положення протягання. Потім перший піднімальний кулачок 28 приводять в неробоче положення, щоб не взаємодіяти з повзунами 17, спорядженими короткою п'ятою, та з повзунами 17, спорядженими довгою п'ятою, тоді як другий піднімальний кулачок 29 та перший піднімальний кулачок 26 рівня скидання петель приводять спочатку в перше робоче положення (Фіг. 6), щоб взаємодіяти лише з повзунами 17, спорядженими довгою п'ятою, і потім в неробоче положення (Фіг. 7), щоб не взаємодіяти навіть з повзунами 17, спорядженими короткою п'ятою. Таким чином, всі голки 8 приводять в положення протягання. В положенні протягання верхні головки 9а голок 8 знаходяться нижче площини 77 формування плетива та, отже, нижче носиків 33b платин 33, які наближені своїми носиками 33b до осі 3 нижнього голкового циліндра 4 за винятком платин 33, які розташовані поблизу механізму(-ів) петлеутворення згаданої машини. В цей момент обертання голкових циліндрів 4, 5 зупиняють, й верхній голковий циліндр 5 переміщують від нижнього голкового циліндра 4, щоб звільнити верхній кінець нижнього голкового циліндра 4. За варіантом, якому віддається перевага, верхній голковий циліндр 5 відсувають повертанням консолі 47 навколо осі 49, щоб верхній голковий циліндр 5 знаходився збоку від нижнього голкового циліндра 4. Після цього нижній голковий циліндр 4 знову приводять в обертальний рух навколо його осі 3 для завершення другого етапу, тобто для приведення всіх голок 8 в положення пресового переплетення. Проходження голок 8 з положення протягання в положення пресового переплетення виконують в два етапи, щоб уникнути пошкодження п'ят повзунів 17. Докладніше, в той час як повзуни 17, споряджені короткою п'ятою, проходять біля першого піднімального кулачка 28, перший піднімальний кулачок 28 переміщується з неробочого положення в перше робоче положення, щоб не взаємодіяти з короткими п'ятами та замість цього бути у зчепленні з повзунами 17, спорядженими довгою п'ятою, які піднімаються, приводячи відповідні голки 8 в положення пресового переплетення. Після цього перший піднімальний кулачок 28 переміщується з першого робочого положення в друге робоче положення, щоб входити у зчеплення також з повзунами 17, спорядженими короткою п'ятою, які також піднімаються, спричинюючи проходження відповідних голок 8 в положення пресового переплетення (Фіг. 8 та Фіг. 9). На цьому етапі скидальні кулачки 24, 25, центральний трикутник 23 та другий піднімальний кулачок 27 рівня скидання петель приводять в неробоче положення, щоб вони не взаємодіяли з повзунами (Фіг. 9). В цей момент всі голки 8 знаходяться в положенні пресового переплетення (Фіг. 10). В цьому положенні петлі останнього ряду 80 плетива, сформовані голками 8, знаходяться у 9 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 верхньому язичку 10а кожної голки 8, не спускаючись на стрижень голки 8 під ним. На третьому етапі цього способу обертання нижнього голкового циліндра 4 зупиняють, й за допомогою піднімання виштовхувальної та всмоктувальної труби 42 доти, доки її верхній кінець не знаходитиметься над верхнім кінцем нижнього голкового циліндра 4, ту частину виробу, яка знаходиться у зчепленні з голками 8, просувають вгору. Слід зазначити, що спрямоване вгору зусилля, яке прикладається виштовхувальною та всмоктувальною трубкою 42 до виробу, не є достатнім для переміщення всіх сформованих петель останнього ряду 80 плетива у верхні головки 9а голок 8, оскільки значна частина останнього ряду 80 плетива, як зазначалось вище, знаходиться у зчепленні з платинами 33, які наближені своїми носиками 33b до осі 3 нижнього голкового циліндра 4. На четвертому етапі цього способу платини 33 відчіплюють від виробу, так що петлі останнього ряду 80 плетива виробу, завдяки спрямованому вгору зусиллю, переміщуються у верхні головки 9а голок 8 (Фіг. 11). Відчіплювання платин 33 від виробу здійснюють приведенням в дію силового приводу 38, щоб спричинити по суті повний оборот кулачків 34, призначених для приведення в рух платин 33, навколо осі 3 нижнього голкового циліндра 4 відносно нижнього голкового циліндра 4, в той час як сам нижній голковий циліндр 4 залишається нерухомим. Внаслідок цього обертання кулачків 34, призначених для приведення в рух платин 33, платини 33, які раніше були наближені своїми носиками 33b до осі 3 нижнього голкового циліндра 4, спочатку переміщуються своїми носиками 33b від осі 3 нижнього голкового циліндра 4, відчіплюючись від петель останнього ряду 80 плетива виробу, й потім повторно наближуються своїми носиками 33b до осі 3 нижнього голкового циліндра 4. Платини 33, носики 33b яких замість цього раніше були віддалені на певну відстань від осі 3 нижнього голкового циліндра 4, спочатку наближуються своїми носиками 33b до осі 3 нижнього голкового циліндра 4, після чого знову віддаляються. Переміщення носиків 33b платин 33 від осі 3 нижнього голкового циліндра 4, при наявності спрямованої вгору натягувальної сили, прикладеної до виробу виштовхувальною та всмоктувальною трубою 42, відчіплює від виробу також платини 33, які ще не мали можливість відчепитися, переміщуючи всі петлі останнього ряду 80 плетива у верхню головку 9а голок 8. За одним із варіантів виконання четвертого етапу способу за цим винаходом, схематично ілюстрованим Фіг. 18, яка виконана подібно Фіг. 5-17, відчіплювання платин 33 від останнього сформованого ряду 80 плетива може також досягатися розміщенням тієї частини кулачків 34, призначених для приведення в рух платин 33, яка визначає частину 78а траєкторії 78, яка спричинює переміщення платин 33 від осі 3 нижнього голкового циліндра 4, біля першого піднімального кулачка 28. Докладніше, замість виконання обертання на по суті 360° кулачків 34, призначених для приведення в рух платин 33, обертання кулачків 34 здійснюють на кут обмеженої величини, так що ту частину кулачків 34, призначених для приведення в рух платин 33, яка переміщує перший скидальний кулачок 24 під час формування плетива, розміщують біля першого піднімального кулачка 28. В цьому варіанті виконання способу за цим винаходом другий етап, третій етап та четвертий етап цього способу замість послідовного виконання, як описано вище, виконуються по суті одночасно, або принаймні другий та четвертий етапи виконуються після третього етапу. По суті, розміщення частини 78а траєкторії 78 біля першого піднімального кулачка 28, як наслідок обертання нижнього голкового циліндра 4 навколо його осі 3 відносно кулачків 34, спричинює відчіплювання платин 33 від виробу, поки голки 8 піднімаються в положення пресового переплетення, й виріб просувається вгору під дією виштовхувальної та всмоктувальної труби 42. Таким чином, петлі останнього ряду 80 плетива відчіплюються від платин 33 та проходять у верхню головку 9а відповідної голки 8. Слід зазначити, що в цьому варіанті виконання способу за цим винаходом відчіплювання платин 33 від виробу здійснюється під час обертання нижнього голкового циліндра 4 навколо його осі 3. На п'ятому етапі цього способу здійснюють піднімання голок в положення скидання петель, водночас утримуючи виріб просунутим вгору за допомогою виштовхувальної та всмоктувальної труби 42, щоб утримувати петлі останнього сформованого ряду 80 плетива у верхніх головках 9а голок 8. П'ятий етап здійснюють шляхом здійснення проходження другого піднімального кулачка 29 та першого піднімального кулачка 26 рівня скидання петель в перше робоче положення, поки повзуни 17, споряджені короткою п'ятою, проходять біля цих кулачків, так що кулачки 29, 26 входять у зчеплення з повзунами 17, спорядженими довгою п'ятою, не взаємодіючи з повзунами 17, спорядженими короткою п'ятою. Потім, поки повзуни 17, споряджені довгою п'ятою, проходять біля кулачків 29, 26, ці самі кулачки 29, 26 приводять в друге робоче положення, щоб вони входили у зчеплення також з повзунами 17, спорядженими короткою п'ятою, коли вони 10 UA 114895 C2 5 10 15 20 25 30 35 проходитимуть біля цих кулачків (Фіг. 12 та Фіг. 13). Потім другий скидальний кулачок 25, центральний трикутник 23, перший скидальний кулачок 24 та другий піднімальний кулачок 27 рівня скидання петель також приводять в друге робоче положення (Фіг. 14). Таким чином, всі голки 8 знаходяться в положенні скидання петель, та завдяки спрямованій вгору натягувальній силі, яка прикладається до згаданого виробу виштовхувальною та всмоктувальною трубою 42, петлі останнього ряду 80 плетива розташовані у верхніх головках 9а голок 8 (Фіг. 15). В цей момент обертання нижнього голкового циліндра 4 навколо його осі 3 зупиняють, й виріб готовий для знімання з голок 8 за допомогою знімального пристрою, спорядженого знімальними елементами, які можуть входити у зчеплення зі стрижнями голок 8 нижче верхнього язичка 10а, наприклад, за допомогою знімального пристрою, розкритого в WO2009/112346 та WO2009/112347. Як тільки операція знімання виробу завершена, приводять в рух приводом, розташованим в першій селекторній ділянці 75, селектори 20, щоб привести з'єднувальні елементи 19 в робоче положення, для того, щоб шляхом зчеплення своїми п'ятами 19а з кулачками 15 вони спричинили опускання повзунів 17 доти, доки п'ята 17а повзунів 17 не увійде у зчеплення з центральним трикутником 23, а потім з першим скидальним кулачком 24, вертаючи голки 8 в положення протягання (Фіг. 16 та Фіг. 17). На практиці було встановлено, що спосіб за цим винаходом та машина для його здійснення повністю досягають поставленої мети, оскільки вони уможливлюють здійснення автоматизованого знімання виробу після завершення циклу його виробництва за допомогою знімального пристрою, спорядженого знімальними елементами, які можуть входити у зчеплення зі стрижнями голок нижче верхніх язичків голок, зокрема, за допомогою знімального пристрою, розкритого в WO2009/112346 та WO2009/112347. Слід мати на увазі, що спосіб за цим винаходом та машина для його здійснення можуть бути виконані у численних модифікаціях та варіантах, кожна(-ий) з яких не виходить за межі обсягу прикладеної формули винаходу. Всі їх елементи також можуть бути замінені іншими технічно еквівалентними елементами. На практиці застосовані матеріали, а також розміри можуть бути будь-якими відповідно до поставлених вимог та сучасного стану розвитку галузі. Зміст заявки на патент Італії MI2011A001683, за якою ця заявка претендує на пріоритет, включений у цей опис шляхом посилання. Там, де технічні ознаки, вказані у будь-якому з пунктів формули винаходу, позначені позиціями, ці позиції наведені виключно з метою поліпшення зрозумілості цих пунктів формули винаходу, і, відповідно, такі позиції не мають будь-якої обмежувальної дії щодо тлумачення кожного елемента, ідентифікованого для прикладу такими позиціями. ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Спосіб підготування трубчастого виробу, такого як панчішний або йому подібний виріб, для автоматизованого знімання після завершення його формування на двоциліндровій круглов'язальній машині із щонайменше одним механізмом петлеутворення або скидання петель, який відрізняється тим, що включає принаймні такі етапи: - перший етап, який полягає у передаванні всіх голок (8) з петлями останнього сформованого ряду плетива виробу, зачепленими у верхніх головках (9а) голок (8),в нижній голковий циліндр (4), або утриманні цих голок в ньому, з відтягуванням виробу донизу всередину нижнього голкового циліндра (4); - другий етап, який полягає у переміщенні всіх голок (8) в положення пресового переплетення; - третій етап, який полягає у просуванні вгору тієї частини виробу, яка знаходиться в зчепленні з голками (8), за допомогою виштовхувальної та всмоктувальної труби (42), яка розташована всередині згаданого нижнього голкового циліндра (4) співвісно з ним і з можливістю осьового переміщення відносно згаданого нижнього голкового циліндра (4); - четвертий етап, який полягає у відчіплюванні платин (33) від виробу, так що згаданий виріб завдяки спрямованому вгору зусиллю переміщується так, що петлі його останнього ряду (80) плетива знаходяться у верхніх головках (9а) голок (8); - п'ятий етап, який полягає у підніманні голок (8) в положення скидання петель, з утриманням згаданого виробу просунутим вгору для того, щоб утримати петлі останнього ряду (80) плетива у верхніх головках (9а) голок (8). 2. Спосіб за п. 1, який відрізняється тим, що після згаданого першого етапу та перед згаданим другим етапом він включає такі проміжні етапи: 11 UA 114895 C2 5 10 15 20 25 30 35 40 45 50 55 60 - перший проміжний етап, який полягає в переміщенні всіх голок (8) в положення протягання, в якому їх верхні головки (9а) знаходяться нижче площини (77) скидання, визначеної платинами (33); згадані платини (33) наближені своїми носиками (33b) до осі (3) нижнього голкового циліндра (4) за винятком платин (33), які розташовані поблизу згаданого щонайменше одного механізму петлеутворення або скидання петель згаданої машини; - другий проміжний етап, який полягає в переміщенні верхнього голкового циліндра (5) убік від нижнього голкового циліндра (4). 3. Спосіб за п. 1, який відрізняється тим, що згаданий перший етап, згаданий другий етап, згаданий третій етап та згаданий четвертий етап виконують послідовно. 4. Спосіб за п. 3, який відрізняється тим, що згаданий четвертий етап здійснюють при нерухомому нижньому голковому циліндрі (4) шляхом обертання приводних кулачків (34) платин (33) відносно нижнього голкового циліндра (4) для того, щоб послідовно спричинити переміщення на певну відстань носика (33b) платин (33), раніше переміщених ближче до осі (3) нижнього голкового циліндра (4), від осі (3) нижнього голкового циліндра (4), й після цього наближення носика (33b) тих самих платин (33) знову до осі (3) нижнього голкового циліндра (4). 5. Спосіб за п. 2, який відрізняється тим, що згаданий другий етап, згаданий третій етап та згаданий четвертий етап виконують по суті одночасно. 6. Спосіб за п. 2, який відрізняється тим, що згаданий третій етап виконують перед згаданим другим етапом та згаданим четвертим етапом, згаданий другий етап та згаданий четвертий етап виконують по суті одночасно. 7. Спосіб за п. 5 або п. 6, який відрізняється тим, що згаданий четвертий етап виконують шляхом повертання на кут заданої величини приводних кулачків (34) згаданих платин (33), з розташуванням тієї частини згаданих приводних кулачків (34) платин (33), яка забезпечує переміщення на певну відстань носика (33b) платин (33) від осі (3) нижнього голкового циліндра (4), біля тієї частини приводних кулачків (15) голок (8), яка забезпечує перехід голок (8) з положення протягання в положення пресового переплетення. 8. Двоциліндрова круглов'язальна панчішна трикотажна машина (1) для здійснення способу за одним або декількома попередніми пунктами, яка включає в себе опорну конструкцію (2), на яку з можливістю обертання спирається нижній голковий циліндр (4) для обертання навколо його осі (3), яка орієнтована вертикально, та верхній голковий циліндр (5), який може бути розміщений над згаданим нижнім голковим циліндром (4) та співвісно з ним; при цьому на бічній поверхні згаданого нижнього голкового циліндра (4) та на бічній поверхні згаданого верхнього голкового циліндра (5) виконана множина осьових пазів (6, 7); кожний зі згаданих осьових пазів (6) нижнього голкового циліндра (4), коли згаданий верхній голковий циліндр (5) розташований співвісно зі згаданим нижнім голковим циліндром (4), є розташованим на одній осі з осьовим пазом (7) верхнього голкового циліндра (5) та вміщує голку (8), яка може за командою здійснювати поступальний рух зі згаданого нижнього голкового циліндра (4) у згаданий верхній голковий циліндр (5) або навпаки; кожний з осьових пазів (6) згаданого нижнього голкового циліндра (4) вміщує елементи (11) для приведення в рух відповідної голки (8), коли вона розташована у згаданому нижньому голковому циліндрі (4), та кожний з осьових пазів (7) згаданого верхнього голкового циліндра (5) вміщує елементи (12) для приведення в рух відповідної голки (8), коли вона розташована у згаданому верхньому голковому циліндрі (5); навколо згаданого нижнього голкового циліндра (4) та навколо згаданого верхнього голкового циліндра (5) для приведення в рух голок (8) встановлені кулачки (13, 14, 15, 16), які можуть входити у зчеплення зі згаданими приводними елементами (11, 12) голок (8), розташованими в осьових пазах (6, 7) згаданого нижнього голкового циліндра (4) та згаданого верхнього голкового циліндра (5); платини (33) розміщені всередині згаданого нижнього голкового циліндра (4), так що їх носики (33b) знаходяться між двома суміжними осьовими пазами (6), й вони можуть переміщатися своїми носиками (33b) в напрямку осі (3) нижнього голкового циліндра (4) та від неї; для приведення в рух згаданих платин (33) встановлені кулачки (34), які визначають щонайменше одну траєкторію (78), якою можуть переміщатися п'яти (33а) платин (33) як наслідок обертання нижнього голкового циліндра (4) відносно згаданих приводних кулачків (34) платин (33), й форма цієї траєкторії забезпечує переміщення платин (33) своїми носиками (33b) в напрямку осі (3) нижнього голкового циліндра (4) та від неї; яка відрізняється тим, що згадані приводні кулачки (34) платин (33) з можливістю обертання навколо осі (3) згаданого нижнього голкового циліндра (4) спираються на згадану опорну конструкцію (2), передбачений засіб (37) для приведення в рух згаданих кулачків (34), призначених для приведення в рух платин (33), й цей засіб може бути приведений в рух для виконання обертання (на кут заданої величини) згаданих приводних кулачків (34) платин (33) навколо осі (3) згаданого нижнього голкового циліндра (4) відносно згаданого нижнього голкового циліндра 12 UA 114895 C2 5 10 15 (4) та згаданої опорної конструкції (2), причому згадані кулачки (34), призначені для приведення в рух платин (33), з'єднані з втулкою (36), яка розташована всередині нижнього голкового циліндра (4) та співвісно з ним; згадана втулка (36) з можливістю обертання навколо її осі спирається на згаданий нижній голковий циліндр (4) й виступає з нижнього кінця згаданого нижнього голкового циліндра (4); згаданий приводний засіб (37) включає в себе силовий привод (38), який сполучений зі згаданою опорною конструкцією (2) та з'єднаний зі згаданою втулкою (36), і машина (1) відрізняється тим, що всередині згаданого нижнього голкового циліндра (4) та співвісно з ним розташована виштовхувальна та всмоктувальна труба (42), яка може бути з'єднана із всмоктувальним засобом, та яка виконана так, щоб вміщувати виріб, починаючи від осьового кінця виштовхувальної та всмоктувальної труби (42), який знаходиться навпроти того кінця, який знаходиться в зчепленні з голками (8); згадана виштовхувальна та всмоктувальна труба (42) виконана з можливістю обертання навколо осі (3) згаданого нижнього голкового циліндра (4) спільно зі згаданим нижнім голковим циліндром (4) та з можливістю осьового переміщення відносно згаданого нижнього голкового циліндра (4) для просування вгору осьового кінця згаданого виробу, який знаходиться у зчепленні зі згаданими голками (8). 13 UA 114895 C2 14 UA 114895 C2 15 UA 114895 C2 16 UA 114895 C2 17 UA 114895 C2 18 UA 114895 C2 Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 19
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparing a tubular manufacture such as a hosiery item or the like for automated pick-up at the end of its formation on a double-cylinder circular machine with at least one feed or drop and double-cylinder circular machine for performing the method
Автори англійськоюLonati, Ettore, Lonati, Tiberio, Lonati, Fausto
Автори російськоюЛонати Этторэ, Лонати Тиберио, Лонати Фаусто
МПК / Мітки
Мітки: трубчастого, автоматизованого, формування, йому, панчішний, подібний, одним, завершення, спосіб, щонайменше, виробу, круглов'язальній, такого, машини, підготування, двоциліндровий, знімання, виріб
Код посилання
<a href="https://ua.patents.su/21-114895-sposib-pidgotuvannya-trubchastogo-virobu-takogo-yak-panchishnijj-abo-jjomu-podibnijj-virib-dlya-avtomatizovanogo-znimannya-pislya-zavershennya-jjogo-formuvannya-na-dvocilindrovijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготування трубчастого виробу, такого як панчішний або йому подібний виріб, для автоматизованого знімання після завершення його формування на двоциліндровій круглов’язальній машині із щонайменше одним</a>
Спосіб з`єднання двох крайок трубчастого виробу, що вив`язаний на колов`язальній машині, та пристрій для його здійснення
Номер патенту: 41306
Опубліковано: 17.09.2001
Автори: Фрулліні Паоло, Фрулліні Альберто
МПК: D04B 9/00
Мітки: крайок, машини, з'єднання, трубчастого, вив`язаний, пристрій, виробу, колов`язальній, здійснення, спосіб, двох
Формула / Реферат:
1. Способ соединения двух кромок вязаного на кругловязальной машине трубчатого изделия, включающий вязание изделия, начиная с эластичной кромки заканчивая на стороне мыска, остающейся открытой, перенос последнего для формирования петель первого полуряда на вязальных иглах второго полуряда петель путем их переворачивания на 180° вокруг диаметральной оси игольного цилиндра с помощью средства переноса так, что пары петель размещают на иглах...
Привідний механізм щонайменше з однією привідною штангою і щонайменше з одним напрямним елементом привідної штанги
Номер патенту: 92566
Опубліковано: 10.11.2010
Автори: Роткевіч Ріхард, Шнорренбергер Франк, Штапф Петер, Гуссайн Луай, Берче Арнольд, Бейєр Хольгер
МПК: E05C 9/00
Мітки: привідний, однією, механізм, привідною, привідної, елементом, одним, щонайменше, штангою, штанги, напрямним
Формула / Реферат:
1. Привідний механізм для вікна, дверей тощо щонайменше з однією привідною штангою і щонайменше з одним напрямним елементом привідної штанги для утримання привідної штанги в зоні переміщення привідної штанги, причому напрямний елемент привідної штанги кріпильною перемичкою проходить крізь напрямний проріз привідної штанги і фіксуючою перемичкою охоплює верхню сторону привідної штанги, який відрізняється тим, що поперечний переріз привідної...
Схемна структура з, щонайменше, одним конденсатором і спосіб її виготовлення
Номер патенту: 27735
Опубліковано: 16.10.2000
Автори: Леманн Фолькер, Бой Міхаєль, Хейляін Вольфганг
МПК: H01G 4/08, H01L 27/10
Мітки: спосіб, щонайменше, одним, конденсатором, схемна, структура, виготовлення
Текст:
...стабильным. Возможно интегрировать конденсатор в схемную структуру с другими схемными элементами. Исходя из стандартной кремниевой пластины достигается конструктивная высота 0,5 мм так, что конденсатор является идеально применимым для SMD-(Surface Mounted Device) - элементов, т. е. для элементов с поверхностным монтажом. Для оптимизации способа изготовления используют все секреты производства кремниевой микроэлектроники После изготовления...
Спосіб подачі заявки та розгляду її щонайменше одним адресатом

Номер патенту: 41958
Опубліковано: 25.06.2009
Автор: Вітязь Олександр Павлович
МПК: G06Q 10/00
Мітки: спосіб, щонайменше, розгляду, подачі, заявки, одним, адресатом
Формула / Реферат:
1. Спосіб подачі заявки і розгляду її щонайменше одним адресатом, який полягає у тому, що електронними засобами зв'язку направляють адресату дані заявника, які адресат розглядає, обробляє, і пересилає або передає результат розгляду заявки заявнику, який відрізняється тим, що заявник направляє дистанційно адресату електронними засобами зв'язку, у вигляді мобільного телефону, дані заявника у вигляді фотозображення заявника і/або документів...
Пристрій для виготовлення поглинаючого виробу і спосіб виготовлення такого виробу
Номер патенту: 102006
Опубліковано: 27.05.2013
Автори: Огасавара Йошіказу, Іто Норіакі
МПК: A61F 13/15, A61F 13/56, A61F 13/49
Мітки: виготовлення, виробу, такого, пристрій, поглинаючого, спосіб
Формула / Реферат:
1. Пристрій для виготовлення поглинаючого виробу, що включає:обертовий елемент, що обертається, коли знаходиться напроти однієї поверхні безперервного полотна, що рухається, при цьому обертовий елемент має дугоподібну утримуючу поверхню, яка утримує деталь, причому обертовий елемент змушує цю деталь рухатися в позицію, де вона захоплюється між згаданою однією поверхнею безперервного полотна та дугоподібною утримуючою поверхнею в...
Попередній патент: Інгібітори nedd8-активуючого ферменту
Наступний патент: Цитомегаловірус, який умовно реплікується, як вакцина проти cmv
Випадковий патент: Спосіб забезпечення геометричної точності зварних великогабаритних обичайок