Формула / Реферат
1. Способ изготовления композитного слоистого пластика, в котором однонаправленные (ОН) волокна пропитывают еще неотвержденным матричным, веществом, пропитанные матричным веществом ОН-волокна пропускают через зону наслаивания в виде слоев с по меньшей мере двумя различными направлениями волокон и матричное вещество отверждают, отличающийся тем, что пропитанные еще неотвержденным матричным веществом ОН-волокна пропускают через зону наслаивания вместе с предварительно сформированным нетекучим композитом, содержащим ОН-волокна.
2. Способ по п.1 отличающийся тем, что предварительно сформированный нетекучий композит является нетекучим композитом с однонаправленными волокнами (ОН-композитом).
3. Способ по п.1, отличающийся тем, что предварительно сформированный нетекучий композит является нетекучим перекрестно-армированным слоистым пластиком.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что процесс наслаивания осуществляют, используя дублировочный пресс.
5. Способ по п.4, отличающийся тем, что на первом этапе формируют нетекучий ОН-композит путем пропускания ОН-волокон, пропитанных еще неотвержденным матричным веществом, через дублировочный пресс и преобразованием матричного вещества в нетекучее состояние, а на втором этапе отрезки предварительно сформованного нетекучего ОН-композита определенней длины вводят в дублировочный пресс и этот композит сослаивают с содержащим ОН-волокна еще неотвердевшим матричным веществом.
6. Способ по п.5, отличающийся тем, что в дублировочном прессе вдоль двух наружных поверхностей нетекучего ОН-композита вводят еще неотвержденное матричное вещество, содержащее ОН-волокна, ориентированные преимущественно перпендикулярно к направлений ориентации волокон в ОН-композите.
7. Способ по п.5 или 6, отличающийся тем, что отрезки ОН-композита определенной длины, которая приблизительно равна их ширине, создают путем нарезания бесконечного ОН-композита, сформированного на первом этапе.
8. Способ по любому из пп.4 - 7, отличающийся тем, что дублировочный пресс содержит зону наслаивания с постоянным давлением.
9. Способ по п.8, отличающийся тем, что на края материала, проходящего через дублировочный пресс, подают вязкий термопластичный полимер в направлении прохождения материала.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что подготавливают по меньшей мере одну внешнюю поверхность композитного слоистого пластика к нанесению дорожек из токопроводящего материала для последующего изготовления платы с печатным монтажом (PWB).
11. Способ по п.10, отличающийся тем, что подготавливают внешние поверхности композитного слоистого материала к нанесению дорожек из токопроводящего материала для последующего изготовления платы с печатным монтажом (PWB) тем, что наслаивают фольгу из металла, подходящею для формирования токопроводящих дорожек путем вытравливания, на внешние поверхности матричного вещества, содержащего ОН-волокна, при его прохождении через зону наслаивания.
12. Способ по п.10, отличающийся тем, что после пропускания через зону наслаивания композитный слоистый пластик покрывают с внешних сторон базовым слоем, обеспечивающим адгезию гальванически наносимых медных дорожек.
13. Способ по любому из пп.1 - 9, отличающийся тем, что покрывают внешние стороны композитного слоистого пластика после прохождения им зоны наслаивания адгезивным слоем с возможностью переведения его в текучее состояние, и тем самым изготавливают изоляционную панель для последующего изготовления многослойных плат с печатным монтажом (ML PWB).
14. Способ по любому из предшествующих пунктов, отличающийся тем, что одновременно пропускают через зону наслаивания несколько предварительно сформированных нетекучих композитов, содержащих ОН-волокна, в виде ОН-композита и/или перекрестно-армированного слоистого пластика.
15. Способ по п.14, отличающийся тем, что одновременно пропускают через зону наслаивания предварительно сформированные нетекучие ОН-композиты и ОН-препрег, причем пропускают ОН-препрег таким образом, что предварительно сформированные нетекучие ОН-композиты проходят через зону наслаивания по меньшей мере с одной стороны указанного ОН-препрега.
16. Способ по любому из предшествующих пунктов, отличающийся тем, что через зону наслаивания пропускают также по меньшей мере один слой, содержащий нетканый материал или ткань.
17. Способ по п.15, отличающийся тем, что пропускают через зону наслаивания слои, содержащие нетканый материал или ткань, таким образом, что они чередуются зеркально симметрично со слоями ОН-композита и ОН-препрега (ОН-слоями), причем ОН-слои всегда образуют внешние армированные волокнами слои.
18. Способ по любому из пп.1 - 17, отличающийся тем, что вводят вещества, обеспечивающие огнестойкость, в еще неотвержденный матричный материал, который наносят последним.
19. Плата с печатным монтажом (PWB), содержащая по меньшей мере один слой проводящего материала и по меньшей мере один слой изолирующего материала с перекрестной армирующей структурой из ОН-волокон, отличающаяся тем, что основой изолирующего материала является композитный слоистый пластик, изготовленный способом по любому из пп.10 - 12 и включающий (a), содержащий ОН-волокна нетекучий композит в виде ОН-композита или перекрестно-армированного слоистого пластика и (b) ОН-волокна, пропитанные еще неотвержденным матричным материалом и соединенные с упомянутым композитом путем наслаивания, по меньшей мере одна внешняя поверхность которого подготовлена для нанесения дорожек из токопроводящего материала.
20. Плата с печатным монтажом по п.19, отличающаяся тем, что композитный слоистый пластик имеет коэффициент толщины T = x/y, который меньше 5,5мкм/текс, где x - толщина слоистого материала в мкм и y - линейная плотность однонаправленно ориентированных волокон в тексах.
21. Многослойная плата с печатным монтажом (ML PWB), содержащая по меньшей мере три слоя проводящего материала и по меньшей мере два слоя изолирующего материала с перекрестной армирующей структурой из ОН-волокон, отличающаяся тем, что основой изолирующего материала является композитный слоистый пластик, изготовленный способом по п.13 и включающий (a), содержащий ОН-волокна нетекучий композит в виде ОН-композита или перекрестно-армированного слоистого пластика и (b) ОН-волокна, пропитанные еще неотвержденным матричным материалом и соединенные с упомянутым композитом путем наслаивания, по меньшей мере одна внешняя поверхность которого подготовлена для нанесения дорожек из токопроводящего материала.
22. Способ изготовления многослойной платы с печатным монтажом (ML PWB), состоящий в покрытии платы с печатным монтажом (PWB), имеющей по обеим сторонам токопроводящие дорожки, армированным ОН-волокнами диэлектриком и слоем медной фольги, отличающийся тем, что пропускают PWB, имеющую с обеих сторон токопроводящие дорожки, через дублированный пресс вместе с ОН-волокнами, пропитанными еще неотвержденным матричным веществом, и тем самым покрывают PWB однонаправленным слоем (ОН-слоем), т.е. создают PWB с однонаправленным покрытием, после чего пропускают эту PWB с однонаправленным покрытием через дублировочный пресс вместе с ОН-волокнами, пропитанными отверждаемым матричным веществом, и медной фольгой, при этом ориентация ОН-слоев, т.е. однонаправленных покрытий, покрывающих PWB, перпендикулярна направлению движения.
23. Подложка для многослойной платы с печатным монтажом (ML PWB), содержащая композитный слоистый пластик, по меньшей мере одна внешняя поверхность которого подготовлена для нанесения дорожек токопроводящего материала и который содержит матричный материал, армированный ОН-волокнами так, что армирующие волокна в разных слоях ориентированы в перекрестных направлениях, при этом указанные слои располагаются симметрично относительно плоскости симметрии, которая проходит через середину слоистого материала параллельно его внешним поверхностям, отличающаяся тем, что использованы различные слои армирующих ОН-волокон, каждый из которых подвергнут термическому воздействию различной степени в зависимости от их положения относительно упомянутой плоскости симметрии, причем меньшей степени термического воздействия подвергнуты слои, более удаленные от плоскости симметрии в сравнении со слоями, более близкими к плоскости симметрии.
24. Способ изготовления платы с печатным монтажом (PWB), состоящий в изготовлении основы платы в виде композитного слоистого пластика с перекрестной армирующей структурой из ОН-волокон, не связанных в виде ткани, подготовке по меньшей мере одной внешней поверхности композитного слоистого пластика к нанесению дорожек из токопроводящего материала, наслаивания на соответствующим образом подготовленные внешние поверхности композитного слоистого пластика фольги из металла, подходящего для формирования токопроводящих дорожек, и в формировании токопроводящих дорожек, отличающийся тем, что композиционный слоистый пластик изготавливают способом, включающим наслаивание (а) нетекучего композита, содержащего ОН-волокна, в виде ОН-композита или перекрестно-армированного слоистого пластика и (б) ОН-волокон, пропитанных еще не отвержденным матричным веществом, согласно любому из пп.1 - 9.
Текст
26358 ,„,С1 УКРАЇНА (5і)б В 29 С 67/14 ОПИС ДО ПАТЕНТУ ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО НА ВИНАХІД (54) СПОСІБ ВИГОТОВЛЕННЯ КОМПОЗИТНОГО ШАРУВАТОГО ПЛАСТИКА, ПЛАТА З ПЕЧАТНИМ МОНТАЖЕМ, БАГАТОШАРОВА ШАТА З ПЕЧАТНИМ МОНТАЖЕМ, СПОСІБ ВИГОТОВЛЕННЯ БАГАТОШАРОВОЇ ПЛАТИ З ПЕЧАТНИМ МОНТАЖЕМ, ПІДКЛАДКА ДЛЯ БАГАТОШАРОВОЇ ПЛАТИ З ПЕЧАТНИМ МОНТАЖЕМ І СПОСІБ ВИГОТОВЛЕННЯ ПЛАТИ З ПЕЧАТНИМ МОНТАЖЕМ 1 2 (21) 95018050 (22) 20.07.93 (24) 30.08.99 (31) 9201303 (32)21.07.92 *~ (33) NL (85) 19.01.95 (86) ЕР93/01919 (20.07.93) (46) 30.08.99. Бюл. № 5 (56) 1. ЕР № 0478051, кл. В 29 С 67/14. 2. Ryan R.J. ^et ai. Additive processing techniques for printed-circuit boards. - R.C.A. Review, 29 (1968, 12) 4, p. 582-599. (72) Мідделман Ерік (NL), Зуурінг Пітер (NL) (73) АМП-АКЦО ЛІНЛЕМ ВОФ (NL) (57) 1. Способ изготовления композитного слоистого пластика, в котором однонаправленные (ОН) волокна пропитывают еще неотвержденным матричным веществом, пропитанные матричным веществом ОНволокна пропускают через зону наслаивания в виде слоев с по меньшей мере двумя различными направлениями волокон и матричное вещество отверждают, о тл и ч а ю щ и й с я тем, что пропитанные еще неотвержденным матричным веществом ОН-волокна пропускают через зону наслаивания вместе с предварительно сформированным нетекучим композитом, содержащим ОН-волокна. 2. Способ по п. 1 о т л и ч а ю щ и йс я тем, что предварительно сформированный нетекучий композит является нетекучим композитом с однонаправленными волокнами (ОН-композитом). 3. Способ по п. 1 , о т л и ч а ю щ и й с я тем, что предварительно сформированный нетекучий композит является не текучим перекрестно-армированным слоистым пластиком. 4. Способ по любому t из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что процесс наслаивания осуществляют, используя дублировочный пресс. 5. Способ по п. 4, о т л и ч а ю щ и йс я тем, что на первом этапе формируют нетекучий ОН-композит путем пропускания ОН-волокон, пропитанных еще неотвержденным матричным веществом, через дублировочный пресс и преобразованием матричного вещества в нетекучее состояние, а на втором этапе отрезки предварительно сформованного нетекучего ОН-композита определенной длины вводят в дублировочный пресс и этот композит сослаивают с содержащим ОН-волокна еще неотвердевшим матричным веществом. 6. Способ по п. 5, о т л и ч а ю щ и йс я тем, что в дублировочном прессе вдоль двух наружных поверхностей нетекучего ОН-композита вводят еще неотвержденное матричное вещество, содержащее ОН-волокна, ориентированные преимущественно перпендикулярно к направлению ориентации волокон в ОН-композите. 7. Способ по п. 5 или 6, о т л и ч а ющ и й с я тем, что отрезки ОН-композита определенной длины, которая приблизительно равна их ширине, создают путем нарезания бесконечного ОН-композита, сформированного на первом этапе. 8. Способ по любому из пп. 4-7 , о тл и ч а ю щ и й с я тем, что дублировочный пресс содержит зону наслаивания с постоянным давлением. С > О Ы СП ОО О 26358 9. Способ по п. 8, о т л и ч а ющ и й с я тем, что на края материала, проходящего через дублировочный пресс, подают вязкий термопластичный полимер в направлении прохождения материала. 10. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что подготавливают по меньшей мере одну внешнюю поверхность композитного слоистого пластика к нанесению дорожек из токопроводящего материала для последующего изготовления платы с печатным монтажом (PWB). 11. Способ по п. 10, о т л и ч а ющ и й с я тем, что подготавливают внешние поверхности композитного слоистого материала к нанесению дорожек из токопроводящего материала для последующего изготовления платы с печатным монтажом (PWB) тем, что наслаивают фольгу из металла, подходящего для формирования токопроводящих дорожек путем вытравливания, на внешние поверхности матричного вещества, содержащего ОН-волокна, при его прохождении через зону наслаивания. 12. Способ по п. 10, о т л и ч а гащ и й с я тем, что после пропускания через зону наслаивания композитный слоистый пластик покрывают с внешних сторон базовым слоем, обеспечивающим адгезию гальванически наносимых медных дорожек. 13. Способ по любому из пп. 1-9, о тличающийся тем, что покрывают внешние стороны композитного слоистого пластика после прохождения им зоны наслаивания адгезивным слоем с возможностью переведения его в текучее состояние, и тем самым изготавливают изоляционную панель для последующего изготовления многослойных плат с печатным монтажом (ML PWB). 14. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что одновременно пропускают через зону наслаивания несколько предварительно сформированных нетекучих композитов, содержащих ОН-волокна, в виде ОН-композита и/или перекрестно-армированного слоистого пластика. 15. Способ по п. 14, о т л и ч а гащ и й с я тем, что одновременно пропускают через зону наслаивания предварительно сформированные нетекучие ОНкомпозиты и ОН-препрег, причем пропускают ОН-препрег таким образом, что предварительно сформированные нетекучие ОН-композиты проходят через зону наслаивания по меньшей мере с одной стороны указанного ОН-препрега. 16. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и йс я тем, что через зону наслаивания пропускают также по меньшей мере один слой, содержащий нетканый материал или ткань. 17. Способ по п. 15, о т л и ч а гащи й с я тем, что пропускают через зону насливания слои, содержащие нетканый материал или ткань, таким образом, что они чередуются зеркально симметрично со слоями ОН-композита и ОНпрепрега (ОН-слоями), причем ОН-слои всегда образуют внешние армированные волокнами слои. 18. Способ по любому из пп. 1-17, о т л и ч а ю щ и й с я тем, что вводят вещества, обеспечивающие огнестойкость, в еще неотвержденный матричный материал, который наносят последним. 19. Плата с печатным монтажом (PWB), содержащая по меньшей мере один слой проводящего материала и по меньшей мере один слой изолирующего материала с перекрестной армирующей структурой из ОН-волокон, о т л и ч а ю щ а я с я тем, что основой изолирующего материала является композитный слоистый пластик, изготовленный способом по любому из пп. 10-12 и включающий (а), содержащий ОН-волокна нетекучий композит в виде ОН-композита или перекрестно-армированного слоистого пластика и (в) ОН-волокна, пропитанные еще неотвержденным матричным материалом и соединенные с упомянутым композитом путем наслаивания, по меньшей мере одна внешняя поверхность которого подготовлена для нанесения дорожек из токопроводящего материала. 20. Плата с печатным монтажом по п. 19, о т л и ч а ю щ а я с я тем, что композитный слоистый пластик имеет коэффициент толщины Т = х/у, который меньше 5,5 мкм/текс, где х - толщина слоистого материала в мкм и у - линейная плотность однонаправленно ориентированных волокон в тексах. 21. Многослойная плата с печатным монтажом (ML PWB), содержащая по меньшей мере три слоя проводящего материала и по меньшей мере два слоя изолирующего материала с перекрестной армирующей структурой из ОН-волокон, о тл и ч а ю щ а я с я тем, что основой изолирующего материала является композитный слоистый пластик, изготовленный способом по п. 13 и включающий (а), содержащий ОН-волокна нетекучий композит в виде ОН-композита или перек 26358 рестно-армированного слоистого пластика и (в) ОН-волокна, пропитанные еще неотвержденным матричным материалом и соединенные с упомянутым композитом путем наслаивания, по меньшей мере одна внешняя поверхность которого подготовлена для нанесения дорожек из токопроводящего материала. 22. Способ изготовления многослойной платы с печатным монтажом (ML PWB), состоящий в покрытии платы с печатным монтажом (PWB), имеющей по обеим сторонам токопроводящие дорожки, армированным ОН-волокнами диэлектриком и слоем медной фольги, о т л и ч а ю щ и й с я тем, что пропускают PWB, имеющую с обеих сторон токопроводящие дорожки, через дублировочный пресс вместе с ОН-волокнами, пропитанными еще неотвержденным матричным веществом, и тем самым покрывают PWB однонаправленным слоем (©Н-слоем), т. е. создают PWB с однонаправленным покрытием, после чего пропускают эту PWB с однонаправленным покрытием через дублировочный пресс вместе с ОН-волокнами, пропитанными отверждаемым матричным веществом, и медной фольгой, при этом ориентация ОН-слоев, т. е. однонаправленных покрытий, покрывающих PWB, перпендикулярна направлению движения. 23. Подложка для многослойной платы с печатным монтажом (ML PWB), содержащая композитный слоистый пластик, по меньшей мере одна внешняя поверхность которого подготовлена для нанесения дорожек токопроводящего материала и который содержит матричный материал, армированный ОН-волокнами так, что армирующие волокна в разных слоях ориентированы в перекрестных направле ниях, при этом указанные слои располагаются симметрично относительно плоскости симметрии, которая проходит через середину слоистого материала параллельно его внешним поверхностям, о т л и чающаяся тем, что использованы различные слои армирующих ОН-волокон, каждый из которых подвергнут термическому воздействию различной степени в зависимости от их положения относительно упомянутой плоскости симметрии, причем меньшей степени термического воздействия подвергнуты слои, более удаленные от плоскости симметрии в сравнении со слоями, более близкими к плоскости симметрии. 24. Способ изготовления платы с печатным монтажом (PWB), состоящий в изготовлении основы платы в виде композитного слоистого пластика с перекрестной армирующей структурой из ОН-волокон, не связанных в виде ткани, подготовке по меньшей мере одной внешней поверхности композитного слоистого пластика к нанесению дорожек из токопроводящего материала, наслаивания на соответствующим образом подготовленные внешние поверхности композитного слоистого пластика фольги из металла, подходящего для формирования токопроводящих дорожек, и в формировании токопроводящих дорожек, о т л и ч а ю щ и й с я тем, что композиционный слоистый пластик изготавливают способом, включающим наслаивание (а) нетекучего композита, содержащего ОН-волокна, в виде ОН-композита или перекрестно-армированного слоистого пластика и (б) ОН-волокон, пропитанных еще не отвержденным матричным веществом, согласно любому из пп. 1-9. частности, изобретение относится к споИзобретение относится к способу изсобу изготовления композитных материаготовления композитных слоистых пласлов преимущественно предназначенных тиков, в частности многослойных матедля использования в качестве основы для риалов с перекрестно расположенными слоями, в котором системы ОН- (одно- 5 печатного монтажа, т. е. в качестве платы с печатным монтажом, далее сокращенно направленных-ОН) волокон, снабженных обозначенной PWB. еще не перешедшими в фиксированную Известен способ изготовления мноформу матричными веществами, проходят гослойного композитного слоистого пласчерез зону соединения в виде слоев, в которых волокна расположены по край- 10 тика, армированного системами ОН-волокон, также предназначенного для испольней мере в двух различных направлениях, зования в качестве PWB, описанный в а матричные вещества фиксируются. В 26358 патенте США № 4943334. В этом способе армирующие моноволокна навиваются на прямоугольный плоский сердечник несколькими слоями, перекрещивающимися под прямым углом. На моноволокно наносится термоплавкое матричное вещество напылением или пропиткой. Матрица, которая впоследствии содержит перекрещивающиеся системы ОН-волокон, затем термофиксируется. Достоинством этого способа является низкий коэффициент расширения получаемого таким способом материала. Возможным недостатком этого способа является высокое остаточное напряжение между слоями в изготовленном материале, возникающее в результате анизотропии слоев, из которых состоит эта структура. Имеются опасения, что эти напряжения могут привести к расслоению материала. Высокая стоимость производства является еще одним крупным недостатком этого способа. Очевидным фактом являются также относительно большие потери материала в виде обрезков кромок. В патенте США № 4420359 раскрыт способ изготовления армированного многослойного пластика, заключающийся в соединении одного или большего количества слоев пропитанного латексом и содержащего волокна пластика с жесткими плоскими панелями. В патенте описано устройство для осуществления этого способа, в котором используется два транспортерных полотна, между которыми происходит соединение. Наконец, в патенте США № 4659425 описан способ производства PWB, заключающийся в нанесении на поверхность металлической фольги термофиксируемой смолы и в наложении таким образом покрытой металлической фольги на армирующую ткань (например, стеклоткань) для получения структуры, состоящей из фольги и ткани, и последующем пропуске этой структуры через дублировочный пресс для получения многослойного материала. Использование дублировочного пресса для изготовления многослойных структур известно как таковое из Европейских патентов ЕР 120192, ЕР 203368, ЕР 215332 и ЕР 327838. Однако в этих публикациях не упоминается об армированных системами ОН-волокон композитах. Композитные материалы для изготовления PWB, в которых отдельные системы ОН-волокон уложены перекрестно, известны из патента США № 4814945. В этом патенте описана структура для изготовления PWB, состоящая из смол, армирован 5 10 15 20 25 30 35 40 45 50 55 8 ных ОН-арамидными волокнами. Несколько слоев смол нагревают до полуфиксированного состояния (до стадии "В"), а затем эти слои, армированные ОН-волокнами, укладывают один на другой и термофиксируют. Недостатком процесса, в котором используются смолы в стадии "В" (с учетом потоков, возникающих при соединении слоев), является то, что натяжение и, следовательно, ориентация волокон в соединяемых слоях не может контролироваться требуемым образом, что приводит к ухудшению плоскостности. В случае изготовления PWB неплоскостность считается существенным недостатком. Еще один недостаток этого способа, связанный с использованием смол в стадии "В", заключается в том, что приходится решать проблемы хранения веществ в активном состоянии. В патенте США № 4609586 также описан материал для изготовления PWB, состоящий из перекрестно уложенных слоев. Этот материал, однако, представляет собой металлическую матрицу, армированную углеродными волокнами, и не используется в качестве действительной основы PWB (роль которой выполняет в данном случае обычный композиционный материал, состоящий из эпоксидной матрицы, армированной стекловолокном), а служит дополнительным базовым компонентом. В патенте США № 3150026 описано устройство для изготовления нетканого пластикового армированного материала, в котором ОН-основные нити подаются по опорной плоскости, а на них последовательно укладывают параллельно ориентированные между собой уточные нити и затем наносят на эту структуру связующую смолу и термофиксируют. В патенте США № 4186044 описано устройство для непрерывного прессования и термофиксации армированной многослойной структуры, пропитанной смолами, и изготовления удлиненных многослойных композиционных изделий. Известен патент Франции № 2330530, по которому изготавливают армированный материал путем подачи с двух рулонов двух армированных в продольном направлении материалов, подачи армированного в поперечном направлении материала, образовании непрерывного полотна, армированного в двух направлениях, нанесении связующего вещества и скреплении всей структуры. Известен также патент Франции № 2333638 на способ изготовления транс 26358 портерного резинового полотна, заключающийся в экструдировании армированного полотна, разрезании аналогичным образом полученного транспортерного полотна на панели, наложении в поперечном направлении этих панелей на упомянутое полотно и последующем прессовании и вулканизации. Наиболее близкий к заявляемому способ изготовления композитного слоистого пластика, в котором однонаправленные (ОН) волокна пропитывают еще неотвержденным матричным веществом, пропитанные матричным веществом ОН-волокна пропускают через зону наслаивания в виде слоев с по меньшей мере двумя различными направлениями волокон и матричное вещество отверждают, описан в патенте ЕР 0478051 A3 (заявка §12020360.3 от 16.09.1991, кл. В 29 С 67/ 14, Н 05 К 1/03, В 23 В 31/20, В 29 С 53/80, D 04 Н 3/04, прототип). Согласно этому патенту непрерывный способ изготовления плоской структуры, состоящей из армированной волокнами матрицы, заключается в использовании по меньшей мере двух движущихся слоев параллельных систем волокон, перекрещивающихся под прямым углом, не связанных между собой в форме ткани (параллельных систем волокон), нанесении на эти системы параллельных волокон, которые расположены в двух перекрещивающихся направлениях, матричного вещества и пропуске их через зону соединения, например, выполненную в виде дублировочного пресса, для изготовления многослойного материала с перекрестной армирующей структурой. Этим способом можно изготавливать многослойные материалы, преимущественно предназначенные для использования в платах печатных схем, благодаря, между прочим, хорошему качеству поверхности, сравнительно низкому коэффициенту линейного теплового расширения (КЛТР) в продольном и поперечном направлениях, возможности варьировать в широких пределах содержание волокон и удовлетворительной стабильности размеров. Недостатком этого способа является то, что укладка волокон в двух направлениях и введение матричных веществ до или после указанной укладки волокон проводятся до термоотверждения матричных веществ с погруженными в них волокнами, что требует использования сравнительно сложного оборудования. Другим недостатком является то, что для сохранения требуемой ориентации волокон, обыч 10 но под углом 90°, системы ОН-волокон должны удерживаться под натяжением в течение всего процесса. Кроме того, желательно чтобы производительность про5 цесса была выше. Из этого же патента известна пла га с печатным монтажом (PWB), содержащая ПО МеНЬШеЙ МЄРЄ ОДИН СЛОЙ ПрОВОДЯЩеі vJ материала и по меньшей мере один слой 10 изолирующего материала с перекрестной армирующей структурой из ОН-волокоч [1, прототип]. Раскрыта плата с печатным монтажом, основа которой изготовлена способом, который заключается в исполь15 зовании по меньшей мере двух движущихся слоев параллельных систем волокон, перекрещивающихся под прямым уг лом, не связанных между собой в форме ткани (параллельных систем волокон), на 20 несении на эти системы параллельных волокон, которые расположены в двух перекрещивающихся направлениях, матричного вещества и пропуске их через зону соединения, например, выполненную в ви25 де дублировочного пресса, для изготовления многослойного материала с перекрестной армирующей структурой. Такая плата с печатным монтажом обладает низким коэффициентом теплового 30 росширения (КТР) в направлении X и Y, причем одинаковым в направлениях X и Y, а также очень низким КТР в направлении Z. Кроме того, она имеет высокую размерную стабильность, повышенное качест35 во поверхности, низкую смачиваемость, низкую растворимость в растворителях. Основным недостатком такой платы является определяемое способом ее изготовления напряженное состояние арми40 рующих волокон и неравномерное распределение напряжения, что может привести к короблению платы или преждевременному разрушению в процессе эксплуатации. 45 Наиболее близкий способ изготовления многослойной платы с печатным монтажом (ML PWB), состоящий в покрытии PWB, имеющей по обеим сторонам токопроводящие дорожки, армированным 50 ОН-волокнами диэлектриком и слоем медной фольги, также описан в патенте ЕР 0478051 A3 (заявка 91202360.3 от 16.09.1991, кл. В 29 С 67/14, Н 05 К 1/ 03, В 32 В 31/20, В 29 С 53/80, D 04 Н 55 3/04, прототип). В этом способе пропускают PWB, имеющую с обеих сторон токопроводящие дорожки, через нагретую зону наслаивания вместе с движущимися слоистыми конструкциями, состоящими из систем слоев не связанных в ткань воло 11 26358 кон, перекрещивающихся под углом 90°, 60° или 45° и пропитанных матричным веществом, и с медной фольгой. Недостатком этого способа яляется то, что и здесь укладка и перемещение волокон в перекрещивающихся направлениях и введение матричных веществ до или после указанной укладки волокон проводятся до термоотверждения матричных веществ с погруженными в них волокнами, что требует использования сравнительно сложного оборудования. Другим недостатком является то, что для сохранения требуемой ориентации волокон системы ОН-волокон должны удерживаться под напряжением в течение всего процесса. Из этого же патента известна многослойная плата с печатным монтажом (ML PWB), содержащая по меньшей мере три слоя проводящего материала и по меньшей мере два слоя изолирующего материала с перекрестной армирующей структурой из ОН-волокон [ 1 , прототип]. Эту плату изготавливают описанным выше способом, поэтому для нее характерны такие недостатки как напряженное состояние армирующих волокон и неравномерное распределение напряжения, чтр может привести к короблению платы или преждевременному разрушению при изгибе. Из этого же патента известна подложка для многослойной платы с печатным монтажом (ML PWB), содержащая композитный слоистый пластик, по меньшей мере одна внешняя поверхность которого подготовлена для нанесения дорожек токопроводящего материала и который содержит матричный материал, армированный ОН-волокнами так, что армирующие ОН-волокна в разных слоях ориентированы в перекрестных направлениях, при этом указанные слои располагаются симметрично относительно плоскости симметрии, которая проходит через середину слоистого материала параллельно его , внешним поверхностям [1, прототип]. Подчеркивается, что такая конструкция, когда слои армирующих волокон расположены зеркально симметрично относительно плоскости симметрии является наиболее предпочтительной. Возможные недостатки такой подложки определяются способом ее изготовления, при котором укладка слоев армирующих волокон в перекрещивающихся направлениях и снабжение их матричным веществом проводятся до термоотверждения матричного вещества с * погруженными в них волокнами. В про,цессе термоотверждения первоначально заданное распределение волокон как в 5 10 15 20 25 30 35 40 45 50 55 12 плоскости слоя, так и в перпендикулярном этой плоскости направлении, может быть нарушено. Отклонение распределения волокон от заданного неизбежно обусловливают как нежелательные поверхностные дефекты, так и локальные градиенты физико-механических характеристик, недопустимые в подложках, предназначенных для изготовления многослойных плат печатных схем с узкими и тонкими токопроводящими дорожками и тонкими слоями диэлектрика между проводящими слоями. Наиболее близкий к заявляемому способ изготовления платы с печатным монтажом (PWB), состоящий в изготовлении композитного слоистого пластика с перекрестной армирующей структурой из ОНволокон, не связанных в виде ткани, подготовке по меньшей мере одной внешней поверхности композитного слоистого пластика к нанесению дорожек из токопроводящего материала и формировании на соответствующим образом подготовленных внешних поверхностях композитного слоистого пластика токопроводящих дорожек из металла, подходящего для их формирования [1, прототип]. Согласно этому патенту изготавливают композитный слоистый пластик, состоящий из армированной волокнами матрицы, используя по меньшей мере два движущихся слоя параллельных систем волокон, перекрещивающихся под прямым углом, не связанных между собой в форме ткани (параллельных систем волокон), нанося на эти системы параллельных волокон, которые расположены в двух перекрещивающихся направлениях, матричное вещество и пропуская их через зону соединения, например, выполненную в виде дублировочного пресса, для изготовления многослойного материала с перекрестной армирующей структурой. Полученный таким образом материал снабжают с одной или обеих сто-, рон средством для нанесения токопроводящих дорожек, например, медной фольгой, и формируют из нее токопроводящие дорожки, например, методом вытравливания. Недостатком этого способа, как и описанного выше способа изготовления композитного слоистого материала, является то, что укладка волокон в перекрещивающихся направлениях и введение матричных веществ до или после указанной укладки волокон проводятся до термоотверждения матричных веществ с погруженными в них волокнами, что требует использования сравнительно сложного оборудо 13 26358 вания. Тем не менее остается большая вероятность смещения волокон в плоскости движения, что может вызвать как нежелательные поверхностные дефекты, так и локальные градиенты физико-механических характеристик. Другим недостатком является то, что для сохранения требуемой ориентации волокон системы ОН-волокон должны удерживаться под натяжением в течение всего процесса. Кроме того, смещение волокон в текущем материале матрицы в процессе наслаивания в направлении Z вызывает неплоскостность получаемого пластика, что считается серьезным дефектом. Наиболее близкий к заявляемому способ изготовления изоляционной панели для многослойной платы с печатным монтажом (ML PWB), состоящий в том, что покрывают адгезивным слоем внешние стороны жесткой пластины, которую изготавливают из диэлектрического материала, описан в обзоре [2, прототип). Диэлектрический материал здесь предлагают изготавливать из керамических или органических материалов, причем из органических материалов предпочтение отдается высокотемпературным пластикам, таким как полисульфон, полифениленоксид и полиимиды, ввиду того, что они обладают более низкими диэлектрическими постоянными, чем обычно используемые армированные материалы, так, как армированные стеклом эпоксидные смолы и фенолы. В качестве адгезивного слоя предлагают наносить адгезивный материал с контролируемой текучестью, обеспечивающий жесткую связь между слоями. Недостатком изоляционных панелей для многослойных плат с печатным монтажом, изготовленных данным способом, является трудность подбора для изолирующей пластины готового диэлектрического материала, который обладает КТР, близким к КТР компонентов электрических схем, которые должны быть размещены на данной плате. 5 10 15 20 25 30 35 40 45 В основу изобретения поставлена задача создать простой, сравнительно недорогой способ изготовления композит- 50 ного слоистого пластика, который преимущественно предназначен для изготовления плат с печатным монтажом, многослойных плат с печатным монтажом, подложек для плат с печатным монтажом 55 и изоляционных панелей для многослойных плат с печатным монтажом, в котором, путем изменения технологического процесса, обеспечивается укладка и соединение отдельных слоев без сдвигов, 14 смещений и деформаций, присущих известным способам, описанным выше. Поставленная задача решена тем, что предложен способ изготовления композитного слоистого пластика, в котором однонаправленные (ОН) волокна пропитывают еще неотвержденным матричным веществом, пропитанные матричным веществом ОН-волокна пропускают через зону наслаивания в виде слоев с по меньшей мере двумя различными направлениями волокон и матричное вещество отверждают, в котором, согласно изобретению, пропитанные еще неотвержденным матричным веществом. ОН-волокна пропускают через зону наслаивания вместе с предварительно сформированным нетекучим композитом, содержащим ОН-волокна. Такое решение позволяет накладывать каждый последующий слой ОН-волокон на уже сформированный нетекучий композит, что исключает возможность смещения волокон в ранее сформированных слоях. Это во-первых обеспечивает, в отличие от предшествующего уровня техники, строго равномерное и однородное распределение волокон и позволяет в результате получать плату с печатным монтажом, имеющую одинаковые КТР в направлениях X и Y. Во-вторых, в отличие от прототипа, это исключает необходимость удерживать волокна под напряжением в течение всего процесса изготовления слоистого пластика, в результате получают пластик, в котором отсутствуют внутренние напряжения и который значительно меньше подвержен короблению или растрескиванию в процессе эксплуатации. В-третьих, этот способ не требует сложного оборудования, поддерживающего параллельную ориентацию ОН-волокон в отдельных слоях и взаимную ориентацию перекрещивающихся систем ОН-волокон. В сравнении с известными способами, описанный способ обеспечивает простое и легкое сохранение ориентации волокон, что жизненно важно при изготовлении композитов, армированных ОН-волокнами. Еще одно преимущество способа по данному изобретению заключается в том, что он очень подходит для использования смол с большим молекулярным весом без применения растворителей, а также катал изированных смол (особенно это важно в случае использования гальванического способа металлизации). Эти коммерчески важные смолы недостаточно хорошо пропитывают волокнистые структуры, в которых различные слои ОН-волокон накла 15 26358 дываются один на другой и пропитываются впоследствии, как это описано в прототипе. Предпочтительно, чтобы предварительно сформированный нетекучий композит являлся нетекучим композитом с однонаправленными волокнами (ОН-композитом) или нетекучим перекрестно-армированным слоистым пластиком. Такое решение обеспечивает оптимальную структуру композитного слоистого пластика и его превосходные физико-механические характеристики, удовлетворяющие всем требованиям промышленности к диэлектрическим материалам, использующихся для изготовления плат с печатным монтажом. Целесообразно процесс наслаивания осуществлять, используя дублировочный пресс. Такое решение обеспечивает требуемую плоскостность пластика и высокое количество обеих его поверхностей, что важно для изготовления плат печатных схем. Предпочтительно на первом этапе формировать нетекучий ОН-композит путем пропускания ОН-волокон, пропитанных еще неотвержденным матричным веществом, через дублировочный пресс и преобразованием матричного вещества в нетекучее состояние, а на втором этапе отрезки предварительно сформованного нетекучего ОН-композита определенной длины вводить в дублировочный пресс и этот композит сослаивать с содержащим ОН-волокна еще неотвердевшим матричным веществом. Такое решение обеспечивает получение многослойного композитного пластика с практически монолитной матрицей, армированной равномерно распределенными слоями ОН-волокон, что обеспечивает минимальные градиенты физико-механических и электротехнических характеристик данного пластика. Предпочтительно в дублировочном прессе вдоль двух наружных поверхностей нетекучего ОН-композита вводить еще неотвержденное матричное вещество, содержащее ОН-волокна, ориентированные преимущественно перпендикулярно к направлению ориентации волокон в ОН-композите. Такое решение дает в итоге перекрестно-армированный слоистый пластик, обладающий одинаково хорошими физико-механическими свойствами в направлениях X и Y. Предпочтительно в обоих случаях, указанных выше, отрезки ОН-композита оп 5 10 15 20 25 30 35 40 45 50 55 16 ределенной длины, которая приблизительно равна их ширине, создавать путем нарезания бесконечного ОН-композита, сформированного на первом этапе. Такое решение обеспечивает наиболее простой замкнутый технологичесий цикл изготовления композитного слоистого пластика с минимальными отходами материала при его дальнейшей обработке. Предпочтительно, чтобы дублировочный пресс содержал зону наслаивания с постоянным давлением. Такое решение обеспечивает лучшую плоскостность получаемого композитного слоистого пластика. Предпочтительно на края материала, проходящего через дублировочный пресс, подавать вязкий термопластичный полимер в направлении прохождения материала. Такое решение обеспечивает поддержание по краям изготавливаемого материала толщины, равной его толщине в средней части, что сводит до минимума ширину краевых участков, удаляемых срезанием в отходы из-за несоответствия их толщины толщине основной пластины пластика. Целесообразно подготавливать по меньшей мере одну внешнюю поверхность композитного слоистого пластика к нанесению дорожек из токопроводящего материала для последующего изготовления платы с печатным монтажом (PWB), при этом предпочтительно наслаивать фольгу из металла, подходящего для формирования токопроводящих дорожек путем вытравливания, на внешние поверхности матричного вещества, содержащего ОН-волокна, при его прохождении через зону наслаивания. Такое решение обеспечивает изготовление в одном процессе заготовки для подложки для платы с печатным монтажом, готовой к изготовлению токопроводящих дорожек. Целесообразно после пропускания через зону наслаивания композитный слоистый пластик покрывать с внешних сторон базовым слоем, обеспечивающим адгезию гальванически наносимых медных дорожек. Такое решение упрощает дальнейшее нанесение проводящего слоя и обеспечивает надежную его адгезию к диэлектрической подложке. Предпочтительно покрывать внешние стороны композитного слоистого пластика после прохождения им зоны наслаива 17 26358 ния адгезивным слоем, который может быть переведен в текучее состояние. В результате в одном процессе можно подготовить композитный слоистый пластик к изготовлению многослойных плат с печатным монтажом (ML PWB). Предпочтительно одновременно пропускать через зону наслаивания несколько предварительно сформированных нетекучих композитов, содержащих ОН-волокна, в виде ОН-композита и/или перекрестно-армированного слоистого пластика или одновременно пропускать через зону наслаивания предварительно сформированные нетекучие ОН-композиты и ОН-препрег, причем пропускать ОН-препрег таким образом, что предварительно сформированные нетекучие ОН-композиты проходят через зону наслаивания по меньшей мере с одной стороны указанного ОН-препрега. Такое решение значительно ускоряет процесс изготовления многослойного композитного пластика, не снижая качества готового продукта. В ряде случаев целесообразно через зону наслаивания пропускать также по меньшей мере один слой, содержащий нетканый материал или ткань, причем так, чтобы они чередовались зеркально симметрично со слоями ОН-композита и ОНпрепрега (ОН-слоями), причем ОН-слои всегда образуют внешние армированные волокнами слои. Такое решение позволяет довести диэлектрические свойства материала до требуемого уровня, сохраняя при этом хорошее качество поверхностей, и еще больше сократить напряжение между слоями. Целесообразно также вводить вещества, обеспечивающие огнестойкость, в еще неотвержденный матричный материал, который наносят последним. В основу изобретения поставлена также задача создать плагу с печатным монтажом с основой из перекрестно-армированного ОН-волокнами слоистого пластика, в которой, благодаря изменению технологии его изготовления, армирующие волокна в каждом слое распределены строго параллельно, сохраняют заданную ориентацию в перекрестно расположенных слоях и находятся в ненапряженном состоянии. Эта задача решета тем, что предложена плата с печатным монтажом (PWB), содержащая по меньшей мере один слой проводящего материала и по меньшей мере один слой изолирующего материала с перекрестной армирующей структу 5 10 15 20 25 30 35 40 45 50 55 18 рой из ОН-волокон, в которой, согласно изобретению, основой изолирующего материала является композиционный слоистый пластик, изготовленный способом по любому из пп. 10-12, который включает наслаивание (а) нетекучего композита, содержащего ОН-волокна, в виде ОН композита или перекрестно-армированного слоистого пластика и (в) ОН-волокон, пропитанных еще неотвержденным матричным материалом, и подготовку по меньшей мере одной внешней поверхности композитного слоистого пластика для нанесения дорожек из токопроводящего материала. Такое решение обеспечивает плату с печатным монтажом, в которой армирующие волокна в каждом слое распределены строго параллельно, сохраняют заданную ориентацию в перекрестно расположенных слоях и находятся в ненапряженном состоянии. Это исключает нежелательные градиенты физико-механических характеристик платы в различных направлениях и исключает ее коробление или неожиданное растрескивание или расслаивание в процессе эксплуатации. Целесообразно при этом, чтобы композиционный слоистый пластик имел коэффициент толщины Т = х/у, который меньше 5,5 мкм/текс, где х - толщина слоистого материала в мкм и у - линейная плотность однонаправленно ориентированных волокон в тексах. В основу изобретения поставлена также задача создать многослойную плату с печатным монтажом с основой из перекрестно-армированного ОН-волокнами слоистого пластика, в которой, благодаря изменению технологии его изготовления, армирующие волокна в каждом слое распределены строго параллельно, сохраняют заданную ориентацию в перекрестно расположенных слоях и находятся в ненапряженном состоянии. Поставленная задача в данном случае решена тем, что предложена многослойная плата с печатным монтажом (ML PWB), содержащая по меньшей мере три слоя проводящего материала и по меньшей мере два слоя изолирующего материала с перекрестной армирующей структурой из ОН-волокон, в которой, согласно изобретению, изолирующим материалом являются композиционные слоистые пластики, изготовленные с применением способа по любому из пунктов 10-12, который включает наслаивание (а) нетекучего композита, содержащего ОН-волокна, в виде ОНн
ДивитисяДодаткова інформація
Автори англійськоюMiddelman Eric, Suuring Pieter
Автори російськоюМидделман Эрик, Зууринг Питер
МПК / Мітки
МПК: B29C 67/00
Мітки: аdз
Код посилання
<a href="https://ua.patents.su/23-26358-adz.html" target="_blank" rel="follow" title="База патентів України">Аdз</a>
Шаровий листовий матеріал
Номер патенту: 22825
Опубліковано: 21.04.1998
Автори: Збанацька Ніна Леонтіївна, Левенець Євдокія Григорівна, Козенко Ігор Григорович, Веселовський Роман Олександрович, Фокін Борис Леонтійович
МПК: C08L 75/00, C08L 29/00, B32B 17/00
Мітки: шаровий, листовий, матеріал
Формула / Реферат:
Слоистый листовой материал, полученный путем пропитки армирующих волокон раствором полиэфира с последующим формованием пропитанного материала, отличающийся тем, что, с целью повышения прочности при изгибе и обеспечения технологичности изготовления, он содержит раствор полиэфира ПДА-2000 в жидком силикатном стекле и дополнительно - полиизоцианат при следующем соотношении компонентов, мас.ч.:
Полімерне в’яжуче та листовий матеріал
Номер патенту: 24482
Опубліковано: 21.07.1998
Автори: Левенець Євдокія Григорівна, Фокін Борис Леонтієвич, Збанацька Ніна Леонтіївна, Веселовський Роман Олександрович
МПК: C08L 75/00, B27K 3/16, C01B 33/32, C08G 18/72
Мітки: в'яжуче, листовий, полімерне, матеріал
Формула / Реферат:
1. Полимерное связующее, содержащее полиароматический изоцианат, гидроксилсодержащий компонент и энтипирен, отличающееся тем, что оно дополнительно содержит межфазный катализатор, причем в качестве гидроксилсодержащего компонента включает жидкое стекло, а в качестве антипирена - смесь антипиренов при следующем соотношении компонентов, мас.%: Полиизоцианат 30 - 45 Жидкое стекло 20...
Шаруватий електропровідний матеріал
Номер патенту: 11840
Опубліковано: 25.12.1996
Автори: Вовченко Людмила Леонтіївна, Чуйко Олексій Олексійович, Алексієв Олександр Миколайович, Семко Людмила Степанівна, Чорниш Іван Григорович
МПК: C08K 3/04, H01B 1/24, H01B 17/56, C01B 31/04, H01B 3/42
Мітки: шаруватий, електропровідний, матеріал
Формула / Реферат:
1. Слоистый электропроводящий материал, состоящий из электропроводящего слоя и, по меньшей мере, одного электроизоляционного полимерного слоя, отличающийся тем, что, с целью повышения надежности материала и изделий на его основе путем увеличения адгезионной прочности между слоями и стабилизации электро-сопротивления материала при эксплуатации, электропроводящий слой содержит 5,0...80,0 мас.% полиэтилена, электроизоляционный полимерный слой...
Слоістий матеріал для бронезахисту
Номер патенту: 10952
Опубліковано: 25.12.1996
Автори: Колядін Сергій Володимирович, Новікова Ольга Арсенівна, Шорохов Володимир Мануілович
МПК: A62B 17/00, F41H 1/00
Мітки: матеріал, слоістий, бронезахисту
Формула / Реферат:
Слоистый материал для бронезащиты, содержащий слои текстильных полотен из арамидных волокон, расположенные на демпферных слоях, отличающийся тем, что демпферные слои выполнены из рифленого, с высотой гофров 0,6-1,2 мм, распределенных стохастически, пластика на основе пропитанных термопластичным связующим тканей из комбинированных нитей с различной усадкой, при следующем соотношении количеств слоев:слои текстильных полотен из...
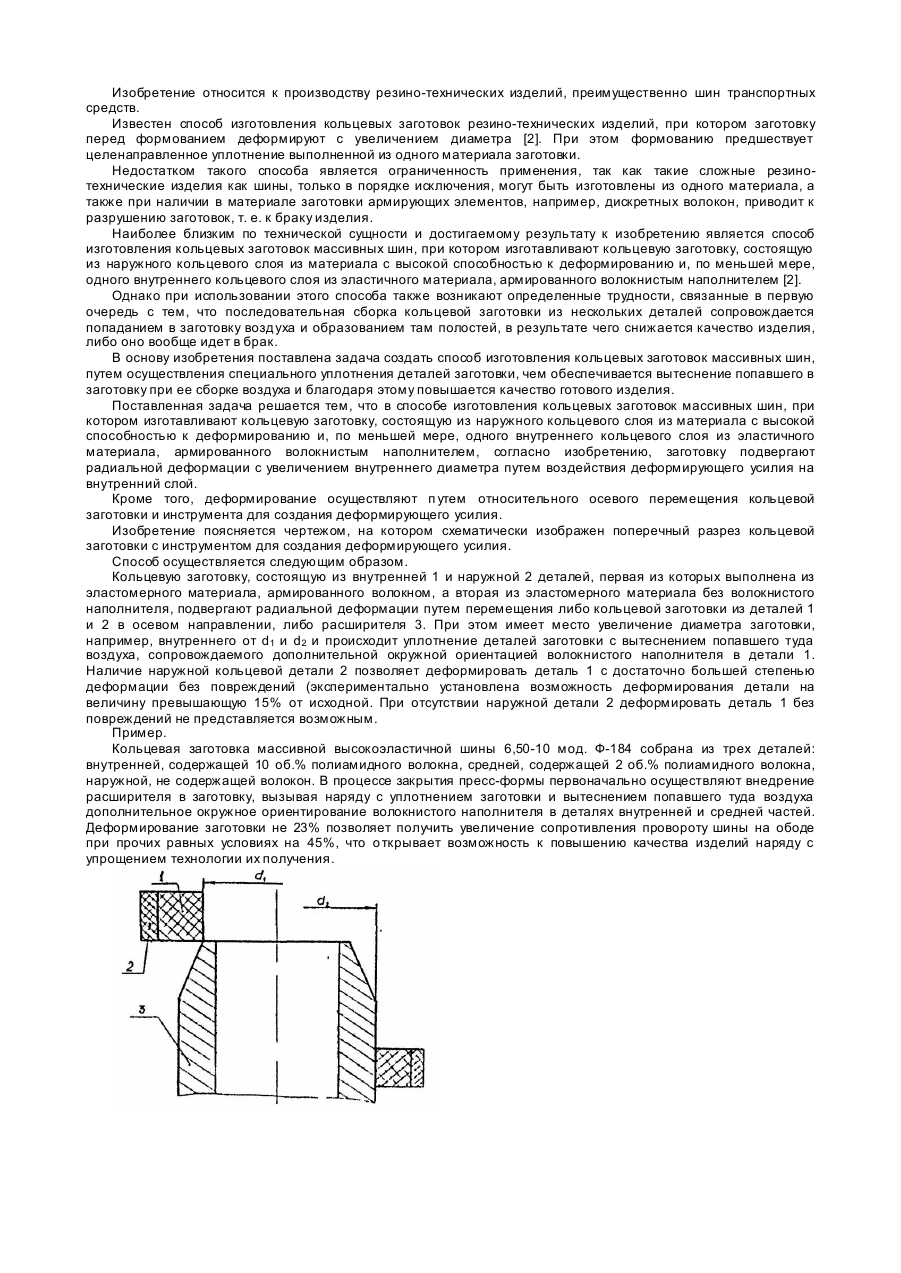
Спосіб виготовлення кільцевих заготовок масивних шин
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович, Столяр Ігор Анатолієвич
МПК: B29D 30/00, B29C 35/02
Мітки: виготовлення, масивних, заготовок, кільцевих, спосіб, шин
Формула / Реферат:
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...