Нарізне з’єднання для труб
Номер патенту: 109617
Опубліковано: 10.09.2015
Автори: Сугіно Масаакі, Осіма Масахіро, Окада Такасі, Ямагуті Сугуру, Сасакі Масаєсі, Угаі Сін
Формула / Реферат
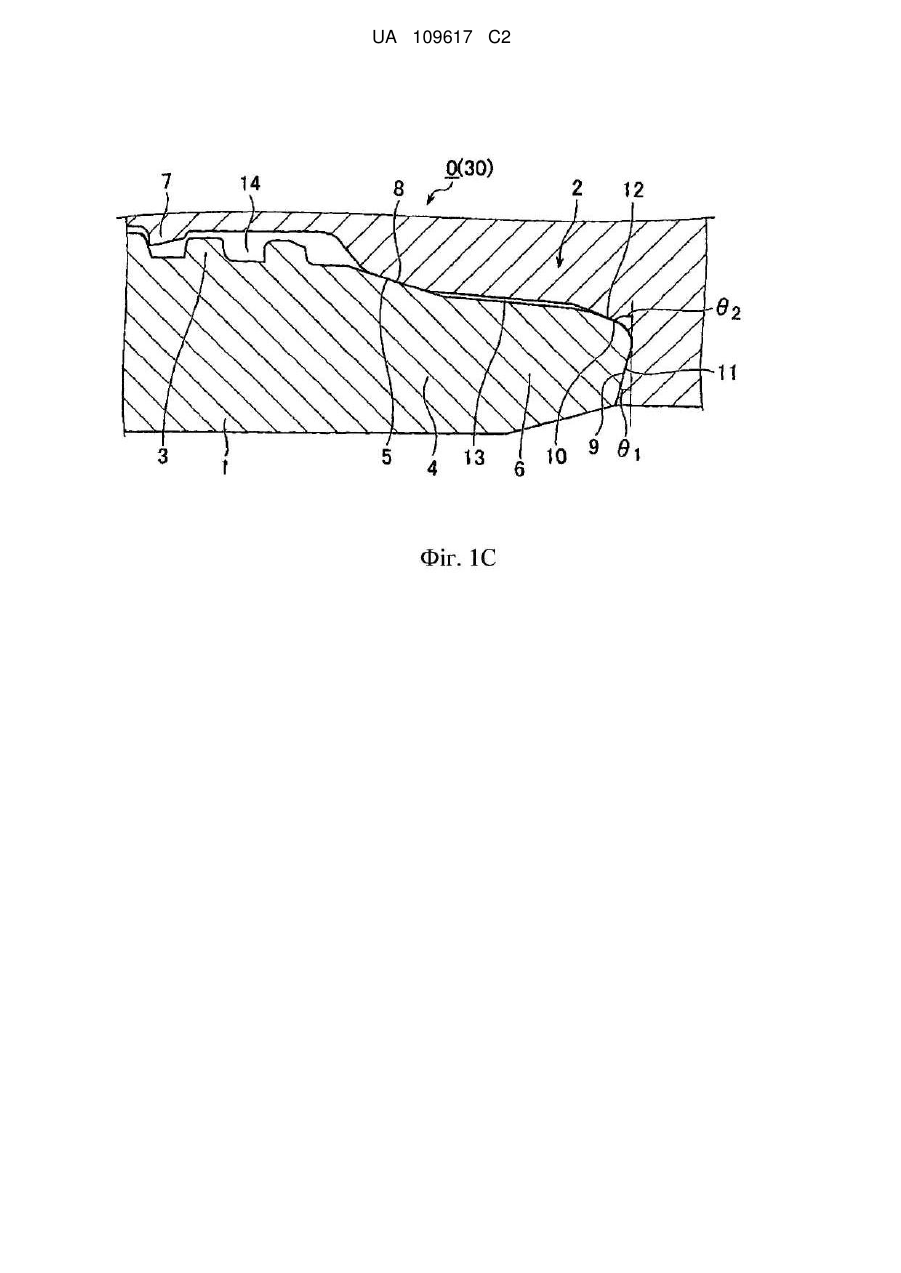
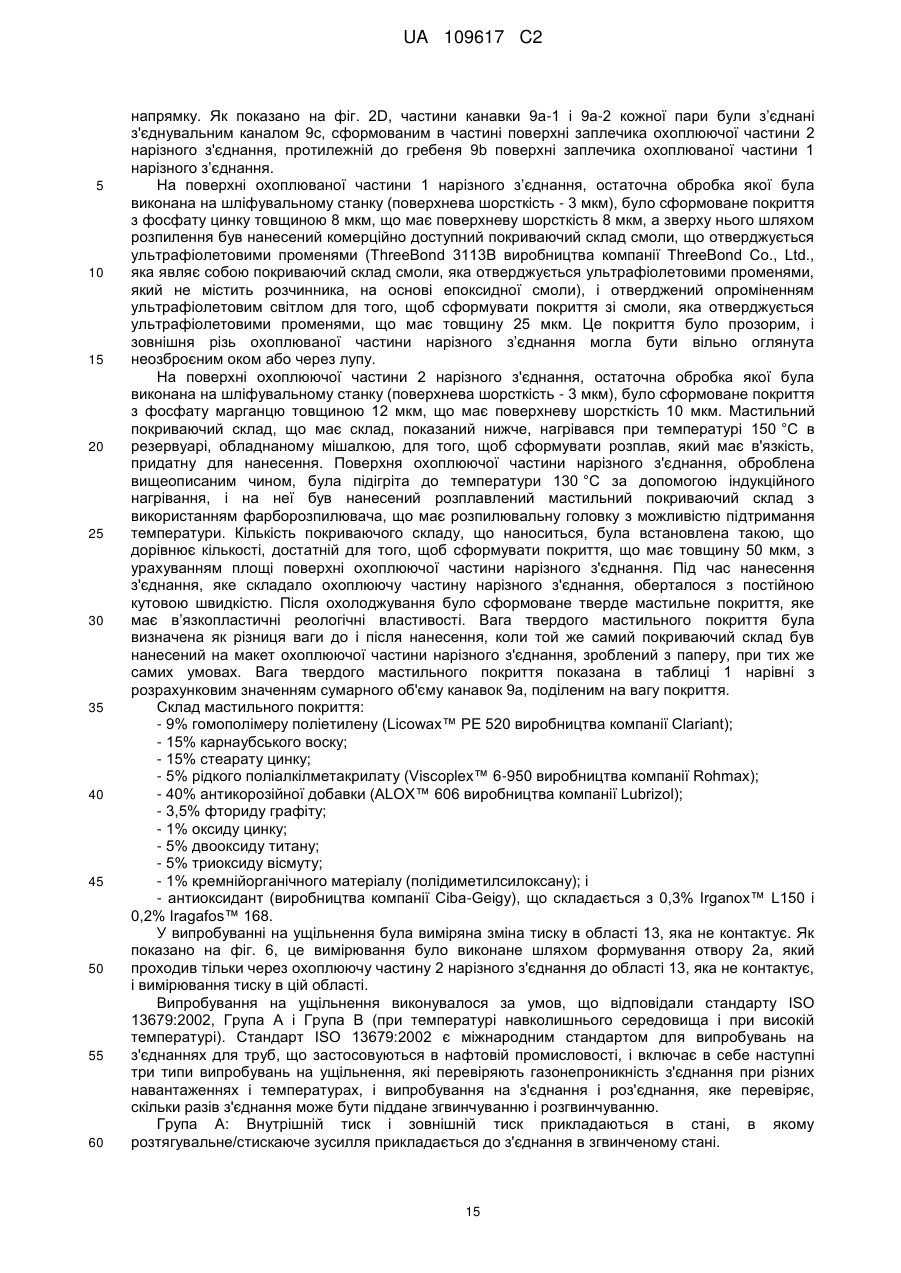
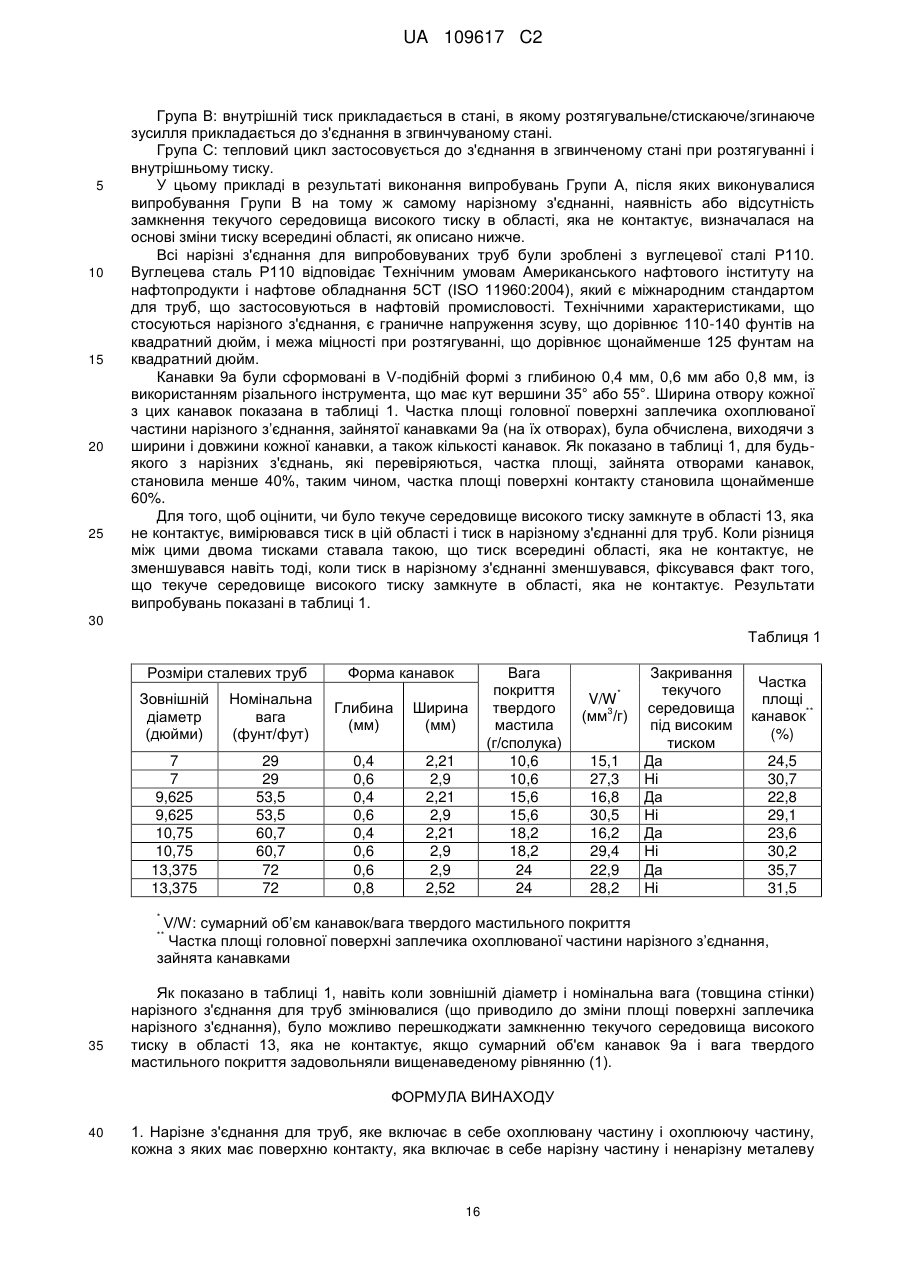
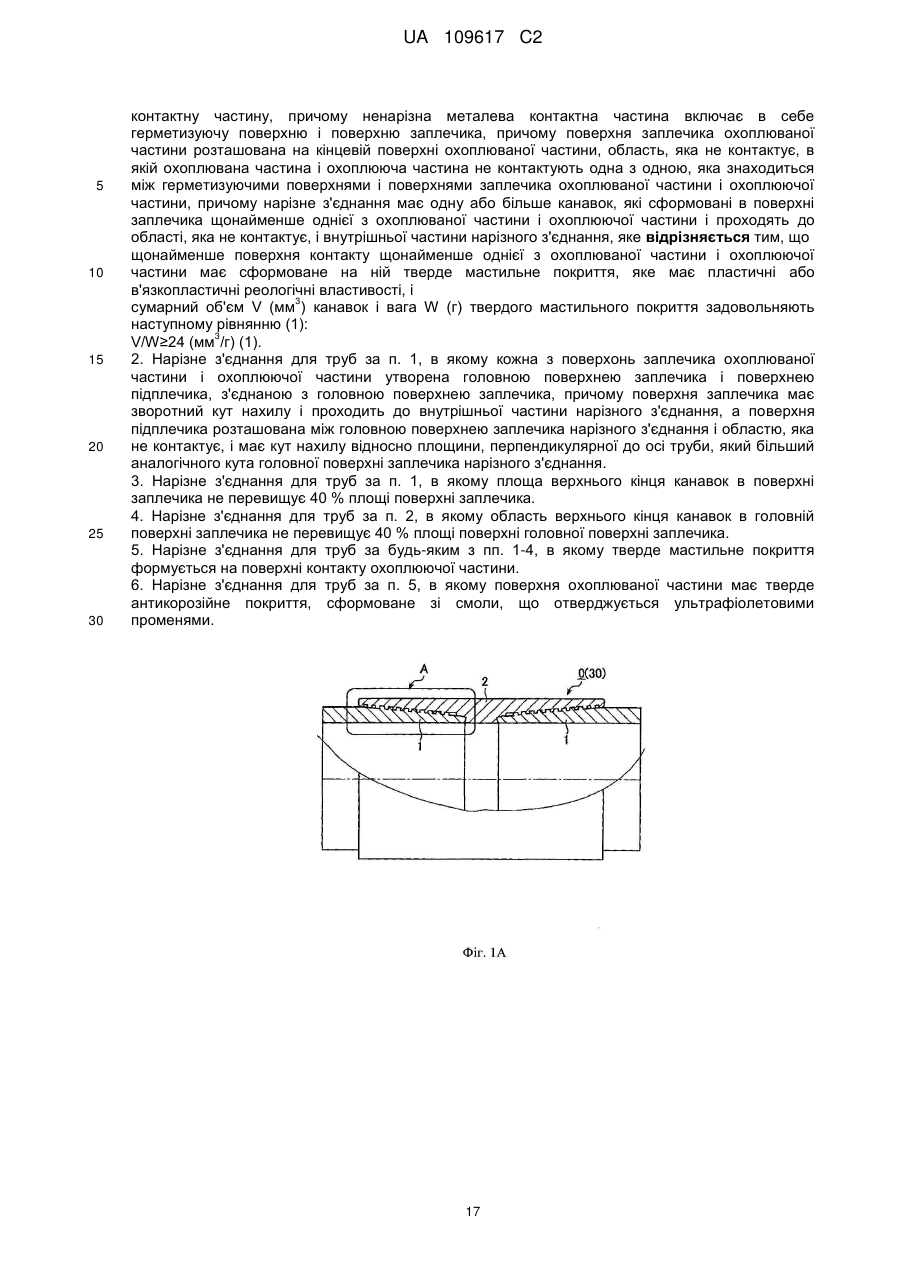
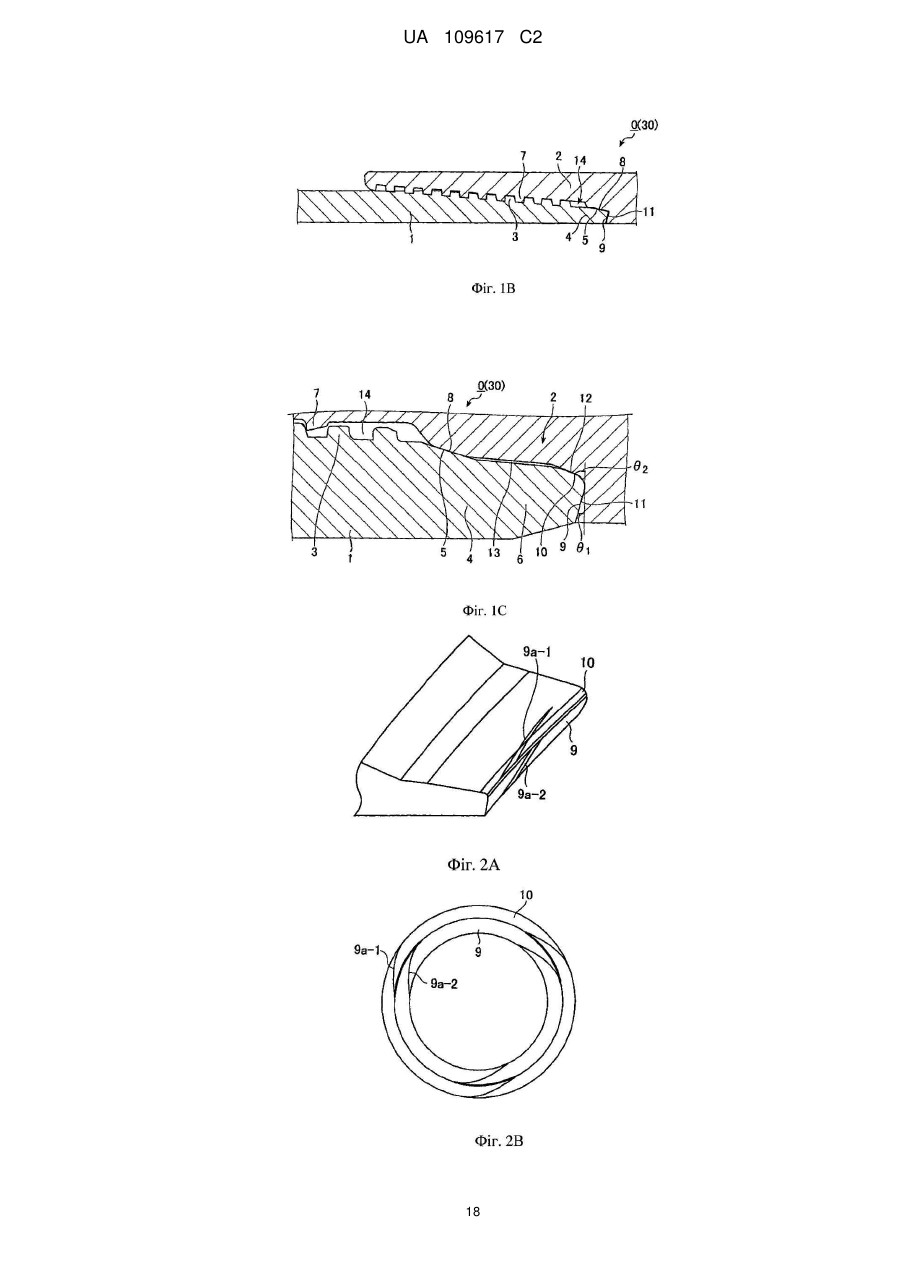
1. Нарізне з'єднання для труб, яке включає в себе охоплювану частину і охоплюючу частину, кожна з яких має поверхню контакту, яка включає в себе нарізну частину і ненарізну металеву контактну частину, причому ненарізна металева контактна частина включає в себе герметизуючу поверхню і поверхню заплечика, причому поверхня заплечика охоплюваної частини розташована на кінцевій поверхні охоплюваної частини, область, яка не контактує, в якій охоплювана частина і охоплююча частина не контактують одна з одною, яка знаходиться між герметизуючими поверхнями і поверхнями заплечика охоплюваної частини і охоплюючої частини, причому нарізне з'єднання має одну або більше канавок, які сформовані в поверхні заплечика щонайменше однієї з охоплюваної частини і охоплюючої частини і проходять до області, яка не контактує, і внутрішньої частини нарізного з'єднання, яке відрізняється тим, що
щонайменше поверхня контакту щонайменше однієї з охоплюваної частини і охоплюючої частини має сформоване на ній тверде мастильне покриття, яке має пластичні або в'язкопластичні реологічні властивості, і
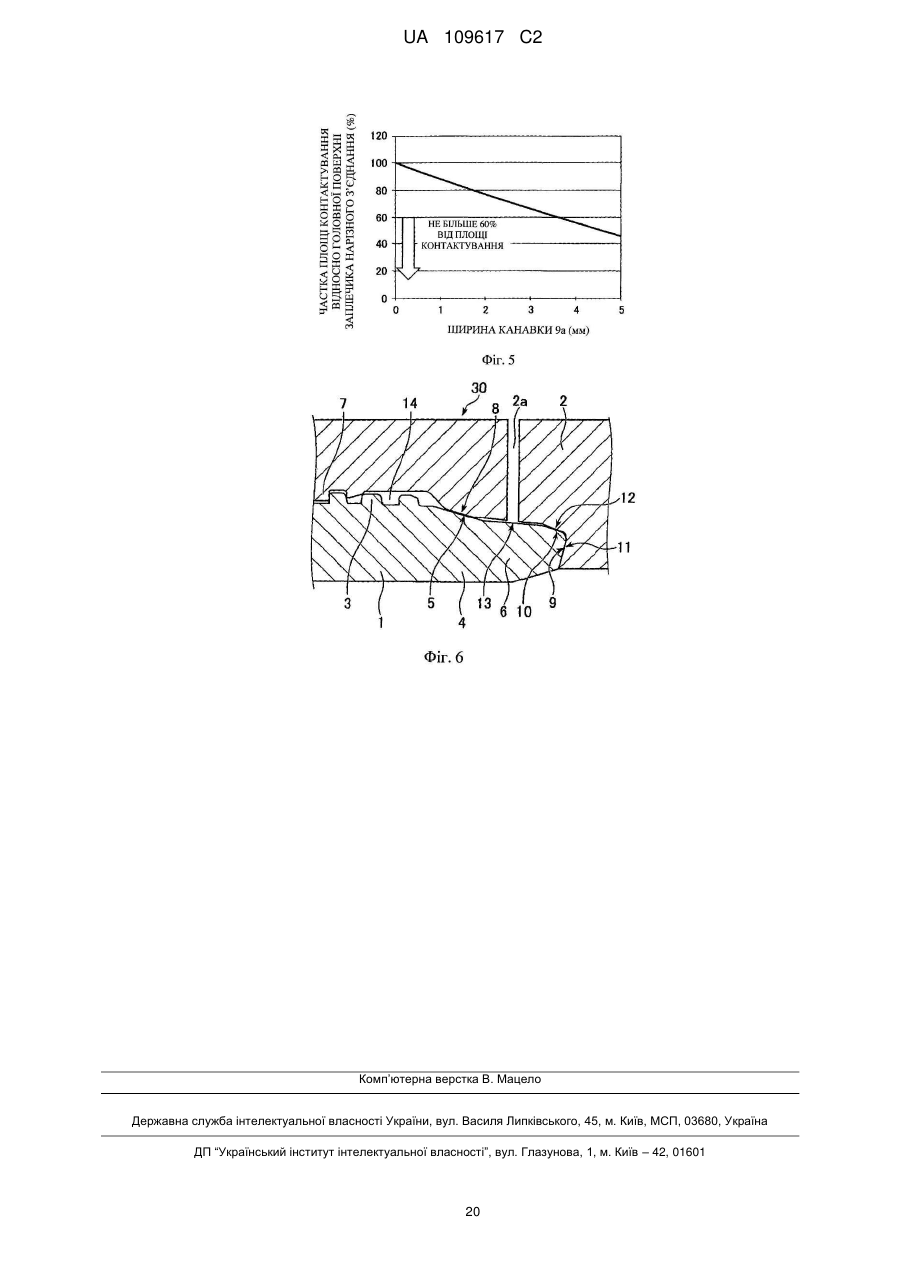
сумарний об'єм V (мм3) канавок і вага W (г) твердого мастильного покриття задовольняють наступному рівнянню (1):
V/W≥24 (мм3/г) (1).
2. Нарізне з'єднання для труб за п. 1, в якому кожна з поверхонь заплечика охоплюваної частини і охоплюючої частини утворена головною поверхнею заплечика і поверхнею підплечика, з'єднаною з головною поверхнею заплечика, причому поверхня заплечика має зворотний кут нахилу і проходить до внутрішньої частини нарізного з'єднання, а поверхня підплечика розташована між головною поверхнею заплечика нарізного з'єднання і областю, яка не контактує, і має кут нахилу відносно площини, перпендикулярної до осі труби, який більший аналогічного кута головної поверхні заплечика нарізного з'єднання.
3. Нарізне з'єднання для труб за п. 1, в якому площа верхнього кінця канавок в поверхні заплечика не перевищує 40 % площі поверхні заплечика.
4. Нарізне з'єднання для труб за п. 2, в якому область верхнього кінця канавок в головній поверхні заплечика не перевищує 40 % площі поверхні головної поверхні заплечика.
5. Нарізне з'єднання для труб за будь-яким з пп. 1-4, в якому тверде мастильне покриття формується на поверхні контакту охоплюючої частини.
6. Нарізне з'єднання для труб за п. 5, в якому поверхня охоплюваної частини має тверде антикорозійне покриття, сформоване зі смоли, що отверджується ультрафіолетовими променями.
Текст
Реферат: Нарізне з'єднання для труб включає в себе охоплювану частину 1 нарізного з'єднання і охоплюючу частину 2 нарізного з'єднання, кожна з яких має поверхню контакту, яка включає в себе нарізну частину 3, 7 і ненарізну металеву контактну частину. Ненарізна металева контактна частина включає в себе герметизуючу поверхню 5, 8 і поверхню 9, 10, 11, 12 заплечика нарізного з'єднання. Поверхня заплечика охоплюваної частини нарізного з'єднання розташовується на кінцевій поверхні охоплюваної частини нарізного з'єднання. Область 13, яка не контактує, в якій охоплювана частина нарізного з'єднання і охоплююча частина нарізного з'єднання не входять в контакт одна з одною, присутня між герметизуючими поверхнями і поверхнями заплечика охоплюваної частини нарізного з'єднання і охоплюючої частини нарізного з'єднання. У нарізному з'єднанні є одна або більше канавок, які сформовані в поверхні заплечика щонайменше однієї з охоплюваної частини нарізного з'єднання і охоплюючої частини нарізного з'єднання і які проходять до області, яка не контактує, і внутрішньої частини нарізного з'єднання. Щонайменше поверхня контакту щонайменше однієї частини з охоплюваної частини нарізного з'єднання і охоплюючої частини нарізного з'єднання має сформоване на ній тверде мастильне покриття, яке має пластичні або в'язкопластичні 3 реологічні властивості. Сумарний об'єм V (мм ) канавок і вага W (г) твердого мастильного 3 покриття задовольняють рівнянню V/W≥24 (мм /г). UA 109617 C2 (12) UA 109617 C2 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується нарізного з'єднання для труб (яке також називається трубчастим нарізним з'єднанням), придатного для з'єднання труб, які застосовуються в нафтовій промисловості, і яке має канавки на поверхні заплечика нарізного з'єднання для того, щоб дозволити просочуватися текучому середовищу високого тиску. Зокрема, даний винахід стосується нарізного з'єднання для труб, яке запобігає погіршенню експлуатаційних якостей канавок за допомогою твердого мастильного покриття. Рівень техніки В останні роки нафтові свердловини стають все глибшими і розробляються в усе складніших навколишніх середовищах. З цієї причини є нагальна необхідність того, щоб трубчасті нарізні з'єднання, які використовуються для з'єднання труб, що застосовуються в нафтовій промисловості, включаючи насосно-компресорні труби і обсадні труби для нафтових або газових свердловин, мали збільшений опір стисненню під внутрішнім і зовнішнім тиском, а також поліпшені герметизуючі властивості. Фіг. 1A являє собою поперечний переріз, що схематично показує структуру типового нарізного з'єднання для труб, фіг. 1B являє собою збільшений схематичний поперечний переріз частини А, зображеної на фіг. 1A, і фіг. 1C являє собою частковий схематичний поперечний переріз поблизу частини буртика нарізного з'єднання для труб, розкритого в патентному документі 1. Як показано на фіг. 1A-1C, трубчасте нарізне з'єднання 0 складається з охоплюваної частини 1 нарізного з'єднання, сформованої на зовнішній поверхні обох кінців сталевих труб, і охоплюючої частини 2 нарізного з'єднання, сформованої на внутрішній поверхні з'єднання, яка є окремою частиною. Охоплювана частина 1 нарізного з'єднання має нарізну частину 3 з охоплюваною різзю (зовнішньою різзю) і частину буртика 4, яка є частиною, ближньою до кінця труби. Частина буртика 4 має герметизуючу поверхню 5, суміжну з нарізною частиною 3, і поверхню заплечика 9 нарізного з'єднання на поверхні переднього кінця охоплюваної частини 1 нарізного з'єднання. Відповідно, охоплююча частина 2 нарізного з'єднання має нарізну частину 7 з внутрішньою різзю, герметизуючу поверхню 8, а також поверхню заплечика 11 нарізного з'єднання. Нарізні частини, герметизуючі поверхні і поверхні заплечика нарізного з'єднання охоплюваної частини нарізного з'єднання і охоплюючої частини нарізного з'єднання складають поверхні контакту нарізного з'єднання. Нарізне з'єднання проектується таким чином, що коли зовнішня різь і внутрішня різь стискаються доти, поки поверхні 9 і 11 заплечика нарізного з'єднання охоплюваної частини нарізного з'єднання і охоплюючої частини нарізного з'єднання не увійдуть в контакт одна з одною з попередньо визначеним обертальним моментом, їх герметизуючі поверхні 5 і 8 тісно входять в контакт одна з одною з попередньо визначеною взаємодією для того, щоб сформувати ущільнення метал-метал, яке гарантує бажану газонепроникність нарізного з'єднання. Перед стисканням на поверхні контакту нарізного з'єднання традиційно наноситься консистентне мастило (звичайно компаундне мастило) для того, щоб запобігти утворенню поверхневих пошкоджень різі нарізного з'єднання. У нарізному з'єднанні для труб, показаному на фіг. 1C, частина буртика 4 охоплюваної частини 1 нарізного з'єднання проходить в осьовому напрямку і формує неконтактуючу область 13, де охоплювана частина нарізного з'єднання і охоплююча частина нарізного з'єднання не входять в контакт одна з одною між герметизуючими поверхнями 5, 8 і поверхнями заплечика 9, 11 нарізного з'єднання охоплюваної частини нарізного з'єднання і охоплюючої частини нарізного з'єднання. За допомогою розташування частини буртика таким чином охоплювана частина нарізного з'єднання має збільшений опір деформації тієї частини, яка знаходиться ближче до її переднього кінця, ніж герметизуюча поверхня. У результаті деформування герметизуючої поверхні охоплюваної частини нарізного з'єднання ускладнюється навіть при комбінованому впливі тиску і зусилля в осьовому напрямку, дозволяючи таким чином поліпшити газонепроникність нарізного з'єднання. Проілюстроване нарізне з'єднання має іншу область 14, яка не контактує, між одним або більше витками зовнішньої різі охоплюваної частини 1 нарізного з'єднання, найближчими до герметизуючої поверхні 5, і протилежною поверхнею охоплюючої частини 2 нарізного з'єднання. Область 14, яка не контактує, формується шляхом забезпечення заглиблення в поверхні охоплюючої частини нарізного з'єднання і функціонує як резервуар для збирання консистентного мастила, видаленого з нарізних частин, які стискуються під час згвинчування нарізного з'єднання. У нарізному з'єднанні, показаному на фіг. 1C, біля охоплюваної частини 1 нарізного з'єднання є друга поверхня 10 заплечика нарізного з'єднання між поверхнею 9 заплечика нарізного з'єднання і безконтактною поверхнею 13. Друга поверхня 10 заплечика нарізного 1 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 60 з'єднання має більший кут нахилу відносно площини, перпендикулярної до осі труби, і менший радіальний розмір порівняно з поверхнею 9 заплечика нарізного з'єднання. Внутрішня, велика поверхня 9 заплечика нарізного з'єднання згадується як головна поверхня заплечика нарізного з'єднання, а зовнішня, менша поверхня 10 заплечика нарізного з'єднання згадується як поверхня підплечика. Відповідно, охоплююча частина 2 нарізного з'єднання має поверхню 12 підплечика в доповнення до поверхні 11 заплечика нарізного з'єднання, яка є головною поверхнею заплечика нарізного з'єднання. Головні поверхні 9 і 11 заплечика нарізного з'єднання охоплюваної частини нарізного з'єднання і охоплюючої частини нарізного з'єднання служать для того, щоб витримувати напруження стиснення, що прикладається під час згвинчування нарізного з'єднання, а також для того, щоб обмежувати спрямовану радіально всередину деформацію кінця буртика 4, в той час як поверхні 10 і 12 підплечика служать для того, щоб обмежувати спрямовану радіально назовні деформацію головних поверхонь заплечика нарізного з'єднання, коли головні поверхні заплечика нарізного з'єднання піддаються напруженню стиснення. У результаті головні поверхні заплечика нарізного з'єднання охоплюваної частини нарізного з'єднання і охоплюючої частини нарізного з'єднання можуть стійко примикати одна до одної. Коли герметизуючі поверхні і поверхні заплечика нарізного з'єднання охоплюваної частини і охоплюючої частини нарізного з'єднання входять в тісний контакт з протилежними поверхнями при згвинчуванні нарізного з'єднання, область 13, яка не контактує, яка розташовується між герметизуючими поверхнями і поверхнями заплечика нарізного з'єднання, стає закритим простором. Консистентне мастило і продуктова рідина, які видавлюються з проміжку між герметизуючими поверхнями і поверхнями заплечика нарізного з'єднання, які входять в тісний контакт, перетікають у закритий простір області 13, яка не контактує, і залишаються в ній. Якщо тиск текучого середовища, вміщеного в області 13, яка не контактує, стає високим через збільшену кількість текучого середовища, область 13, яка не контактує, прагне радіально розширитися через тиск, й існує можливість погіршення газонепроникності нарізного з'єднання, яка досягається щільним контактом між герметизуючими поверхнями охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання. Отже, нарізне з'єднання, розкрите в патентному документі 1, має в поверхні заплечика нарізного з'єднання щонайменше однієї з охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання щонайменше одну канавку, яка має глибину щонайменше 0,1 мм і яка функціонує як канал витікання для текучого середовища, що знаходиться під високим тиском в області 13, яка не контактує. Фіг. 2A-2D являють собою пояснювальні вигляди, що показують канавки, сформовані в поверхні заплечика нарізного з'єднання охоплюваної частини нарізного з’єднання. Як показано на цьому кресленні, частини канавки 9a-1 і 9a-2 (які спільно утворюють канавки 9a) формуються в поверхні 10 підплечика і головній поверхні 9 заплечика нарізного з'єднання, відповідно, охоплюваної частини 1 нарізного з’єднання. Канавки 9a проходять упоперек як головної поверхні 9 заплечика нарізного з'єднання, так і поверхні 10 підплечика охоплюваної частини 1 нарізного з’єднання. Канавки 9a можуть бути сформовані в поверхні заплечика нарізного з'єднання охоплюючої частини нарізного з'єднання, або частина канавок 9a може бути сформована в поверхні заплечика нарізного з'єднання охоплюваної частини 1 нарізного з’єднання, а інша частина може бути сформована в поверхні заплечика нарізного з'єднання охоплюючої частини 2 нарізного з'єднання. Канавки 9a з'єднують область 13, яка не контактує, з внутрішньою частиною трубчастого нарізного з'єднання 0. Отже, навіть якщо текуче середовище, вміщена в області 13, яка не контактує, виявляється під високим тиском, текуче середовище високого тиску може просочитися у внутрішню частину трубчастого нарізного з'єднання 0 через канавки 9a, і стан контакту між герметизуючими поверхнями 5 і 8 не змінюється, підтримуючи тим самим газонепроникність нарізного з'єднання. При виконанні згвинчування трубчастого нарізного з'єднання рідке консистентне мастило, яке містить велику кількість важких металів, традиційно застосовується кожний раз, коли виконується згвинчування. З точки зору захисту навколишнього середовища і робочої ефективності були розроблені трубчасті нарізні з'єднання, що мають поверхню, покриту твердим мастильним покриттям, яке не виділяє в довкілля забруднюючих речовин, таких, як важкі метали. Фіг. 3 являє собою пояснювальний вигляд, що показує структуру покриття, сформованого на поверхнях трубчастого нарізного з'єднання, розкритого в патентному документі 2, яке є прикладом трубчастого нарізного з'єднання, що має таке тверде мастильне покриття. У трубчастому нарізному з'єднанні 15, яке складається з охоплюваної частини 1 нарізного з’єднання і охоплюючої частини 2 нарізного з'єднання, поверхня контакту охоплюваної частини 2 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 1 нарізного з’єднання має утворене в результаті попередньої обробки поверхні покриття 18, яке за бажанням може бути забезпечене на сталевому субстраті 17 з метою надання поверхні шорсткості, і зверху нього тверде антикорозійне покриття 19 на основі отверджуваної ультрафіолетовим випромінюванням смоли. Поверхня контакту охоплюючої частини 2 нарізного з'єднання має утворене в результаті попередньої обробки поверхні покриття 21, яке за бажанням може бути забезпечене на сталевому субстраті 20 з метою надання поверхні шорсткості, і зверху нього тверде мастильне покриття 22. Тверде мастильне покриття 22 являє собою покриття, що має пластичні або в’язкопластичні реологічні властивості, причому текучість покриття помітно змінюється залежно від тиску. Покриття, що має такі властивості, може мати вищу стійкість до поверхневого пошкодження різі порівняно з твердим мастильним покриттям, яке не має вищеописаних реологічних властивостей (таким, як тверде покриття, виготовлене з термореактивної смоли, що містить мастильний порошок). У доповнення до цього, цей тип покриття може мати функцію самовідновлення завдяки його текучості, яка збільшується під тиском. Документи попереднього рівня техніки Патентні документи Патентний документ 1 - WO 2009/060729 А Патентний документ 2 - WO 2009/072486 А Суть винаходу Трубчасте нарізне з'єднання 0, розкрите в патентному документі 1, основане на використанні звичайного рідкого консистентного мастила. У цьому випадку, навіть якщо канавки 9a заповнені рідким консистентним мастилом, канавки не закупорюються завдяки текучості мастила. А саме: якщо тиск текучого середовища, вміщеного в області 13, яка не контактує, стає високим, текуче середовище може просочитися у внутрішню частину трубчастого нарізного з'єднання через канавки 9a, і область 13, яка не контактує, підтримується при тому ж самому тиску, що і внутрішня частина нарізного з'єднання. Однак якщо тверде мастильне покриття, розкрите в патентному документі 2, яке має пластичні або в’язкопластичні реологічні властивості, наноситься на трубчасте нарізне з'єднання 0, розкрите в патентному документі 1, під час згвинчування нарізного з'єднання існує можливість того, що частина твердого мастильного покриття, яка витискується з поверхні заплечика нарізного з'єднання, затече в канавки 9a, спричиняючи тим самим заповнення канавок 9a твердим мастильним покриттям. Якщо це відбувається, внаслідок того, що текучість твердого мастильного покриття набагато менша, ніж текучість рідкого консистентного мастила, канавки закупорюються і не можуть функціонувати як канал витікання. У результаті тиск в області 13, яка не контактує, збільшується, приводячи до погіршення газонепроникності нарізного з'єднання, що досягається герметизуючими поверхнями. Задача даного винаходу полягає в тому, щоб запропонувати нарізне з'єднання для труб, яке має тверде мастильне покриття, що має пластичні або в’язкопластичні реологічні властивості, сформоване на поверхні контакту щонайменше однієї з охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання, які складають нарізне з'єднання, які мають канавки, сформовані в поверхні заплечика нарізного з'єднання, причому можливе запобігання закупорюванню канавок, що запобігає тим самим зменшенню газонепроникності нарізного з'єднання через закупорювання канавок. Даний винахід являє собою нарізне з'єднання для труб, що включає в себе охоплювану частину нарізного з’єднання і охоплюючу частину нарізного з'єднання, кожна з яких має поверхню контакту, що включає в себе нарізну частину і ненарізну металеву контактну частину, причому ненарізна металева контактна частина включає в себе герметизуючу поверхню і поверхню заплечика нарізного з'єднання, причому поверхня заплечика охоплюваної частини нарізного з’єднання розташовується на кінцевій поверхні охоплюваної частини нарізного з’єднання, область, яка не контактує, в якій охоплювана частина нарізного з’єднання і охоплююча частина нарізного з'єднання не входять в контакт одна з одною, і яка присутня між герметизуючими поверхнями і поверхнями заплечика охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання, нарізне з'єднання, що має одну або більше канавок, які формуються в поверхні заплечика щонайменше однієї з охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання і проходять до області, яка не контактує, і внутрішньої частини нарізного з'єднання, що характеризується тим, що щонайменше поверхня контакту щонайменше однієї частини з охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання має сформоване на ній тверде мастильне покриття, яке має пластичні або в’язкопластичні реологічні властивості, і 3 UA 109617 C2 3 5 10 15 20 25 30 35 40 45 50 55 сумарний об'єм V (мм ) канавок і вага W (г) твердого мастильного покриття задовольняють наступне рівняння (1): 3 V/W≥24 (мм /г) (1) Є вигідним формувати тверде мастильне покриття на всій поверхні охоплюваної частини нарізного з’єднання і/або охоплюючій частині нарізного з'єднання для того, щоб полегшити формування покриття. Поверхня охоплюваної частини нарізного з’єднання або охоплюючої частини нарізного з'єднання означає поверхню, повернуту до іншої частини, і загалом проходить від її нарізної частини до поверхні заплечика нарізного з'єднання. У переважному варіанті здійснення нарізного з'єднання для труб кожна з поверхонь заплечика охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання має головну поверхню заплечика нарізного з'єднання і поверхню підплечика, з’єднану з головною поверхнею заплечика нарізного з'єднання. Головна поверхня заплечика нарізного з'єднання має зворотний кут нахилу і проходить до внутрішньої частини нарізного з'єднання, а поверхня підплечика розташовується між головною поверхнею заплечика нарізного з'єднання і областю, яка не контактує, і має кут нахилу відносно площини, перпендикулярної до осі труби, який більший аналогічного кута для головної поверхні заплечика нарізного з'єднання. Площа отвору (верхнього кінця) канавок у поверхні заплечика нарізного з'єднання або в головній поверхні заплечика нарізного з'єднання переважно становить не більше 40% площі поверхні заплечика нарізного з'єднання або головної поверхні заплечика нарізного з'єднання. У нарізному з'єднанні для труб відповідно до даного винаходу, яке має область, яка не контактує, між герметизуючою поверхнею і поверхнею заплечика нарізного з'єднання, а також канавку, яка функціонує як канал витоку, коли тиск текучого середовища, вміщеного в області, яка не контактує, стає високим, незважаючи на присутність твердого мастильного покриття, що має пластичні або в’язкопластичні реологічні властивості, сформованого на поверхні контакту щонайменше однієї з охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання, заповнення канавки мастильним покриттям, яке може привести до поганої роботи канавки як канал витікання, запобігається. У результаті стає можливим надійно запобігти погіршенню якості герметизації і, отже, газонепроникності нарізного з'єднання через надмірно збільшений тиск текучого середовища, вміщеного в області, яка не контактує. Нарізне з'єднання для труб відповідно до даного винаходу має поліпшену стійкість до поверхневих пошкоджень різі, а також антикорозійні властивості, оскільки поверхня контакту має тверде мастильне покриття, яке має пластичні або в’язкопластичні реологічні властивості. Короткий опис креслень Фіг. 1А являє собою поперечний переріз, що схематично показує структуру типового нарізного з'єднання для труб, фіг. 1B являє собою збільшений схематичний поперечний переріз частини А, зображеної на фіг. 1A, і фіг. 1C являє собою частковий схематичний поперечний переріз області навколо частини буртика нарізного з'єднання для труб, розкритого в патентному документі 1. Фіг. 2A-2C являють собою пояснювальні вигляди, що показують канавки, сформовані в головній поверхні заплечика нарізного з'єднання і поверхні підплечика охоплюваної частини нарізного з’єднання, а фіг. 2D являє собою збільшений подовжній поперечний переріз області навколо межі між поверхнею підплечика і головною поверхнею заплечика нарізного з'єднання. Фіг. 3 являє собою пояснювальний вигляд, що показує структуру покриття, сформованого на поверхнях контакту охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання. Фіг. 4 являє собою графік, що показує залежність між сумарним об'ємом канавок і вагою покриття твердого мастила, одержану при випробуванні ущільнення. Фіг. 5 являє собою графік, що показує зміну поверхні контакту головної поверхні заплечика нарізного з'єднання залежно від ширини канавок в нарізному з'єднанні для труб, розкритому в патентному документі 1, що мають дворівневі поверхні заплечика нарізного з'єднання зі сформованими на них канавками і мають зовнішній діаметр 10 - 3/4" (27,3 см) і номінальну вагу 60,7 фунтів/фут (90,4 кг/м). Фіг. 6 являє собою пояснювальний вигляд, що показує спосіб вимірювання тиску в області, яка не контактує. Способи здійснення винаходу Даний винахід буде пояснений з посиланнями на прикладені креслення. Нарізне з'єднання для труб має структуру, подібну звичайному нарізному з'єднанню для труб, поясненому з посиланнями на фіг. 1A-1C, фіг. 2A-2D і фіг. 3, так що в подальшому поясненні будуть робитися посилання на ці креслення. 4 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 60 Як показано на фіг. 1A-1C, нарізне з'єднання 30 для труб відповідно до даного винаходу складається з охоплюваної частини 1 нарізного з’єднання, яка є елементом з'єднання, що має зовнішню різь, і охоплюючої частини 2 нарізного з'єднання, яка є елементом з'єднання, що має внутрішню різь. Як показано на фіг. 1A, типові нарізні з'єднання для труб є з'єднаннями такого типу, в якому охоплювана частина 1 нарізного з'єднання формується на зовнішній поверхні обох кінців сталевої труби, а охоплююча частина 2 нарізного з'єднання формується на внутрішній поверхні з'єднувального елемента, який є окремою частиною. Існують також цілісні нарізні з'єднання, які не використовують з'єднувальний елемент і в яких один кінець сталевої труби виконується як охоплювана частина 1 нарізного з'єднання, а інший кінець сталевої труби виконується як охоплююча частина 2 нарізного з'єднання. Нарізне з'єднання 30 для труб відповідно до даного винаходу може мати будь-який з цих типів. У нижченаведеному поясненні даний винахід буде пояснений відносно нарізного з'єднання 30 для труб, що має тип з'єднання, показаний на фіг. 1A. Нарізне з'єднання 30 для труб відповідно до даного винаходу переважно застосовується до сталевої труби, що має відношення (t/D) товщини стінки t (мм) до зовнішнього діаметра D (мм) щонайменше 0,03 і найбільше 0,17. Буде даний приклад випадку, в якому товщина стінки становить 9-16 мм, а зовнішній діаметр становить від 9-1/2 дюймів до 13-1/2 дюймів. Охоплювана частина 1 нарізного з'єднання і охоплююча частина 2 нарізного з'єднання мають поверхні контакту, які входять в контакт одна з одною при згвинчуванні нарізного з'єднання. Поверхня контакту охоплюваної частини 1 нарізного з’єднання включає в себе нарізну частину 3, що має зовнішню різь, і ненарізну металеву контактну частину, розташовану ближче до переднього кінця охоплюваної частини нарізного з’єднання. Частина охоплюваної частини нарізного з’єднання, яка знаходиться ближче до переднього кінця, ніж нарізна частина 3, є частиною буртика 4. Ненарізна металева контактна частина, сформована на частині буртика 4 охоплюваної частини 1 нарізного з’єднання, включає в себе герметизуючу поверхню 5, розташовану в безпосередній близькості від нарізної частини 3, і поверхня заплечика нарізного з'єднання (яка також називається затяжною поверхнею заплечика нарізного з'єднання), сформована на кінцевій поверхні охоплюваної частини 1 нарізного з’єднання. Відповідно, охоплююча частина 2 нарізного з'єднання має нарізну частину 7, що має внутрішню різь, герметизуючу поверхню 8 і поверхню заплечика нарізного з'єднання. Для звичайного високоякісного з'єднання потрібна характеристика стиснення, що становить приблизно 40-60% від межі текучості матеріалу труби, а в деяких нафтових свердловинах необхідне значення характеристики стиснення становить більше 80%. Звичайно ж, стискаюче навантаження сприймається не тільки заплечиками, а також і нарізними частинами, і якщо використовується різь, що має хорошу здатність витримувати стискаюче навантаження, навантаження на заплечиках може бути зменшене на величину цього навантаження. Однак товщина частини буртика 4 (товщина стінки охоплюваної частини нарізного з'єднання на середині герметизуючої поверхні 5) становить щонайменше 25% і переважно щонайменше 50% товщини стінки труби, так що частина буртика буде мати необхідну стійкість до стиснення. Що більша товщина герметизуючої поверхні охоплюваної частини нарізного з’єднання, то більша її здатність до герметизації при зовнішньому тиску. Отже, на внутрішній поверхні кінця частини буртика може бути сформована фаска для того, щоб запобігти турбулентності шляхом збільшення округлості. Форма герметизуючих поверхонь 5 і 8 охоплюваної частини 1 нарізного з’єднання і охоплюючої частини 2 нарізного з'єднання може бути утворена прямою лінією, яка нахилена відносно осі з'єднання, або кривою лінією, такою, як кругова дуга (перша з них буде згадуватися як поверхня в формі зрізаного конуса, а остання буде згадуватися як криволінійна поверхня обертання), або вона може являти собою поверхню обертання, сформовану шляхом обертання навколо осі з'єднання сегмента лінії, який є комбінацією обох ліній (а саме — комбінацією поверхні в формі зрізаного конуса і криволінійної поверхні обертання). Переважно герметизуюча поверхня однієї з охоплюваної частини 1 нарізного з'єднання і охоплюючої частини 2 нарізного з'єднання утворюється поверхнею в формі зрізаного конуса, а герметизуюча поверхня іншої частини є криволінійною поверхнею обертання або комбінацією криволінійної поверхні обертання і поверхні в формі зрізаного конуса. У результаті якість герметизації з'єднання збільшується, і поверхневе пошкодження різі стає ускладненим. Якщо кут нахилу герметизуючих поверхонь 5 і 8 відносно осі труби є дуже крутим, це приводить до зменшення тиску герметизуючого контакту при розтягувальному зусиллі, а якщо нахил є занадто пологим, через збільшення відстані зсуву легше відбувається поверхневе пошкодження різі. Кут нахилу герметизуючих поверхонь знаходиться в діапазоні від 5° до 25° і 5 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 60 переважно в діапазоні від 10° до 20°. Коли використовується конічна різь, кут нахилу герметизуючих поверхонь більший, ніж кут нахилу різі 3, 7. Наприклад, кут нахилу різі становить від 1° до 5° і переважно приблизно 1,6°. У проілюстрованому варіанті здійснення, як показано на фіг. 1C, поверхня заплечика охоплюваної частини 1 нарізного з’єднання має дворівневу структуру, що має головну поверхню 9 заплечика нарізного з'єднання на внутрішній стороні і поверхню 10 підплечика на зовнішній стороні, яка є суміжною з головною поверхнею заплечика нарізного з'єднання. Головна поверхня 9 заплечика нарізного з'єднання є зворотною поверхнею заплечика нарізного з'єднання, що має зворотний кут нахилу (нахиленою в зворотному напрямку до центра труби відносно напрямку вставляння охоплюваної частини нарізного з’єднання). Аналогічним чином, поверхня заплечика охоплюючої частини 2 нарізного з'єднання також має дворівневу структуру, що має головну поверхню 11 заплечика нарізного з'єднання і поверхню 12підплечика. Поверхні контакту охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання, тобто нарізні частини, герметизуючі поверхні і їх поверхні заплечика нарізного з'єднання проектуються таким чином, що коли охоплювана частина 1 нарізного з’єднання вставляється в охоплюючу частину 2 нарізного з'єднання і витки різі стискаються доти, поки поверхні заплечика нарізного з'єднання не увійдуть в контакт одна з одною з попередньо визначеним обертальним моментом, їх герметизуючі поверхні тісно входять в контакт одна з одною з попередньо визначеним натягом для того, щоб сформувати ущільнення метал-метал. Коли поверхні заплечика нарізного з'єднання мають дворівневу структуру, яка включає в себе внутрішні головні поверхні заплечика нарізного з'єднання і зовнішні поверхні підплечика, як показано на фіг. 1C, затягування витків різі виконується доти, поки головні поверхні заплечика нарізного з'єднання не увійдуть в контакт одна з одною з попередньо визначеним обертальним моментом. Кут нахилу θ1 головних поверхонь 9, 11 заплечика охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання відносно площини, перпендикулярної до осі труби, менший, ніж кут нахилу θ2 поверхонь 10, 12 підплечика. Радіальний розмір (товщина стінки) головних поверхонь 9, 11 заплечика нарізного з'єднання більший, ніж радіальний розмір поверхонь 10, 12 підплечика. У результаті головні поверхні 9, 11 заплечика нарізного з'єднання служать для того, щоб витримувати стискаюче зусилля, що прикладається під час згвинчування нарізного з'єднання, а також обмежують спрямовану радіально всередину деформацію кінця буртика 4, в той час як поверхні 10, 12 підплечика служать для того, щоб обмежувати спрямовану радіально назовні деформацію головних поверхонь заплечика нарізного з'єднання, коли головні заплечики сприймають стискаюче зусилля. Кут нахилу θ1 головних поверхонь 9, 11 заплечика нарізного з'єднання відносно площини, перпендикулярної до осі труби, переважно знаходиться в діапазоні 5°-25° і більш переважно — в діапазоні 10°-20°. Головні поверхні заплечика нарізного з'єднання мають зворотний кут нахилу, тобто вони нахилені в зворотному напрямку до центра труби відносно напрямку вставляння охоплюваної частини нарізного з’єднання, в той час як поверхні підплечика нахилені уперед у напрямку до центра труби відносно напрямку вставляння охоплюваної частини нарізного з’єднання. Переважно кут нахилу θ2 поверхонь підплечика відносно площини, перпендикулярної до осі труби, становить 60°-85°, а саме: поверхні підплечика нахилені відносно осі труби під кутом 5°-30°. Кут нахилу у поверхонь 10, 12 підплечика переважно більший, ніж кут нахилу герметизуючих поверхонь 5, 8. Товщина стінки головної поверхні 9 заплечика охоплюваної частини 1 нарізного з’єднання переважно більша, ніж товщина стінки поверхні 10 підплечика, щонайменше в 1,5 рази, більш переважно щонайменше в 2,5 рази і не більше, ніж в 6 разів, і найбільш переважно щонайменше в 3 рази і не більше, ніж у 5 разів. З'єднання між головною поверхнею 9 заплечика нарізного з'єднання і поверхнею 10 підплечика охоплюваної частини 1 нарізного з’єднання переважно утворює закруглений гребінь з радіусом, найбільше 1,5 мм. У результаті поверхня контакту головної поверхні заплечика нарізного з'єднання і поверхні підплечика нарізного з'єднання може бути максимізована, і досягається збільшення стійкості до стиснення і пригнічення деформації в радіальному напрямку поверхні заплечика нарізного з'єднання. Частини форми нарізного з'єднання для труб описуються у вищезазначеному патентному документі 1. Як описано в патентному документі 1, поверхні 10, 12 підплечика іноді не входять в контакт одна з одною при згвинчуванні нарізного з'єднання, але в даному винаході вони розглядаються як поверхні контакту. Конкретніше, геометричний діаметральний натяг (різниця діаметрів, виміряних у референсній площині перед стисненням охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання) поверхонь підплечика нарізного з'єднання становить не більше, 6 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 60 ніж 1,1 від натягу герметизуючих поверхонь і переважно по суті дорівнює геометричному діаметральному натягу герметизуючих поверхонь. Вираз «по суті дорівнює» допускає зміну аж до 5%. Шляхом проектування поверхонь 10, 12 підплечика охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання таким чином, щоб вони мали приблизно такий же натяг, що і між герметизуючими поверхнями 5, 8 в нормальному стиснутому стані, весь буртик охоплюваної частини нарізного з’єднання буде загинатися в напрямку всередину (зменшуватися в діаметрі) завдяки ефекту натягу герметизуючих поверхонь охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання, і поверхня підплечика охоплюваної частини нарізного з’єднання буде загинатися в напрямку всередину щонайменше на ту ж саму величину, яку має натяг герметизуючих поверхонь, так що контакт між поверхнями підплечика охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання не буде мати місця. Однак, в нормальному стиснутому стані допустимо, щоб підплечики 10, 12 входили в контакт один з одним. У цьому випадку контактний тиск підплечиків становить не більше 50% контактного тиску герметизуючих поверхонь, так, щоб він не здійснював несприятливого впливу на герметизуючі властивості. Нормальний стиснутий стан означає, що охоплювана частина нарізного з’єднання і охоплююча частина нарізного з'єднання стискуються так, щоб досягнути належного крутного моменту затягування, який встановлюється фірмою-виробником з'єднання відповідно до форми і матеріалу з'єднання. У нормальному стиснутому стані поверхні заплечика нарізного з'єднання (головні поверхні заплечика нарізного з'єднання у випадку нарізного з'єднання відповідно до даного винаходу) охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання входять в контакт одна з одною з певним натягом без загального виходу або великої пластичної деформації. Даний винахід може бути застосований до нарізного з'єднання для труб, в якому кожна з поверхонь заплечика охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання не має поверхні підплечика і складається з однієї тільки головної поверхні заплечика нарізного з'єднання. Нарізне з'єднання для труби 30 відповідно до даного винаходу має область 13, яка не контактує, між герметизуючими поверхнями 5, 8 і поверхнями заплечика нарізного з'єднання (у випадку дворівневої структури заплечика нарізного з'єднання, поверхнями підплечика, які знаходяться ближче до герметизуючих поверхонь) охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання, а також має одну або більше канавок, які сформовані в поверхні заплечика нарізного з'єднання щонайменше однієї з охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання і які проходять до області 13, яка не контактує, і до внутрішньої частини нарізного з'єднання 30 (внутрішнього кінця заплечика нарізного з'єднання). Коли поверхні заплечика охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання мають дворівневу структуру, як показано на фіг. 2А-2C для поверхні заплечика, канавка складається з частини канавки 9a-1, сформованої на зовнішній поверхні 10 підплечика (яка надалі називається зовнішньою частиною канавки 9a-1), і частини канавки 9a-2, сформованої на внутрішній головній поверхні 9 заплечика нарізного з'єднання (яка надалі називається внутрішньою частиною канавки 9a-2), які з’єднані одна з одною. Канавка, складена цими двома частинами канавки, згадується як канавка 9a. Довжина області 13, яка не контактує, в осьовому напрямку вибирається так, щоб було можливим рішення вищезазначеної задачі, тобто досягнення збільшення опору деформації герметизуючих поверхонь. У випадку розміру труб, який використовується для труб, що застосовуються в нафтовій промисловості (в діапазоні зовнішніх діаметрів від 50 до 550 мм), осьова довжина (подовжня довжина) області 13, яка не контактує, переважно знаходиться в діапазоні приблизно від 4 мм до 20 мм. Коли поверхні заплечика нарізного з'єднання мають вищезазначену дворівневу структуру, беручи до уваги той факт, що поверхні підплечика можуть не входити в контакт одна з одною, переважно, щоб загальна осьова довжина області 13, яка не контактує, і поверхні 10, 12 підплечика була в діапазоні від 4 мм до 20 мм. Розмір у радіальному напрямку (перпендикулярному до осьового напрямку) області 13, яка не контактує, переважно становить від 0,1 мм до 1 мм. У проілюстрованому варіанті здійснення область 13, яка не контактує, складається з конусоподібних поверхонь охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання. У цьому випадку поверхня цієї області охоплюючої частини нарізного з'єднання діє як напрямна, коли охоплювана частина нарізного з’єднання вставляється в охоплюючу частину нарізного з'єднання, за допомогою чого герметизуючі поверхні охоплюваної 7 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 60 частини нарізного з’єднання і охоплюючої частини нарізного з'єднання можуть увійти в контакт одна з одною стійким чином, що приводить до поліпшення ефективності герметизації і стійкості до поверхневого пошкодження різі. Кут нахилу конусоподібних поверхонь, які формують область, яка не контактує, відносно осьового напрямку переважно становить менше 10° і менше, ніж кут нахилу герметизуючих поверхонь. Поверхні охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання, що формують область 13, яка не контактує, можуть бути циліндричними поверхнями, які паралельні до осьового напрямку труби. Шляхом використання цієї форми товщина стінки заплечика охоплюваної частини нарізного з’єднання може бути збільшена в межах обмеженої товщини стінки сталевої труби, збільшуючи таким чином стійкість нарізного з'єднання до стиснення. У проілюстрованому варіанті здійснення канавка 9a формується в поверхні заплечика охоплюваної частини нарізного з’єднання. Однак вона може бути сформована в поверхні заплечика охоплюючої частини нарізного з'єднання, або частина канавки 9a (наприклад, частина канавки 9a-1 в поверхні підплечика) може бути сформована в охоплюючій частині нарізного з'єднання, а інша частина (наприклад, частина канавки 9a-2 в головній поверхні заплечика нарізного з'єднання) може бути сформована в охоплюваній частині нарізного з'єднання. Канавка 9a забезпечує з’єднання між областю 13, яка не контактує, і внутрішньою частиною трубчастого нарізного з'єднання 0. Отже, навіть якщо тиск текучого середовища в області 13, яка не контактує, стає високим, текуче середовище високого тиску може перетекти у внутрішню частину трубчастого нарізного з'єднання 0 через канавку 9a. У проілюстрованому варіанті здійснення частини канавки 9a-1 і 9a-2 проходять спірально (по діагоналі) в поверхні заплечика нарізного з'єднання. Для того, щоб досягнути вищеописаної функції, коли поверхня заплечика нарізного з'єднання кожної з охоплюваної частини і охоплюючої частини нарізного з'єднання має головну поверхню заплечика нарізного з'єднання і поверхню підплечика, зовнішня частина канавки 9a-1, сформована в поверхні підплечика, і внутрішня частина канавки 9a-2, сформована в головній поверхні заплечика нарізного з'єднання, повинні сполучатися одна з одною. Для цієї мети, як показано на фіг. 2D, може бути забезпечене заглиблення 9c для того, щоб сформувати канал, що з’єднується, в круговому напрямку задньої частини заплечика охоплюючої частини 2 нарізного з'єднання, протилежної до гребеня 9b поверхонь 9 і 10 заплечика охоплюваної частини 1 нарізного з'єднання (частини, що з'єднує головну поверхню 9 заплечика нарізного з'єднання і поверхню 10 підплечика охоплюваної частини 1 нарізного з’єднання) щонайменше від точки, протилежної до внутрішнього кінця зовнішньої частини канавки 9a-1, до точки, протилежної до зовнішнього кінця внутрішньої частини канавки 9a-2 (як показано жирними лініями на фіг. 2B). Таким чином частини канавки 9a-1 і 9a-2 з’єднуються через заглиблення 9c, передбачене в охоплюючій частині нарізного з'єднання вздовж гребеня 9b охоплюваної частини нарізного з’єднання. Альтернативно, з'єднувальний канал між частинами канавки 9a-1 і 9a-2 може бути одержаний шляхом формування фаски або заглиблення вздовж гребеня 9b щонайменше від внутрішнього кінця зовнішньої частини канавки 9a-1 до зовнішнього кінця внутрішньої частини канавки 9a-2. Такий з'єднувальний канал може бути сформований навколо всієї окружності. Для того, щоб уникнути закупорювання, з'єднувальний канал переважно має площу поперечного перерізу, яка щонайменше в два і більше, переважно щонайменше в три рази більша площі поперечного перерізу частин канавки 9a-1 і 9a-2. Як показано на фіг. 2C, зовнішня частина канавки 9a-1 і внутрішня частина канавки 9a-2 можуть бути безпосередньо зв'язані, якщо внутрішній кінець зовнішньої частини канавки 9a-1 примикає до зовнішнього кінця внутрішньої частини канавки 9a-2. Така конструкція робить непотрібним формування з'єднувального каналу, описано вище, але, як показано на фіг. 2A, забезпечення зовнішньої і внутрішньої частин канавки 9a-1 і 9a-2 в одному і тому ж положенні в круговому напрямку робить нарізання канавки (формування канавок) трохи легшим. У будьякому випадку нарізання частин канавки 9a-1 і 9a-2 може бути виконане з використанням, наприклад, токарного станка з ЧПК. В іншому варіанті здійснення даного винаходу зовнішня частина канавки 9a-1 і внутрішня частина канавки 9a-2 не проходять по діагоналі, як показано на фіг. 2A-2C, а проходять в радіальному напрямку, і переважно дві частини канавки, що проходять в радіальному напрямку, безпосередньо з’єднані одна з одною. Таким чином довжина кожної частини канавки мінімізується, текуче середовище може легко просочуватися, а нарізання канавки може бути виконане без використання токарного станка з ЧПК. Однак при цьому необхідно використовувати спеціальний різальний пристрій для нарізання канавки. У варіанті здійснення, показаному на фіг. 2B і 2C, для того, щоб гарантувати з’єднання між областю 13, яка не контактує, і внутрішньою частиною трубчастого нарізного з'єднання, канавка 8 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 9a передбачається в трьох місцях, які рівновіддалені в круговому напрямку. Досить передбачити канавку 9a щонайменше в одному місці, і не існує ніякої специфічної верхньої межі кількості місць розміщення канавки 9a, але звичайно досить 8 або менше місць. Охоплювана частина 1 нарізного з’єднання переважно має від 2 до 4 таких канавок 9a. Не існує ніякого специфічного обмеження на форму поперечного перерізу канавки 9a, але вона повинна мати таку площу поперечного перерізу, щоб текуче середовище могло пройти через неї. Глибина кожної канавки 9a становить щонайменше 0,1 мм і переважно щонайменше 0,2 мм. Для того, щоб запобігти помітному зменшенню ефективності нарізного з'єднання при стисненні через зменшення площі поверхні контакту головної поверхні 9 заплечика нарізного з'єднання, викликане формуванням канавок 9a, довжина в круговому напрямку внутрішньої частини канавки 9a-1 і зовнішньої частини канавки 9a-2 переважно є такою, що кожна з частин канавки 9a-1 і 9a-2 проходить не більше, ніж на 180° навколо периферії поверхні заплечика нарізного з'єднання. Наприклад, як показано на фіг. 2B або 2C, у випадку, в якому передбачаються 3 частини канавки 9a-1 і 9a-2 в головній поверхні 9 заплечика нарізного з'єднання і поверхні 10 підплечика, відповідно, кожна частина канавки 9a-1 і 9a-2 переважно має довжину вздовж кругової дуги не більше 180° і більш переважно не більше 120°. Як указано вище, нарізні частини 3 і 7, герметизуючі поверхні 5 і 8, а також поверхні 9, 10 і 11, 12 заплечика охоплюваної частини 1 нарізного з’єднання і охоплюючої частини 2 нарізного з'єднання, відповідно, складають поверхні контакту нарізного з'єднання 30 для труб. Нарізне з'єднання повинно мати такі властивості, як стійкість до поверхневого пошкодження різі, газонепроникність і корозійну стійкість. Для цієї мети в минулому перед кожним виконанням згвинчування нарізного з'єднання на поверхні контакту щонайменше однієї з охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання наносилося консистентне мастило, таке, як компаундне мастило, що містить порошок важкого металу. Однак при цьому виникали проблеми з точки зору захисту навколишнього середовища і робочої ефективності. Як показано на фіг. 3, нарізне з'єднання для труб відповідно до даного винаходу має тверде мастильне покриття 22, яке має пластичні або в’язкопластичні реологічні властивості щонайменше на поверхні контакту щонайменше однієї з охоплюваної частини 1 нарізного з'єднання і охоплюючої частини 2 нарізного з'єднання. Покриття, яке має таку реологічну поведінку, не є текучим при атмосферному тиску, але може текти при високому тиску. А саме: текучість покриття помітно змінюється залежно від тиску. У результаті стає можливим надати нарізному з'єднанню поліпшену стійкість до поверхневого пошкодження різі, газонепроникність і корозійну стійкість, дозволяючи таким чином виконувати згвинчування з’єднання без застосування консистентного мастила і захищати поверхню нарізного з'єднання від корозії. «Тверде мастильне покриття» означає покриття, яке є твердим при температурі навколишнього середовища, і, зокрема, воно означає покриття, яке є твердим при температурі 40 °C або нижче. Використовуваний в цьому документі термін «пластичний» означає таку властивість матеріалу, яка дає незалежну від часу залишкову деформацію при впливі деформуючої сили. Термін «в’язкопластичний» означає таку властивість матеріалу, яка дає залежну від часу залишкову деформацію при впливі деформуючої сили. Тверде мастильне покриття, що має пластичні або в’язкопластичні реологічні властивості, поводиться так, що текучість покриття значно змінюється залежно від тиску, в той час як саме мастильне покриття знаходиться в твердому стані. У варіанті здійснення, показаному на фіг. 3, поверхня охоплюваної частини 1 нарізного з’єднання має на сталевому субстраті 17 попереднє покриття 18 для надання поверхневої шорсткості і тверде антикорозійне покриття 19, а поверхня охоплюючої частини 2 нарізного з'єднання має на сталевому субстраті 20 попереднє покриття 21 для надання поверхневої шорсткості і тверде мастильне покриття 22. Для того, щоб креслення було легше інтерпретувати, тверде мастильне покриття 22 й інші покриття на фіг. 1 і на фіг. 2 не зображені. Тверде мастильне покриття 22 може бути сформоване на поверхні однієї з охоплюваної і охоплюючої частин нарізного з'єднання, як показано на фіг. 3. У цьому випадку покриття, яке формується на поверхні іншої частини, не обмежується твердим антикорозійним покриттям і може бути твердим мастильним покриттям, яке не має пластичні або в’язкопластичні реологічні властивості (наприклад, покриттям, що містить тверде мастило, розсіяне в термореактивній смолі, такій, як епоксидна смола). Альтернативно, на поверхні іншої частини може не формуватися взагалі ніякого покриття, або може бути сформоване тільки попереднє покриття для підготовки поверхні. У більшості випадків тверде мастильне покриття, тверде антикорозійне покриття і попереднє покриття для підготовки поверхні формуються на всій поверхні охоплюваної частини нарізного з’єднання або охоплюючій частині нарізного з'єднання, але таке 9 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 покриття може бути відсутнім на частині поверхні, відмінній від поверхні контакту (такій, як частина області 13, яка не контактує). Далі будуть пояснені різні покриття, показані на фіг. 3. Попередня обробка поверхні Поверхні контакту охоплюваної частини 1 і охоплюючої частини 2 нарізного з'єднання 30 (нарізні частини, що герметизують поверхні і поверхні заплечика нарізного з'єднання) формуються різальними операціями, включаючи нарізку різі, і шорсткість цих поверхонь звичайно становить приблизно від 3 до 5 мкм. Якщо шорсткість поверхонь контакту буде більша вказаних величин, адгезія покриття, яка формується на них, може бути збільшена, і в результаті можуть бути поліпшені такі властивості, як стійкість до поверхневого пошкодження різі і корозійна стійкість. З цієї причини на поверхнях контакту щонайменше однієї і переважно обох з охоплюваної частини 1 нарізного з'єднання і охоплюючої частини 2 нарізного з'єднання до формування покриття переважно виконується попередня обробка поверхні, яка може збільшити поверхневу шорсткість. Одним типом такої попередньої обробки поверхні є формування підготовчого покриття 18, 21, що має збільшену поверхневу шорсткість. Таке формування може бути виконане шляхом хімічної обробки, такої, як фосфатування, обробка оксалатами або боратами, яка формує покриття з голчатих кристалів, які збільшують поверхневу шорсткість, або шляхом дробоструминної обробки залізними кульками, покритими цинком або цинковим сплавом, для того, щоб сформувати пористе покриття на основі цинку. Інші типи попередньої обробки поверхні включають в себе дробоструминну обробку або піскоструминну обробку і труєння. Такі види обробки можуть збільшити поверхневу шорсткість самого субстрату, і тоді ніякого попереднього покриття для підготовки поверхні не потрібно. Як попередня обробка поверхні може використовуватися металеве покриття, здатне збільшувати адгезію твердого мастильного покриття або твердого антикорозійного покриття, хоча воно і не дає ефекту надання поверхні шорсткості. Металеве покриття може бути багатошаровим покриттям, що формує два або більше шари. Попередня обробка поверхні звичайно формує покриття, яке має однорідну товщину на поверхні нарізного з'єднання, і форма канавки 9a по суті зберігається після попередньої обробки поверхні. Тверде антикорозійне покриття До твердого антикорозійного покриття висуваються наступні вимоги: воно не повинно легко руйнуватися під впливом сил, що прикладаються при встановленні протектора для захисту поверхні контакту охоплюваної частини нарізного з’єднання або охоплюючої частини нарізного з'єднання до моменту операції згвинчування нарізного з'єднання, воно не повинно розчинятися під дією конденсованої води під час транспортування або зберігання, і воно не повинно легко розм'якшуватися навіть при температурах, що перевищують 40 °C. Тверде антикорозійне покриття, яке має такі властивості, може бути сформоване з термореактивної смоли, але переважно воно є покриттям зі смоли, яка отверджується ультрафіолетовими променями. Оскільки покриття зі смоли, яка отверджується ультрафіолетовими променями, звичайно є дуже прозорим, воно переважно формується на поверхні контакту охоплюваної частини нарізного з’єднання. Охоплювана частина нарізного з’єднання, яка звичайно формується на зовнішній поверхні кінців сталевої труби, більше схильна до пошкодження під час транспортування, ніж охоплююча частина нарізного з'єднання. Тому під час згвинчуння поверхня охоплюваної частини нарізного з’єднання і, зокрема, поверхня його нарізної частини часто перевіряється шляхом візуальної інспекції на присутність або відсутність пошкоджень. Покриття зі смоли, що отверджується ультрафіолетовими променями, не ускладнює таку візуальну інспекцію і дозволяє провести її без видалення покриття. Товщина твердого антикорозійного покриття звичайно знаходиться в діапазоні від 5 до 50 мкм і переважно в діапазоні від 10 до 30 мкм. Тверде антикорозійне покриття звичайно формується однорідно на поверхні нарізного з'єднання, включаючи канавку і нарізну частину, і має міцну адгезію для того, щоб захистити поверхню нарізного з'єднання під час транспортування і зберігання. Отже, існує лише невелика ймовірність того, що воно заповнить вищезазначену канавку 9a в поверхні заплечика нарізного з'єднання і буде перешкоджати функціонуванню канавок як канал витікання. Докладніша інформація по смолі, яка отверджується ультрафіолетовими променями, знаходиться у вищезазначеному патентному документі 2. Тверде мастильне покриття 10 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 60 У даному винаході тверде мастильне покриття, яке має пластичні або в’язкопластичні реологічні властивості, і яке може сприяти досягненню поліпшеної стійкості до поверхневого пошкодження різі, газонепроникності і антикорозійних властивостей для нарізного з'єднання труб, формується на поверхні контакту щонайменше однієї з охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання. Коли покриття зі смоли, яка отверджується ультрафіолетовими променями, формується на поверхні контакту охоплюваної частини нарізного з'єднання як тверде антикорозійне покриття, як згадано вище, тверде мастильне покриття формується на поверхні контакту охоплюючої частини нарізного з'єднання. Хоча тверде мастильне покриття, що має пластичні або в’язкопластичні реологічні властивості, детально пояснене в патентному документі 2, нижче дається коротке пояснення. Цей тип твердого мастильного покриття звичайно являє собою покриття, яке містить невелику кількість твердого мастила, розсіяного в матриці, що має пластичні або в’язкопластичні реологічні властивості. Переважно тверде мастильне покриття включає в себе від 70 до 95% мас. матриці і від 5 до 30% мас. твердого мастила. Оскільки пропорція твердого мастила є невеликою, покриття загалом має пластичні або в’язкопластичні реологічні властивості матриці. Матриця переважно має температуру плавлення в діапазоні від 80 до 320 °C. У результаті стає можливим формувати тверде мастильне покриття шляхом нанесення розпиленням розплавленого складу при температурі щонайменше точки плавлення матриці, використовуючи звичайний фарборозпилювач. Матриця переважно включає в себе термопластичний полімер, віск і металеве мило, і більш переважно вона додатково містить антикорозійну добавку і нерозчинну у воді рідку смолу. Термопластичний полімер, який використовується в матриці, переважно є поліетиленом. Поліетилен має відносно низьку точку плавлення, так що покриття розпиленням розплаву може бути виконане при температурі 150 °C або нижче, і сформоване покриття має чудові мастильні властивості. Металеве мило є милом з вищої жирної кислоти (жирна кислота, що має щонайменше 12 атомів вуглецю) і металу, відмінного від лужного металу. Металеве мило забезпечує ефект фіксації осколків, які утворюються під час згвинчування або розгвинчування нарізного з'єднання, і запобігання їх потраплянню у зовнішнє середовище. У доповнення до цього металеве мило має ефект збільшення маслянистості покриття за рахунок зменшення коефіцієнта тертя, а також воно має протикорозійну дію. Переважним металевим милом є стеарат цинку і стеарат кальцію. Віск виконує ті ж самі функції, що і металеве мило. Відповідно, тверде мастильне покриття може містити тільки одне з металевого мила і воску, але переважно, щоб тверде мастильне покриття містило і металеве мило, і віск, тому що це поліпшує мастильну здатність покриття. Віск має низьку температуру плавлення і, отже, має ту перевагу, що він знижує температуру плавлення покривного матеріалу і відповідно температуру, при якій здійснюється нанесення розпиленням. Віск може бути будь-яким тваринним, рослинним, мінеральним або синтетичним воском. Особливо переважним воском є карнаубський віск. Масове співвідношення воску до металевого мила знаходиться переважно в діапазоні від 0,5 до 3 частин воску на одну частину металевого мила. Це масове співвідношення більш переважно становить від 0,5 до 2 і найбільш переважно приблизно дорівнює 1. Переважними є такі антикорозійні добавки, які традиційно додаються як антикорозійні добавки до мастильних масел, тому що вони мають чудову мастильну здатність. Представницькі приклади цього типу антикорозійних добавок включають в себе похідне сульфонату кальцію, що продається компанією Lubrizol Corporation під торговою маркою Alox™ 606, фосфосилікат цинку і стронцію, що продається компанією Halox під торговою маркою Halox™ SZP-391, й інгібітор NA-SUL™ Ca/W1935, що виробляється компанією King Industries, Inc. Присутність антикорозійної добавки в твердому мастильному покритті дозволяє до деякої міри запобігти корозії поверхонь контакту тільки за рахунок твердого мастильного покриття, навіть якщо на них не сформоване тверде антикорозійне покриття. Для цієї мети тверде мастильне покриття переважно містить щонайменше 5% мас. антикорозійної добавки. Нерозчинна у воді рідка смола (смола, яка є рідкою при кімнатній температурі) збільшує текучість складу покриття в розплавленому стані, зменшуючи тим самим проблеми під час нанесення покриття розпиленням. Якщо вона присутня в невеликій кількості, рідка смола не додає клейкості утворюваному твердому мастильному покриттю. Переважні рідкі смоли вибираються з полі(алкілметакрилату), полібутилену, поліізобутилену і полідіалкілсилоксану (рідких кремнійорганічних смол, таких, як полідиметилсилоксан). Рідкі полідіалкілсилоксани також функціонують як поверхнево-активна речовина. 11 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 У доповнення до вищеописаних компонентів матриця може містити невеликі кількості інших добавок, вибраних із поверхнево-активних речовин, пігментів, антиоксидантів і т. п. Матриця також може містити агент надвисокого тиску, рідке мастило і т. п. в надзвичайно малих кількостях, не більше 2% мас. Приклад переважного складу (% мас.) матриці твердого мастильного покриття: від 5 до 40% термопластичного полімеру, від 5 до 30% воску, від 5 до 30% металевого мила, від 0 до 50% антикорозійної добавки, від 0 до 17% нерозчинної у воді рідкої смоли, від 0 до 2% кожної з поверхово-активної речовини, пігменту і антиоксиданту і від 0 до 2% кожного з агента надвисокого тиску і рідкого мастила. Для кожного компонента можуть використовуватися два або більше матеріали. Приклад конкретнішого складу (% мас.) матриці переважного твердого мастильного покриття: від 5 до 40% гомополімеру поліетилену, від 5 до 30% карнаубського воску, від 5 до 30% стеарату цинку, від 5 до 50% антикорозійної добавки, від 0 до 15% полі(алкілметакрилату), від 0 до 2% полі(диметилсилоксану), від 0 до 2% пігменту і від 0-1% антиоксиданту. Тверде мастило, яке дисперговане в матриці, означає порошок, що має мастильну здатність. Переважно можуть використовуватися одне або більше твердих мастил, вибраних із графіту, оксиду цинку, нітриду бору, дисульфіду молібдену, дисульфіду вольфраму, фториду графіту, сульфіду олова, сульфіду вісмуту, політетрафторетилену (PTFE) і поліамідів. У доповнення до твердого мастила тверде мастильне покриття може містити неорганічний порошок для регулювання ковзних властивостей. Прикладами такого неорганічного порошку є дисульфід вольфраму і оксид вісмуту. Неорганічний порошок може міститися в твердому мастильному покритті в кількості аж до 20% мас. Тверде мастильне покриття переважно формується способом гарячого розплаву. Цей спосіб виконується шляхом нагрівання складу покриття (що містить вищеописану матрицю і порошок твердого мастила) для того, щоб розплавити матрицю, і розпилення складу в розплавленому стані з фарборозпилювачем, що має можливість підтримання температури. Температура нагрівання складу переважно є температурою, яка на 10-50 °C вища температури плавлення матриці. Субстрат (такий, як поверхня контакту охоплюючої частини нарізного з'єднання), який покривається, переважно нагрівається до температури вище, ніж температура плавлення матриці. При виконанні підігрівання може бути одержана хороша покриваність. Альтернативно, коли склад покриття містить невелику кількість (наприклад, не більше 2% мас.) поверховоактивної речовини, такої, як полідиметилсилоксан, стає можливим сформувати хороше покриття, не підігріваючи субстрат або підігріваючи субстрат до температури нижче, ніж температура плавлення матриці. Покриваючий склад плавиться шляхом нагрівання в резервуарі, обладнаному придатним перемішуючим пристроєм, і розплавлений склад подається компресором у розпилювальну головку (в якій підтримується попередньо визначена температура) фарборозпилювача через дозувальний насос і розпилюється на субстрат. Температура, при якій підтримується внутрішня частина резервуара і розпилювальна головка, регулюється відповідно до температури плавлення матриці складу. Товщина твердого мастильного покриття переважно знаходиться в діапазоні від 10 до 150 мкм і більш переважно — в діапазоні від 25 до 80 мкм. Якщо товщина твердого мастильного покриття є дуже малою, мастильна здатність нарізного з'єднання для труб, звичайно ж, стає невідповідною, і поверхневе пошкодження різі легко відбувається під час згвинчування або розгвинчування. Крім того, хоча тверде мастильне покриття має певний ступінь корозійної стійкості, якщо товщина покриття є дуже малою, корозійна стійкість стає невідповідною. Створення дуже великої товщини твердого мастильного покриття не тільки даремно витрачає мастило, а і суперечить вимогам запобігання забрудненню навколишнього середовища. У доповнення до цього, іноді під час згвинчування має місце проковзування, і згвинчування може 12 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 стати ускладненим. У даному винаході товщина твердого мастильного покриття обмежується так, щоб вона задовольняла нижчеописане рівняння (1). Коли або тверде мастильне покриття, або антикорозійне покриття формуються на поверхні контакту, яка має в результаті обробки поверхні збільшену поверхневу шорсткість, товщина покриття переважно більша, ніж шорсткість Rz субстрату. Якщо це не так, то покриття іноді може не повністю покривати субстрат. Коли субстрат є шорсткуватим, товщина покриття являє собою середнє значення товщини всього покриття, яка може бути обчислена, виходячи з площі, маси і густини покриття. Нарізне з'єднання для труб відповідно до даного винаходу задовольняє співвідношенню між 3 сумарним об'ємом V (мм ) канавок 9a і вагою W (г) твердого мастильного покриття 22, що виражається наступним рівнянням (1), що переважно виражається наступним рівнянням (1') і більш переважно, що виражається наступним рівнянням (1''): 3 V/W≥24 (мм /г) (1) 3 V/W≥25 (мм /г) (1') 3 V/W≥28 (мм /г) (1''). Сумарний об'єм V канавок являє собою сумарний об'єм канавок 9a (частин канавок 9a-1 і 9a-2 у випадку канавок, що мають дворівневу структуру), сформованих у поверхнях заплечика охоплюваної частини нарізного з’єднання і охоплюючій частині нарізного з'єднання, і коли є дві або більше канавок, він становить суму об'ємів всіх канавок. Коли є множина канавок, що мають одну і ту ж форму, сумарний об'єм канавок може бути визначений відповідно до рівняння: (площа поперечного перерізу однієї канавки) × (довжина однієї канавки) × (кількість канавок). Вага W твердого мастильного покриття являє собою кількість маси твердого мастильного покриття, нанесеного на поверхні нарізного з'єднання, а саме — на протилежні поверхні охоплюваної частини нарізного з’єднання і охоплюючої частини нарізного з'єднання. Коли і охоплювана частина нарізного з’єднання, і охоплююча частина нарізного з'єднання мають тверде мастильне покриття, вага покриття являє собою суму ваги покриття охоплюваної частини нарізного з’єднання і ваги покриття охоплюючої частини нарізного з'єднання. А саме: вага твердого мастильного покриття є кількістю на одне нарізне з'єднання. Вага твердого мастильного покриття на одне нарізне з'єднання може бути визначена шляхом підготовки макетного зразка нарізного з'єднання з тим же самим розміром, використовуючи полегшений матеріал, такий, як, наприклад, папір, нанесення того ж самого покриваючого складу на макетний зразок при тих же самих умовах, які використовуються при формуванні твердого мастильного покриття на реальному нарізному з'єднанні, і обчислення різниці у вазі макетного зразка до і після нанесення складу. У нарізному з'єднанні для труб відповідно до даного винаходу тверде мастильне покриття, сформоване на його поверхні контакту, тече під великим навантаженням, що прикладається під час згвинчування, завдяки його пластичній або в’язкопластичній природі, і значна частина твердого мастильного покриття на герметизуючій поверхні і поверхні заплечика нарізного з'єднання витісняється в довкілля. Частина витісненого твердого мастильного покриття входить в область 13, яка не контактує. Якщо тиск текучого середовища, що входить в область 13, яка не контактує, стає високим, з'являється можливість зниження газонепроникності нарізного з'єднання, досягнутої герметизуючими поверхнями. Для того, щоб усунути цю можливість, у поверхні заплечика нарізного з'єднання формується канавка 9a, яка сполучається з областю 13, яка не контактує, і функціонує як канал витікання. Однак, якщо вага твердого мастильного покриття є дуже великою, тверде мастильне покриття заповнює канавку 9a, сформовану в поверхні заплечика нарізного з'єднання. Оскільки значне зусилля, що породжується згвинчуванням, не прикладається до внутрішньої частини канавки 9a, тверде мастильне покриття в канавці може текти дуже погано. Отже, канавка стає забитою твердим мастильним покриттям і більше не може функціонувати як канал витоку, що приводить до закупорювання області, яка не контактує. У результаті текуче середовище високого тиску закривається в області 13, яка не контактує, що приводить до погіршення газонепроникності нарізного з'єднання. Фіг. 4 являє собою графік, що показує співвідношення між сумарним об'ємом канавок 9a і вагою твердого мастильного покриття на нарізному з'єднанні, одержаному у випробуванні ущільнення, яке пояснюється в прикладі. На цьому кресленні NG вказує на те, що сталося закупорювання області, яка не контактує, а OK вказує на те, що ніякого закупорювання немає. Як показано на графіку, зображеному на фіг. 4, в міру того, як сумарний об'єм канавки збільшується, максимальна вага твердого мастильного покриття, при якій ще не відбувається закупорювання області, яка не контактує, збільшується. З цього графіка можна бачити, що закупорювання області 13, яка не контактує, внаслідок забивання канавок 9a може бути 13 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 60 відвернуте, якщо сумарний об'єм канавок 9a і вага твердого мастильного покриття задовольняють вищенаведеній формулі (1). Навіть якщо тверде мастильне покриття не формується на поверхні областей 13, 14, які не контактують, завдяки пропорції площі цих областей, яка дуже обмежена порівняно із загальною площею поверхні нарізного з'єднання, задоволення вищезазначеної формули (1) досить для того, щоб запобігти закупорюванню текучого середовища високого тиску в області 13, яка не контактує. Об'єм канавки залежить від ширини її отвору у верхньому кінці (ширина канавки), її глибини і форми її поперечного перерізу. У випадку V-подібної канавки ширина і глибина канавки залежать від кута кінчика різального інструмента, що використовується для нарізання канавки. Отже, коли вага покриття, необхідна для надання нарізному з'єднанню бажаної стійкості до поверхневого пошкодження різі і антикорозійних властивостей, відома, форма канавки (кут нарізання канавки, ширина, глибина і довжина канавки) і кількість канавок можуть бути визначені так, щоб вони задовольняли вищенаведеному рівнянню (1). В міру того, як сумарний об'єм канавок 9a збільшується, площа контактування поверхонь заплечика нарізного з'єднання (площа тих поверхонь заплечика нарізного з'єднання, які входять в контакт одна з одною), обов'язково зменшується, тому що канавки не входять у контакт із протилежною поверхнею. Оскільки поверхні заплечика нарізного з'єднання (головні поверхні заплечика нарізного з'єднання у випадку вищеописаної дворівневої структури) забезпечують характеристики обертального моменту (виконують роль підтримки обертального моменту і стискаючого зусилля), надмірне зменшення площі контактування поверхонь заплечика нарізного з'єднання приводить до погіршення характеристик обертального моменту. Фіг. 5 являє собою графік, що показує співвідношення між шириною канавок (мм) і часткою площі контактування головної поверхні заплечика нарізного з'єднання в нарізному з'єднанні для труб, розкритому в патентному документі 1, що має дворівневу поверхню заплечика нарізного з'єднання зі сформованими на ній трьома канавками 9a і що має зовнішній діаметр 10-3/4" (27,3 см) і номінальну вагу 60,7 фунтів/фут (90,4 кг/м), що є індикатором товщини стінки. Було знайдено, що для того, щоб гарантувати характеристики обертального моменту, необхідні для головних поверхонь заплечика нарізного з'єднання, бажано, щоб частка площі контактування становила щонайменше 60%, іншими словами, щоб частка площі, зайнята отворами у верхніх кінцях канавок 91 в головній поверхні заплечика нарізного з'єднання, в якій сформовані канавки, була меншою, ніж 40%. Як можна бачити з фіг. 5, у випадку нарізного з'єднання для труб, що має вищезазначену форму, якщо ширина канавок 9a-1 становить 3,6 мм або менше, частка площі контактування головних поверхонь заплечика нарізного з'єднання становить щонайменше 60%. Для нарізного з'єднання для труб, що має іншу форму, верхня межа для ширини канавки може бути визначена аналогічним чином. У випадку нарізного з'єднання, яке не має дворівневої структури, частка площі, занятої отворами канавки або канавками у всій поверхні заплечика нарізного з'єднання, переважно становить менше 40%. Наступний приклад призначений для ілюстрації даного винаходу без його обмеження. Приклад Випробування на ущільнення (випробування, в якому внутрішній тиск і зовнішній тиск прикладаються до нарізного з'єднання, в той час як до нього прикладаються розтягувальне зусилля і стискаюче зусилля) виконувалося з використанням нарізних з'єднань для труб, які мають розміри, показані в таблиці 1. Нарізні з'єднання мали форму, показану на фіг. 1A-1C і фіг. 2A і 2B, з канавками 9a, сформованими на поверхнях заплечика нарізного з'єднання, які мають ширину і глибину, показані в таблиці 1. Охоплювана частина 1 нарізного з’єднання і охоплююча частина 2 кожного з випробуваних нарізних з'єднань для труб мали поверхні контакту, що складаються з нарізних частин 3, 7, герметизуючих поверхонь 5, 8 і поверхонь заплечика нарізного з'єднання, а також сформовану область 13, яка не контактує, між герметизуючими поверхнями і поверхнями заплечика нарізного з'єднання. Осьова довжина герметизуючих поверхонь становила від 3 до 5 мм, а осьова довжина області, яка не контактує, становила від 5 до 15 мм. Як показано на фіг. 1C, поверхні заплечика нарізного з'єднання мали головні поверхні 9, 11 заплечика нарізного з'єднання і поверхні підплечика 10, 12. Радіальна товщина (в напрямку, перпендикулярному до осі труби) головних поверхонь заплечика була в 2-6 разів більша, ніж радіальна товщина підплечика. Кут нахилу θ2 поверхонь підплечика становив від 65 до 75°, а кут нахилу θ 1 головної поверхні заплечика нарізного з'єднання становив від 10 до 20° відносно площини, перпендикулярної до осі труби. Як показано на фіг. 2A і 2B, кожна з головної поверхні 9 заплечика нарізного з'єднання і поверхні 11 підплечика охоплюваної частини 1 нарізного з’єднання мала канавку 9a або, конкретніше, частини канавки 9a-2 і 9a-1, відповідно, розташовані в трьох місцях. Кожна частина канавки простягалася на 50-75° в круговому 14 UA 109617 C2 5 10 15 20 25 30 35 40 45 50 55 60 напрямку. Як показано на фіг. 2D, частини канавки 9a-1 і 9a-2 кожної пари були з’єднані з'єднувальним каналом 9c, сформованим в частині поверхні заплечика охоплюючої частини 2 нарізного з'єднання, протилежній до гребеня 9b поверхні заплечика охоплюваної частини 1 нарізного з’єднання. На поверхні охоплюваної частини 1 нарізного з’єднання, остаточна обробка якої була виконана на шліфувальному станку (поверхнева шорсткість - 3 мкм), було сформоване покриття з фосфату цинку товщиною 8 мкм, що має поверхневу шорсткість 8 мкм, а зверху нього шляхом розпилення був нанесений комерційно доступний покриваючий склад смоли, що отверджується ультрафіолетовими променями (ThreeBond 3113B виробництва компанії ThreeBond Co., Ltd., яка являє собою покриваючий склад смоли, яка отверджується ультрафіолетовими променями, який не містить розчинника, на основі епоксидної смоли), і отверджений опроміненням ультрафіолетовим світлом для того, щоб сформувати покриття зі смоли, яка отверджується ультрафіолетовими променями, що має товщину 25 мкм. Це покриття було прозорим, і зовнішня різь охоплюваної частини нарізного з’єднання могла бути вільно оглянута неозброєним оком або через лупу. На поверхні охоплюючої частини 2 нарізного з'єднання, остаточна обробка якої була виконана на шліфувальному станку (поверхнева шорсткість - 3 мкм), було сформоване покриття з фосфату марганцю товщиною 12 мкм, що має поверхневу шорсткість 10 мкм. Мастильний покриваючий склад, що має склад, показаний нижче, нагрівався при температурі 150 °C в резервуарі, обладнаному мішалкою, для того, щоб сформувати розплав, який має в'язкість, придатну для нанесення. Поверхня охоплюючої частини нарізного з'єднання, оброблена вищеописаним чином, була підігріта до температури 130 °C за допомогою індукційного нагрівання, і на неї був нанесений розплавлений мастильний покриваючий склад з використанням фарборозпилювача, що має розпилювальну головку з можливістю підтримання температури. Кількість покриваючого складу, що наноситься, була встановлена такою, що дорівнює кількості, достатній для того, щоб сформувати покриття, що має товщину 50 мкм, з урахуванням площі поверхні охоплюючої частини нарізного з'єднання. Під час нанесення з'єднання, яке складало охоплюючу частину нарізного з'єднання, оберталося з постійною кутовою швидкістю. Після охолоджування було сформоване тверде мастильне покриття, яке має в’язкопластичні реологічні властивості. Вага твердого мастильного покриття була визначена як різниця ваги до і після нанесення, коли той же самий покриваючий склад був нанесений на макет охоплюючої частини нарізного з'єднання, зроблений з паперу, при тих же самих умовах. Вага твердого мастильного покриття показана в таблиці 1 нарівні з розрахунковим значенням сумарного об'єму канавок 9a, поділеним на вагу покриття. Склад мастильного покриття: - 9% гомополімеру поліетилену (Licowax™ PE 520 виробництва компанії Clariant); - 15% карнаубського воску; - 15% стеарату цинку; - 5% рідкого поліалкілметакрилату (Viscoplex™ 6-950 виробництва компанії Rohmax); - 40% антикорозійної добавки (ALOX™ 606 виробництва компанії Lubrizol); - 3,5% фториду графіту; - 1% оксиду цинку; - 5% двооксиду титану; - 5% триоксиду вісмуту; - 1% кремнійорганічного матеріалу (полідиметилсилоксану); і - антиоксидант (виробництва компанії Ciba-Geigy), що складається з 0,3% Irganox™ L150 і 0,2% Iragafos™ 168. У випробуванні на ущільнення була виміряна зміна тиску в області 13, яка не контактує. Як показано на фіг. 6, це вимірювання було виконане шляхом формування отвору 2a, який проходив тільки через охоплюючу частину 2 нарізного з'єднання до області 13, яка не контактує, і вимірювання тиску в цій області. Випробування на ущільнення виконувалося за умов, що відповідали стандарту ISO 13679:2002, Група А і Група В (при температурі навколишнього середовища і при високій температурі). Стандарт ISO 13679:2002 є міжнародним стандартом для випробувань на з'єднаннях для труб, що застосовуються в нафтовій промисловості, і включає в себе наступні три типи випробувань на ущільнення, які перевіряють газонепроникність з'єднання при різних навантаженнях і температурах, і випробування на з'єднання і роз'єднання, яке перевіряє, скільки разів з'єднання може бути піддане згвинчуванню і розгвинчуванню. Група А: Внутрішній тиск і зовнішній тиск прикладаються в стані, в якому розтягувальне/стискаюче зусилля прикладається до з'єднання в згвинченому стані. 15 UA 109617 C2 5 10 15 20 25 Група В: внутрішній тиск прикладається в стані, в якому розтягувальне/стискаюче/згинаюче зусилля прикладається до з'єднання в згвинчуваному стані. Група С: тепловий цикл застосовується до з'єднання в згвинченому стані при розтягуванні і внутрішньому тиску. У цьому прикладі в результаті виконання випробувань Групи А, після яких виконувалися випробування Групи В на тому ж самому нарізному з'єднанні, наявність або відсутність замкнення текучого середовища високого тиску в області, яка не контактує, визначалася на основі зміни тиску всередині області, як описано нижче. Всі нарізні з'єднання для випробовуваних труб були зроблені з вуглецевої сталі Р110. Вуглецева сталь Р110 відповідає Технічним умовам Американського нафтового інституту на нафтопродукти і нафтове обладнання 5CT (ISO 11960:2004), який є міжнародним стандартом для труб, що застосовуються в нафтовій промисловості. Технічними характеристиками, що стосуються нарізного з'єднання, є граничне напруження зсуву, що дорівнює 110-140 фунтів на квадратний дюйм, і межа міцності при розтягуванні, що дорівнює щонайменше 125 фунтам на квадратний дюйм. Канавки 9a були сформовані в V-подібній формі з глибиною 0,4 мм, 0,6 мм або 0,8 мм, із використанням різального інструмента, що має кут вершини 35° або 55°. Ширина отвору кожної з цих канавок показана в таблиці 1. Частка площі головної поверхні заплечика охоплюваної частини нарізного з’єднання, зайнятої канавками 9a (на їх отворах), була обчислена, виходячи з ширини і довжини кожної канавки, а також кількості канавок. Як показано в таблиці 1, для будьякого з нарізних з'єднань, які перевіряються, частка площі, зайнята отворами канавок, становила менше 40%, таким чином, частка площі поверхні контакту становила щонайменше 60%. Для того, щоб оцінити, чи було текуче середовище високого тиску замкнуте в області 13, яка не контактує, вимірювався тиск в цій області і тиск в нарізному з'єднанні для труб. Коли різниця між цими двома тисками ставала такою, що тиск всередині області, яка не контактує, не зменшувався навіть тоді, коли тиск в нарізному з'єднанні зменшувався, фіксувався факт того, що текуче середовище високого тиску замкнуте в області, яка не контактує. Результати випробувань показані в таблиці 1. 30 Таблиця 1 Розміри сталевих труб Форма канавок Зовнішній діаметр (дюйми) Номінальна вага (фунт/фут) Глибина (мм) Ширина (мм) 7 7 9,625 9,625 10,75 10,75 13,375 13,375 29 29 53,5 53,5 60,7 60,7 72 72 0,4 0,6 0,4 0,6 0,4 0,6 0,6 0,8 2,21 2,9 2,21 2,9 2,21 2,9 2,9 2,52 Вага покриття твердого мастила (г/сполука) 10,6 10,6 15,6 15,6 18,2 18,2 24 24 * V/W 3 (мм /г) 15,1 27,3 16,8 30,5 16,2 29,4 22,9 28,2 Закривання текучого середовища під високим тиском Да Ні Да Ні Да Ні Да Ні Частка площі ** канавок (%) 24,5 30,7 22,8 29,1 23,6 30,2 35,7 31,5 * V/W: сумарний об’єм канавок/вага твердого мастильного покриття Частка площі головної поверхні заплечика охоплюваної частини нарізного з’єднання, зайнята канавками ** 35 Як показано в таблиці 1, навіть коли зовнішній діаметр і номінальна вага (товщина стінки) нарізного з'єднання для труб змінювалися (що приводило до зміни площі поверхні заплечика нарізного з'єднання), було можливо перешкоджати замкненню текучого середовища високого тиску в області 13, яка не контактує, якщо сумарний об'єм канавок 9a і вага твердого мастильного покриття задовольняли вищенаведеному рівнянню (1). ФОРМУЛА ВИНАХОДУ 40 1. Нарізне з'єднання для труб, яке включає в себе охоплювану частину і охоплюючу частину, кожна з яких має поверхню контакту, яка включає в себе нарізну частину і ненарізну металеву 16 UA 109617 C2 5 10 15 20 25 30 контактну частину, причому ненарізна металева контактна частина включає в себе герметизуючу поверхню і поверхню заплечика, причому поверхня заплечика охоплюваної частини розташована на кінцевій поверхні охоплюваної частини, область, яка не контактує, в якій охоплювана частина і охоплююча частина не контактують одна з одною, яка знаходиться між герметизуючими поверхнями і поверхнями заплечика охоплюваної частини і охоплюючої частини, причому нарізне з'єднання має одну або більше канавок, які сформовані в поверхні заплечика щонайменше однієї з охоплюваної частини і охоплюючої частини і проходять до області, яка не контактує, і внутрішньої частини нарізного з'єднання, яке відрізняється тим, що щонайменше поверхня контакту щонайменше однієї з охоплюваної частини і охоплюючої частини має сформоване на ній тверде мастильне покриття, яке має пластичні або в'язкопластичні реологічні властивості, і 3 сумарний об'єм V (мм ) канавок і вага W (г) твердого мастильного покриття задовольняють наступному рівнянню (1): 3 V/W≥24 (мм /г) (1). 2. Нарізне з'єднання для труб за п. 1, в якому кожна з поверхонь заплечика охоплюваної частини і охоплюючої частини утворена головною поверхнею заплечика і поверхнею підплечика, з'єднаною з головною поверхнею заплечика, причому поверхня заплечика має зворотний кут нахилу і проходить до внутрішньої частини нарізного з'єднання, а поверхня підплечика розташована між головною поверхнею заплечика нарізного з'єднання і областю, яка не контактує, і має кут нахилу відносно площини, перпендикулярної до осі труби, який більший аналогічного кута головної поверхні заплечика нарізного з'єднання. 3. Нарізне з'єднання для труб за п. 1, в якому площа верхнього кінця канавок в поверхні заплечика не перевищує 40 % площі поверхні заплечика. 4. Нарізне з'єднання для труб за п. 2, в якому область верхнього кінця канавок в головній поверхні заплечика не перевищує 40 % площі поверхні головної поверхні заплечика. 5. Нарізне з'єднання для труб за будь-яким з пп. 1-4, в якому тверде мастильне покриття формується на поверхні контакту охоплюючої частини. 6. Нарізне з'єднання для труб за п. 5, в якому поверхня охоплюваної частини має тверде антикорозійне покриття, сформоване зі смоли, що отверджується ультрафіолетовими променями. 17 UA 109617 C2 18 UA 109617 C2 19 UA 109617 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 20
ДивитисяДодаткова інформація
Назва патенту англійськоюThreaded joint for pipes
Автори англійськоюOshima, Masahiro, Ugai, Shin, Okada, Takashi, Sasaki, Masayoshi, Yamaguchi, Suguru, Sugino, Masaaki
Автори російськоюОсима Масахиро, Угаи Син, Окада Такасии, Сасаки Масаеси, Ямагути Сугуру, Сугино Масааки
МПК / Мітки
МПК: E21B 17/02, F16L 15/04
Мітки: з'єднання, труб, нарізне
Код посилання
<a href="https://ua.patents.su/22-109617-narizne-zehdnannya-dlya-trub.html" target="_blank" rel="follow" title="База патентів України">Нарізне з’єднання для труб</a>
Герметичне нарізне з’єднання нафтопромислових труб

Номер патенту: 94640
Опубліковано: 25.05.2011
Автори: Ємельянов Олексій Вікторович, Поярков Володимир Георгійович, Сидоренко Павло Миколайович, Щербаков Борис Юрійович, Ємельянов Юрій Федорович, Уразов Микола Васильович, Мульчін Василь Васильович, Фартушний Микола Іванович, Семеріков Костянтин Анатолійович
МПК: E21B 17/042
Мітки: з'єднання, труб, нарізне, герметичне, нафтопромислових
Формула / Реферат:
Герметичне нарізне з'єднання нафтопромислових труб, що включає охоплювану й охоплюючу труби з конічними різьбами, ущільнювальними й упорними поверхнями, перші з яких, що контактують між собою в радіальному напрямку, виконані відповідно на зовнішній поверхні торцевої ділянки охоплюваної й на внутрішній конічній поверхні охоплюючої труби на ділянці між конічною різьбою і тілом труби, а другі контактуючі поверхні виконані відповідно на...
Високогерметичне нарізне з’єднання нафтопромислових труб (варіанти) і спосіб виготовлення нарізного з’єднання цих труб (варіанти)
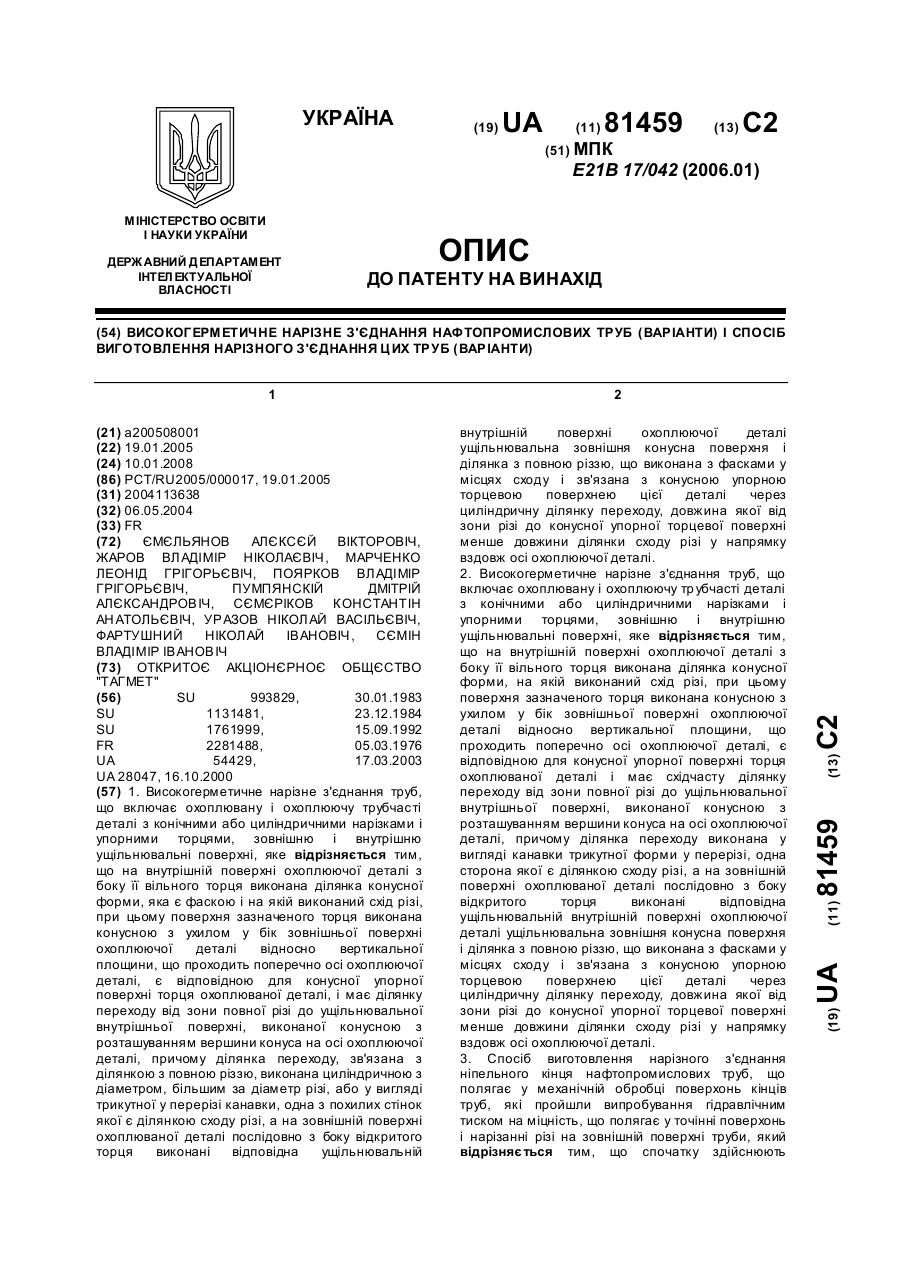
Номер патенту: 81459
Опубліковано: 10.01.2008
Автори: Жаров Владімір Ніколаєвіч, Пумпянскій Дмітрій Алєксандрові, Сємєріков Константін Анатольєв, Сємін Владімір Івановіч, Ємєльянов Алєксєй Вікторовіч, Поярков Владімір Грігорьєвіч, Марченко Леонід Грігорьєвіч, Уразов Ніколай Васільєвіч, Фартушний Ніколай Івановіч
МПК: E21B 17/042
Мітки: спосіб, високогерметичне, нарізне, нарізного, з'єднання, цих, варіанти, нафтопромислових, виготовлення, труб
Формула / Реферат:
1. Високогерметичне нарізне з'єднання труб, що включає охоплювану і охоплюючу трубчасті деталі з конічними або циліндричними нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні, яке відрізняється тим, що на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, яка є фаскою і на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік...
Нарізне з’єднання для обсадних труб
Номер патенту: 3179
Опубліковано: 15.10.2004
Автори: Білецький Ярослав Семенович, Коцкулич Ярослав Степанович, Білецький Мирослав Семенович
МПК: E21B 17/042
Мітки: труб, з'єднання, нарізне, обсадних
Формула / Реферат:
1. Нарізне з'єднання для обсадних труб, що містить елемент з внутрішньою різзю та елемент з зовнішньою різзю, які утворюють два метал-металеві контактні ущільнення, перше з яких утворено при збиранні вільним від різі і є стиковим з'єднанням, а друге утворено конічними нарізними частинами затягнутих поверхонь елемента з внутрішньою різзю та елемента з зовнішньою різзю, яке відрізняється тим, що нарізна частина елемента з зовнішньою різзю...
Нарізне з’єднання для обсадних труб
Номер патенту: 8213
Опубліковано: 15.07.2005
Автори: Сушинський Іван Іванович, Білецький Мирослав Семенович, Коцкулич Ярослав Степанович, Білецький Ярослав Семенович
МПК: E21B 17/042
Мітки: труб, нарізне, з'єднання, обсадних
Формула / Реферат:
Нарізне з'єднання для обсадних труб, що містить елемент з внутрішньою різзю та елемент з зовнішньою різзю, нарізна частина якого має набір сегментів, котрі виконані у формі трапецієподібних жолобів з вигнутими конусоподібними поверхнями із сторони початкової точки різі і у яких розташовані ущільнювальні елементи у формі плашок з округленими конусоподібними поверхнями із однієї сторони, котрі є рухомі при перетяжці або розслабленні в момент...
Нарізне з’єднання для сталевих труб
Номер патенту: 82694
Опубліковано: 12.05.2008
Автори: Івамото Мітіхіко, Нагасаку Сігео, Руссі Габріель, Ямамото Міюкі, Верже Ерік, Дютійєль П'єр, Сугіно Масаакі
МПК: F16L 9/00
Мітки: сталевих, труб, з'єднання, нарізне
Формула / Реферат:
1. Нарізне з'єднання для сталевих труб, що містить ніпель і муфту, причому ніпель має зовнішню різь, ущільнювальну поверхню і поверхню заплечика, муфта має внутрішню різь, ущільнювальну поверхню і поверхню заплечика, причому зовнішня різь взаємодіє із внутрішньою різзю, ущільнювальна поверхня ніпеля взаємодіє з радіальним натягом із відповідною ущільнювальною поверхнею муфти, а поверхня заплечика ніпеля у напрямі осі примикає до відповідної...
Попередній патент: Антена багатосмугова
Наступний патент: Мембранний апарат
Випадковий патент: Спосіб клінічної діагностики та класифікації стану крайового прилягання вкладок до тканин зуба