Спосіб виготовлення декорованої стінової або підлогової панелі
Формула / Реферат
1. Спосіб виготовлення декорованої стінної або підлогової панелі, що містить технологічні операції, при яких:
a) забезпечують плинний матеріал (20) несучого елемента, зокрема гранульований матеріал;
b) розміщують даний матеріал (20) несучого елемента між двома ремінними конвеєрними засобами (12, 14);
c) формують матеріал (20) несучого елемента під впливом температури під час виготовлення несучого елемента у вигляді полотна перетинки (36);
d) піддають тисненню несучий елемент (36);
e) піддають обробці несучий елемент (36) під впливом температури і тиску, застосовуючи подвійний стрічковий прес;
f) охолоджують несучий елемент (36);
g) наносять підповерхневий шар декору щонайменше на частину несучого елемента (36);
h) наносять декор, що імітує шаблон прикраси щонайменше на частину несучого
елемента (36);
і) наносять захисний шар щонайменше на частину декору;
j) текстурують захисний шар для виготовлення пор і/або крайової зони несучого
елемента для утворення сполучних елементів; і
k) обробляють несучий елемент (36) для індукування електростатичного розрядження перед будь-якою із зазначених вище технологічних операцій, які характеризується тим, що несучий елемент піддають тисненню у технологічній операції e) з коефіцієнтом £7,5 % від загальної товщини несучого елемента.
2. Спосіб за п. 1, який відрізняється тим, що забезпечують матеріал (20) несучого елемента, оснований на пластиковому матеріалі або на деревно-пластиковому композитному матеріалі.
3. Спосіб за п. 2, який відрізняється тим, що забезпечують матеріал (20) несучого елемента, оснований на деревно-пластиковому композитному матеріалі (ДПК), що включає деревину і поліетилен, деревину і поліпропілен або деревину і співполімер поліетилену і поліпропілену.
4. Спосіб за п. 2, який відрізняється тим, що забезпечують матеріал (20) несучого елемента, оснований на матеріалі полівінілхлориду (ПВХ).
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що забезпечують матеріал несучого елемента, який включає деревину і/або крейду з розміром частинки від ³0 до £600 мкм і розподілом частинок за розмірами D50³400 мкм.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що забезпечують матеріал (20) несучого елемента, який включає порожнисті мікросфери.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що забезпечують плинний матеріал несучого елемента, який має повну ширину кривої на рівні півмаксимуму розміру частинки в діапазоні від ³1,8 мм.
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що у несучий елемент (36) включають полотно перетинки з волокнистого матеріалу.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що температурний градієнт встановлюють у технологічній операції с).
10. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що технологічну операцію d) виконують із застосуванням S-валика.
11. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що несучий елемент піддають тисненню у технологічній операції є) з коефіцієнтом £5 %.
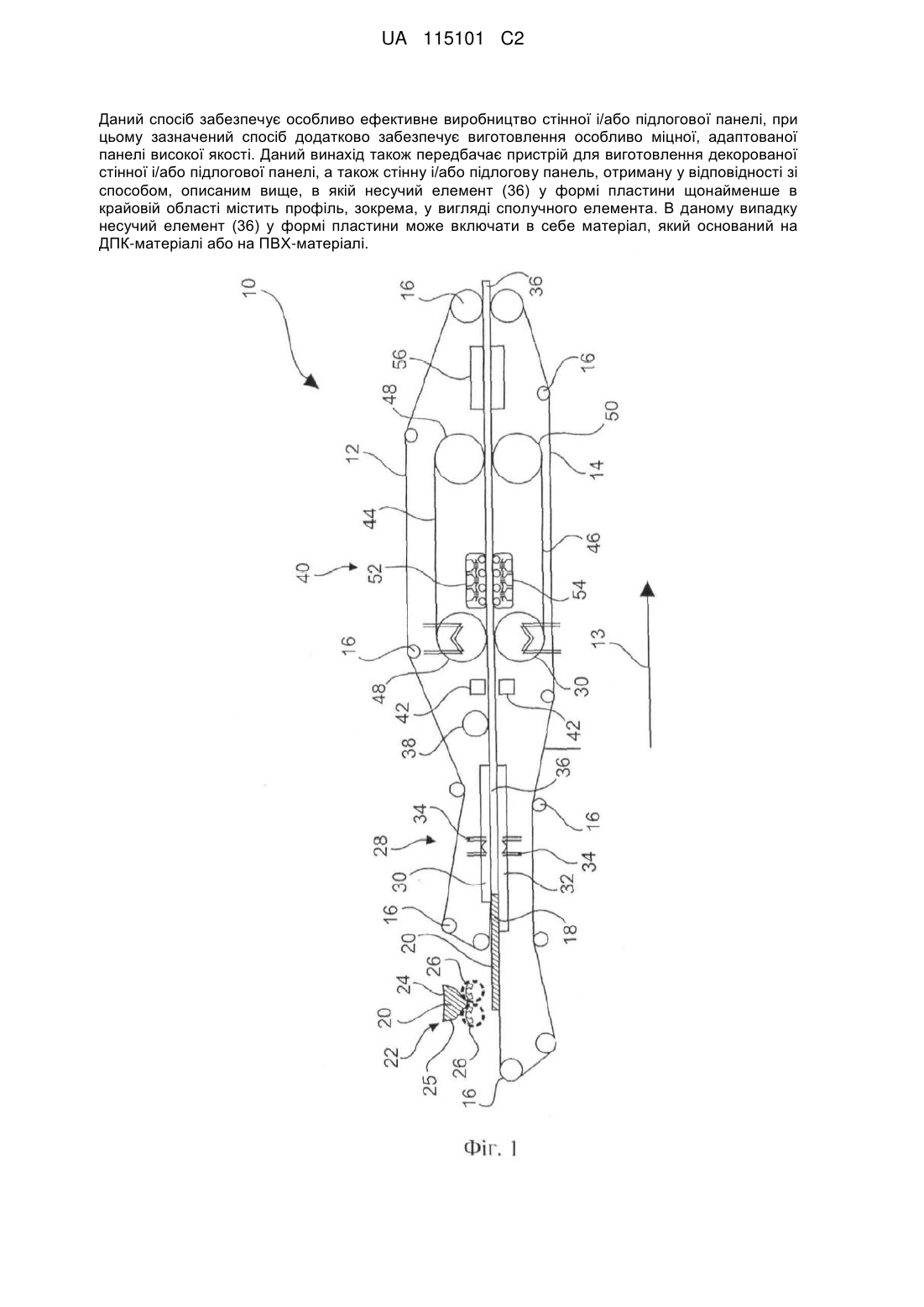
12. Пристрій для виготовлення декорованої стінної або підлогової панелі, який містить
нижній ремінний конвеєрний засіб, що обертається, (12) і верхній ремінний конвеєрний засіб, що обертається, (14) встановлений на відповідній відстані від нижнього ремінного конвеєрного засобу, що обертається (12);
одну або декілька розвантажувальних головок (24) для розміщення матеріалу несучого елемента (20) на нижньому ремінному конвеєрному засобі;
два формувальних засоби (30, 32) і нагрівач (34) для формування матеріалу несучого елемента (20) під впливом температури під час виготовлення несучого елемента у вигляді перетинки (36);
засіб тиснення (38) для стискання несучого елемента (36);
подвійний стрічковий прес для обробки несучого елемента (36) під впливом температури і тиску, причому подвійний стрічковий прес налаштований на стискання несучого елемента з коефіцієнтом £7,5 % від загальної товщини несучого елемента до стискання;
засіб для нанесення декору, що імітує шаблон прикраси, на щонайменше частину несучого елемента (36); і
засіб для нанесення захисного шару на щонайменше частину декору.
13. Стінна або підлогова панель, виготовлена відповідно до будь-якого з пп. 1-11, у якій несучий елемент (36) у вигляді пластини принаймні у крайовій зоні включає профіль як сполучний елемент.
14. Стінна або підлогова панель за п. 13, яка відрізняється тим, що несучий елемент (36) у вигляді пластини включає в себе матеріал на основі деревно-пластикового композитного матеріалу (ДПК) або матеріалу полівінілхлориду (ПВХ).
15. Стінна або підлогова панель за п. 13 або 14, яка відрізняється тим, що несучий елемент у вигляді пластини включає в себе частинки деревини і/або крейди з розміром частинки від ³0 до £600 мкм і розподілом частинок за розмірами D50 ³400 мкм.
Текст
Реферат: Пропонується спосіб виготовлення декорованої стінної або підлогової панелі, що містить технологічні операції, при яких: a) забезпечують плинний матеріал (20) несучого елемента, зокрема гранульований матеріал; b) розміщують даний матеріал (20) несучого елемента між двома ремінними конвеєрними засобами (12, 14); c) формують матеріал (20) несучого елемента під впливом температури під час утворення несучого елемента у вигляді полотна перетинки (36); d) піддають тисненню несучий елемент (36); e) піддають обробці несучий елемент (36) під впливом температури і тиску, застосовуючи подвійний стрічковий прес; f) охолоджують несучий елемент (36); g) опційно наносять підповерхневий шар декору щонайменше на частину несучого елемента (36); h) наносять декор, що імітує шаблон прикраси щонайменше на частину несучого елемента (36); і) наносять захисний шар щонайменше на частину декору; j) опційно текстурують захисний шар для виготовлення пор і/або крайової зони несучого елемента для утворення сполучних елементів; і k) опційно обробляють несучий елемент (36) для індукування електростатичного розрядження перед будь-якою із зазначених вище технологічних операцій. UA 115101 C2 (12) UA 115101 C2 Даний спосіб забезпечує особливо ефективне виробництво стінної і/або підлогової панелі, при цьому зазначений спосіб додатково забезпечує виготовлення особливо міцної, адаптованої панелі високої якості. Даний винахід також передбачає пристрій для виготовлення декорованої стінної і/або підлогової панелі, а також стінну і/або підлогову панель, отриману у відповідності зі способом, описаним вище, в якій несучий елемент (36) у формі пластини щонайменше в крайовій області містить профіль, зокрема, у вигляді сполучного елемента. В даному випадку несучий елемент (36) у формі пластини може включати в себе матеріал, який оснований на ДПК-матеріалі або на ПВХ-матеріалі. UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід відноситься до способу виготовлення декорованої стінної або підлогової панелі, до пристрою для виготовлення такої декорованої стінної або підлогової панелі, а також до стінної або підлогової панелі, виготовленої відповідно до зазначеного способу. З рівня техніки самі по собі відомі такі декоровані панелі, при цьому термін "стінна панель" також охоплює поняття панелей, які придатні для застосування в якості стельового облицювання. Вони зазвичай складаються з несучого елемента або серцевини, що виконані з твердого матеріалу, наприклад, деревного матеріалу, який, принаймні, з одного боку, забезпечений декоративним шаром і верхнім шаром, а також може бути забезпечений додатковими шарами, наприклад, шаром зносу, розташованим між декоративним і верхнім шарами. Декоративний шар зазвичай являє собою друкарський папір, просочений смолою. Верхній шар і інші шари, як правило, також виготовлені зі смоли. У даному випадку виготовлення панелей, зокрема, серцевини або несучого елемента, за деяких обставин, має потенціал для поліпшення. Таким чином, технічною задачею даного винаходу є створення удосконаленого способу виготовлення декорованих стінних або підлогових панелей. Дана технічна задача вирішується за допомогою способу за п.1 та влаштуванню по п 13. по відношенню до стіни або панелі підлоги Це завдання вирішується за допомогою панелі по п.14. Дана технічна задача вирішується, завдяки створенню способу, що відповідає п. 1 формули винаходу, і пристрою, що відповідає п. 13 формули даного винаходу. Відносно технічної задачі винаходу, яка стосується самої стінної або підлогової панелі, то дана задача вирішується за рахунок створення панелі, що відповідає п. 14 даного технічного рішення. Таким чином, відповідно до винаходу, запропоновано спосіб виготовлення декорованої стінної або підлогової панелі, що включає операції, під час яких: а) забезпечують плинний матеріал несучого елемента, зокрема гранульований матеріал, b) розміщують даний матеріал несучого елемента між двома ремінними конвеєрними засобами, с) формують матеріал несучого елемента із застосуванням температури і виготовляють сам несучий елемент у вигляді полотна перетинки, d) піддають тисненню несучий елемент, е) піддають обробці несучий елемент із застосуванням температури і тиску, використовуючи подвійний стрічковий прес, f) охолоджують несучий елемент, g) опційно наносять підповерхневий шар декору, щонайменше, на частину несучого елементу, h) наносять декор, що імітує шаблон прикраси, щонайменше, на частину несучого елементу, i) наносять захисний шар, щонайменше, на частину декору, j) опційно текстурують захисний шар, щоб запровадити пори, і / або крайову зону несучого елемента для формування сполучних елементів, і k) опційно обробляють несучий елемент для індукування електростатичного розрядження перед будь-якою із зазначених вище операцій способу. Термін "декоративна стінна або підлогова панель" або "декоративна панель" в контексті даного винаходу, зокрема, означає, стінну, стельову, дверну або підлогову панелі, що включають декор, який імітує шаблон прикраси, нанесений на несучу плиту. Декоративні панелі використовуються у різний спосіб як в області дизайну інтер'єру кімнат, так і для декоративного облицювання споруд, наприклад, конструкцій виставкового стенда. Одним з найбільш поширених видів застосування декоративних панелей є їх використання в якості підлогового покриття. У даному випадку декоративні панелі часто включають в себе декор, призначений для відтворення (реплікації) природного матеріалу. Прикладами таких відтворених натуральних матеріалів або шаблонів прикрас є види порід дерев, таких як клен, дуб, береза, вишня, ясен, горіх, каштан, венге або навіть екзотичних порід дерев, таких як Панга Панга, червоне дерево, бамбук і бубинга. Крім того, часто відтворюються такі натуральні матеріали, як поверхні каменю або керамічні поверхні. Відповідно, "шаблон прикрас" в контексті даного винаходу, зокрема, означає такий оригінальний природний матеріал або, принаймні, поверхню такого матеріалу, який імітований або відтворений декором. Термін "плинний" матеріал, зокрема, означає матеріал, який може бути нанесений на підложку методом наливання або розсіювання. Матеріал може бути забезпечений у вигляді рідини або, зокрема, у вигляді плинної твердої речовини. 1 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 60 "Гранулят" або "гранульований матеріал" означає твердий або деревний матеріал, що містить або складається з безлічі твердих частинок, що нагадують зерна або гранули. Як не обмежувальний приклад можна згадати зернистий або порошкоподібний матеріал. Термін "несучий елемент", зокрема, можна розуміти як шар, що служить серцевиною або в якості базового шару в готовій панелі, який, зокрема, включає натуральний матеріал, наприклад, деревний матеріал, волокнистий матеріал або матеріал, що включає пластик (пластмасу). Наприклад, вже несучий елемент може забезпечити або сприяти забезпеченню відповідної міцності панелі. У даному контексті термін "подібний до полотна перетинки несучий елемент" можна розуміти як несучий елемент, що, наприклад, в процесі його виготовлення має подібну до перетинки форму і, отже, довжина, його значно більша, ніж його товщина або ширина, при цьому його довжина може бути більша за 15 метрів. У даному описі термін "несучий елемент у формі пластини" в контексті даного винаходу можна розуміти як несучий елемент, що формують шляхом відділення від несучого елемента, який має форму полотна перетинки, і отримують у формі пластини. Несучий елемент у формі пластини вже може визначити форму і / або розмір панелі, яка має бути виготовлена. Тим не менш, несучий елемент у формі пластини також може бути виконаний у вигляді полотна великого розміру. Полотно великого розміру, у контексті даного винаходу, зокрема, є несучим елементом, розміри якого у кілька разів перевищують розміри кінцевих декоративних панелей, і яке розрізають у процесі виробництва на відповідну кількість декоративних панелей, наприклад, шляхом розпилювання, лазерного або гідроабразивного різання. Полотно великого розміру може відповідати суті поняття несучого елемента у вигляді перетинки. В контексті даного винаходу перелік матеріалів на основі деревини, на додаток до суцільних матеріалів на основі деревини, включає такі матеріали, як крос-ламінована деревина, клеєний брус, матеріал типу "блокборд" (матеріал на основі деревини з м'якою серцевиною), клеєна фанера, клеєні пиломатеріали із шпону, клеєний брус із паралельних волокон деревини і профільована фанера. Крім того поняття матеріалів на основі деревини в контексті даного винаходу включає деревно-стружкові плити (ДСП), такі як пресований картон, екструдовані плити, структурно орієнтовані дошки (OСД) і ламінований волокнистий шпон, виготовлений з довгих ниток, що надходять з швидкозростаючих осики або тополі, а також такі деревноволокнисті матеріали, як ізоляційні деревно-волокнисті плити (ДВП), тверді і середньої твердості ДВП і особливо деревоволокнисті плити середньої щільності і деревоволокнисті плити високої щільності. Крім того, даний винахід розповсюджується на сучасні матеріали на основі деревини, такі як деревно-полімерні матеріали (деревно-пластиковий композит, ДПК), сандвіч– панелі, виготовлені з серцевиною з легковагового матеріалу, такого як піна, тверда піна або папір у вигляді паперових сот, і нанесеного на серцевину деревного шару, а також ДСП з мінеральним підсиленням, наприклад, цементом. Крім того, пробка також являє собою деревний матеріал, який підпадає під дію даного винаходу. У контексті даного винаходу термін "волокнисті матеріали" означає такі матеріали як папір і неткані матеріали на основі рослинного, тваринного, мінерального або синтетичного волокна, а також навіть картон. Прикладами є волокнисті матеріали на основі рослинних волокон і, на додаток до паперів і нетканих матеріалів з целюлозних волокон, плити, виготовлені з біомаси, наприклад, соломи, стебла кукурудзи, бамбука, листя, екстрактів водоростей, коноплі, бавовни або волокон масличної пальми. Прикладами волокнистих матеріалів тваринного походження є матеріали на основі кератину, наприклад, вовна або кінський волос. Прикладами матеріалів з мінеральних волокон є мінеральна вата або скловата. Несподівано було виявлено, що, завдяки застосуванню описаного вище способу, можна поєднати особливо сприятливий спосіб виготовлення, зокрема несучого елемента стінної або підлогової панелі, із застосуванням матеріалів, які є особливо переважними для отримання несучого елемента панелі через їх виняткові властивості. Далі, поєднуючи операції вказаного вище способу, зокрема у частині виготовлення несучого елемента, з визначними матеріалами декорованої стінної або підлогової панелі, можна забезпечити спосіб, який характеризується поліпшеною ефективністю і при цьому дає можливість здійснювати виробництво високо адаптованих і дуже міцних панелей. Таким чином, застосовуючи зазначений вище простий спосіб, забезпечується можливість виготовлення панелей, що характеризуються поліпшеними властивостями. Спосіб отримання стінної або підлогової панелі включає наступні операції, при яких: Спочатку, відповідно до вказаного способу, виготовляють несучий елемент або серцевину. Для цієї мети, описаний вище спосіб включає операцію а), під час якої спочатку забезпечують наявність плинного матеріалу для несучого елемента. Несучий елемент застосовують як основу 2 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 для виготовлення, зокрема, несучих елементів у вигляді пластин для панелей. Такий матеріал може бути представлений однорідним матеріалом або матеріалом у вигляді суміші з двох або більше матеріалів. При цьому матеріал несучого елемента або, принаймні, складова частина матеріалу несучого елемента повинна мати таку температуру плавлення або температуру розм'якшення, яка забезпечить процес формування матеріалу несучого елемента під час наступної операції під впливом тепла, як детально описано нижче. В особливо переважному прикладі здійснення матеріалом несучого елемента може бути як плинна суцільна речовина, так і гранулят, при цьому тип грануляту залежить від застосовуваного матеріалу, наприклад, він може мати розмір частинок в діапазоні від ≥ 100 мкм до ≤ 10 мм. Це забезпечує відповідне зберігання, а також особливо ефективну адаптивність до заданого складу матеріалу. Зокрема, у формі гранул може бути приготована гомогенна суміш, утворена з різних компонентів, при цьому може бути досягнутий точно регульований склад. Як приклад, можуть бути застосовані так звані сухі суміші, тобто сухі порошки з пластиковими добавками. Крім того, матеріал грануляту, зокрема, в описаному вище діапазоні розмірів, може бути дуже однорідно розподіленим і конкретно визначеним на геологічній склад, у результаті чого може бути отриманий несучий елемент з чітко визначеним профілем властивостей. Причому, переважна маса застосованого або розподіленого матеріалу несучого елемента може мати відхилення по об'ємній щільності ≤ 5 %, зокрема ≤ 3 %. Відповідно до технологічної операції b), плинний, зокрема гранульований матеріал несучого елемента розміщується між двома ремінними конвеєрними засобами. Більш докладно, нижній ремінний конвеєрний засіб переміщується, обертаючись, а на певній відстані від цього нижнього конвеєрного засобу переміщується, обертаючись, верхній ремінний конвеєрний засіб. Причому, матеріал несучого елемента може наноситися на нижній конвеєрний засіб, а потім утримуватися у заданих межах за допомогою нижнього і верхнього конвеєрних засобів. Завдяки пристрою точного контролю, можна обійтися без бокового обмеження. За допомогою двох конвеєрних засобів, матеріал несучого елемента може подаватися на окремі установки обробки або транспортуватися через них і піддаватися переробці для отримання несучого елемента. Крім того, матеріалом несучого елемента, отриманим у результаті даної операції, може бути матеріал, який уже пройшов попередню формовку. Таким чином, ремінний конвеєрний засіб може мати дві функції, а саме, функцію транспортного засобу і функцію прес-форми. При цьому ремінний конвеєрний засіб може бути, принаймні, частково виготовлений з тефлону або політетрафторетилену (ПТФЕ). Наприклад, ремені (стрічки) можуть бути сформовані цілком з політетрафторетилену, або можуть бути застосовані стрічки, які забезпечені зовнішнім покриттям з політетрафторетилену. В останньому випадку, наприклад, можуть бути застосовані армовані скловолокном пластикові стрічки. За допомогою такого виду конвеєрного засобу, завдяки антиадгезійним властивостям застосовуваного матеріалу, може бути сформована особливо визначена, наприклад, гладка поверхня отриманого несучого елемента. Таким чином, може бути попереджена ситуація, при якій транспортований матеріал несучого елемента прилипає до конвеєрного засобу і, таким чином, негативно впливає на структуру поверхні безпосередньо або через клейкий матеріал у наступному циклі. При цьому політетрафторетилен і при високих температурах залишається стійким до впливу хімічних речовин, а також до розкладання, так що можлива не тільки безпроблемна термообробка матеріалу несучого елемента а й забезпечення протягом тривалого періоду часу відповідного технічного стану конвеєрного засобу. Крім того, матеріал несучого елемента може бути вибраний без обмежень. У даному випадку розвантаження матеріалу несучого елемента, відповідно до операції b) способу, може бути здійснено, зокрема за допомогою однієї або декількох роздавальних головок, які можуть розвантажувати матеріал несучого елемента у певному напрямку. Що стосується роздавальних головок, вони можуть, наприклад, бути частиною роздавального агрегату і включати в себе щонайменше один обертальний роздавальний валик. Наприклад, може бути передбачена воронка, яка у певний спосіб розвантажує матеріал на роздавальний валик. У цьому випадку може бути додатково передбачений шкребок-лопатка, що вичищає матеріал з поглиблень валика. Згодом цей матеріал може бути видалений з роздавального валика із застосуванням обертової щітки-рол, в якій матеріал наштовхується на перегородку і сковзає звідти на конвеєрний засіб. З метою подальшого контролю ширини розповсюдження матеріалу, може бути передбачено регулювання ширини розповсюдження. У даному варіанті здійснення винаходу може бути реалізоване конкретне однорідне розвантаження матеріалу несучого елемента, що в рівній мірі забезпечує отримання однорідного несучого елемента певної якості. 3 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 Може бути передбачена, наприклад, одна роздавальна головка або дві, три або більше роздавальних головок. Як наслідок, несучий елемент у конкретний простий спосіб може бути адаптований, наприклад, шляхом забезпечення заданої суміші матеріалу. У даному прикладі здійснення суміш може бути легко контрольована у процесі виготовлення або відкоригована між двома партіями. У результаті, може бути забезпечена особливо велика здатність суміші змінюватися. Крім того, завдяки застосуванню різної конфігурації окремих роздавальних головок, суміш для несучого елемента може бути отримана безпосередньо перед обробкою, так що існує можливість попередження негативного впливу різних компонентів одне на одного, а також супроводжуючого це явище зниження якості виготовленого несучого елемента. Під час наступної операції с), у відповідності зі способом, матеріал несучого елемента, розташований між ремінними конвеєрними засобами, згодом формують за рахунок дії температури або тепла. Під час цієї операції способу, завдяки температурі або теплу, матеріал несучого елемента або, принаймні, його частина розплавляється або розм'якшується, в результаті чого, наприклад, матеріал грануляту стає пластичним. У такому стані він може рівномірно заповнювати приймальну порожнину, утворену між конвеєрними засобами, і тим самим формувати несучий елемент у вигляді полотна перетинки, яка може бути піддана подальшій обробці. Сформований у такий спосіб несучий елемент у вигляді полотна перетинки надалі може бути підданий тисненню у відповідності з операцією d) способу, що заявляється. Дана операція способу може, зокрема, бути реалізована у відповідному пресі або за допомогою валика. Таким чином, на даному етапі відбувається перша операція тиснення несучого елемента у формі перетинки. При виконанні даної операції несучий елемент може досягати, по суті, своєї заданої товщини, щоб при наступних операціях обробки необхідним залишалося б лише невелике тиснення, і щоб подальші операції могли б реалізовуватися дуже плавно, як буде докладно описано нижче. При цьому, зокрема, може бути забезпечено таке зниження температури несучого елемента, яке є достатнім для того, щоб досягти відповідної стисливості при отриманні заданого результату. Під час наступної операції е) способу несучий елемент піддають подальшій обробці із застосуванням температури або тепла і тиску, при цьому вказану операцію здійснюють у подвійному стрічковому пресі. На цьому етапі способу, зокрема, можуть бути відкориговані властивості поверхні несучого елемента. Наприклад, під час вказаної операції за даним способом, зокрема, поверхня буде згладжуватися. Задля цього, попередньо стиснений несучий елемент може бути підданий обробці із застосуванням температури і тиску, причому, може бути обраний такий показник низького тиску, при якому вказана друга операція тиснення відбувається тільки в дуже вузькому діапазоні. Наприклад, перед основною операцією тиснення може здійснюватися тиснення в діапазоні ≤ 5 %, зокрема ≤ 3 % від загальної товщини несучого елемента. Таким чином, конфігурація оброблювального пристрою на даному етапі способу може обиратися залежно від заданого коригування властивостей поверхні, яка може бути гладкою. Зокрема, переважним може стати застосування подвійного стрічкового пресу, оскільки у такому пресі можливе здійснення операцій особливо плавного тиснення, а також забезпечена можливість ефективного та визначеного коригування якості поверхні. Крім того, застосування стрічкового преса дозволяє використовувати високі лінійні швидкості, у результаті чого спосіб набуває високої пропускної спроможності. Наприклад, стрічковий прес, що, зазвичай, має досить довгий простір обробки в напрямку переміщення несучого елемента, може включати в себе безліч зон нагрівання, які можуть враховувати температурний профіль і, отже, забезпечувати ефективне коригування властивостей поверхонь навіть при високих лінійних швидкостях. Крім того, за умови наявності пневматичних циліндрів, може бути досягнутий особливо рівномірний і точно визначений коригований натяг стрічки подвійного стрічкового преса, завдяки чому коригування якості поверхні, а також показника тиснення може стати особливо точним. У даному випадку стрічковий прес може бути оснащений сталевими стрічками і нагріватися за допомогою нагрівача термального масла. Згладжування або коригування якості поверхні на даному етапі може означати ситуацію, при якій коли верхня поверхня згладжена, однак вже започатковані структури або пори ще не піддаються обробці або піддаються обробці тільки у визначеній області, все ще залишаючись у заданому вигляді присутніми навіть після вказаної операції способу, що заявляється. Це може стати можливим, зокрема, завдяки застосуванню стрічкового преса з відповідним температурним профілем і з відповідними значеннями тиску. Таким чином, подвійний стрічковий 4 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 60 прес може працювати як зона калібрування, зокрема, для отримання як кінцевих властивостей поверхні, так і заданої товщини несучого елемента. У ході подальшої обробки здійснюють наступну операцію f), під час якої охолоджують несучий елемент у вигляді полотна перетинки. Несучий елемент можуть охолоджувати до температури, яка відповідає кімнатній температурі або, виключно як приклад, знаходиться в діапазоні до 20° С або вище, за наявності охолоджувального пристрою, що забезпечує певні операції охолодження. Наприклад, може бути забезпечено безліч зон охолодження, щоб досягти заданого охолодження несучого елемента. Після охолодження отриманий несучий елемент може тимчасово зберігаються у вигляді полотна перетинки або у вигляді окремих несучих елементів, що мають форму пластин, і на даний момент процес може бути завершений. Однак, переважно, далі слідують подальші операції обробки, які можуть бути реалізовані без шліфування абразивом, зокрема для того, щоб обробити несучий елемент у такий спосіб, який би забезпечив отримання готової панелі, як буде докладно описано нижче. Для отримання готової панелі спосіб включає додаткові технологічні операції, під час яких несучий елемент забезпечують декором і покривають його захисним шаром. Виготовлений несучий елемент у вигляді перетинки, переважно, відразу ж піддають наступним операціям, але при цьому слід зазначити, що винахід також включає в себе операцію, при якій несучий елемент у вигляді перетинки спочатку розділяють на ряд несучих елементів у вигляді пластин перед будь-якою з технологічних операцій від g) до j), та / або несучий елемент у формі пластини далі обробляють із застосуванням відповідних наступних технологічних операцій. Подальші пояснення справедливі для обох прикладів здійснення, при цьому надалі для спрощення розглядається взагалі обробка несучого елемента. Так, наприклад, згідно з операцією k) способу, перед операцією g) у опційний спосіб може мати місце попередня обробка несучого елемента для індукування електростатичного розрядження. Зокрема, це може забезпечити запобігання виникненню розмитості в ході нанесення декору. Така операція якнайбільше підходить для друкарських процесів при нанесенні декоративних шарів, оскільки електростатичний заряд, який накопичується в несучих елементах, що підлягають нанесенню на них друку, під час виробничого процесу призводить до відхилення потоків фарби або крапель чорнила на їх шляху від друкувальної головки до поверхні, що підлягає нанесенню друку. Отже, у такий спосіб індукована неточність нанесення фарби або чорнила призводить до помітної розмитості друкованого зображення. Засобом для відведення електростатичних зарядів може бути, принаймні, валик, щітка або будь-який спеціальний засіб, наприклад, зливний носик, виготовлений з електропровідного -1 -1 матеріалу, що має електропровідність ≥ 1 • 103 Sm (См ), який через електропровідність контактує з несучим елементом, принаймні, в області друкувального механізму, і який є підключеним до електричного потенціалу землі. У цьому випадку електричний потенціал землі може бути забезпечений, наприклад, за допомогою заземлення. Крім того, наприклад, засобом для відведення електростатичних зарядів може бути пристрій для створення коронного розряду. Згідно з технологічною операцією g), опційно, далі підповерхневий шар декору може бути нанесений, щонайменше, на частину несучого елемента. Спочатку як підповерхневий шар декору може бути нанесений праймер, що якнайкраще підходить для процесів друку, наприклад, товщиною від ≥ 10 мкм до ≤ 60 мкм. При цьому в якості праймера може бути застосована рідинна отверджувана випромінюванням суміш на основі уретану або уретанакрилату, опційно, з одним або кількома фотоініціаторами, реакційноздатним розріджувачем, УФ-стабілізатором, реологічним засобом, наприклад, загусником, акцепторами радикалів, вирівнювальними засобами, піногасниками або консервантами, пігментами та / або барвниками. Наприклад, уретанакрилат може бути включений до складу праймера у вигляді реакційноздатних олігомерів або преполімерів (форполімерів). Термін "реакційноздатний олігомер" і "форполімер" в контексті даного винаходу означає сполуку, що містить блок уретанакрилату, який здатний реагувати під дією випромінювання, опційно, з додаванням реакційноздатної сполучної речовини або реакційноздатного розріджувача, на уретанового полімера або уретанакрилатного полімера. При цьому уретанакрилатами в контексті даного винаходу є сполуки, які, зокрема, складаються з одного або більше аліфатичних структурних елементів і уретанових груп. Аліфатичні структурні елементи включають в себе як алкіленові групи, що, переважно, містять від 4 до 10 атомів вуглецю (С), так і циклоалкіленові групи, які, переважно, містять від 6 до 20 атомів вуглецю. Обидві алкіленова і циклоалкіленова групи можуть бути моно- або полі-заміщеними C1-C4алкілом, зокрема метилом, і включають в себе один або більше несуміжних атомів кисню. 5 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 60 Аліфатичні структурні елементи, опційно, зв'язані один з одним за допомогою четвертинних або третинних атомів вуглецю, через групи сечовини, біурет, уретдіон, аллофанат, ціанурат, уретан, складний ефір або амідні групи, або за допомогою ефірного атома кисню або азоту аміну. Крім того, в контексті даного винаходу уретанакрилати можуть також включати етилен-ненасичені структурні елементи. До них, переважно, відносяться вінілові або алілові групи, які можуть бути заміщені C1-C4-алкілом, зокрема метилом, і які є похідними αβ-етилен-ненасичених карбонових кислот та їх амідів. Особливо переважними етилен-ненасиченими структурними одиницями є акрило-іл-ові і метакрило-іл-ові групи, такі як акриламідо і метакриламідо, і зокрема, акрилокси і метакрилокси. В контексті даного винаходу термін "отверджувана випромінюванням" означає, що композиція праймера, індукована електромагнітним випромінюванням відповідної довжини хвилі, наприклад, ультрафіолетовим випромінюванням, або електронними пучками, може бути, щонайменше, частково полімеризована. Застосування отверджуваних випромінюванням праймерів на основі уретанакрилатів дозволяє в особливо переважний спосіб застосувати декор безпосередньо після нанесення та індукованого випромінюванням отвердження шару праймера, наприклад, за допомогою технології цифрового друку. При цьому шар праймера забезпечує хорошу адгезію декору, нанесеного на поверхню несучого елемента, покритого праймером. Причому, уретанакрилати характеризуються високою адгезією як до матеріалу несучого елемента, так і до декоративного шару, тобто до фарби або чорнила декору. Між іншим, цей процес полягає в реакціях полімеризації, що протікають за участі даного типу полімерів, де з одного боку, відбувається індукована випромінюванням радикальна полімеризація груп OH, а з іншого боку, має місце постотвердження полімеру, завдяки групам NCO. Таким чином, відразу ж після індукованого випромінюванням отвердження отримують не липку і придатну для подальшого оброблення поверхню, при цьому кінцеві властивості шару праймера також залежать від процесу постотвердження, що базується на групах NCO, і забезпечують надійне зчеплення з матеріалом несучого елемента. Крім того процес постотвердження, що відбувається, гарантує досягнення достатньої міцності шару навіть на недоступних або менш доступних для обробки ділянках несучого елемента. Отже, спосіб за винаходом забезпечує наявність, зокрема, попередньо текстурованих несучих елементів, тобто несучих елементів, поверхня яких вже має тривимірну структуру, що має буди покрита шаром праймера, забезпечуючи тим самим міцне прилипання згодом нанесеного декору до несучого елемента. У способі за винаходом праймер, переважно, може бути нанесений на пластину несучого елемента за допомогою гумових валиків, наливного пристрою або шляхом розпилення. 2 2 Переважно, праймера наносять у кількості від ≥ 1 г / м до ≤ 100 г / м , більш переважно, від 2 2 2 2 ≥ 10 г / м до ≤ 50 г / м , зокрема, від ≥ 20 г / м до ≤ 40 г / м . Після нанесення праймера на поверхню несучого елемента здійснюють процес опромінення за допомогою джерела випромінювання з відповідною довжиною хвилі. На додаток до застосування праймера, декор можна наносити на декоративний папір, придатний для друкування із застосуванням відповідного декору. Зазначена операція може бути здійснена за допомогою шару смоли в якості зв'язувальної речовини, попередньо нанесеної на поверхню несучого елемента. Такий друкувальний підповерхневий шар підходить для флексографічного друку, офсетного друку або трафаретного друку, а також, зокрема, для технології цифрового друку, наприклад способів струменевого друку або лазерного друку. З метою отримання шару смоли, переважно, може бути передбачено нанесення смоляної композиції, яка у якості смоляного компонента містить, щонайменше, одну сполуку, вибрану з групи, до складу якої входять: меламінова смола, формальдегідна смола, сечовинна смола, фенольна смола, епоксидна смола, ненасичена поліефірна смола, діаллілфталат або їх суміші. У даному випадку полімерна композиція може, наприклад, наноситися зі щільністю площини від 2 2 2 2 ≥ 5 г / м до ≤ 40 г / м , переважно, від ≥ 10 г / м до ≤ 30 г / м . Крім того, папір або нетканий 2 2 2 матеріал з поверхневою щільністю від ≥ 30 г / м до ≤ 80 г / м , переважно, від ≥ 40 г / м до 2 ≤ 70 г / м , може бути нанесений на несучого елемента у формі пластини. Крім того, у відповідності з операцією h) даного способу, декор, що імітує зразок прикраси, може бути нанесений, щонайменше, на частину несучого елемента. У такому випадку може застосовуватися декор так званого прямого друку. Термін "прямий друк" в контексті даного винаходу означає нанесення декору безпосередньо на несучий елемент панелі або на шар не надрукованого волокнистого матеріалу, або на підповерхневий шар декору, нанесений на несучий елемент. Можуть бути застосовані різні методи друку, наприклад, флексографічний друк, або офсетний друк, або трафаретний друк. Зокрема, в якості технологій цифрового друку, можуть бути застосовані, наприклад, методи струменевого друку або лазерний друк. 6 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 60 Наприклад, для того, щоб імітувати або виконувати реплікації декоративного зразка в особливо докладний і високоточний спосіб у тривимірному вигляді, декор може бути нанесений ідентично зразку. Зокрема, дані відносно тривимірного декору можуть бути забезпечені тривимірним скануванням зразка декору за допомогою пристрою електромагнітного випромінювання, наприклад, із застосуванням тривимірного сканера (3D сканера). Безліч шарів декору, що характеризуються, принаймні, частково відмінними кількостями для поверхневого застосування, можуть бути послідовно нанесені, базуючись на забезпечених даних тривимірного декору. Крім того, декоративні шари можуть формуватися, зокрема, з отверджуваних випромінюванням фарби та / або чорнила. Наприклад, може застосовуватися УФ-отверджувана фарба або чорнило. Згідно з даним прикладом здійснення, може бути отримана окрема детальна і точно відповідна оригіналу копія декоративного зразка. На одній стороні без будьяких додаткових заходів з високою точністю може бути досягнуте аутентичне тиснення синхронних пор. При цьому технологія синхронних пор може забезпечувати, зокрема, пористу або іншу структуру, яка просторово знаходиться саме там, де вона відображується візуально тактильною текстурою, що узгоджується з оптичними ознаками декору. У даному прикладі здійснення це відбувається по суті автоматично, тому що компоновку структури створює фарба або чорнило. Крім того, декоративні зразки, наприклад матеріалів на основі деревини, часто характеризуються варіаціями враження від кольору не тільки по їх довжині або ширині, але і по їх глибині. Навіть таке враження від кольору або градієнт кольору може бути настільки детально змодельованим у даному прикладі здійснення, що загальний вигляд панелі стає ще більш ідентичним до зразка. Причому, особливо швидке затвердіння може бути досягнуто, коли застосовують отверджувану випромінюванням фарбу або чорнило. При цьому може бути швидко нанесено цілий ряд послідовних шарів, і як результат, весь процес може бути реалізовано протягом скороченого часу і, отже, з точки зору витрат, даний спосіб може стати особливо ефективним. Термін "отверджувана випромінюванням фарба" в контексті даного винаходу означає зв'язувальну речовину та / або наповнювача, а також кольорові пігменти, що містять композицію, яка утворена за наявності електромагнітного випромінювання з відповідною довжиною хвилі, наприклад, УФ-випромінювання або електронних пучків, що може бути, принаймні, частково полімеризована. Термін "отверджуване випромінюванням чорнило" в контексті даного винаходу означає композицію, по суті, вільну від наповнювачів, але таку, що містить кольорові пігменти, яка утворена за наявності електромагнітного випромінювання з відповідною довжиною хвилі, наприклад, УФ-випромінювання або електронних пучків, що може бути, принаймні, частково полімеризована. При цьому кожний з декоративних шарів може наноситися товщиною в діапазоні від ≥ 5 мкм до ≤ 10 мкм. На додаток до позитивного образу відносно кольору та / або текстури, також може бути передбачено застосування відповідного негативного образу декоративного зразка. Якщо бути більш докладним, відомо, наприклад, з досвіду позитивного фарбування або негативного фарбування матеріалів на основі деревини, що, завдяки застосуванню цифрових даних, враження від кольору текстури може бути інвертовано таким чином, що по відношенню до кольору і, зокрема, по відношенню до більш світлих і більш темних зон створюється негатив. На додаток до враження від кольору, аналогічний ефект можливий також відносно нанесеної структури, так що негатив може бути реалізований і по відношенню до структурної компоновки. Вказані вище ефекти також можуть бути інтегровані у виробничий процес, заснований на цифрових тривимірних даних без будь –яких ускладнень та без змін у термінах часу на виробничий процес, а також без будь-якого переустаткування. Згідно з технологічною операцією i) даного способу захисний шар може наноситися, щонайменше, на частини декору. Такий шар для захисту нанесеного декору може, зокрема, наноситися під час наступної технологічної операції способу як шар зносу або верхній шар поверх декоративного шару, при цьому він, зокрема, захищає декоративний шар від зносу або пошкодження, спричиненого брудом, вологою і механічними діями, наприклад, абразивним впливом. Наприклад, може бути передбачено, що шар зносу і / або верхній шар як виготовлений заздалегідь шар типу оверлей, наприклад, на основі меламіну,укладають на друкованого несучого елемента і приєднують за допомогою тиску та / або тепла. Крім того, переважним є, коли для формування шару зносу і / або верхнього шару застосовують отверджену випромінюванням композицію, наприклад, наносять отверджений випромінюванням лак, зокрема, акриловий лак. Причому, може бути передбачено, що шар зносу складається з 7 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 60 твердих матеріалів, таких як нітрид титану, карбід титану, нітрид кремнію, карбід кремнію, карбід бору, карбід вольфраму, карбід танталу, оксид алюмінію (корунд), оксид цирконію або їх суміші, з метою підвищення зносостійкості шару. В даному випадку покриття може бути нанесено, наприклад, за допомогою валиків, зокрема гумових валиків, або за допомогою наливних пристроїв. Крім того, верхній шар може бути спочатку частково отверджений, після чого на нього може бути нанесено остаточне покриття з уретанакрилату, і далі він може бути підданий операції остаточного отвердження, наприклад, із застосуванням випромінювача на основі галію. Більш того, верхній шар і / або шар зносу може включати засіб для зниження статичного (електростатичного) заряду готового ламінату. Наприклад, може бути передбачено, що верхній шар і / або шар зносу включає такі сполуки, як холін хлорид. У даному випадку антистатик може, наприклад, бути включений у композицію для формування верхнього шару та / або шару зносу в концентрації від 0,1 мас ≥.-% до ≤ 40,0 мас.-%, переважно, від ≥ 1 0 мас.-% до ≤ 30,0 мас.-%. Крім того, відповідно до технологічної операції j), може бути передбачено, що в захисному шарові, або в шарові зносу, або у верхньому шарові текстура, зокрема текстура поверхні, що узгоджується з декором, виконується шляхом введення пори. При цьому може статися, що пластина несучого елемента вже має текстуру, і вирівнювання друкувального пристрою для нанесення декору відносно пластини несучого елемента реалізується в залежності від текстури пластини несучого елемента, яка визначається за допомогою оптичних методів. При цьому для вирівнювання друкувального пристрою і пластини несучого елемента відносно одне одного може бути передбачено, що необхідне для вирівнювання відносне переміщення між друкувальним пристроєм і пластиною несучого елемента здійснюють за допомогою зсуву пластини несучого елемента або за допомогою зсуву друкувального пристрою. Крім того, може бути передбачено, що текстурування декоративної панелі здійснюють після нанесення верхнього шару і / або шару зносу. При цьому переважним може бути застосування в якості верхнього шару та / або шару зносу отверджувальної композиції, а проведення процесу отверджування тільки до такого ступеню, при якому може бути досягнуте лише часткове отвердження верхнього шару і / або шару зносу. У частково отвердженому у такий спосіб шарові, за допомогою відповідних пристроїв, таких як твердий валик металевої текстури або штамп, тисненням здійснюють задану текстуру поверхні. У даному випадку процес тиснення відбувається у відповідності з нанесеним декором. Для того щоб забезпечити достатню відповідність з декором, для текстури, що має бути отримана, може бути передбачено, щоби плита несучого елемента та пристрій для тиснення були вирівняні одне відносно одного за допомогою відповідних відносних рухів. Далі до операції отримання заданої текстури в частково отвердженому верхньому шарові і / або шарові зносу додають операцію отвердження тепер уже текстурованого верхнього шару і / або шару зносу. У багатьох випадках передбачено, що текстура поверхні, яка відповідає декору, запроваджується в такому шарові зносу і / або у верхньому шарові. Термін "текстура поверхні, що відповідає декору", означає, що поверхня декоративної панелі має тактильно перцепційну структуру (дотиково сприйману структуру), яка за своєю формою і візерунком (структурою) відповідає нанесеному декору для забезпечення відтворення природного матеріалу настільки близько до оригіналу, наскільки це можливо навіть по відношенню до тактильності (до дотику). Крім того, з боку, протилежного декору, можуть бути застосовані протидіючі засоби. При цьому особливо переважно, коли протидіючий засіб застосовують під час звичайної операції каландрування з папером або нетканим матеріалом з боку декору. Як альтернатива або додатково, крайові зони панелі можуть бути текстуровані або профільовані, зокрема для забезпечення, наприклад, роз'ємних сполучних елементів. Щодо цього, ознака профілювання в контексті даного винаходу означає операцію, під час якої за допомогою відповідних ріжучих інструментів, щонайменше, в частині крайової зони декоративної панелі виконують декоративний та / або функціональний профіль. При цьому термін "функціональний профіль" означає, наприклад, виготовлений в крайовій зоні профілю пазу і / або виступу для забезпечення з'єднання декоративних панелей одне з одним. Особливо прийнятними для виготовлення профілів у вигляді пазів і виступів є еластичні матеріали, тому що вони дозволяють виготовляти такі види профілів, які є особливо міцними і простими в застосуванні. При цьому, зокрема, для виготовлення сполучних елементів не потрібні ніякі додаткові матеріали. Описаний вище спосіб забезпечує удосконалення виробництва стінних або підлогових панелей. Зокрема, матеріал несучого елемента може бути вибраний довільно, при цьому можуть бути застосовані такі матеріали несучого елемента, які мають властивості, особливо прийнятні для 8 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 60 панелі, яка має бути виготовлена. Наприклад, можуть бути виготовлені конкретні високоякісні панелі, які здатні задовольнити найвищі вимоги щодо зовнішнього вигляду і міцності. У той же час саме їх виробництво може бути особливо ефективним і економічним. Спосіб виготовлення несучого елемента, що застосовується у способі отримання стінної і підлогової панелі, може бути сприятливим, зокрема, в контексті даного способу за винаходом, який стосується виготовлення стінних та підлогових панелей, оскільки він забезпечує дуже високі лінійні швидкості, що відчутно перевищують лінійні швидкості, відомі з попереднього рівня техніки як швидкості подачі несучого елемента або транспортного засобу для виробництва панелі. При цьому, зокрема, завдяки застосуванню подвійного стрічкового пресу, можуть бути досягнуті лінійні швидкості до 15 м / хв., причому, значення 6 м / хв. або більше можливі навіть для матеріалів, які в цьому відношенні є проблематичними. Крім того, за допомогою вищеописаного двоступеневого методу тиснення, зокрема, для матеріалів несучого елемента панелі, може бути досягнута дуже точна товщина з допусками по товщині в діапазоні, наприклад 0,1 мм або менше. Таким чином, несучий елемент, виготовлений із застосуванням описаного вище способу, на додаток до отримання особливо однорідної композиції, може характеризуватися рівномірною товщиною, так що може бути отриманий чітко визначений і відтворний продукт високої якості. На додаток до сказаного, було виявлено, що, відповідно до описаного вище способу, можуть бути отримані дуже міцні несучі елементи, міцність яких і надалі може бути поліпшеною. Відповідно до одного з прикладів здійснення винаходу, може бути забезпечений несучий елемент на основі пластикового або деревно-пластикового композитного матеріалу (ДПК). Наприклад, пластина несучого елемента може бути виготовлена з термопластичного, еластомерного або дуропластичного пластикового матеріалу. Крім того, матеріали переробки зазначених вище матеріалів можуть бути використані в контексті способу за даним винаходом. При цьому переважними матеріалами для виготовлення пластин можуть бути, зокрема, термопластичні пластикові матеріали, наприклад, полівінілхлорид, поліолефіни (наприклад поліетилен (ПЕ), поліпропілен (ПП), поліамід (ПA)), поліуретан (ПУ), полістирол (ПС), акрилонітрил-бутадієн-стирол (АБС), поліметилметакрилат (ПММА), полікарбонат (ПК), поліетилентерефталат (ПЕТ), поліефірефіркетон (PEEK) або їх суміші або співполімери. При цьому, незалежно від основного матеріалу несучого елемента, наприклад, може бути передбачена наявність пластифікаторів у кількості від > 0 мас.-% до ≤ 20 мас.-%, зокрема ≤ 10 мас.-%, переважно ≤ 7 мас.-%, наприклад, в діапазоні від ≥ 5 мас.-% до ≤ 10 мас.-%. Прийнятним пластифікатором є, наприклад, пластифікатор, відомий на ринку під найменуванням "Dinsch" виробництва компанії BASF. Крім того, як замісники звичайних пластифікаторів, можуть бути застосовані такі співполімери, як акрилати або метакрилати. Зокрема, матеріал термопластичного пластику має ту перевагу, що виготовлена з нього продукція може бути легко перероблена. Крім того, можна використовувати вторинну сировину з інших джерел. Це забезпечує подальше скорочення виробничих витрат. У порівнянні зі звичайними матеріалами, такі несучі елементи дуже еластичні і пружинисті, що забезпечує відчуття комфорту, а також приглушує шуми, що виникають під час ходьби. Таким чином, реалізується поліпшення якості звуку від дії на несучий елемент. Крім того, вищевказані несучі елементи характеризуються прийнятною водостійкістю, оскільки мають ступінь набухання 1 % або й того менше. Неочікувано, окрім чисто пластикових несучих елементів, це також стосується і деревно-пластикових композитних матеріалів (ДПК), як буде докладно описано нижче. В особливо переважному прикладі здійснення винаходу матеріал несучого елемента може включати в себе або складатися з деревно-полімерних матеріалів (деревно-пластикового композитного матеріалу, ДПК). У даному прикладі застосовують дерево і полімер, які можуть бути присутніми у співвідношенні від 40/60 до 70/30, наприклад, 50/50. Як полімерні компоненти можуть бути застосовані поліпропілен, поліетилен або співполімер двох згаданих вище матеріалів. Перевагою таких матеріалів є те, що вони можуть бути сформовані в несучому елементі при застосуванні описаного вище способу вже при низьких температурах, наприклад, при температурах у діапазоні від ≥ 180° С до ≤ 200° C, таким чином, щоб забезпечити особливо ефективне управління технологічним процесом при примірних лінійних швидкостях, а отже продуктивності, в діапазоні 6 м / хв. Наприклад, можливе застосування виробу ДПК з частками 50/50 деревини та полімерних компонентів з товщиною типового виробу 4,1 мм, що має забезпечити особливо ефективне протікання виробничого процесу. Крім того, у такий спосіб можуть бути виготовлені дуже міцні панелі, які, крім усього іншого мають високу еластичність, що, зокрема, може сприяти отриманню ефективної та економічної 9 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 60 конфігурації сполучних секцій у крайовій області несучого елемента, а також забезпечувати звукоізоляцію. Крім того, для матеріалів ДПК характерна згадана вище хороша толерантність до води з досягненням ступені набухання менше 1 %. При цьому матеріали ДПК можуть включати, наприклад, стабілізатори та / або інші добавки, які, переважно, можуть бути присутніми в пластиковій долі виробу. Крім того, може бути особливо переважним, коли матеріал несучого елемента включає в себе або складається з матеріалу на основі полівінілхлориду (ПВХ). Такі матеріали можуть бути застосовані в особливо переважний спосіб для виготовлення високоякісних панелей, які доцільно застосовувати навіть у вологих приміщеннях. Крім того, матеріали несучого елемента на основі ПВХ можуть бути прийнятними для особливо ефективного виробничого процесу, оскільки лінійна швидкість 8 м / хв. для типового виробу товщиною 4,1 мм має забезпечити особливо ефективне протікання виробничого процесу. Крім того, такі несучі елементи мають особливо прийнятну пружність і толерантність до води, що якраз і може забезпечити вищевказані переваги. При цьому в панелях на основі пластикового матеріалу, а також в панелях на основі ДПК доцільно застосовувати мінеральні наповнювачі. Особливо придатними є тальк або карбонат кальцію (крейда), оксид алюмінію, силікагель, кварцовий порошок, деревна мука, гіпс. Наприклад, кількість крейди може бути забезпечена в діапазоні від ≥ 30 мас.-% до ≤ 70 мас.-%, причому наповнювачі, зокрема крейда, можуть поліпшити ковзання несучого елемента. Вони також можуть бути пофарбовані у відомий спосіб. Зокрема, може бути передбачено, що матеріал пластини містить антипірен. Згідно з особливо переважним прикладом здійснення винаходу, матеріал несучого елемента складається з суміші блоку-співполімеру ПЕ(поліетилен)/ПП(поліпропілен) з деревиною. При цьому частка блоку-співполімеру ПЕ / ПП і частка деревини може варіюватися між ≥ 45 мас.-% і ≤ 55 мас.-%. Крім того, матеріал несучого елемента може включати від ≥ 0 мас.-% до ≤ 10 мас.-% інших добавок, таких як добавки, що підвищують плинність потоку, термостабілізатори або УФ-стабілізатори. В даному випадку розмір частинок деревини становить від > 0 мкм до ≤ 600 мкм з переважним розподілом частинок за розмірами від D50 ≥ 400 мкм. Зокрема, матеріал несучого елемента може включати деревину з розподілом частинок за розмірами D10 ≥ 400 мкм. Розподіл частинок за розмірами базується на об'ємному діаметрі і відноситься до об'єму частинок. Особливу перевагу надають такому матеріалу несучого елемента, яким є гранульована або таблетована попередньо екструдована суміш блоку-співполімеру ПЕ / ПП з деревними частинками, причому, дотримуються заданого розподілу частинок за розмірами. У даному випадку гранули та / або таблетки, переважно, мають розмір частинок в діапазоні від ≥ 400 мкм до ≤ 10 мм, переважно, від ≥ 600 мкм до ≤ 10 мм, зокрема, від ≥ 800 мкм до ≤ 10 мм. Відповідно до іншого переважного прикладу здійснення даного винаходу, матеріал несучого елемента складається з речовини, отриманої змішуванням полімерної суміші ПЕ / ПП з деревиною. При цьому частка полімерної суміші ПЕ / ПП, а також частка деревини може становити від ≥ 45 мас.-% до ≤ 55 мас.-%. Крім того, матеріал несучого елемента може включати в себе від ≥ 0 мас.-% до ≤ 10 мас.-% інших добавок, наприклад, таких як добавки, що підвищують плинність потоку, термостабілізатори або УФ-стабілізатори. В даному випадку розмір частинок деревини становить від > 0 мкм до ≤ 600 мкм з переважним розподілом частинок за розмірами від D50 ≥ 400 мкм. Зокрема, матеріал несучого елемента може включати деревину з розподілом частинок за розмірами D10 ≥ 400 мкм. Розподіл частинок за розмірами базується на об'ємному діаметрі і відноситься до об'єму частинок. Особливу перевагу надають такому матеріалу несучого елемента, яким є гранульована або таблетована попередньо екструдована суміш речовини, отриманої змішуванням полімерної суміші ПЕ / ПП, з деревними частинками, причому, дотримуються заданого розподілу частинок за розмірами. У даному випадку гранули та / або таблетки, переважно, мають розмір частинок в діапазоні від ≥ 400 мкм до ≤ 10 мм, переважно, від ≥ 600 мкм до ≤ 10 мм, зокрема, від ≥ 800 мкм до ≤ 10 мм. Згідно зі ще одним особливо переважним прикладом здійснення винаходу, матеріал несучого елемента складається з суміші ПП-гомополімеру (поліпропілену гомополімеру) з деревиною. При цьому частка ПП-гомополімеру і частка деревини може варіюватися між ≥ 45 мас.-% і ≤ 55 мас.-%. Крім того, матеріал несучого елемента може включати від ≥ 0 мас.-% до ≤ 10 мас.-% інших добавок, таких як добавки, що підвищують плинність потоку, термостабілізатори або УФ-стабілізатори. В даному випадку розмір частинок деревини становить від > 0 мкм до ≤ 600 мкм з переважним розподілом частинок за розмірами від D50 ≥ 400 мкм. Зокрема, матеріал несучого елемента може включати деревину з розподілом частинок за розмірами D10 ≥ 400 мкм. Розподіл частинок за розмірами базується на об'ємному 10 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 60 діаметрі і відноситься до об'єму частинок. Особливу перевагу надають такому матеріалу несучого елемента, яким є гранульована або таблетована попередньо екструдована суміш ППгомополімеру з деревними частинками, причому, дотримуються заданого розподілу частинок за розмірами. Гранули та / або таблетки, переважно, мають розмір частинок в діапазоні від ≥ 400 мкм до ≤ 10 мм, переважно, від ≥ 600 мкм до ≤ 10 мм, зокрема, від ≥ 800 мкм до ≤ 10 мм. Відповідно до іншого переважного прикладу здійснення даного винаходу, матеріал несучого елемента складається з суміші полімеру полівінілхлориду (полімеру ПВХ) з крейдою. При цьому частка полімеру ПВХ а також частка крейди може становити від ≥ 45 мас.-% до ≤ 55 мас.-%. Крім того, матеріал несучого елемента може включати в себе від ≥ 0 мас.-% до ≤ 10 мас.-% інших добавок, наприклад, таких як добавки, що підвищують плинність потоку, термостабілізатори або УФ-стабілізатори. Розмір частинок крейди становить від > 0 мкм до ≤ 600 мкм з переважним розподілом частинок за розмірами від D50 ≥ 400 мкм. Зокрема, матеріал несучого елемента може включати крейду з розподілом частинок за розмірами D 10 ≥ 400 мкм. Розподіл частинок за розмірами базується на об'ємному діаметрі і відноситься до об'єму частинок. Особливу перевагу надають такому матеріалу несучого елемента, яким є гранульована або таблетована попередньо екструдована суміш полімеру ПВХ з крейдою, причому, дотримуються заданого розподілу частинок за розмірами. Гранули та / або таблетки, переважно, мають розмір частинок в діапазоні від ≥ 400 мкм до ≤ 10 мм, переважно, від ≥ 600 мкм до ≤ 10 мм, зокрема, від ≥ 800 мкм до ≤ 10 мм. Відповідно до іншого переважного прикладу здійснення даного винаходу, матеріал несучого елемента складається з суміші полімеру полівінілхлориду (полімеру ПВХ) з деревиною. При цьому частка полімеру ПВХ а також частка деревини може становити від ≥ 45 мас.-% до ≤ 55 мас.-%. Крім того, матеріал несучого елемента може включати в себе від ≥ 0 мас.-% до ≤ 10 мас.-% інших добавок, наприклад, таких як добавки, що підвищують плинність потоку, термостабілізатори або УФ-стабілізатори. Розмір частинок деревини становить від > 0 мкм до ≤ 600 мкм з переважним розподілом частинок за розмірами від D50 ≥ 400 мкм. Зокрема, матеріал несучого елемента може включати деревину з розподілом частинок за розмірами D 10 ≥ 400 мкм. Розподіл частинок за розмірами базується на об'ємному діаметрі і відноситься до об'єму частинок. Особливу перевагу надають такому матеріалу несучого елемента, яким є гранульована або таблетована попередньо екструдована суміш полімеру ПВХ з частинками деревини, причому, дотримуються заданого розподілу частинок за розмірами. Гранули та / або таблетки, переважно, мають розмір частинок в діапазоні від ≥ 400 мкм до ≤ 10 мм, переважно, від ≥ 600 мкм до ≤ 10 мм, зокрема, від ≥ 800 мкм до ≤ 10 мм. Для визначення розподілу частинок за розмірами можуть застосовуватися добре відомі методи, наприклад, лазерна дифрактометрія, за допомогою якої може бути визначений розмір частинок в діапазоні від декількох нанометрів до декількох міліметрів. Застосовуючи вказаний метод, також можуть бути визначені значення D50 або D10, згідно з чим 50 % і 10 %, відповідно, виміряних частинок є меншими за розміром, ніж визначена величина. Відповідно до іншого прикладу здійснення, плинний несучий елемент має повну ширину кривої на рівні напівмаксимума розміру частинки в діапазоні від ≥ 1,8 мм, зокрема ≥ 2 мм, наприклад ≥ 2,3 мм, зокрема ≥ 2,5 мм, причому верхня межа, в принципі, може бути вільно вибрана, наприклад ≤ 6 мм, а саме 4,5 мм ≤, наприклад, ≤ 3 мм. Для визначення розмірів частинок можуть бути застосовані добре відомі методи, наприклад, лазерна дифрактометрія, за допомогою якої можуть бути визначені розміри частинок в діапазоні від декількох нанометрів до декількох міліметрів. Термін "повна ширина (кривої розподілу) на напіввисоті", який також відомий як повна ширина кривої на рівні напівмаксимума (Full Width at Half Maximum), зокрема, означає різницю між двома значеннями аргументів, для яких значення функції знизилися до половини від максимуму, тобто на відповідному графіку "ширина піку - на половині висоти". Несподівано було виявлено, що матеріал несучого елемента з таким відносно неоднорідним розподілом частинок за розмірами може отримати значне поліпшення відносно його плавлення або його гомогенізації. Більш того, повне розплавлення матеріалу несучого елемента може бути прискорене шляхом застосування матеріалу несучого елемента за даним прикладом здійснення, що забезпечить підвищення економічності даного процесу. Крім того, несподівано було виявлено, що при застосуванні плинного матеріалу для отримання несучого елемента у даному прикладі здійснення, згідно з описаним вище способом обробки або виробництва, можуть бути забезпечені несучі елементи, які, зокрема, характеризуються гладкою і, отже, високоякісною поверхнею. Наприклад, може бути досягнута так звана пульсація (хвилястість) поверхні з глибиною хвилі в діапазоні 20-40 мкм. При цьому вимоги до розподілу частинок за розмірами у даному прикладі здійснення не відповідають вимогам, часто зазначеним у попередньому рівні техніки, відповідно до яких не 11 UA 115101 C2 5 10 15 20 25 30 35 40 45 50 55 60 допускається неоднорідності розмірів частинок, і дуже бажаним є застосування плинної сировини високої однорідності. Наприклад, такі матеріали для несучого елемента можуть бути забезпечені меленням або іншим подрібненням сировини, які можуть бути реалізовані, зокрема, в грануляторі. Наприклад, може застосовуватися гранулятор з ситом 6 мм для забезпечення матеріалу несучого елемента за вказаним вище прикладом здійснення. При цьому, зокрема, можуть бути застосовані такі матеріали для несучих елементів, які мають вміст особливо прийнятної дрібнозернистої структури. Наприклад, частка дрібнозернистої структури може становити від> 0 мас.-% до ≤ 50 мас.-%, наприклад, від ≥ 5 мас.-% до
ДивитисяДодаткова інформація
Автори англійськоюHannig, Hans-Jurgen
Автори російськоюХанниг Ганс-Юрген
МПК / Мітки
МПК: B44C 5/04
Мітки: спосіб, декорованої, виготовлення, стінової, підлогової, панелі
Код посилання
<a href="https://ua.patents.su/24-115101-sposib-vigotovlennya-dekorovano-stinovo-abo-pidlogovo-paneli.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення декорованої стінової або підлогової панелі</a>
Спосіб виготовлення декорованої стінної, стельової або підлогової панелі
Номер патенту: 109070
Опубліковано: 10.07.2015
Автор: Хофф Егон
МПК: B44C 5/04
Мітки: спосіб, декорованої, виготовлення, стельової, панелі, підлогової, стінної
Формула / Реферат:
1. Спосіб виготовлення декорованої стінної, стельової або підлогової панелі, що включає операції, при яких:a) забезпечують наявність несучого елемента у формі пластини і нетканого матеріалу;b) наносять клейку речовину на поверхню несучого елемента або на поверхню нетканого матеріалу;c) ламінують нетканий матеріал за допомогою нанесеної клейкої речовини на поверхні несучого елемента;d) просочують нетканий матеріал...
Спосіб і пристрій для виготовлення декорованої панелі з двостороннім покриттям
Номер патенту: 105554
Опубліковано: 26.05.2014
Автор: Зірольд Ульріх
МПК: B44C 5/04, B32B 21/00, E04F 13/00, B44C 3/00, E04F 15/00
Мітки: панелі, виготовлення, пристрій, спосіб, декорованої, двостороннім, покриттям
Формула / Реферат:
1. Спосіб виготовлення декорованої панелі з двостороннім покриттям, що включає операції, при яких:а) зверху і знизу покривають матеріал несучого елемента рідким клеєм, який може бути отверджений методом нагрівання,b) накладають перший тонкий лист паперу або нетканого матеріалу на шар клею зверху матеріалу несучого елемента,c) накладають другий тонкий лист наперу, нетканого матеріалу або плівку на шар клею знизу матеріалу...
Спосіб виготовлення зовнішньої стінової панелі
Номер патенту: 82785
Опубліковано: 12.08.2013
Автори: Старчук Володимир Никифорович, Чепель Сергій Анатолійович, Іщенко Олег Іванович, Старчук Ярослав Володимирович, Старчук Тарас Володимирович
Мітки: зовнішньої, спосіб, стінової, панелі, виготовлення
Формула / Реферат:
1. Спосіб виготовлення зовнішньої стінової панелі, що включає виготовлення несучого дерев'яного каркаса, заповнення його органічним теплоізоляційним матеріалом, який відрізняється тим, що в заводських умовах виготовляють дерев'яний каркас панелі, заповнюють його пресованими спеціально обробленими солом'яними блоками густиною 40-300 кг/м3 та коефіцієнтом теплопровідності 0,030-0,081 Вт/(м2х°С), вкривають сіткою з склотканини та/або металевою...
Спосіб виготовлення залізобетонної стінової панелі
Номер патенту: 29810
Опубліковано: 15.11.2000
Автори: Тимофеев Микола Іванович, Семко Юрій Миколайович, Лівінський Олександр Михайлович, Іванов Олександр Володимирович
Мітки: спосіб, виготовлення, стінової, залізобетонної, панелі
Формула / Реферат:
1. Спосіб виготовлення залізобетонної стінової панелі, який містить віброукладання бетонної суміші, пустотоутворення, теплопрогрів, який відрізняється тим, що віброукладання, пустотоутворення та теплопрогрів в формі здійснюють одночасно, причому пустотоутворення здійснюють шляхом закачування повітря в порожнину пневмотермоукладки.2. Спосіб виготовлення залізобетонної стінової панелі по п.1, який відрізняється тим, що термопрогрів...
Спосіб виготовлення кутової стінової конструкційної панелі
Номер патенту: 95459
Опубліковано: 25.12.2014
Автор: Береза Вадим Іванович
МПК: E04C 2/02, E04C 2/22, E04C 2/10
Мітки: спосіб, виготовлення, панелі, кутової, конструкційної, стінової
Формула / Реферат:
1. Спосіб виготовлення кутової стінової конструкційної панелі, що включає виконання в сердечнику з тепло- і/або звукоізолюючого матеріалу розташованих рядами наскрізних паралельних прорізів для сполучних гнучких зв'язків у вигляді хомутів шириною, рівною ширині хомутів по зовнішньому обміру, встановлення хомутів у прорізи плити сердечника з утворенням рядів хомутів, просовування стрижнів робочої арматури крізь вушка кожного ряду хомутів,...
Попередній патент: Добавка до палива та паливо з цією добавкою
Наступний патент: Спосіб визначення ударної в’язкості конструкційного сплаву
Випадковий патент: Будівельний блок