Композиція для утворення твердого покриття і трубне нарізне з’єднання
Формула / Реферат
1. Композиція для утворення твердого покриття, утвореного на поверхні контакту щонайменше одного ніпеля і муфти трубного нарізного з'єднання, що містить
змішаний розчинник, що включає в себе воду і диполярний апротонний розчинник, і порошкоподібну органічну смолу, яка частково розчинна щонайменше в диполярному апротонному розчиннику,
причому порошкоподібна органічна смола наявна в розчиненому або диспергованому в змішаному розчиннику стані, причому
порошкоподібна органічна смола містить одну або дві сполуки, вибрані з поліамідоімідної смоли і епоксидної смоли, і
диполярний апротонний розчинник містить одну або дві сполуки, вибрані з диметилсульфоксиду і g-бутиролактону.
2. Композиція для утворення твердого покриття за п. 1, що додатково містить мастильні частинки.
3. Композиція для утворення твердого покриття за п. 1 або 2, яка додатково містить фторкаучук.
4. Композиція для утворення твердого покриття за п. 1, в якій, коли загальна кількість компонентів в композиції для твердого покриття складає 100 мас. %, кількість води складає від 10 до 50 мас. %, кількість диполярного апротонного розчинника складає від 25 до 55 мас. %, і кількість порошкоподібної органічної смоли складає від 5 до 25 мас. %.
5. Трубне нарізне з'єднання, що містить
ніпель і муфту, які забезпечені контактною поверхнею, що включає в себе ділянку з різзю і металеву контактну ділянку без різі;
в яких контактна поверхня щонайменше одного елемента - ніпеля і муфти - містить тверде покриття, утворене з композиції для утворення твердого покриття за будь-яким з пп. 1-4.
6. Трубне нарізне з'єднання за п. 5,
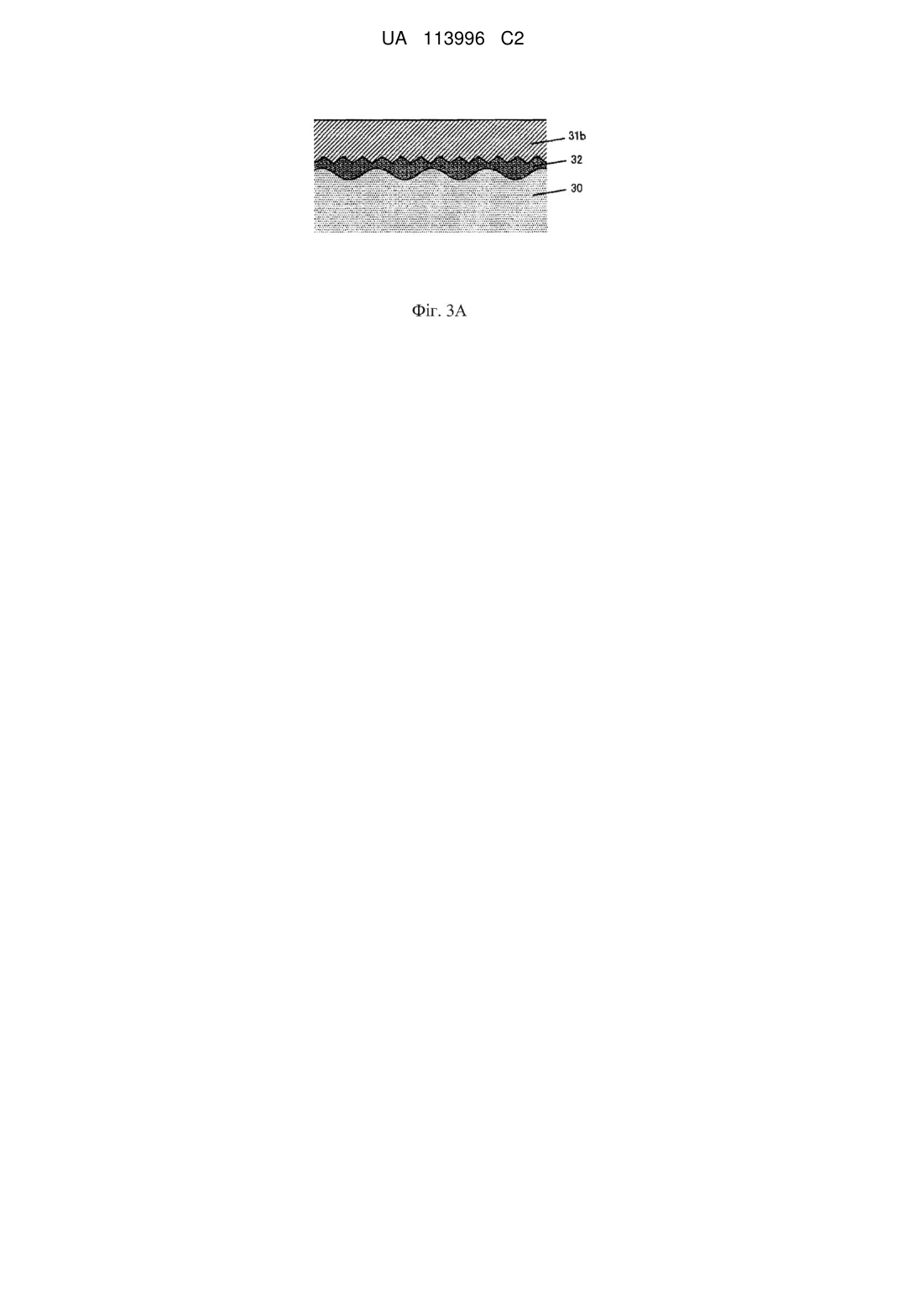
в якому тверде покриття містить: перший шар, який не містить мастильних частинок; і утворений на ньому другий шар, який містить мастильні частинки.
7. Трубне нарізне з'єднання за п. 5 або 6,
в якому товщина твердого покриття становить від 5 до 100 мкм.
Текст
Реферат: Композиція для утворення твердого покриття, що включає в себе композицію, яка одержується шляхом включення порошкоподібної органічної смоли, яка частково розчинна щонайменше в диполярному апротонному розчиннику, і змішаний розчинник, що включає в себе воду і диполярний апротонний розчинник. При цьому порошкоподібна органічна смола знаходиться в змішаному розчиннику в розчиненому стані або диспергована в змішаному розчиннику. UA 113996 C2 ДЕРЖАВНА СЛУЖБА ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ УКРАЇНИ UA 113996 C2 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки, до якої належить винахід Даний винахід стосується композиції для утворення твердого покриття, що застосовується при затягненні трубного нарізного з'єднання, яке з'єднує сталеві труби, такі як труби для нафтових свердловин, і трубного нарізного з'єднання, що містить тверде покриття, утворене із застосуванням композиції для утворення твердого покриття. Дана заявка має пріоритет патентної заявки Японії № 2012-200118, поданої 12 вересня 2012 р, вміст якої включений в цей документ шляхом посилання. Суть винаходу Труби для нафтових свердловин, такі як труби насосно-компресорних колон або обсадних колон, застосовуються для буріння нафтової свердловини, призначеної для видобування сирої нафти або газойлю. Звичайно труби для нафтових свердловин з’єднуються (затягуються) одна з одною із застосуванням трубного нарізного з'єднання. Глибина нафтової свердловини згідно з попереднім рівнем техніки становила від 2000 м до 3000 м. В останні роки глибина глибокої нафтової свердловини, такої як глибоководна нафтова свердловина, може досягати 8000-10000 м. Трубне нарізне з'єднання для нафтових свердловин піддається навантаженню в формі аксіального розтягувального зусилля, яке виникає під дією маси труб для нафтових свердловин і маси самих нарізних з’єднань, під впливом умов експлуатації, сукупного тиску, такого як внутрішній і зовнішній тиск на стінки, і геотермального тепла. Тому трубне нарізне з'єднання для нафтових свердловин повинно зберігати газонепроникність без її порушення навіть в таких суворих умовах експлуатації. Звичайне трубне нарізне з'єднання (яке називається спеціальне нарізне з'єднання), що застосовується для затягування труб для нафтових свердловин, має ніпельно-муфтовий пристрій. Ніпельно-муфтовий пристрій утворений елементом конструкції, який називається ніпель, який утворений на обох кінцевих ділянках труб для нафтових свердловин; і елементом конструкції, який називається муфтою, яка утворена на внутрішніх поверхнях з обох сторін нарізного з'єднувального компонента (з'єднувального елемента). Ніпель має зовнішню різь. Муфта має внутрішню різь. Ущільнювальні ділянки утворюються відповідно на зовнішній периферійній ділянці, яка прилягає до зовнішньої різі, поблизу торцевої поверхні на верхній кінцевій стороні ніпеля, і на периферійній внутрішній поверхні основи внутрішньої різі муфти. Ділянки заплечиків (які також називаються упорними заплечиками) відповідно утворені на торцевій поверхні верхівки ніпеля і на відповідній самій внутрішній ділянці муфти. Один кінець (ніпель) труби для нафтової свердловини вставляється в нарізний з'єднувальний компонент (муфту), і зовнішню різь і внутрішню різь затягуються доти, поки ділянки заплечиків ніпеля і муфти не приляжуть одна до одної і впритул не з’єднаються одна з одною для оптимального затягування. Відповідно ущільнювальні ділянки ніпеля і муфти входять в тісний контакт одна з одною з утворенням ущільнення метал-метал, забезпечуючи тим самим газонепроникність нарізного з'єднання. Ущільнювальні ділянки і ділянки заплечиків утворюють металеві контактні ділянки без різі трубного нарізного з'єднання. Металеві контактні ділянки без різі і ділянки з різзю (зовнішньою різзю і внутрішньою різзю) стають поверхнями (які називаються контактними поверхнями трубного нарізного з'єднання), які входять в зіткнення одна з одною під час затягування. Приклад спеціального нарізного з'єднання описаний в патентному документі 1 і патентному документі 2. У ході операції по опусканню труби для нафтової свердловини в нафтову свердловину через різні проблеми виникають ситуації, коли трубу доводиться тимчасово витягувати з нафтової свердловини, і розгвинчувати (ослаблювати) нарізне з'єднання, яке раніше вже було затягнуте (загвинчене). Коли це трапляється, то трубу для нафтової свердловини з розгвинченим нарізним з'єднанням, яке раніше вже було затягнуте, повторно затягують перед опусканням труби. У зв'язку з вимогами API (Американський інститут нафти), що пред'являються відносно стійкості до заїдання, бажано не допускати заїдання, викликаного стиранням, і забезпечувати газонепроникність навіть після затягування нарізного з'єднання, що багато разів проводиться і його ослаблення (розгвинчування). Наприклад, для нарізного з'єднання насосно-компресорної колони потрібне успішне десятиразове проведення такої операції затягування/ослаблення, а для нарізного з'єднання обсадної колони потрібне успішне трикратне проведення такої операції. Під час затягування нарізного з'єднання для того, щоб забезпечити збільшення стійкості до заїдання і газонепроникність, на контактні поверхні нарізного з'єднання наносять в'язке рідке мастило (густе мастило), яке називають "компаундним мастилом", і яка містить велику кількість порошку важких металів. Таке компаундне мастило вказане в стандарті API BUL 5A2. 1 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 60 З метою підвищення ступеню утримання компаундного мастила і поліпшення характеристик ковзання контактні поверхні нарізного з'єднання піддають поверхневій обробці для утворення одного або двох або більше шарів, такій як нітридування, нанесення різних плакуючих покриттів, включаючи плакуюче покриття на основі цинку і дисперсне плакуюче покриття, і фосфатна хімічна конверсійна обробка. Однак існує проблема з використанням компаундного мастила, яка викликає заклопотаність в зв'язку з шкідливим впливом компаундного мастила на навколишнє середовище або організм людини, як описано нижче. Компаундне мастило містить велику кількість порошку важких металів, таких як цинк, свинець і мідь. Зокрема, існує імовірність, що небезпечні важкі метали, такі як свинець, який міститься в компаундному мастилі, можуть мати шкідливий вплив на навколишнє середовище, морські організми і т. п. Крім того, процес нанесення компаундного мастила погіршує умови робочого середовища і викликає неспокій в зв'язку з її шкідливим впливом на організм людини. В останні роки, відтоді, як в 1998 році набрала чинності Конвенція OSPAR (Конвенція ОслоПариж, OSPAR), що стосується запобігання забрудненню океану в північно-східній частині Атлантики, жорсткі вимоги з захисту навколишнього середовища посилилися в глобальному масштабі. Відповідно в деяких регіонах використання компаундного мастила також піддається регулюванню. Тому для того, щоб уникнути шкідливого впливу на навколишнє середовище або організм людини, при операції буріння газової свердловини або нафтової свердловини виникає попит на нарізне з'єднання, здатне демонструвати чудову стійкість від заїдання без застосування компаундного мастила. Як нарізне з'єднання, яке можна застосовувати для затягування труб для нафтових свердловин без нанесення компаундного мастила, в патентному документі 3 пропонується нарізне з'єднання для нафтової свердловини, в якому на контактних поверхнях нарізного з'єднання утворюють покриття на основі смоли, що містить мастильні частинки. Крім того, в патентному документі 4 автор винаходу запропонував трубне нарізне з'єднання, в якому тверде покриття утворюють як на ніпелі, так і на муфті. Список документів Патентні документи Патентний документ 1: нерозглянута патентна заявка Японії № H05-87275 (перша публікація). Патентний документ 2: опис патенту США № 5137310. Патентний документ 3: міжнародна публікація PCT № WO96/10710. Патентний документ 4: міжнародна публікація PCT № WO2009/072486. Опис винаходу Проблема, яка вирішується у винаході У багатьох випадках необхідно більше один рік з моменту відвантаження труб із заводу до доставки їх до родовища або більше один рік зберігання трубного нарізного з'єднання, поки трубне нарізне з'єднання насправді не буде піддане затягненню (загвинчуванню) в нафтовій свердловині. Тим часом трубне нарізне з'єднання може піддаватися впливу суворих умов навколишнього середовища, таких як морське транспортування через екватор з жарким і вологим кліматом, температурні перепади близько 90°С від високих температур (в денний час) до низьких температур охолодження (в нічний час) в регіоні Ближнього Сходу, і температурні перепади від -60°С (зима) до 40°С (літо) в Заполяр’ї. У тому випадку, коли трубне нарізне з'єднання згідно з попереднім рівнем техніки піддається впливу навколишнього середовища з екстремальною зміною холоду і спеки, і періодично піддається впливу перепаду температур від екстремально низької температури до високої температури близько 100°С, через пошкодження твердого покриття може відбуватися розтріскування, або тверде покриття може відшаровуватися через погіршення адгезивності твердого покриття. Тому існує побоювання, що може виникнути проблема, при якій експлуатаційні характеристики, передбачені твердим покриттям, можуть не виявлятися. У спеціальному нарізному з'єднанні, забезпеченому ущільнювальними ділянками і ділянками заплечиків, під час затягування ущільнювальні ділянки ніпеля і муфти утворюють ущільнення метал-метал, гарантуючи при цьому газонепроникність нарізного з'єднання. Однак коли тверде покриття частково відшаровується, погіршується не тільки стійкість до заїдання, але також газонепроникність нарізного з'єднання. Крім того, експлуатаційні умови, в яких затягуються труби для нафтових свердловин, також знаходяться під впливом дуже широкого діапазону температур - від високої температури навколишнього середовища 40°С або вище в регіоні Ближнього Сходу і т. п. до низької температури навколишнього середовища близько -40°С в Заполяр’ї і т. п. Тому потрібно чекати вияви достатньої стійкості до заїдання, навіть коли температура під час затягування є 2 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 60 екстремальною температурою, такою як екстремально низька температура або екстремально висока температура. Хоча з такої точки зору, існує побоювання, що експлуатаційні характеристики твердого покриття згідно з попереднім рівнем техніки можуть бути недостатніми. Задача даного винаходу полягає в забезпеченні композиції для утворення твердого покриття трубного з'єднання, здатної утворювати тверде покриття, здатне зберігати і виявляти стійкість до заїдання, газонепроникність і антикорозійні властивості, що не містить небезпечних важких металів, таких як свинець, який створює навантаження на наземне навколишнє середовище, навіть при зміні холоду і спеки від екстремально низької температури до високої температури протягом періоду часу більше одного року, необхідний для доставки або зберігання труб, до моменту фактичного затягування, навіть коли температура під час затягування є екстремально високою температурою або екстремально низькою температурою; і в забезпеченні трубного нарізного з'єднання з чудовими експлуатаційними характеристиками в умовах зміни холоду і спеки із застосуванням такого покриття. Ще одна задача даного винаходу полягає в забезпеченні композиції для утворення твердого покриття трубного з'єднання, здатної утворювати тверде покриття тільки із застосуванням матеріалів, що створюють незначне навантаження на навколишнє середовище, без використання органічного розчинника, який має шкідливий вплив на біотонічне середовище; і в забезпеченні трубного нарізного з'єднання із застосуванням такого твердого покриття. Засоби для розв'язання проблем У даному винаході використовуються наступні засоби для розв'язання проблем шляхом досягнення поставлених цілей. Такі засоби являють собою: 1) композицію для утворення твердого покриття згідно з варіантом даного винаходу, який включає в себе: композицію, що містить порошкоподібну органічну смолу в змішаному розчиннику, що включає в себе воду і диполярний апротонний розчинник, яка частково розчинна щонайменше в диполярному апротонному розчиннику, в якому порошкоподібна органічна смола знаходиться в розчиненому стані або диспергована в змішаному розчиннику; 2) композицію для утворення твердого покриття, описану в п. 1, яка додатково може включати в себе мастильні частинки; 3) в композиції для утворення твердого покриття, описаній в п. 1 або 2, порошкоподібна органічна смола може являти собою смолу одного або декількох типів, вибраних з поліамідоїмідної смоли, епоксидної смоли і фторкаучуку; 4) в композиції для утворення твердого покриття, описаній в будь-якому з пп. 1-3, диполярний апротонний розчинник може являти собою розчинник одного або декількох типів, вибраних з N-метилпіролідону, диметилацетаміду, диметилформаміду, диметилсульфоксиду і -бутиролактону; 5) трубне нарізне з'єднання згідно з ще одним варіантом даного винаходу, яке включає в себе: ніпель і муфту, де як ніпель, так і муфта забезпечені контактною поверхнею, що включає в себе ділянку з різзю і металеву контактну ділянку без різі, в якій контактна поверхня щонайменше одного елемента - ніпеля і муфти - має тверде покриття, утворене з композиції, описаної в будь-якому з пп. 1-4; 6) в трубному нарізному з'єднанні, описаному в п. 5, тверде покриття може містити перший шар, який не містить мастильних частинок, і утворений на ньому другий шар, який містить мастильні частинки. 7) трубне нарізне з'єднання, описане в п. 5 або п. 6, в якому товщина твердого покриття (загальна товщина у випадку покриття з двох або більше шарів) може становити від 5 мкм до 100 мкм. У даному винаході термін "диполярний апротонний розчинник" стосується органічного розчинника, що складається з полярних молекул, що мають електричний діпольний момент, і означає розчинник, який по суті не має протонодонорні властивості. У даному винаході термін "частково розчинимо щонайменше в диполярному апротонному розчиннику" означає "бути розчинним в диполярному апротонному розчиннику в концентрації 5 мас.% або вище при кімнатній температурі або під час нагрівання". Перевага винаходу Згідно з варіантами винаходу не тільки саме тверде покриття, яке утворюється на контактних поверхнях трубного нарізного з'єднання, але також композиція для утворення твердого покриття містить тільки компоненти, що не надають ніякого навантаження або що надають невелике навантаження на навколишнє середовище. Тверде покриття не містить небезпечних важких металів, які містяться в компаундного мастилі згідно з попереднім рівнем техніки. Тому підтримуються належні умови виробництва трубного нарізного з'єднання, і 3 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 60 забруднення навколишнього середовища (наприклад, океану) під час затягування запобігається. Крім того, тверде покриття має чудові експлуатаційні характеристики при зміні холоду і спеки, в належній мірі зберігається адгезивність покриття навіть при зміні холоду і спеки від екстремально низької температури (-60°С) до високої температура (90°С). Крім того, тверде покриття має стійкість до заїдання, навіть коли температура під час затягування є екстремально низькою температурою -40°С. Тому не відбувається істотного погіршення експлуатаційних характеристик трубного нарізного з'єднання відносно стійкості до заїдання і антикорозійної стійкості навіть при такій зміні холоду і спеки; і безперервно здійснюється мастильна функція покриття, навіть коли затягування і ослаблення нарізного з'єднання повторюються, тим самим гарантується газонепроникність з'єднання після затягування. Крім того, навіть коли трубне нарізне з'єднання піддається впливу високої температури, близької до 300°С у високотемпературній свердловині, затягування можна послаблювати під час витягування труби з нафтової свердловини без заїдання. Як описано в прикладах для порівняння, які будуть описані далі, навіть у компаундного мастила, яке звичайно вважається матеріалом з вищою стійкістю до заїдання, ніж тверде мастильне покриття, істотно погіршується стійкість до заїдання, коли затягування здійснюють при низькій температурі -20°C. Тверде покриття, утворене із застосуванням композиції для утворення твердого покриття згідно з варіантами даного винаходу, має вищі експлуатаційні характеристики, ніж компаундне мастило в умовах зміни холоду і спеки і при низькій температурі -20°С або менше, навіть якщо в ньому не містяться частинки важких металів. Короткий опис креслень На фіг. 1 представлений схематичний вигляд, що ілюструє конфігурацію сталевої труби і нарізного з'єднувального компонента під час відвантаження сталевої труби. На фіг. 2 представлений схематичний вигляд, що ілюструє ділянки затягування нарізного з'єднання. На фіг. 3A представлене креслення, що ілюструє приклад конфігурації покриття трубного нарізного з'єднання згідно з варіантом здійснення даного винаходу. На фіг. 3B представлене креслення, що ілюструє ще один приклад конфігурації покриття трубного нарізного з'єднання згідно з варіантом здійснення даного винаходу. Найкращий спосіб здійснення винаходу Далі буде детально описаний варіант здійснення даного винаходу. На фіг. 1 представлений схематичний вигляд, що ілюструє стан сталевої труби для нафтової свердловини і нарізного з'єднувального компонента під час відвантаження. Обидва кінці сталевої труби А забезпечені ніпелями 1, утвореними, щоб забезпечити ділянки із зовнішньою різзю 3a. Ділянки із зовнішньою різзю 3a утворені на зовнішній поверхні ніпеля 1. Обидві сторони нарізного з'єднувального компонента (з'єднувального елемента) В забезпечені муфтами 2, утвореними, щоб забезпечити ділянки з внутрішньою різзю 3b. Ділянки з внутрішньою різзю 3b утворені на внутрішній поверхні муфти 2. Ніпель 1 являє собою нарізний з'єднувальний компонент, що містить ділянку із зовнішньою різзю 3a. Муфта 2 являє собою нарізний з'єднувальний компонент, що містить ділянку з внутрішньою різзю 3b. Трубне нарізне з'єднання утворюється за допомогою ніпеля 1 і муфти 2. З'єднувальний елемент В попередньо пригвинчують до одного з кінців сталевої труби A. Хоча це не показано на фігурі, до не пригвинченого ніпеля 1 сталевої труби А і не пригвинченої муфти 2 з'єднувального елемента В перед відвантаженням кріпляться протектори, призначені для захисту нарізних ділянок 3a і 3b, відповідно, і перед застосуванням трубного нарізного з'єднання протектори знімають. У проілюстрованому трубному нарізному з'єднанні ніпелі 1 утворені на зовнішніх поверхнях обох кінців сталевої труби А, і муфти 2 утворені на внутрішніх поверхнях з'єднувального елемента В, який є окремим елементом. Однак, хоча це не показано на фігурі, також існує трубне нарізне з'єднання інтегрального типу, в якому один кінець сталевої труби А являє собою ніпель, а інший її кінець являє собою муфту без використання з'єднувального елемента B. Даний винахід можна застосовувати для трубного нарізного з'єднання будь-якого з описаних вище типів. На фіг. 2 представлений схематичний вигляд, що ілюструє конфігурацію трубного нарізного з'єднання (що далі згадується просто як "нарізне з'єднання"). Нарізне з'єднання утворюється за допомогою ніпеля 1, утвореного на зовнішній поверхні кінцевої ділянки сталевої труби А, і муфти 2, утвореної на внутрішній поверхні з'єднувального елемента B. Ніпель 1 включає в себе ділянку із зовнішньою різзю 3a, ущільнювальну ділянку 4a, що прилягає до ділянки із зовнішньою різзю 3a і розташовану на верхній торцевій стороні сталевої труби А, і ділянка 4 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 заплечиків 5a, розташована на торцевій стороні ущільнювальної ділянки 4a. Згідно з цим муфта 2 включає в себе ділянку з внутрішньою різзю 3b і ущільнювальну ділянку 4b, що прилягає до ділянки з внутрішньою різзю 3b і розташовану з боку основи, і ділянку заплечиків 5b, утворену з боку основи, що прилягає до ущільнювальної ділянки 4b. У будь-якому з елементів - в ніпелі 1 і муфті 2 ущільнювальні ділянки 4a і 4b і ділянки заплечиків 5a і 5b містять металеві контактні ділянки без різі. Металеві контактні ділянки без різі і ділянки з різзю 3a і 3b являють собою контактні поверхні нарізного з'єднання. Контактні поверхні потребують стійкості до заїдання, газонепроникності і корозійної стійкості. Для цього в попередньому рівні техніки на контактні поверхні наносили компаундне мастило, яке містить порошок важких металів, або в'язку рідину, або утворюють на контактних поверхнях напівтверде або тверде мастильне покриття. Однак, як описано вище, вищезазначене компаундне мастило має шкідливий вплив на організм людини і навколишнє середовище. Тверде мастильне покриття створює проблеми, пов'язані з тим, що під час зміни холоду і спеки від екстремально низької температури до високої температури погіршується газонепроникність або відбувається погіршення мастильних властивостей і антикорозійних властивостей. Згідно з даним варіантом здійснення винаходу контактна поверхня щонайменше одного з елементів (ніпеля 1 і муфти 2) нарізного з'єднання містить спеціальне тверде покриття, яке буде детально описане нижче, вирішуючи тим самим описані вище проблеми. Тверде покриття переважно утворюють на всій поверхні контактної поверхні ніпеля 1 і/або муфти 2, хоча також його можна утворювати тільки на частині контактної поверхні, наприклад, на металевих контактних ділянках без різі (тобто, на ущільнювальних ділянках 4a і 4b і ділянках заплечиків 5a і 5b). У такому випадку на іншій частині контактної поверхні можна утворювати інше покриття. Крім того, в тому випадку, коли описане вище тверде покриття утворюють на контактній поверхні тільки одного елемента (ніпеля 1 і муфти 2), на контактній поверхні іншого елемента також можна здійснювати іншу поверхневу обробку. Наприклад, на контактній поверхні іншого елемента також можна утворювати тверде антикорозійне покриття або рідке мастильне покриття. Тверде покриття У даному варіанті здійснення винаходу на контактних поверхнях, що включають в себе щонайменше металеві контактні ділянки без різі (ущільнювальні ділянки 4a і 4b і ділянки заплечиків 5a і 5b) щонайменше одного елемента (ніпеля 1 і муфти 2) нарізного з'єднання, утворюють тверде покриття із застосуванням композиції для утворення твердого покриття, яка являє собою композицію, що містить порошкоподібну органічну смолу в змішаному розчиннику, що складається з води і диполярного апротонного розчинника, тобто порошкоподібну органічну смолу, частково розчинну щонайменше в диполярному апротонному розчиннику, причому порошкоподібна органічна смола знаходиться в розчиненому стані або диспергована в змішаному розчиннику. Композиція для утворення твердого покриття може додатково містити мастильні частинки. Відповідно, мастильні властивості твердого покриття поліпшуються. Тому стійкість нарізного з'єднання до заїдання підвищується. Як порошкоподібна органічна смола переважно застосовують смолу, що має теплостійкість при температурі вище 100°C. Як таку смолу також можна застосовувати поліамідоімідну смолу, епоксидну смолу, фторкаучук і т. п., які є в продажу в порошкоподібному або диспергованому рідкому стані, і як приклад можна представити суміш, що включає в себе два або більше типи таких смол. Серед них як порошкоподібна органічна смола переважною є поліамідоімідна (ПАІС) смола, оскільки вона має особливо чудову теплостійкість, може зберігати міцність і твердість покриття при температурі 300°C без істотного їх погіршення і також має чудову зносостійкість і опором дії хімічних речовин. TM Як приклад порошкоподібної поліамідоімідної смоли можна представити смолу Torlon (зареєстрований товарний знак) 4000T і 4000TF, що виробляється компанією SOLVAY. TM Поліамідоімідна смола Torlon надходить в продаж в порошкоподібній формі з розміром частинок приблизно від 30 мкм до 40 мкм і повністю розчинна в диполярному апротонному розчиннику. Як ще один приклад порошкоподібної органічної смоли можна представити епоксидну смолу і фторкаучук, які модифіковані таким чином, що гідрофільність їх поверхонь частково збільшується. Можна згадати випадки, коли такі смоли надходять в продаж в рідкій, вододиспергованій формі. Однак в такому випадку необхідна обробка з метою заміни розчинника на вищезазначений змішаний розчинник. 5 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 60 У даному варіанті здійснення винаходу порошкоподібну органічну смолу (що далі згадується як просто "органічна смола") диспергують в змішаному розчиннику, що включає в себе воду і диполярний апротонний розчинник, і змішують, одержуючи при цьому композицію. Відповідно порошкоподібна органічна смола знаходиться в змішаному розчиннику в диспергованому стані або розчиненому стані залежно від її розчинності. Як воду, так і диполярний апротонний розчинник застосовують як розчинник, оскільки навіть коли органічна смола розчиняється або не розчиняється в диполярному апротонному розчиннику, поверхні частинок органічної смоли модифікують таким чином, щоб зробити їх гідрофільними, і поліпшити при цьому їх здатність диспергуватися у воді. Як змішаний розчинник замість диполярного протонного розчинника, представленого спиртом або аміном, переважно застосовують диполярний апротонний розчинник, такий як диметилформамід. Оскільки диполярний протонний розчинник, такий як спирт, має дуже високу спорідненість до води, зустрічається багато випадків, коли важко забезпечити ефект, що пропонується в даному винаході, і зустрічається багато випадків, коли ефективність розчинника відносно органічної смоли є низькою. Як приклади диполярного апротонного розчинника можна застосовувати N-метилпіролідон (NMP), диметилацетамід (DMAC), диметилформамід (DMF), диметилсульфоксид (ДМСО), бутиролактон (GBL) і т. п., і диполярний апротонний розчинник цим не обмежується. Серед них TM переважними є диметилсульфоксид і -бутиролактон. Крім того, смола Torlon 4000T і смола TM Torlon 4000TF, які являють собою описану вище поліамідоімідну смолу, розчинні в диполярному апротонному розчиннику. В тому випадку, коли кількість диполярного апротонного розчинника в композиції є достатньою до відомої міри або вищою, і у випадку, коли температура є високою, смола може знаходитися в композиції в розчиненому стані. В іншому випадку, наприклад, у випадку, коли вміст води високий, або температура є низькою, смола знаходиться в композиції в диспергованому стані. Незважаючи на те, що смола може бути присутньою в будь-якій із згаданих форм, можна утворювати тверде гомогенне покриття. У тому випадку, коли порошкоподібна органічна смола являє собою іншу смолу, таку як епоксидна смола і фторкаучук, або являє собою суміш такої смоли і поліамідоїмідної смоли, імовірність того, що порошкоподібна органічна смола буде розчинятися в змішаному розчиннику, є невеликою. Однак поверхні частинок порошкоподібної смоли можна модифікувати, щоб надати їм гідрофільність, як описано вище. Крім того, залежно від обставин можуть частково розчинятися поверхні частинок смоли. У тому випадку, коли тверде покриття містить мастильні частинки, як мастильні частинки можна застосовувати, наприклад, але, не обмежуючись перерахованим, дисульфід молібдену, дисульфід вольфраму, графіт, фторований графіт, молібденорганічну сполуку (наприклад, діалкілтіофосфат молібдену і діалкілтіокарбамат молібдену), ПТФЕ (політетрафторетилен), BN (нітрид бору) і т. п. ПТФЕ являє собою тип фторкаучуку, але не розчиняється в диполярному апротонному розчиннику. Тому ПТФЕ не може застосовуватися як органічна смола як компонент утворюваного покриття. Як мастильні частинки можна застосовувати частинки одного типу або двох або більше типів. Як мастильні частинки переважним є графіт, і серед його типів особливо переважним є природний графіт і ПТФЕ. Що стосується кількостей компонентів в композиції для утворення твердого покриття, переважно, щоб загальна кількість компонентів, не вважаючи мастильних частинок, становила 100 мас.%, кількість води знаходилася в діапазоні від 10 мас.% до 50 мас.%, кількість диполярного апротонного розчинника знаходилася в діапазоні від 25 мас.% до 55 мас.%, і кількість органічної смоли знаходилася в діапазоні від 5 мас.% до 25 мас.%. Що стосується співвідношень води і диполярного апротонного розчинника, переважно, щоб вода становила від 12 мас.% до 60 мас.% від сумарної маси розчинника. Співвідношення води і диполярного апротонного розчинника можна встановлювати таким чином, щоб одержана композиція мала придатну в'язкість при нанесенні, і за допомогою однієї операції нанесення можна було утворювати тверде покриття необхідної товщини. У випадку утворення твердого покриття, що містить мастильні частинки, переважно, щоб мастильні частинки містилися в твердому покритті в кількості від 2 мас.% до 20 мас.%. Композиція для утворення твердого покриття може містити інші додаткові компоненти, які можуть міститися в твердому покритті. Прикладом таких компонентів є антикорозійна добавка. Антикорозійна добавка зміцнює неорганічний порошок для регулювання мастильних властивостей твердого покриття і саме тверде покриття. Приклади неорганічного порошку включають в себе діоксид титану і оксид вісмуту. Переважні приклади антикорозійної добавки включають в себе кальційвмісний діоксид кремнію, одержаний внаслідок іонного обміну. Крім того, в твердому покритті також може міститися водовідштовхувальний засіб, що є в продажу з 6 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 60 реакційною здатністю. Неорганічний порошок, антикорозійна добавка й інші додаткові компоненти можуть міститися в твердому покритті в сумарній кількості до 20 мас.%. У доповнення до вищезазначених компонентів тверде покриття може містити невелику кількість додаткових компонентів щонайменше одного типу або двох або більше типів, вибраних з поверхнево-активної речовини, барвника, антиоксиданту, піногасителя і т. п., в кількості, наприклад, 5 мас.% або менше. Крім того, тверде покриття також може містити протизадирну присадку, рідкий замаслювач і т. п. в дуже невеликій кількості від 2 мас.% або менше. Композицію для утворення твердого покриття можна одержувати шляхом додавання до змішаного розчинника, що включає в себе воду і органічний розчинник, що змішується з водою, порошкоподібної органічної смоли, яка розчинна в диполярному апротонному розчиннику, як компонент для утворення покриття, і перемішування і змішування одержаного продукту при придатній температурі, щоб примусити органічну смолу диспергуватися або розчинятися в розчиннику. У тому випадку, коли тверде покриття містить мастильні частинки або інші додаткові компоненти, потім можна послідовно додавати додаткові компоненти до утворення однорідної композиції. Переважно доводити в'язкість композиції для утворення твердого покриття до в'язкості, придатної для перемішування і нанесення, шляхом вибору температури в діапазоні від 20°С до 60°С, хоча в'язкість також залежить від властивостей диполярного апротонного розчинника. Композицію для утворення твердого покриття наносять на контактні поверхні нарізного з'єднання, що підлягають покриттю, за допомогою придатного способу, і нагрівають по мірі необхідність для сушіння і отвердження покриття, утворюючи при цьому на контактних поверхнях тверде покриття. Нанесення можна здійснювати, наприклад, шляхом розпилення композиції під час обертання нарізного з'єднання із попередньо заданою швидкістю. Крім того, також можна використовувати такі способи нанесення, як нанесення пензлем або занурення в рідину. Температура нагрівання задається таким чином, щоб розчинник повністю випаровувався, а смола отверджувалася. Тверде покриття, для утворення якого застосовується композиція для утворення твердого покриття, можна утворювати у вигляді одного шару або двох або більше шарів. У випадку утворення одного шару для підвищення мастильних властивостей переважно, щоб тверде покриття являло собою покриття, що містить мастильні частинки. Однак залежно від типу диспергованої у воді смоли твердому покриттю на нарізному з'єднанні, що не містить частинок мастильного порошку, також можна додавати достатню стійкість до заїдання. У випадку утворення твердого покриття з двох або більше шарів переважно, щоб перший шар як нижній шар являв собою тверде покриття, яке виготовлене з органічної смоли і не містить мастильних частинок, щоб підвищити адгезивність покриття і його антикорозійні властивості. Переважно, щоб утворений на ньому другий шар являв собою тверде покриття, яке виготовлене з органічної смоли, що містить мастильні частинки для того, щоб поліпшити мастильні властивості (стійкість до заїдання). Як перший шар, так і другий шар може містити інші, описані вище додаткові компоненти. Крім того, як самий верхній шар твердого покриття також можна забезпечувати верхній шар покриття (третій шар) з антикорозійними властивостями. Крім того, в тому випадку, коли утворюється багатошарове тверде покриття, на першому шарі, який не містить мастильних частинок, також можна забезпечувати декілька других шарів, що містять мастильні частинки. У такому випадку переважно, щоб декілька других шарів було утворено таким чином, щоб вміст мастильних частинок підвищувався від нижнього шару до верхнього шару. Відповідно, можна одержувати тверде покриття з чудовою адгезивністю і мастильними властивостями (стійкістю до заїдання). TM У тому випадку, коли органічна смола являє собою поліамідоімідну смолу Torlon , переважна температура нагрівання після нанесення композиції для утворення твердого покриття вказана далі. У тому випадку, коли тверде покриття являє собою одношарове покриття, спочатку композицію для утворення твердого покриття наносять на контактні поверхні нарізного з'єднання. Потім композицію нагрівають і витримують при температурі від 80 до 100°С протягом 5-20 хвилин для підсушування. Потім одержаний продукт нагрівають і витримують при температурі від 180 до 280°С протягом 10-30 хвилин для основного нагрівання з метою отвердження. У випадку іншої органічної смоли температура нагрівання або час нагрівання можуть бути придатними залежно від типу застосовуваної органічної смоли і будь-яку з процедур підсушування або основного нагрівання можна виключити. У випадку утворення твердого покриття з двома або більше шарами описані вище підсушування і основне нагрівання при утворенні покриття можна здійснювати для кожного 7 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 60 шару. Крім того, після нанесення першого шару, нагрівання і утримання його при температурі від 80 до 100°С протягом 5-20 хвилин для підсушування, основне нагрівання можна не здійснювати і можна наносити другий шар і піддавати покриття основному нагріванню після підсушування. Тобто основне нагрівання можна здійснювати одночасно для першого шару і другого шару. Крім того, температура або час витримування являє собою температуру, що вимірюється на контактних поверхнях нарізного з'єднання, а не вихідну температуру або час витримування в нагрівальній печі. Переважно, щоб температура контактних поверхонь нарізного з'єднання під час нанесення дорівнювала атмосферній температурі (близько 20°С). Крім того, для того, щоб зменшити час операції, контактні поверхні, призначений для нанесення покриття, можна нагрівати шляхом вибору температури основного нагрівання, відповідної верхній межі. В такому випадку, переважно, щоб температура нагрівання дорівнювала температурі, яка нижча точки кипіння води і диполярного апротонного розчинника. З точки зору адгезивності, стійкості до заїдання і антикорозійних характеристик, переважно, щоб товщина твердого покриття становила від 5 мкм до 100 мкм. У тому випадку, коли тверде покриття складається з двох або більше шарів, його загальна товщина являє собою товщину твердого покриття. Коли товщина твердого покриття становить менше 5 мкм, здатність поверхонь трубного нарізного з'єднання маститися є недостатньою, і під час затягування і ослаблення з великою імовірністю буде відбуватися заїдання. Крім того, хоча тверде покриття певною мірою має антикорозійні властивості, коли його товщина дуже мала, антикорозійні властивості стають недостатніми, приводячи до погіршення корозійної стійкості контактних поверхонь. Коли товщина твердого покриття дуже велика, важко видаляти належним чином леткі матеріали, такі як волога; леткі матеріали швидко випаровуються під час обробок, пов'язаних з сушінням, нагріванням і отвердженням, і при цьому не виходить покриття з хорошою однорідністю його поверхонь. З цієї причини верхня межа товщини твердого покриття становить 100 мкм. З урахуванням адгезивності покриття переважно, щоб верхня межа товщини твердого покриття становила 50 мкм. Обробка основи Що стосується нарізного з'єднання з твердим покриттям, утвореним на контактних поверхнях ніпеля 1 і/або муфти 2, його стійкість до заїдання в багатьох випадках поліпшується, якщо здійснювати обробку основи з метою огрублення контактних поверхонь перед утворенням на контактних поверхнях твердого покриття, щоб збільшити шорсткість поверхні до рівня вище 3 мкм - 5 мкм, який являє собою шорсткість поверхні після процесу різання. Тому переважно перед утворенням твердого покриття огрублювати контактні поверхні шляхом обробки основи. Зокрема, в тому випадку, коли тверде покриття являє собою одношарове покриття, що містить мастильні частинки, існує тенденція до зменшення адгезивності покриття в порівнянні з покриттям, що не містить мастильних частинок. Тому, переважно попередньо огрублювати контактні поверхні. Як і потрібно було чекати, навіть в тому випадку, коли тверде покриття являє собою описане вище шарувате покриття, якщо контактні поверхні огрублювати шляхом обробки основи, в багатьох випадках одержують поліпшення стійкості до заїдання. Як обробка приповерхневої зони, наприклад, відома струминна обробка направленим струменем абразивного матеріалу, такого як гранульований матеріал сферичної форми (дробинки) і зернистий матеріал округлої форми. Крім того, як обробка приповерхневої зони, наприклад, відоме труєння, яке руйнує зовнішній шар завдяки зануренню в сильну кислоту, таку як сірчана кислота, хлористоводнева кислота, азотна кислота і фтористоводнева кислота. Крім того, як обробка приповерхневої зони, наприклад, відомий спосіб хімічної конверсійної обробки, такий як фосфатування поверхні, обробка оксалатами або обробка боратами (шорсткість поверхні кристалічного шару збільшується по мірі зростання утворюваних кристалів); спосіб електроплакування металами, такими як Cu, Fe, Sn або Zn, або їх сплавами (оскільки покриття наноситься переважно на виступаючі ділянки, поверхні стають злегка шорсткуватими); і спосіб ударного плакування, при якому можна одержувати пористе плакуюче покриття. Крім того, як один з типів електроплакування можливий спосіб нанесення плакуючого композита, при якому плакуюче покриття утворюється шляхом розподілу дрібних твердих частинок в металі, як спосіб надання шорсткості поверхням, оскільки дрібні тверді частинки виступають з плакуючого покриття. Коли обробку приповерхневої зони контактних поверхонь здійснюють будь-яким з способів, переважно, щоб шорсткість поверхні Rmax після огрублення поверхні за допомогою обробки приповерхневої зони становила від 5 мкм до 40 мкм. Коли Rmax менше 5 мкм, рівень адгезивності твердого покриття і збереження покриття можуть стати недостатніми. З іншого 8 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 боку, коли Rmax перевищує 40 мкм, збільшується сила тертя і при цьому покриття може не витримати напруження зсуву і стискаючого навантаження при високому тиску на стінку і може легко руйнуватися або відшаровуватися. Як обробка приповерхневої зони з метою огрублення можна застосовувати дві або більше обробки в поєднанні, і як спосіб обробки можна застосовувати добре відомі способи. З точки зору адгезивності твердого покриття, переважною є обробка приповерхневої зони, здатна утворити пористе покриття, тобто хімічна конверсійна обробка і спосіб ударного плакування. У такому випадку для того, щоб показник R max пористого покриття становив 5 мкм або більше, переважно, щоб товщина покриття становила 5 мкм або більше. Хоча верхня межа товщини не особливо обмежується, звичайно достатньою є товщина 50 мкм або менше, і переважно - товщина 40 мкм або менше. Коли тверде покриття утворюється на пористому покритті, одержаному при обробці приповерхневої зони, адгезивність з твердим покриттям підвищується завдяки так званому "анкерному ефекту". У результаті, навіть при повторенні операції з затягнення і ослаблення відшарування твердого покриття відбувається з меншою імовірністю. Відповідно, ефективно запобігається контакт метал-метал, і при цьому додатково підвищуються стійкість до заїдання, газонепроникність і корозійна стійкість. Особливо переважними обробками приповерхневої зони для утворення пористого покриття є: фосфатна хімічна конверсійна обробка (обробка з одержанням фосфату марганцю, фосфату цинку, фосфату феромарганцю або фосфату цинку-кальцію) і утворення (пористого покриття з плакуючого металу) покриття на основі цинку або сплаву цинку і заліза за допомогою способу ударного плакування. Серед них, з точки зору адгезивності, більш переважним є покриття на основі фосфату марганцю. З іншого боку, з точки зору корозійної стійкості, більш переважним є покриття на основі цинку або сплаву цинку і заліза, завдяки якому можна чекати протекторного захисту від корозії, зумовленої присутністю цинку. Фосфатну хімічну конверсійну обробку можна здійснювати шляхом занурення в рідину або розпилення рідини згідно із звичайним способом. Як рідина для хімічної конверсійної обробки можна застосовувати рідину для кислотної фосфатної обробки, призначену для звичайного плакування цинком. Наприклад, можна використовувати хімічну конверсійну обробку на основі фосфату цинку із застосуванням рідини, що містить від 1 до 150 г/л фосфату-іонів, від 3 до 70 г/л іонів цинку, від 1 до 100 г/л іонів нітрату-іонів, від 0 до 30 г/л іонів нікелю. Крім того, також можна застосовувати хімічну конверсійну обробку на основі фосфату марганцю, яка звичайно застосовується для нарізного з'єднання. Температура рідини може знаходитися в діапазоні від температури атмосфери (кімнатної температури) до 100°С, і час обробки може становити не більше 15 хвилин залежно від необхідної товщини. Для того щоб прискорити утворення покриття, перед фосфатною обробкою поверхонь, що підлягають обробці, можна застосовувати водний розчин для підготовки поверхні, який містить колоїдний титан. Після фосфатної обробки сушіння переважно здійснювати після промивання водою або гарячою водою. Спосіб ударного плакування можна здійснювати за допомогою механічного плакування, при якому частинки і об'єкт, що піддається плакуванню, співударяються один з одним в обертовому барабані; або за допомогою направленого плакування, при якому частинки і об'єкт, що піддається плакуванню, співударяються один з одним із застосуванням піскоструминного пристрою. У нарізному з'єднанні плакування можна здійснювати тільки на контактних поверхнях. Тому переважно використовувати направлене плакування, яке дозволяє наносити локальне плакуюче покриття. Наприклад, матеріал, що вдувається, який складається з частинок, одержаних шляхом покриття поверхонь залізних ядер цинком або цинковим сплавом, направляють на контактні поверхні, на які повинно наноситися покриття. Вміст цинку або цинкового сплаву в частинках переважно знаходиться в діапазоні від 20 мас.% до 60 мас.%. Діаметри частинок переважно знаходяться в діапазоні від 0,2 мм до 1,5 мм. Завдяки направленому вдуванню тільки цинк або цинковий сплав, який являє собою шар частинок, який наноситься у вигляді покриття, зчіплюється з контактними поверхнями, які являють собою основу, і на контактних поверхнях утворюється пористе покриття, що складається з цинку або цинкового сплаву. Направлене плакування дозволяє утворювати на поверхні сталі пористе покриття з плакуючого металу з хорошою адгезивністю, незалежно від матеріалу сталі. Товщина шару цинку або цинкового сплаву, утвореного за допомогою ударного плакування, переважно становить від 5 мкм до 40 мкм, з точки зору, як корозійної стійкості, так і адгезивності. Коли товщина становить менше 5 мкм, не можна гарантувати достатню корозійну стійкість. Коли товщина перевищує 40 мкм, адгезивність з твердим покриттям може погіршуватися. 9 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 60 При проведенні вищеописаних обробок приповерхневої зони можна об'єднувати обробки двох або більше типів. Як ще одна обробка приповерхневої зони, незважаючи на її невеликий ефект відносно надання шорсткості, можна здійснювати нанесення спеціального одношарового або багатошарового покриття електроплакуванням, при цьому підвищується адгезивність між твердим покриттям і приповерхневою зоною, і може підвищуватися стійкість до заїдання трубного нарізного з'єднання. Як обробка приповерхневої зони під тверде покриття можна використовувати, наприклад, електроплакування металами, такими як Cu, Sn і Ni або їх сплавами. Плакуюче покриття може являти собою одношарове плакуюче покриття або багатошарове плакуюче покриття з двох або більше шарів. Конкретними прикладами такого типу електроплакування є нанесення плакуючого Cu-покриття, плакуючого Sn-покриття, плакуючого Ni-покриття, плакуючого покриття зі сплаву Cu-Sn, додатково описаного в нерозглянутій патентній заявці Японії № 2003-74763 (перша публікація); плакуючого покриття зі сплаву Cu-Sn-Zn; двошарового плакуючого покриття, що включає в себе плакуюче Cu-покриття і плакуюче Sn-покриття; і тришарового плакуючого покриття, що включає в себе плакуюче Ni-покриття, плакуюче Cu-покриття і плакуюче Snпокриття. Зокрема, в трубному нарізному з'єднанні, що виробляється зі сталі такого типу, в якому вміст Cr перевищує 5%, заїдання відбувається з дуже великою імовірністю. Тому переважно як обробка приповерхневої зони здійснювати нанесення одношарового плакуючого покриття зі сплаву Cu-Sn або сплаву Cu-Sn-Zn; або здійснювати багатошарове плакування металами із застосуванням комбінації плакуючих покриттів двох або більше типів, вибрані з плакуючого покриття на основі сплаву, плакуючого Cu-покриття, плакуючого Sn-покриття і плакуючого Ni-покриття. Як багатошарове плакуючого металеве покриття, наприклад, можна згадати двошарове плакуюче покриття, що включає в себе плакуюче Cu-покриття і плакуюче Sn-покриття; двошарове плакуюче покриття, що включає в себе плакуюче Ni-покриття і плакуюче Sn-покриття; двошарове плакуюче покриття, що включає в себе плакуюче Ni-покриття і плакуюче покриття зі сплаву Cu-Sn-Zn; і тришарове плакуюче покриття, що включає в себе плакуюче Ni-покриття, плакуюче Cu-покриття і плакуюче Sn-покриття. Таке плакування можна здійснювати згідно зі способом, описаним в нерозглянутій патентній заявці Японії № 2003-74763 (перша публікація). У випадку багатошарового плакування найнижчий шар покриття (звичайно плакуюче Ni-покриття) переважно являє собою плакуючий шар, який називається "тонкий плакуючий підшар", який має дуже невелику товщину 1 мкм або менше. Переважно, щоб товщина плакуючого покриття (загальна товщина у випадку багатошарового плакуючого покриття) знаходилася в діапазоні від 5 мкм до 15 мкм. Як ще одна обробка приповерхневої зони також можлива антикорозійна обробка твердого покриття. Описане вище тверде покриття являє собою в'язку рідину або напівтверду речовину, яка описана вище, і його поверхня має невелику наліплюваність (клейкість). Зокрема, тверде покриття з в'язкої рідини має високу наліплюваність. У результаті іржа, яка залишається на внутрішній поверхні, або абразивні зерна для абразивної струминної обробки з метою видалення відпадаючої іржі можуть приклеюватися до твердого покриття і впроваджуватися в тверде покриття, особливо під час знаходження труби для нафтової свердловини у вертикальному стані. Чужорідні домішки, впроваджені в покриття, не повністю видаляються при продуванні повітрям або т. п. і спричиняють погіршення мастильних властивостей. Для того щоб вирішити дану проблему, на верхньому шарі твердого покриття також можна утворювати тонке, сухе тверде покриття. Сухе тверде покриття може являти собою звичайне покриття на основі смоли (наприклад, епоксидної смоли, поліамідної смоли, поліамідоїмідної смоли або вінілової смоли), і покриття можна утворювати з будь-якої композиції на основі води і композиції на основі органічного розчинника. Крім того, в покритті може міститися невелика кількість воску. На фіг. 3A представлене креслення, що схематично ілюструє пристрій покриття в тому випадку, коли на контактній поверхні основи 30 ніпеля 1 і/або муфти 2 трубного нарізного з'єднання внаслідок обробки приповерхневої зони спочатку утворюють шар 32 (наприклад, шар покриття, одержаного внаслідок фосфатної хімічної конверсійної обробки, або шар пористого металевого плакуючого покриття, утворений способом ударного плакування) для надання шорсткості, а на ньому утворюють тверде покриття 31b, яке містить мастильні частинки. Як описано вище, замість утворення шару 32 внаслідок обробки основи шорсткість також можна забезпечувати шляхом надання шорсткості самій контактній поверхні, наприклад, її піскоструминною обробкою. Крім того, тверде покриття також може не містити мастильних частинок. На фіг. 3B представлене креслення, що схематично ілюструє пристрій покриття в тому випадку, коли тверде покриття 31a, яке не містить мастильних частинок, утворюють у вигляді 10 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 першого шару на контактній поверхні основи 30 ніпеля 1 і/або муфти 2 трубного нарізного з'єднання; і на ньому у вигляді другого шару утворюють тверде покриття 31b, яке містить мастильні частинки. Переважно, щоб на контактній поверхні основи 30 внаслідок обробки приповерхневої зони було утворене покриття для надання шорсткості, яке проілюстроване на фіг. 3A, або два шари твердого покриття після надання шорсткості було утворено на самій контактній поверхні. Обробка поверхні сполучного елемента У тому випадку, коли тверде покриття утворюють на контактних поверхнях тільки одного елемента - ніпеля 1 і муфти 2 трубного нарізного з'єднання (наприклад, муфти 2), контактні поверхні іншого елемента (наприклад, ніпеля 1), тобто не покриті твердим покриттям, можуть залишатися необробленими. Однак переважно можна здійснювати вищеописану обробку приповерхневої зони для надання їй шорсткості з метою огрублення контактних поверхонь. Тобто надання шорсткості можна здійснювати з використанням піскоструминної обробки, труєння, хімічної конверсійної обробки із застосуванням фосфатів, оксалатів, боратів або т. п., електроплакування, нанесення плакуючого композита, при якому плакуюче покриття утворюється шляхом розподілу дрібних твердих частинок в металі і поєднання двох або більше типів обробки. Під час затягування сполучного елемента (нарізного з'єднання), який містить тверде покриття, контактні поверхні іншого елемента, який не містить твердого покриття, мають хороший захист через "анкерний ефект", виникаючий завдяки шорсткості. Відповідно, стійкість трубного нарізного з'єднання до заїдання підвищується. Крім того, для надання антикорозійних властивостей після обробки приповерхневої зони, якщо потрібно, також можна наносити добре відоме водовідштовхувальне покриття, таке як покриття зі смоли, отверджуваної УФ-випромінюванням, або покриття з термоотверджуваної смоли. Шляхом блокування контакту з атмосферою за допомогою антикорозійного покриття запобігається утворення іржі на контактних поверхнях, навіть коли відбувається контакт з водою, зумовлений точкою конденсації роси під час зберігання. Оскільки поверхнева обробка контактних поверхонь сполучного елемента особливо не обмежується, також можна здійснювати інші обробки поверхні. Наприклад, на контактній поверхні сполучного елемента можна утворити різні тверді покриття (наприклад, тверде мастильне покриття), які відрізняються від твердого покриття згідно з даним варіантом здійснення винаходу. Приклади Ефект даного винаходу проілюстрований за допомогою наступних прикладів і прикладів для порівняння. Крім того, далі контактна поверхня, що включає в себе ділянку з різзю і металеву контактну ділянку без різі ніпеля, згадується як "поверхня ніпеля"; і контактна поверхня, що включає в себе ділянку з різзю і металеву контактну ділянку без різі муфти, згадується як "поверхня муфти". Шорсткість поверхні позначається як Rmax. "%" являє собою "мас.%", якщо не указано інакше. На поверхні ніпеля і поверхні муфти з'єднувального елемента типу поліпшеного нарізного з'єднання VAM TOP [зовнішній діаметр: 17,78 см (7 дюймів), товщина: 1,036 см (0,408 дюйми), що включає в себе ділянку з різзю, ущільнювальну ділянку і ділянку заплечиків], виготовленого з Cr-Mo-сталі А, сталі В (13% Cr) або сталі С (25% Cr), показаних в таблиці 1, здійснювали обробку приповерхневої зони, показану в таблиці 3, із застосуванням композиції для утворення твердого покриття, що має хімічний склад, показаний в таблиці 2; тверде покриття одержували в умовах утворення твердого покриття, показаних в таблиці 3. Що стосується середньої товщини одержаного твердого покриття, товщину твердого покриття на металевій контактній ділянці без різі вимірювали за допомогою товщиновимірювача, який є в продажу. Композицію для утворення твердого покриття одержували в змішаному розчиннику шляхом змішування диполярного апротонного розчинника і чистої води в попередньо заданому співвідношенні з подальшим додаванням до змішаного розчинника порошкоподібної органічної смоли і перемішуванням одержаного продукту при температурі від 60 до 80°С за допомогою мішалки, щоб примусити порошкоподібну смолу розчинятися або диспергуватися в розчиннику. У тому випадку, коли композиція містить мастильні частинки, мастильні частинки додають і додатково перемішують, щоб примусити частинки рівномірно розподілитися в композиції. Крім того, у випадку смоли, яка одержана в рідкому диспергованому стані, готують розчинник, який являє собою змішаний розчинник згідно з варіантом здійснення даного винаходу, додатково додають і перемішують мастильні частинки залежно від випадку, утворюючи при цьому композицію для утворення твердого покриття. 11 UA 113996 C2 Таблиця 1 Символ А В С С 0,25 0,19 0,02 Si 0,25 0,25 0,3 Mn 0,8 0,8 0,5 Р 0,02 0,02 0,02 S 0,01 0,01 0,01 Cu 0,04 0,04 0,5 Ni 0,05 0,1 7 Cr 0,95 0,13 25 Mo 0,18 0,04 3,2 Примітка: вміст кожного елемента наведений в мас.%, при цьому інше до балансу являє собою Fe і домішки Таблиця 2 № Приклад 1 Приклад 2 Приклад 3 Приклад 4 Перший шар Другий шар Приклад для порівняння 2 Склад композиції для утворення твердого покриття (мас.%) Водний Тверді Вододиспергована смола Вода органічний змащувальні розчинник частинки Чиста вода Поліамідоімідна смола (15) (до NMP (50) балансу) Чиста вода Частинки ПФТЕ Поліамідоімідна смола (12) (до ДМСО (45) (5) балансу) Чиста вода Аморфний графіт Епоксидна смола (12) (до GBL (40) (10) балансу) Чиста вода Суміш поліамідоімідної (до ДМСО (47) смоли і фторкаучуку (12) балансу) Чиста вода Суміш поліамідоімідної Аморфний (до ДМСО (47) смоли і фторкаучуку (12) графіт* (17) балансу) Органічний розчинник (який Дисульфід Поліамідоімідна смола (10) відрізняється від ксилоли, молібдену (30) до балансу) * Кількість аморфного графіту дорівнює доданій кількості в розрахунку на 100 частин (за масою) загальної кількості смоли, води і органічного розчинника 12 UA 113996 C2 Таблиця 3 Ніпель № Обробка поверхні 1. Шліфування Приклад (R=3) 1 2. Фосфат цинку (R=8)(t=12) Перший шар твердого покриття Муфта Другий шар Обробка поверхні покриття Поліамідоімідна смола (t=25) ПоліамідоПіскоструми імідна смола з Приклад н-на диспергованим 2 обробка порошком (R=10) ПФТЕ (t=20) Епоксидна Піскоструми смола з Приклад н-на диспергованим 3 обробка аморфним (R=10) графітом (t=30) Перший шар твердого покриття 1. Шліфування (R=3) 2. Фосфат марганцю (R=10)(t=15) твердого Другий шар Склад тверсталі дого покриття Поліамідоімідна смола (t=25) A 1. Шліфування Поліамідо(R=3) імідна смола з 2. Плакування дисперго(Ni-підшар+Cuваним покриття) (t=10) порошком (R=5) ПФТЕ (t=20) 1. Шліфування Епоксидна (R=3) смола з 2. Плакування дисперго(Niваним підшар+покрит аморфним тя зі сплаву Cuграфітом Sn-Zn) (t=7) (t=30) (R=5) Суміш поліамідоімідної смоли з Суміш дисперСуміш поліамідогованим поліамідоПриклад Шліфування Шліфування імідної смоли і аморфімідної смоли і 4 (R=3) (R=3) фторкаучуку ним фторкаучуку (t=15) графі(t=15) том і фторкаучуком (t=20) 1. 1. Шліфування Компаундне Приклад Шліфування Компаундне (R=3) мастило для (R=3) мастило згідно 2. Фосфат згідно зі порів2. Фосфат зі стандартом марганцю стандартом няння 1 цинку API BUL 5A2 (R=10)(t=15) API BUL 5A2 (R=8)(t=12) Поліамідо1. Поліамідо1. Шліфування імідна смола з Приклад Шліфування імідна смола з (R=3) диспергодля (R=3) диспергованим 2. Фосфат ваним порів2. Фосфат дисульфідом марганцю дисульфідом няння 2 цинку молібдену (R=10)(t=15) молібдену (R=8)(t=12) (t=25) (t=25) R: шорсткуватість поверхні (мкм), t: товщина (мкм) 13 B C Суміш поліамідоімідної смоли з диспергованим аморфним графітом і фторкаучуку (t=20) A A A UA 113996 C2 5 10 15 20 25 Для оцінки внутрішньої поверхні з'єднувального елемента труби для нафтової свердловини в стані, коли перед затягуванням були встановлені протектори для захисту ділянки ніпеля з різзю і ділянки муфти з різзю, проводили кліматичні випробування, при яких імітували всі кліматичні умови в наступному порядку: від холодної погоди до високої температури в умовах кліматичного випробування (вологість являє собою відносну вологість), як описано в таблиці 4. Потім з'єднувальний елемент знімали, поверхню ніпеля і поверхню муфти досліджували візуально, перевіряли зовнішній стан твердого покриття (наявність або відсутність відшарування, зміни забарвлення і т. п.) і за допомогою вимірника твердості по олівцевій шкалі вимірювали твердість твердого покриття перед кліматичним випробуванням і після нього. Потім негайно здійснювали багаторазове випробування по затягненню і ослабленню нарізного з'єднання, яке буде описане нижче, і спостерігали за появою заїдання. Крім того, як показано в таблиці 4, для імітації умов впливу морського навколишнього середовища, обприскували зразки насиченим розчином NaCl під час корозійного випробування в сольовій камері згідно з стандартом JIS при температурі +40°С і вологість 98%. При багаторазовому випробуванні по затягненню і ослабленню нарізне з'єднання затягували при швидкості затягування 10 об./хв. і крутному моменті 20 кН·м, і після ослаблення досліджували стан поверхні ніпеля і поверхні муфти після заїдання. Першу - четверту по рахунку операцію по затягуванню і ослабленню здійснювали в теплих навколишніх умовах (близько 20°С). П'яту і подальшу операцію по затягуванню і ослабленню здійснювали при температурі -20°С шляхом охолоджування зовнішньої поверхні частини, що затягується сухим льодом. В тому випадку, коли подряпини від заїдання, що утворюються при затягуванні, були невеликими, і після ремонту можливо було повторне затягування, операції по затягуванню і ослабленню продовжували після ремонту. Результати проведених кліматичних випробувань і випробувань на повторне затягування і ослаблення в сукупності показані в таблиці 5. Таблиця 4 Порядковий № Умови кліматичних випробувань Температура (С) 1 Теплове старіння +40 2 Дія низької температури -60 3 Перепад температур 4 Спека і волога Дія морського оточуючого середовища (розпилення розчину солі) +40 Вологість (%) Не визначали Не визначали 98 Не визначали 98 +40 98 Дія високотемпературної водяної пари -40 +20 5 6 -20 +100 14 Не визначали 98 Тривалість випробувань 6 днів 3 дні Всього 36 циклів по 4 години при кожній температурі 5 днів 7 днів 1 година 1 хвилина UA 113996 C2 Таблиця 5 № Приклад 1 2 3 4 Наявність заїдання (цифрове значення: порядковий номер операції по затягуванню) 1 2 3 4 5 6 7 8 9 10 1 2 Приклади для порівняння Результат кліматичного випробування Примітка Без зміни Без зміни Без зміни Без зміни Містяться важкі метали, такі як свинець; має шкідливий вплив на Без зміни організм людини і оточуюче середовище і значне наліплювання Значне Застосовується відшаровування шкідливий органічний покриття розчинник (Примітка) 1) : відсутнє завдання; : невелике завдання (подряпини від заїдання виправні, і можливе повторне затягування); : значне заїдання (невиправне) 5 10 15 20 25 30 Приклад 1 Поверхня ніпеля і поверхня муфти поліпшеного нарізного з'єднання, виготовленого зі Cr-Moсталі, що має склад А, показаний в таблиці 1, піддавали поверхневій обробці, щоб забезпечити обробку приповерхневої зони і конфігурацію твердого покриття, показану в прикладі 1 таблиці 3. Поверхню муфти піддавали механічному шліфуванню (шорсткість поверхні 3 мкм) і потім при температурі від 80°С до 95°С на 10 хвилин занурювали в рідину для хімічної конверсійної обробки для одержання фосфату марганця шляхом утворення покриття з фосфату марганцю (шорсткість поверхні 10 мкм) товщиною 15 мкм. Поверхню ніпеля піддавали механічному шліфуванню (шорсткість поверхні 3 мкм) і потім при температурі від 75°С до 85°С на 10 хвилин занурювали в рідину для хімічної конверсійної обробки для одержання фосфату цинку шляхом утворення покриття з фосфату цинку (шорсткість поверхні 8 мкм) товщиною 12 мкм. Потім на поверхню ніпеля і поверхню муфти з обробленими приповерхневими зонами шляхом розпилення наносили композицію для утворення твердого покриття, приготовану TM шляхом змішування поліамідоімідної смоли (Torlon 4000TF виробництва компанії SOLVAY) як органічна смола, яка розчинна в диполярному апротонному розчиннику, чистої води і NMP (Nметилпіролідон) як диполярного апротонного розчинник, щоб одержати композицію за прикладом 1 таблиці 2. Потім одержаний продукт піддавали підсушуванню (при 80°С протягом 10 хвилин) і основному нагріванню (при 230°С протягом 30 хвилин), утворюючи при цьому тверде покриття зі середньою товщиною 25 мкм. Після встановлення виготовлених зі смоли протекторів на ніпель і муфту, утримуючі утворені на них тверді покриття, здійснювали кліматичні випробування, показані в таблиці 4. Як показано в таблиці 5, зниження якості, такої як відшарування, зміна забарвлення і погіршення міцності твердих покриттів на поверхні ніпеля і поверхні муфти після випробування, не встановлене. Потім проводили випробування на повторне затягування і ослаблення нарізного з'єднання. Після дев'ятого по рахунку ослаблення спостерігали невелике заїдання на ділянці з різзю поверхні ніпеля. Однак ділянка з різзю була відремонтована і без зупинки знову піддана випробуванню, яке описане раніше; при цьому виявилося, що можна провести десяту по рахунку операцію по затягненню і ослабленню. Приклад 2 Поверхню ніпеля і поверхню муфти поліпшеного нарізного з'єднання, виготовленого зі сталі (13% Cr), що має склад В, показаний в таблиці 1, піддавали поверхневій обробці, щоб 15 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 60 забезпечити обробку приповерхневої зони і конфігурацію твердого покриття, показану в прикладі 2 таблиці 3. Поверхню муфти піддавали механічному шліфуванню (шорсткість поверхні 3 мкм), як показано в таблиці 3, після чого піддавали спочатку плакуванню з утворенням тонкого Niпідшару і потім електроплакуванню з утворенням плакуючого Cu-покриття (шорсткість поверхні 5 мкм) загальною товщиною 10 мкм. Поверхню ніпеля піддавали піскоструминній обробці, при якій 80 разів проводили вдування піску, щоб одержати поверхню з шорсткістю 10 мкм. Після обробки приповерхневих зон поверхні ніпеля і поверхні муфти шляхом розпилення наносили композицію для утворення твердого покриття, одержану шляхом змішування поліамідоімідної смоли (тієї ж самої, що в прикладі 1) як органічна смола, яка розчинна в диполярному апротонному розчиннику, чистої води, ДМСО (диметилсульфоксид) як диполярного апротонного розчинник і частинки ПТФЕ як мастильні частинки в співвідношенні, показаному в прикладі 2 таблиці 2. Потім одержаний продукт піддавали підсушуванню (при 85°С протягом 10 хвилин) і основному нагріванню (при 280°С протягом 30 хвилин), утворюючи при цьому тверде покриття з середньою товщиною 20 мкм. Після встановлення виготовлених зі смоли протекторів на ніпель і муфту, утримуючі утворені на них тверді покриття, проводили кліматичні випробування, показані в таблиці 4. Як показано в таблиці 5, зниження якості, такої як відшарування, зміна забарвлення і погіршення міцності твердих покриттів на поверхні ніпеля і поверхні муфти після випробування, не встановлене. Потім проводили випробування на повторне затягування і ослаблення, і операцію по затягненню і ослабленню без появи заїдання можна було здійснювати 10 разів. Приклад 3 Поверхню ніпеля і поверхню муфти поліпшеного нарізного з'єднання, виготовленого зі сталі (25% Cr), що має склад С, показаний в таблиці 1, піддавали поверхневій обробці, щоб забезпечити обробку приповерхневої зони і конфігурацію твердого покриття, показану в прикладі 3 таблиці 3. Поверхню муфти піддавали механічному шліфуванню (шорсткість поверхні 3 мкм), після чого піддавали спочатку плакуванню з утворенням тонкого Ni-підшару і потім електроплакуванню з утворенням плакуючого покриття зі сплаву Cu-Sn-Zn (шорсткість поверхні 5 мкм) загальною товщиною близько 7 мкм. Поверхню ніпеля піддавали піскоструминній обробці, при якій 80 разів проводили вдування піску, щоб одержати шорсткість поверхні 10 мкм. Після обробки приповерхневих зон поверхні ніпеля і поверхні муфти шляхом розпилення наносили композицію для утворення твердого покриття, одержану шляхом змішування наявної ТМ в продажі вододиспергованої епоксидної смоли MODEPICS301 (зареєстрована торгова марка, що виробляється компанією ARakawa Chemical Industries, Ltd., одержаною у вододиспергованому рідкому стані) як органічна смола, яка частково розчинна щонайменше в диполярному апротонному розчиннику, GBL (-бутиролактон) як диполярний апротонний розчинник і аморфний графіт як мастильні частинки, при їх співвідношенні, показаному в прикладі 3 таблиці 2. Потім одержаний продукт піддавали підсушуванню (при 80°С протягом 10 хвилин) і основному нагріванню (при 230°С протягом 30 хвилин), утворюючи при цьому тверде покриття з середньою товщиною 20 мкм. Після встановлення виготовлених зі смоли протекторів на ніпель і муфту, утримуючі утворені на них тверді покриття, проводили кліматичні випробування, показані в таблиці 4. Як показано в таблиці 5, зниження якості, такої як відшарування, зміна забарвлення і погіршення міцності твердих покриттів на поверхні ніпеля і поверхні муфти після випробування, не встановлене. Потім проводили випробування по затягненню і ослабленню, і операцію по затягненню і ослабленню без появи заїдання можна було здійснювати 10 разів. Приклад 4 Поверхню ніпеля і поверхню муфти поліпшеного нарізного з'єднання, виготовленого зі CrMo-сталі, що має склад А, показаний в таблиці 1, піддавали поверхневій обробці, щоб забезпечити обробку приповерхневої зони і конфігурацію твердого покриття, показану в прикладі 4 таблиці 3. Поверхню ніпеля і поверхню муфти піддавали механічному шліфуванню (шорсткість поверхні 3 мкм). Спочатку на поверхню ніпеля і поверхню муфти шляхом розпилення як перший шар наносили композицію для утворення твердого покриття, одержану шляхом перемішування суміші (масове відношення поліамідоімідна смола/фторкаучук = 70/30 в перерахунку на вміст сухих речовин) поліамідоімідної смоли (тієї ж самої, що в прикладі 1) як органічна смола, яка розчинна в диполярному апротонному розчиннику, і наявного в продажу вододиспергованого ТМ фторкаучуку POLYFLON (зареєстрована торгова марка ПТФЕ D-210C, що виробляється компанією DAIKIN INDUSTRIES, Ltd., що одержується у вододиспергованому рідкому стані) і 16 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 чистої води (до балансу) і ДМСО як диполярний апротонний розчинник в співвідношенні, вказаному для першого шару, за прикладом 4 таблиці 4. Після чого одержаний продукт піддавали підсушуванню (при 80°С протягом 10 хвилин). Потім шляхом розпилення як другий шар наносили композицію для утворення твердого покриття, одержану шляхом додаткового додавання і диспергування 17 частин (по масі) аморфного графіту до 100 частин (по масі) композиції для утворення твердого покриття першого шару. Потім одержаний продукт піддавали підсушуванню (при 80°С протягом 10 хвилин) і основному нагріванню (при 230°С протягом 30 хвилин). Відповідно утворювали тверде покриття, в якому перший шар і другий шар мали загальну середню товщину 35 мкм. Як показано в таблиці 3, товщина першого шару, який не містив мастильних частинок, становила близько 15 мкм, і товщина другого шару, який містив мастильні частинки (аморфного графіту), становила близько 20 мкм. Після встановлення виготовлених зі смоли протекторів на ніпель і муфту, утримуючі утворені на них тверді покриття, проводили кліматичні випробування, показані в таблиці 4. Як показано в таблиці 5, зниження якості, такої як відшарування, зміна забарвлення і погіршення міцності твердих покриттів на поверхні ніпеля і поверхні муфти після випробування, не встановлене. Потім проводили випробування на повторне затягування і ослаблення. Операцію по затягненню і ослабленню можна було здійснювати без появи заїдання 10 разів. Приклад для порівняння 1 Проводили обробку приповерхневої зони поліпшеного нарізного з'єднання, виготовленого зі Cr-Mo-сталі складу А, показаного в таблиці 1, згідно з прикладом для порівняння 1 таблиці 2, і наносили на поверхню мастило (компаундне мастило в формі в'язкої рідини згідно зі стандартом API BUL 5A2), яка містить важкі метали, такі як свинець. Поверхню муфти піддавали механічному шліфуванню (шорсткість поверхні 3 мкм) і потім при температурі від 80 до 95°С на 10 хвилин занурювали в рідину для хімічної конверсійної обробки для одержання фосфату марганцю шляхом утворення покриття з фосфату марганцю (шорсткість поверхні 10 мкм) товщиною 15 мкм. Потім на поверхню, піддану обробці приповерхневої зони, наносили компаундне мастило, утворюючи при цьому мастильне покриття (загальна кількість компаундного мастила, що наноситься на ніпель і муфту, становила 50 г, і 2 площа її нанесення загалом становила приблизно 1400 см ). Поверхню ніпеля піддавали механічному шліфуванню (шорсткість поверхні 3 мкм) і потім при температурі від 75°С до 85°С на 10 хвилин занурювали в рідину для хімічної конверсійної обробки для одержання фосфату цинку шляхом утворення покриття з фосфату цинку (шорсткість поверхні 8 мкм) товщиною 12 мкм. На його поверхню наносили компаундне мастило, як таке. Після встановлення виготовлених зі смоли протекторів на ніпель і муфту, утримуючі утворені на них тверді покриття, проводили кліматичні випробування, показані в таблиці 4. Як показано в таблиці 5, після випробування не відбувалося істотних змін в мастильному покритті, утвореному мастилом на поверхні ніпеля і поверхні муфти. Потім проводили випробування по затягненню і ослабленню нарізного з'єднання, причому під час першої - четвертої по рахунку операції по затягненню і ослабленню, здійснюваної в теплих навколишніх умовах (близько 20°С), заїдання не спостерігали. Однак при температурі близько -20°С при п'ятій по рахунку і подальших операціях по затягненню і ослабленню спостерігали заїдання на ділянці з різзю ніпеля вже після шостої по рахунку операції по затягненню і ослабленню; і при восьмій по рахунку операції по затягненню і ослабленню заїдання було такого рівня, яке не можна було відремонтувати. Тому випробування припиняли. З одержаних результатів було встановлено, що навіть в тому випадку, коли застосовували компаундного мастила, що містить порошок важких металів, яке, як вважалося в минулому, має чудову стійкість до заїдання, під час затягування при низькій температурі навколишнього середовища після впливу зміни холоду і спеки від екстремально низької температури до високої температури не змогло показати задовільні експлуатаційні характеристики. Приклад для порівняння 2 Поверхню ніпеля і поверхню муфти поліпшеного нарізного з'єднання, виготовленого зі CrMo-сталі, що має склад А, показаний в таблиці 1, піддавали поверхневій обробці, щоб забезпечити обробку приповерхневої зони і конфігурацію твердого покриття, показану в прикладі для порівняння 2 таблиці 3. Поверхню муфти піддавали механічному шліфуванню (шорсткість поверхні 3 мкм) і потім при температурі від 80°С до 95°С на 10 хвилин занурювали в рідину для хімічної конверсійної обробки для одержання покриття з фосфату марганцю шляхом утворення покриття з фосфату марганцю (шорсткість поверхні 10 мкм) товщиною 15 мкм. 17 UA 113996 C2 5 10 15 20 25 30 35 40 45 50 55 Поверхню ніпеля піддавали механічному шліфуванню (шорсткість поверхні 3 мкм) і потім при температурі від 75°С до 85°С на 10 хвилин занурювали в рідину для хімічної конверсійної обробки для одержання покриття з фосфату цинку шляхом утворення покриття з фосфату цинку (шорсткість поверхні 8 мкм) товщиною 12 мкм. Потім на поверхню ніпеля і поверхню муфти з обробленими приповерхневими зонами, як такими, шляхом розпилення наносили композицію для утворення твердого покриття (відповідну композиції, описаній в патентному документі 1), виготовлену шляхом змішування ТМ поліамідоімідної смоли VYLOMAX (зареєстрована торгова марка HR-BNX, що виробляється компанією TOYOBO CO., LTD.), яка розчинна в органічному розчиннику, що не є диполярним (неполярному), в змішаному розчиннику, що включає в себе ксилол і NMP при масовому відношенні 33 і 67 як органічний розчинник, і дисульфід молібдену як мастильні частинки в співвідношенні, показаному в прикладі для порівняння 2 таблиці 2. Потім одержаний продукт піддавали підсушуванню (при 80°С протягом 10 хвилин) і основному нагріванню (при 230°С протягом 30 хвилин), утворюючи при цьому тверде покриття з середньою товщиною 25 мкм. Після встановлення виготовлених зі смоли протекторів на ніпель і муфту, утримуючі утворені на них тверді покриття, проводили кліматичні випробування, показані в таблиці 4. Як показано в таблиці 5, після випробування спостерігали часткове відшарування твердих покриттів від поверхні ніпеля і поверхні муфти і утворення раковин. У проведеному потім випробуванні на повторне затягування і ослаблення під час першої - четвертої по рахунку операції по затягненню і ослабленню, здійснюваної в теплих навколишніх умовах (близько 20°С), заїдання на ділянці з різзю ніпеля починалося після третьої по рахунку операції по затягненню і ослабленню. Потім ділянка з різзю була відремонтована, щоб продовжувати випробування. Однак під час п'ятої по рахунку операції по затягненню і ослабленню, коли випробування по затягненню і ослабленню проводили при температурі близько -20°С, заїдання мало такий рівень, що його не можна було відремонтувати. Тому випробування припиняли. З одержаних результатів очевидно, що навіть в трубних нарізних з'єднаннях з твердими покриттями, виготовленими з аналогічних поліамідоімідних смол як таких, тверде покриття, утворене з композиції, розчинної в органічному розчиннику за прикладом для порівняння 2, і тверді покриття, утворені з композицій, диспергованих у воді по прикладах 1-4, відрізняються за своїми експлуатаційними характеристиками при здійсненні зміни холоду і спеки від екстремально низької температури до високої температури і по стійкості до заїдання у випробуванні по затягненню і ослабленню нарізних з’єднань при низькій температурі. Антикорозійні властивості трубного нарізного з'єднання по прикладах 1-4 і прикладах для порівняння 1 і 2 перевіряли шляхом проведення таких же обробок приповерхневої зони, як обробки поверхонь ніпеля і поверхонь муфти згідно з таблицею 3, з використанням додатково одержаних зразків для випробувань (70 мм 150 мм 1,0 мм товщини) і утворення на них тих же самих твердих покриттів. Зразки піддавалися корозійному випробуванню в сольовій камері, виходячи зі стандарту JIS Z2371 (відповідного міжнародному стандарту ISO 9227, при температурі 35°С, 1000 годин), і випробуванню на вологостійкість, виходячи зі стандарту JIS K5600-7-2 (відповідного міжнародному стандарту ISO 6270, при температурі 50°С, вологість 98%, 200 годин), щоб дослідити наявність або відсутність іржі, що утворюється. В результаті дослідження виявили, що утворення іржі не відбувалося у всіх прикладах 1-4. Незважаючи на те, що даний винахід описаний з посиланням на варіанти здійснення винаходу, які вважаються переважними в даний момент часу, даний винахід не обмежується розкритими вище варіантами його здійснення. Можуть бути додані модифікації в діапазоні, який не вийде за межі технічної ідеї даного винаходу, яку можна зрозуміти з прикладеної формули винаходу і повного опису, і потрібно розуміти, що нарізні з'єднання згідно з такими модифікація, включені в технічний об'єм даного винаходу. Опис позиційних позначень на кресленнях і позначень А. Сталева труба; В. З'єднувальний елемент; 1. Ніпель; 2. Муфта; 3a. Ділянка із зовнішньою різзю; 3b. Ділянка з внутрішньою різзю; 4a, 4b. Металева контактна ділянка без різі; 5a, 5b. Заплечики; 30. Сталева поверхня; 31a. Тверде покриття (перший шар в двошаровій конфігурації); 18 UA 113996 C2 31b. Тверде покриття (в одношаровій конфігурації або другий шар в двошаровій конфігурації); 32. Шар, що одержується при обробці приповерхневої зони. 5 10 15 20 25 30 ФОРМУЛА ВИНАХОДУ 1. Композиція для утворення твердого покриття, утвореного на поверхні контакту щонайменше одного ніпеля і муфти трубного нарізного з'єднання, що містить змішаний розчинник, що включає в себе воду і диполярний апротонний розчинник, і порошкоподібну органічну смолу, яка частково розчинна щонайменше в диполярному апротонному розчиннику, причому порошкоподібна органічна смола наявна в розчиненому або диспергованому в змішаному розчиннику стані, причому порошкоподібна органічна смола містить одну або дві сполуки, вибрані з поліамідоімідної смоли і епоксидної смоли, і диполярний апротонний розчинник містить одну або дві сполуки, вибрані з диметилсульфоксиду і -бутиролактону. 2. Композиція для утворення твердого покриття за п. 1, що додатково містить мастильні частинки. 3. Композиція для утворення твердого покриття за п. 1 або 2, яка додатково містить фторкаучук. 4. Композиція для утворення твердого покриття за п. 1, в якій, коли загальна кількість компонентів в композиції для твердого покриття складає 100 мас. %, кількість води складає від 10 до 50 мас. %, кількість диполярного апротонного розчинника складає від 25 до 55 мас. %, і кількість порошкоподібної органічної смоли складає від 5 до 25 мас. %. 5. Трубне нарізне з'єднання, що містить ніпель і муфту, які забезпечені контактною поверхнею, що включає в себе ділянку з різзю і металеву контактну ділянку без різі; в яких контактна поверхня щонайменше одного елемента - ніпеля і муфти - містить тверде покриття, утворене з композиції для утворення твердого покриття за будь-яким з пп. 1-4. 6. Трубне нарізне з'єднання за п. 5, в якому тверде покриття містить: перший шар, який не містить мастильних частинок; і утворений на ньому другий шар, який містить мастильні частинки. 7. Трубне нарізне з'єднання за п. 5 або 6, в якому товщина твердого покриття становить від 5 до 100 мкм. 19 UA 113996 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 20
ДивитисяДодаткова інформація
Автори англійськоюGoto Kunio
Автори російськоюГото Кунио
МПК / Мітки
МПК: F16L 15/04, C10M 145/20, C10N 30/12, C09D 163/00, C09D 179/08, C10N 30/00, C10M 149/18, C09D 201/00, C09D 201/04, C10M 173/02, C10N 40/00, C10M 147/00, C09D 7/12
Мітки: трубне, утворення, покриття, з'єднання, твердого, композиція, нарізне
Код посилання
<a href="https://ua.patents.su/22-113996-kompoziciya-dlya-utvorennya-tverdogo-pokrittya-i-trubne-narizne-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Композиція для утворення твердого покриття і трубне нарізне з’єднання</a>
Композиція для утворення змащувального покриття, нарізне з’єднання для труб та спосіб з’єднання множини труб
Номер патенту: 100031
Опубліковано: 12.11.2012
Автори: Ямамото Ясухіро, Фукумото Сігекі, Імаі Рюіті, Гото Куніо
МПК: C10N 50/10, C10M 159/02, C10N 40/00, C10N 30/06, F16L 15/04, C10M 117/00, C10M 125/18, C10M 109/00, C10M 169/00, C10N 30/00, C10M 145/00, C10M 159/06, C10M 129/28, C10N 20/00, C10M 159/20, C10M 125/02, C10N 80/00
Мітки: покриття, з'єднання, множині, композиція, нарізне, утворення, змащувального, спосіб, труб
Формула / Реферат:
1. Композиція для утворення змащувального покриття на нарізному з'єднанні для труб, яка містить в цілому 0,5-30 % мас. одного або обох з каніфолі і фториду кальцію, 2-30 % мас. металевого мила, 2-30 % мас. воску і 10-70 % мас. основної солі металу і ароматичної органічної кислоти.2. Композиція за п. 1, яка додатково містить змащувальний порошок.3. Композиція за п. 1 або 2, яка додатково містить карбонат...
Трубне нарізне з’єднання
Номер патенту: 91751
Опубліковано: 25.08.2010
Автори: Сугіно Масаакі, Верже Ерік, Сумітані Кацутосі, Хамамото Такахіро, Івамото Мітіхіко, Шарве-Кемен Жан-Франсуа, Ле Шевальє Бенуа, Ямамото Міюкі
МПК: E21B 17/042, F16L 15/00
Мітки: з'єднання, нарізне, трубне
Формула / Реферат:
1. Трубне нарізне з'єднання, яке містить ніпель, що є охоплюваним нарізним елементом, утвореним на кінцевій ділянці першої трубної деталі, і муфту, що є охоплюючим нарізним елементом, утвореним на кінцевій ділянці другої трубної деталі, причому як ніпель, так і муфта має нарізну зону і щонайменше одну упорну поверхню для затягування, охоплювана нарізна зона ніпеля зчіплюється з охоплюючою нарізною зоною муфти, щонайменше одна упорна поверхня...
Трубне нарізне з’єднання з поліпшеними властивостями для високомоментного згвинчування
Номер патенту: 110685
Опубліковано: 25.01.2016
Автор: Гото Куніо
МПК: E21B 17/042, F16L 15/04
Мітки: нарізне, трубне, згвинчування, з'єднання, властивостями, високомоментного, поліпшеними
Формула / Реферат:
1. Трубне нарізне з'єднання, яке складається з ніпеля і муфти, кожний з яких має контактну поверхню, яка складається з нарізної ділянки і контактної ділянки, яка не має різі, що включає ущільнюючу ділянку і упорну ділянку, яке відрізняється тим, що на ділянці, яка включає упорну ділянку контактної поверхні щонайменше одного елемента з ряду, що містить ніпель і муфту, присутнє перше тверде мастильне покриття, на щонайменше частині контактної...
Трубне нарізне з’єднання

Номер патенту: 110034
Опубліковано: 10.11.2015
Автори: Елдер Рассел, Меллон Бертранд
МПК: F16L 15/04, F16L 15/00, E21B 17/02
Мітки: нарізне, трубне, з'єднання
Формула / Реферат:
1. Нарізне трубне з'єднання, що містить:першу трубу, причому перша труба містить елемент у вигляді ніпеля, що проходить від кінця основного корпусу першої труби до наконечника першої труби, причому елемент у вигляді ніпеля містить двї радіально зміщені секції зовнішніх різей, причому дві радіально зміщені секції зовнішніх різей містять першу секцію різі й другу секцію різі, причому перша секція різі відділена від другої секції різі за...
Трубне нарізне з’єднання, яке має поліпшену характеристику високого моментного навантаження
Номер патенту: 111250
Опубліковано: 11.04.2016
Автори: Гото Куніо, Танака Юдзі, Ямамото Ясухіро
МПК: C10M 159/04, C10N 30/00, C10M 103/00, C10M 129/40, C10N 30/06, C10M 105/00, E21B 17/042, C10M 159/24, C10N 10/04, F16L 15/04, C10N 30/12
Мітки: характеристику, має, нарізне, моментного, з'єднання, високого, поліпшену, яке, навантаження, трубне
Формула / Реферат:
1. Трубне нарізне з'єднання, утворене ніпелем і муфтою, які мають контактну поверхню, яка включає безнарізну ділянку металевого контакту, яка включає ущільнювальну ділянку та заплечикову ділянку, і нарізну ділянку, яке відрізняється тим, що контактна поверхня ніпеля і/або муфти має перше мастильне покриття і друге мастильне покриття, при цьому перше мастильне покриття являє собою тверде мастильне покриття, сформоване на безнарізній ділянці...
Попередній патент: Спосіб очищення води з використанням ємнісної деіонізації
Наступний патент: Підводний населений апарат
Випадковий патент: Опалювальна піч