Збиральний пристрій для збирання курильного виробу, курильний виріб, зібраний за його допомогою, та спосіб збирання курильного виробу
Формула / Реферат
1. Збиральний пристрій для збирання двох курильних виробів одночасно шляхом з'єднання однієї або більше паличок між двома відрізками штранга курильного матеріалу, кожен із яких викурюється при використанні, що містить:
перший вузол обгортання для накладення першої обідкової обгортки на кожен з курильних виробів під час збирання курильних виробів; і
другий вузол обгортання для накладення другої обідкової обгортки на кожен з курильних виробів під час збирання курильних виробів, після накладення першої обідкової обгортки,
при цьому зазначені перший та другий вузли обгортання виконані так, що кожен зібраний курильний виріб включає першу та другу обідкові обгортки з поздовжнім проміжком між зазначеними першою і другою обідковими обгортками.
2. Збиральний пристрій за п. 1, в якому щонайменше одна з першої і другої обгорток з'єднує паличку з зазначеним відрізком штранга курильного матеріалу.
3. Збиральний пристрій за п. 1 або 2, що включає перший і другий модулі, при цьому перший модуль містить перший вузол обгортання, і другий модуль (28) містить другий вузол обгортання, причому перший та другий модулі можуть бути об'єднані з додатковими модулями.
4. Курильний виріб, зібраний за допомогою збирального пристрою за будь-яким з пп. 1-3, який містить одну або більше паличок, з'єднаних з відрізком штранга курильного матеріалу, який викурюється при використанні, першу обгортку та другу обгортку, причому перша та друга обгортки розділені поздовжнім проміжком.
5. Спосіб збирання двох курильних виробів одночасно, при виконанні якого послідовно накладають першу і другу обідкові обгортки на кожен з курильних виробів так, щоб зазначені перша і друга обідкові обгортки були розділені проміжком, для з'єднання таким чином однієї або більше паличок між двома відрізками штранга курильного матеріалу, кожен з яких викурюється при використанні.
Текст
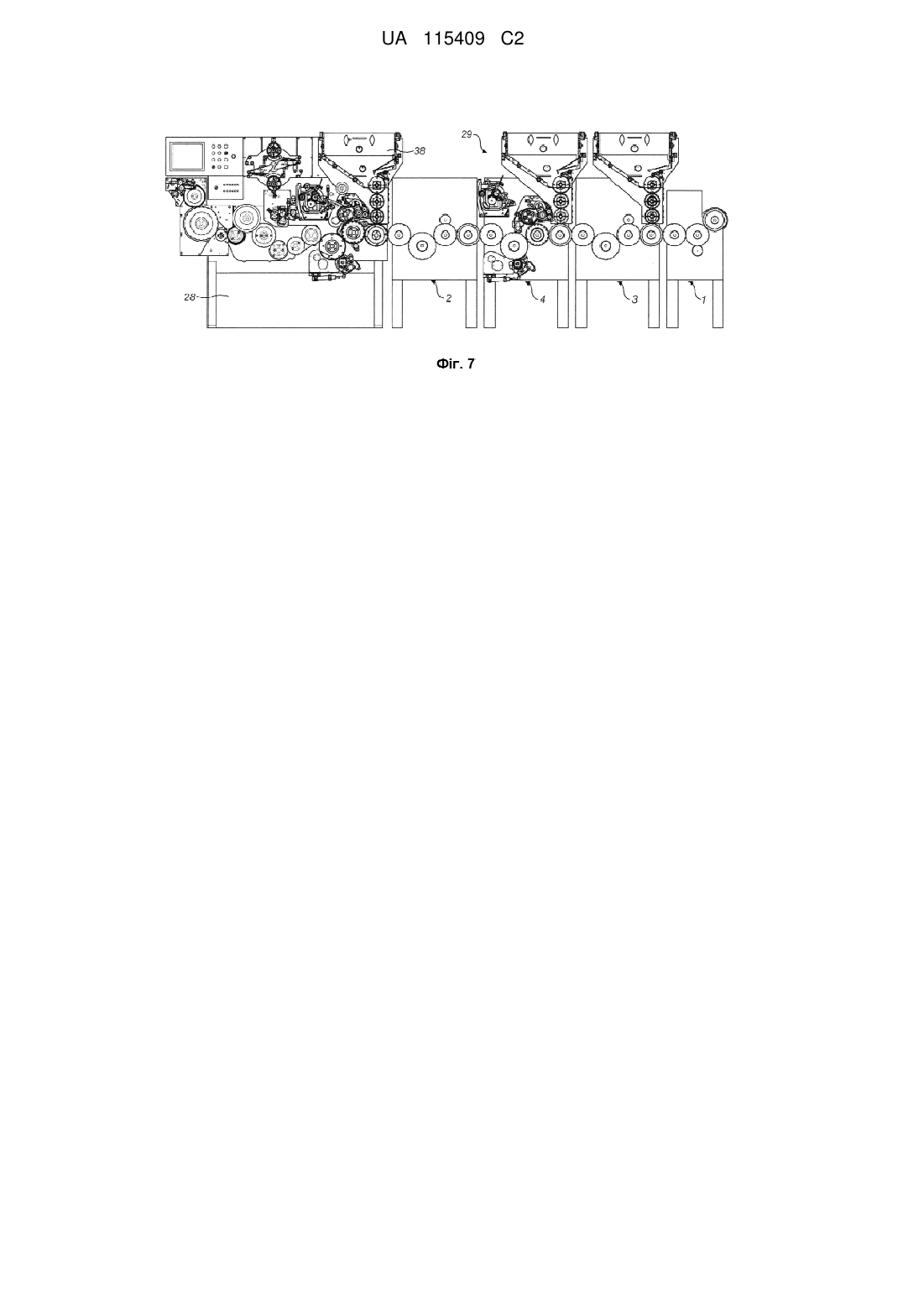
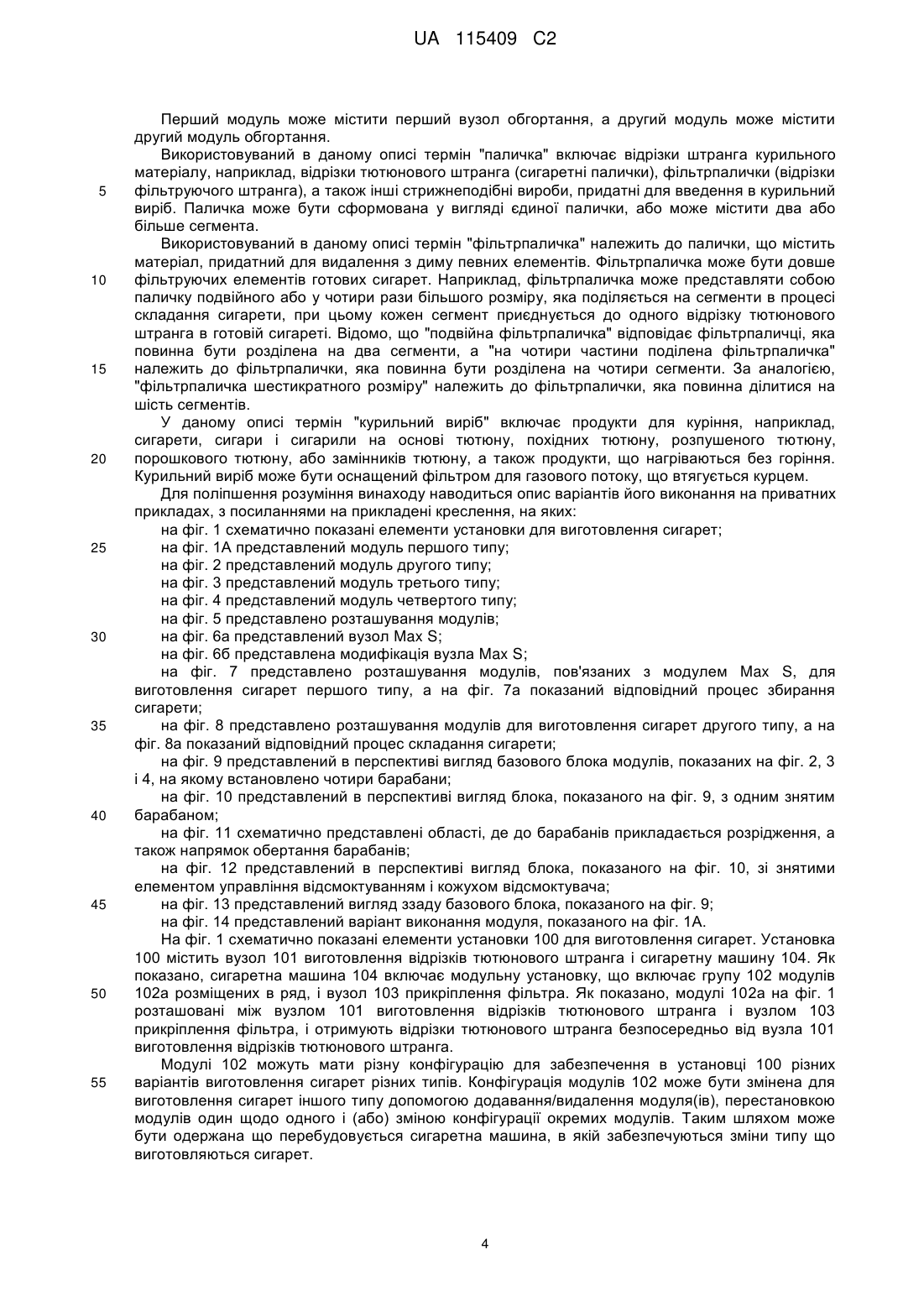
Реферат: У заявці описана модульна установка, виконана з можливістю проведення з одержаними відрізками штранга курильного матеріалу першої послідовності операцій. Конфігурація модульної установки може бути змінена так, щоб проводити з одержаними відрізками штранга курильного матеріалу другу послідовність операцій, що відрізняється від першої послідовності операцій. Перша і друга послідовності операцій, відповідно, формують щонайменше частину першого і другого процесів збирання курильних виробів, кожен з яких містить один з відрізків штранга курильного матеріалу, що викурюється при використанні. Модульна установка включає перший пристрій вкладення, виконаний з можливістю вкладання першої палички (33) між двома відрізками тютюнового штранга (32а, 32b), перший пристрій поділу, виконаний з можливістю розділення першої палички на щонайменше дві частини (33а, 33b), пристрій відділення, виконаний з можливістю відділення першої групи (34а), що містить відрізок штранга курильного матеріалу і одну зі згаданих частин, від другої групи (34b), містить відрізок штранга курильного матеріалу та іншу зі згаданих частин, і другий пристрій вкладення, виконаний з можливістю вкладання другої палички (35) між першою і другою групами. (Фіг. 7А) UA 115409 C2 (12) UA 115409 C2 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до процесу збирання курильного виробу і відповідного обладнання. Зокрема, серед іншого, він належить до машини для збирання сигарет з фільтром, що включає кілька модулів. Відомі машини для збирання сигарет з фільтром включають вузол прикріплення фільтра для скріплення фільтру і відрізка тютюнового штранга (сигаретної палички) для формування сигарети з фільтром. У відомому вузлі прикріплення фільтра відрізок фільтруючого штранга фільтрпаличка "подвійної довжини" (також звана "подвійна паличка") поєднується з кожного кінця з двома відрізками тютюнового штранга, і три палички обгортаються обгорткою, відомою як "обідковий папір", з формуванням при цьому двох сигарет з фільтром. Цей процес добре відомий фахівцям. Відомі фільтрпалички і відрізки тютюнового штранга передаються у вузол прикріплення фільтра декількома циліндричними барабанами, при цьому палички передаються від одного барабана до іншого по мірі їх проходження через вузол. Відомі барабани мають кілька жолобів для утримання паличок під час транспортування, при цьому жолоби розташовані з інтервалом по криволінійній зовнішній поверхні барабана, і кожен проходить у напрямку осі барабана. Деякі барабани виконані з можливістю проведення яких-небудь операцій, поки паличка передається барабаном. Наприклад, відомі машини для прикріплення фільтра включають барабан з шайбою, яка хитається, для поздовжнього стиснення двох відрізків тютюнових штрангів і подвійної фільтрпалички перед накладенням обідкового паперу, і барабан, який прикочує, що взаємодіє з притиском, який прикочує для обгортання відрізка обідкового паперу навколо трьох паличок. Інші відомі барабани включають різальні барабани, що взаємодіють з ножем для різання паличок, що відокремлюють барабани для відділення паличок, контрольні барабани для перевірки наявності фільтрів або випробування на герметичність, лазерні барабани для пропалювання дрібної перфорації в фільтрпаличках, і барабани, що повертають, для зміни орієнтації сигарет. Іншими відомими барабанами є передавальні барабани (також звані "проміжними барабанами"), приймальні барабани й живильні барабани. Відомі машини для прикріплення фільтра також включають вузол підготовки накладок обідкового паперу для підготовки окремих нарізаних відрізків обідкового паперу (відомих як обідкові "накладки") і вузол нанесення клею на обідковий папір. У даному винаході пропонується, в його варіантах виконання, модульна установка для збирання курильного виробу. Модульна установка виконана з можливістю приймати відрізки штранга курильного матеріалу і піддавати ці прийняті відрізки штранга курильного матеріалу першій послідовності операцій, при цьому конфігурація модульної установки може бути змінена так, щоб піддавати прийняті відрізки штранга курильного матеріалу другої послідовності операцій, що відрізняється від першої послідовності операцій, причому перша і друга послідовності операцій, відповідно, формують щонайменше частину першого і другого процесів збирання курильних виробів, кожен з яких містить відрізок штранга курильного матеріалу, що викурюється при використанні. Модульна установка може включати перший пристрій вкладення паличок, виконаний з можливістю вкладання першої палички між двома відрізками тютюнового штранга, перший пристрій поділу паличок, виконаний з можливістю розділення першої палички на два сегменти, пристрій відділення паличок, виконаний з можливістю відділення першої групи, що містить відрізок штранга курильного матеріалу і один із згаданих сегментів, від другої групи, що містить відрізок штранга курильного матеріалу та іншої зі згаданих сегментів, і другий пристрій вкладення паличок, виконаний з можливістю вкладання другої палички між першою і другою групами. Відповідно з варіантами виконання винаходу, запропонована установка для збирання курильних виробів, що дозволяє гнучко змінювати її конфігурацію, в якій забезпечується введення змін у процес складання. Установка, конфігурація якої може бути змінена, може також служити корисним інструментом для розробки нових виробів. Замість того щоб розробляти і виготовляти спеціалізовану машину для виконання певної послідовності складальних операцій, може бути змінена конфігурація модульної установки для виконання цієї послідовності операцій. Тим самим, можуть бути скорочені тривалість і вартість розробки нового продукту. Деякі з операцій першої послідовності операцій можуть бути включені в другу послідовність операцій. У деяких випадках, перша і друга послідовності можуть відрізнятися тільки однією операцією. В інших випадках, друга послідовність операцій може включати всі операції першої послідовності, і може відрізнятися тим, що включає одну або більше додаткових операцій, відсутніх в першій послідовності. В інших випадках, перша і друга послідовності кожна можуть складатися з одних і тих же операцій, порядок виконання яких відрізняється. Наприклад, перша і 1 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 60 друга послідовності можуть відрізнятися тим, що місце проведення операцій в першій послідовності змінено на зворотне в другій послідовності. У деяких випадках, жодна з операцій з першої послідовності може не включатися в другу послідовність. Модульна установка може включати перший модуль, що містить згаданий перший пристрій вкладення паличок, і другий модуль, що містить згаданий другий пристрій вкладення паличок. Модульна установка також може включати другий пристрій поділу паличок, виконаний з можливістю розділення другої палички на два сегменти. Модульна установка також може включати вузол обгортання, пристосований для обгортання обгортки щонайменше частково навколо вкладеної палички після того, як вона вкладена між двома відрізками тютюнового штранга, і перед тим, як вкладена паличка розділена пристроєм поділу відрізків. Вкладена паличка може включати згадану першу паличку, вкладену першим пристроєм вкладення паличок, або згадану другу паличку, вкладену другим пристроєм вкладення паличок. Модульна установка може включати декілька пристроїв вкладення паличок, причому кожен пристрій вкладення паличок виконано з можливістю вкладати паличку між двох відрізків тютюнового штранга. Модульна установка може включати декілька пристроїв поділу паличок, причому кожен такий пристрій поділу паличок виконаний з можливістю поділу палички на два сегменти. Модульна установка може включати декілька вузлів обгортання, кожен з яких пристосований для обгортання обгортки щонайменше частково навколо вкладеної палички після того, як вона вставлена між двома відрізками тютюнового штранга, і перед тим, як вставлена паличка розділена пристроєм поділу паличок. Краще, в першу процесі складання курильних виробів формується перша конструкція курильного виробу, а в другому процесі складання курильних виробів формується друга конструкція курильного виробу, що відрізняється від першої конструкції. Завдяки цьому, модульна установка забезпечує зміну типу сигарети, що виготовляється. При цьому замість використання на фабриці окремих спеціалізованих машин для виготовлення цигарок різних типів, використовується одна машина, що перебудовується. В результаті, досягається економія місця на фабриці. У ході першої та другої послідовностей операцій відрізки штрангів курильного матеріалу можуть, відповідно, комбінуватися з однією або більше паличками, наприклад, фільтрпаличками. Краще, кожен відрізок штранга курильного матеріалу включає відрізок тютюнового штранга. Модульна установка може включати кілька модулів. Модулі можуть містити кілька функціональних вузлів, виконаних з можливістю виконувати з відрізками штранга курильного матеріалу першу послідовність операцій. Деякі функціональні вузли можуть, наприклад, містити транспортуючий елемент, наприклад, барабан, наприклад, барабан з шайбою, яка хитається, прикочувальний барабан, різальний барабан, що відокремлює барабан або передавальний барабан. Крім барабанів, модулі також можуть містити інші функціональні вузли, наприклад, вузол підготовки накладок обідкового паперу або вузол нанесення клею. Барабани, краще, розташовуються так, щоб утворювати тракт передачі через модульну установку, вздовж якого над відрізками штранга курильного матеріалу виконують операції згаданої першої послідовності. Зміна конфігурації модульної установки може включати перестановку модулів один щодо іншого. В альтернативному варіанті, або додатково, можуть бути додані один або більше додаткових модулів. В альтернативному варіанті, або додатково, один або більше модулів можуть бути видалені. У тих випадках, коли потрібно виготовити сигарету потрібної конструкції, це може бути здійснено додаванням в модульну установку тільки одного додаткового модуля, або заміною тільки одного модуля іншим модулем. Модулі можуть включати один або більше модулів із змінною конфігурацією. Зміна конфігурації модульної установки може включати зміну конфігурації модуля із змінною конфігурацією. При зміні конфігурації, модульна установка, краще, включає кілька модулів, які містять кілька функціональних вузлів (наприклад, барабанів), виконаних так, щоб утворювати тракт передачі, вздовж якого над відрізками штранга курильного матеріалу виконують операції згаданої другої послідовності. Краще, модулі розташовані в ряд з тим, щоб забезпечити виконання першої та другої послідовностей операцій з відрізками штранга курильного матеріалу. Краще, модулі розташовані в ряд розташуванням по прямій лінії. Однак, у варіанті виконання, модулі можуть бути розташовані в ряд розташуванням по кривій. 2 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 Щонайменше один модуль може бути залишений незмінним, коли виконується зміна конфігурації модульної установки для другої послідовності операцій. Наприклад, завантажувальний модуль, пристосований для приймання відрізків штранга курильного матеріалу, може мати одне і те ж розташування і настройку, як до зміни конфігурації модульної установки, так і після. Модульна установка може включати перший пристрій формування групи, виконаний з можливістю з'єднувати відрізок штранга курильного матеріалу з першої паличкою для формування першої групи, і другий пристрій формування групи, виконаний з можливістю асоціювати другу паличку з першою групою для формування другої групи. Перший пристрій формування групи може бути включено в перший модуль, а другий пристрій формування групи може бути включено в другій модуль. Модульна установка може включати один або більше модулів, пов'язаних з вузлом прикріплення паличок. Відповідні вузли прикріплення паличок можуть включати, наприклад, вузол "Max S" компанії Hauni Maschinenbau, або вузол "Мах 90", також компанії Hauni Maschinenbau, або вузол GD AF12. Інші відповідні вузли прикріплення паличок включають вузли прикріплення фільтруючих мундштуків М5 або М8 компанії Hauni, вузол прикріплення фільтра GD 121 або аналогічні пристрої. Фахівці зможуть уявити собі й альтернативні варіанти використання інших вузлів прикріплення паличок. У вузол прикріплення палички може бути включено одне або більше пристроїв вкладення паличок. Вузол прикріплення палички може бути виконаний з можливістю приймання, прямо або через посередника, щонайменше відрізка тютюнового штранга від модуля модульної установки, і приєднати паличку до відрізка тютюнового штранга, для формування курильного виробу. Відповідно до різних варіантів виконання винаходу, запропонована установка збірки курильного виробу, що включає один або більше модулів модульної установки. Установка збирання курильного виробу може включати джерело відрізків тютюнового штранга. Джерело відрізків тютюнового штранга може містити вузол виготовлення відрізків тютюнового штранга. В альтернативному варіанті, джерело відрізків тютюнового штранга може містити завантажувальний магазин відрізків тютюнового штранга. Модульна установка може бути скомпонована так, щоб прямо або через посередника отримувати відрізки тютюнового штранга від джерела відрізків тютюнового штранга. Щонайменше один з модулів модульної установки може являти собою модуль із змінною конфігурацією, що містить базовий блок, що дозволяє встановлювати на нього, з можливістю зняття, кілька різних частин. Модуль може включати сегмент установки барабана, пристосований для установки, за вибором, першого і другого барабанів. Модуль може включати елемент управління всмоктуванням, виконаний з можливістю прикладати розрідження до першого або другого барабанам. Модульна установка може включати деякі модулі, на кожен з яких можна встановлювати однакове число барабанів однаковим чином. Таких модулів може бути два або більше (наприклад, два або більше модулів із змінною конфігурацією). Хоча число барабанів і їх розташування може бути однаковим для цих модулів, барабани можуть бути різного типу, залежно від необхідної конфігурації модулів, тому функції однаково розташованих барабанів можуть бути різними в різних модулів. У варіантах виконання, всі модулі модульної установки можуть бути виконані з можливістю установки однакового числа барабанів, однаково розташованих, за винятком першого завантажувального модуля, який може мати іншу кількість барабанів. Кожен модуль може мати базовий блок і два або більше барабанів. Один або більше модулів може мати чотири барабана, або, в альтернативному випадку, менше чотирьох барабанів. Один або більше модулів може мати більше чотирьох барабанів. У даному винаході також пропонується комплект частин для збирання модульної установки. Краще, комплект частин включає кілька модулів. В даному винаході також пропонується спосіб зміни конфігурації модульної установки, при виконанні якого змінюють розташування модулів відносно один одного, і (або) видаляють один або більше модулів, і (або) додають один або більше модулів, і (або) змінюють конфігурацію одного або більше модулів. У винаході також запропоновано збірний пристрій для збирання курильного виробу шляхом з'єднання однієї або більше паличок з відрізком штранга курильного матеріалу, який викурюється при використанні, що включає перший вузол обгортання для накладення першої обгортки на курильний виріб, і другий вузол обгортання для накладення другої обгортки на курильний виріб після накладення першої обгортки. 3 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 Перший модуль може містити перший вузол обгортання, а другий модуль може містити другий модуль обгортання. Використовуваний в даному описі термін "паличка" включає відрізки штранга курильного матеріалу, наприклад, відрізки тютюнового штранга (сигаретні палички), фільтрпалички (відрізки фільтруючого штранга), а також інші стрижнеподібні вироби, придатні для введення в курильний виріб. Паличка може бути сформована у вигляді єдиної палички, або може містити два або більше сегмента. Використовуваний в даному описі термін "фільтрпаличка" належить до палички, що містить матеріал, придатний для видалення з диму певних елементів. Фільтрпаличка може бути довше фільтруючих елементів готових сигарет. Наприклад, фільтрпаличка може представляти собою паличку подвійного або у чотири рази більшого розміру, яка поділяється на сегменти в процесі складання сигарети, при цьому кожен сегмент приєднується до одного відрізку тютюнового штранга в готовій сигареті. Відомо, що "подвійна фільтрпаличка" відповідає фільтрпаличці, яка повинна бути розділена на два сегменти, а "на чотири частини поділена фільтрпаличка" належить до фільтрпалички, яка повинна бути розділена на чотири сегменти. За аналогією, "фільтрпаличка шестикратного розміру" належить до фільтрпалички, яка повинна ділитися на шість сегментів. У даному описі термін "курильний виріб" включає продукти для куріння, наприклад, сигарети, сигари і сигарили на основі тютюну, похідних тютюну, розпушеного тютюну, порошкового тютюну, або замінників тютюну, а також продукти, що нагріваються без горіння. Курильний виріб може бути оснащений фільтром для газового потоку, що втягується курцем. Для поліпшення розуміння винаходу наводиться опис варіантів його виконання на приватних прикладах, з посиланнями на прикладені креслення, на яких: на фіг. 1 схематично показані елементи установки для виготовлення сигарет; на фіг. 1А представлений модуль першого типу; на фіг. 2 представлений модуль другого типу; на фіг. 3 представлений модуль третього типу; на фіг. 4 представлений модуль четвертого типу; на фіг. 5 представлено розташування модулів; на фіг. 6а представлений вузол Max S; на фіг. 6б представлена модифікація вузла Max S; на фіг. 7 представлено розташування модулів, пов'язаних з модулем Max S, для виготовлення сигарет першого типу, а на фіг. 7а показаний відповідний процес збирання сигарети; на фіг. 8 представлено розташування модулів для виготовлення сигарет другого типу, а на фіг. 8а показаний відповідний процес складання сигарети; на фіг. 9 представлений в перспективі вигляд базового блока модулів, показаних на фіг. 2, 3 і 4, на якому встановлено чотири барабани; на фіг. 10 представлений в перспективі вигляд блока, показаного на фіг. 9, з одним знятим барабаном; на фіг. 11 схематично представлені області, де до барабанів прикладається розрідження, а також напрямок обертання барабанів; на фіг. 12 представлений в перспективі вигляд блока, показаного на фіг. 10, зі знятими елементом управління відсмоктуванням і кожухом відсмоктувача; на фіг. 13 представлений вигляд ззаду базового блока, показаного на фіг. 9; на фіг. 14 представлений варіант виконання модуля, показаного на фіг. 1А. На фіг. 1 схематично показані елементи установки 100 для виготовлення сигарет. Установка 100 містить вузол 101 виготовлення відрізків тютюнового штранга і сигаретну машину 104. Як показано, сигаретна машина 104 включає модульну установку, що включає групу 102 модулів 102а розміщених в ряд, і вузол 103 прикріплення фільтра. Як показано, модулі 102а на фіг. 1 розташовані між вузлом 101 виготовлення відрізків тютюнового штранга і вузлом 103 прикріплення фільтра, і отримують відрізки тютюнового штранга безпосередньо від вузла 101 виготовлення відрізків тютюнового штранга. Модулі 102 можуть мати різну конфігурацію для забезпечення в установці 100 різних варіантів виготовлення сигарет різних типів. Конфігурація модулів 102 може бути змінена для виготовлення сигарет іншого типу допомогою додавання/видалення модуля(ів), перестановкою модулів один щодо одного і (або) зміною конфігурації окремих модулів. Таким шляхом може бути одержана що перебудовується сигаретна машина, в якій забезпечуються зміни типу що виготовляються сигарет. 4 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 1А, 2, 3 і 4 представлені приватні приклади модулів 1, 2, 3, 4, а на фіг. 7 і 8 представлені приватні приклади конфігурації модульної установки 102, 103. Машина в конфігурації, показаної на фіг. 7, формує сигарети з фільтром з трьома сегментами, описані нижче більш докладно. Машина в конфігурації, показаної на фіг. 8, формує сигарети, мають розсувний фільтр, докладний опис якого наведено нижче. На фіг. 1А представлений модуль 1 першого типу. Модуль 1 містить базовий блок 5, на якому встановлені кілька барабанів 6, 7, 8 для транспортування паличок через модуль 1. Барабани 6, 7, 8 включають приймальний барабан 6, різальний барабан 7 і барабан 8, що відокремлює. Приймальний барабан 6 забезпечує приймання відрізків тютюнового штранга подвійної довжини з машини для виготовлення відрізків тютюнового штранга. Відрізки тютюнового штранга транспортуються приймальним барабаном і передаються в різальний барабан 7. На кресленні різальний барабан 7 показаний з дисковим ножем 7а, що забезпечує розрізку кожної палички подвійної довжини на два відрізки тютюнового штранга, які передаються від різального барабана на барабан, що відокремлює 8. Відокремлюючий барабан 8 забезпечує поздовжнє розділення двох відрізків тютюнового штранга і подальшу видачу їх з модуля 1. Відокремлюючий барабан 8 є пристроєм відомого типу з чотирма сегментами з кожного боку, мають кулачкові стежачі елементи, що рухаються по кулачку, що направляється. Сегменти, які захопили відрізки тютюнового штранга, можуть переміщатися з внутрішнього положення в зовнішнє положення для створення проміжку між відрізками тютюнового штранга. На фіг. 2 представлений модуль 2 другого типу. Показано, що модуль 2 включає базовий блок 9, з встановленими на ньому живильним барабаном 10, різальним барабаном 11 з дисковим ножем 11а, проміжним барабаном 12 і відокремлюючим барабаном 13. Показано, що барабани 10, 11, 12, 13 формують тракт передачі для паличок в модулі 2. У модулі 2 забезпечується розрізка центральної палички в групі прийнятих паличок на два сегменти, з наступним поділом розрізаних сегментів для формування двох рознесених груп паличок. Як показано на фіг. 2а, в модуль 2 можуть подаватися два відрізки 14 тютюнового штранга разом з розташованою в середині фільтрпаличкою 15, наприклад, від попереднього модуля, так, що три палички суміщені одна з іншою в жолобі живильного барабана 10. У цьому випадку, живильний барабан 10 передає три суміщених палички в жолоб різального барабана 11, в якому середня фільтрпаличка 15 розрізається на два сегменти 15а, 15b. Потім відокремлюючий барабан 13 розділяє палички на дві групи так, що кожна група включає один відрізаний сегмент 15а, 15b і відрізок 14 тютюнового штранга. Далі обидві групи видаються з модуля 2 відокремлюючим барабаном 13. У деяких приватних варіантах, наприклад, в альтернативній конфігурації модуля 2, замість отримання двох відрізків тютюнового штранга разом з єдиною розташованою посередині фільтрпаличкою, отримують два відрізки тютюнового штранга разом з трьома фільтрпаличками, розташованими посередині між відрізками тютюнового штранга. У цьому випадку, різальний барабан 11 може пристосований для розрізання центральної фільтрпалички в центральній точці на два сегменти, а барабан 12 що відокремлює може бути пристосований для розділення паличок на дві групи так, що кожна група включає один з двох відрізаних сегментів, одну фільтрпаличку, що не була розрізана різальним барабаном 11, і один відрізок тютюнового штранга. Слід мати на увазі, що в інших конфігураціях, в модуль 2 можуть надходити два відрізки тютюнового штранга з п'ятьма фільтрпаличками, або іншою непарною кількістю фільтрпаличок. У деяких прикладах, розташована посередині фільтрпаличка або фільтрпалички можуть бути скріплені з відрізками тютюнового штранга (і (або) одна з іншою) за допомогою однієї або більше обгортки, при їх подачі в модуль 2. У деяких варіантах виконання, деякі або всі з фільтрпаличок можуть являти собою багатосегментні фільтрпалички. В альтернативному варіанті, фільтрпалички можуть являти собою односегментної палички. На фіг. 3 представлений модуль 3 третього типу. Модуль 3, показаний на фіг. 3, аналогічний модулю 2, показаному на фіг. 2, за винятком того, що модуль 3 додатково містить механізм 16 подачі фільтрів. При цьому для відповідних елементів зберігаються ті ж номери посилань. Модуль 3 отримує два відрізки тютюнового штранга, розділених поздовжнім проміжком, вкладає в проміжок фільтрпаличку, розрізає вставлену фільтрпаличку на два сегменти, після чого розділяє розрізані сегменти для формування двох рознесених груп паличок. Самі по собі механізми 16 подачі фільтрів відомі в рівні техніки. Наприклад, можуть бути використані механізми подачі з відомих машин "Max S" і "Мах 90". Механізми подачі фільтрів можуть бути пристосовані для видачі палички потрібного типу, наприклад, подвійних або 5 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 60 поділених на чотири фільтрпаличок. Як показано на фіг. 3, механізм 16 подачі має вхід 17 для приймання фільтрпаличок і вихід 18, розташований так, щоб подавати фільтрпалички на живильний барабан 10. Механізм подачі фільтрів також може включати ріжучий пристрій для розрізання кожної прийнятої палички на два сегменти фільтрпалички, які потім подаються в живильний барабан. Наприклад, механізм подачі фільтрів може приймати чотирьохкратні палички, розрізати колену чотирьохкратну паличку на дві здвоєних палички і потім передавати кожну здвоєну паличку на живильний барабан. В іншому варіанті, механізм подачі фільтрів може отримувати фільтрпалички іншої довжини, наприклад шестикратної, і в деяких конфігураціях розрізати їх на сегменти потрібної довжини. Таким чином, модуль 3 може отримувати відрізки тютюнового штранга від попереднього модуля, і також фільтрпалички від механізму 16 подачі. Відрізки тютюнового штранга приймаються на живильний барабан, відділений відповідним проміжком, при цьому величина проміжку вибрана так, щоб можна було прийняти паличку від механізму 16 подачі. Як показано на фіг. 3а, в деяких варіантах виконання жолоб живильного барабана 10 може прийняти два суміщених відрізка 14 тютюнового штранга від попереднього модуля, при цьому відрізки тютюнового штранга розділені проміжком. Механізм подачі фільтра може бути виконаний з можливістю поміщати здвоєні фільтри 15 в цей проміжок по мірі надходження відрізків тютюнового штранга від живильного барабана. Різальний барабан 11 пристосований для розділення паличок на дві групи так, що кожна група включає фільтруючий сегмент 15а і один відрізок 14 тютюнового штранга. Після цього обидві групи виводяться з модуля 3. В інших варіантах конфігурацій, модуль 3 може приймати два відрізки тютюнового штранга разом з двома фільтрпаличками від попереднього модуля так, щоб чотири палички поєднувалися в жолобі живильного барабана 10. Палички можуть бути прийняті так, щоб між ними залишався проміжок, достатній для вкладання в нього іншої, здвоєної фільтрпалички. У цьому випадку, модуль 4 може бути виконаний з можливістю 1) вкладати подвійну фільтрпаличку в проміжок, 2) розрізати вкладену фільтрпаличку на дві палички і, потім, 3) розділяти палички на дві групи так, що кожна група включає відрізаний сегмент вставленої палички, одну з фільтрпаличок, отриманих від попереднього модуля, і один з відрізків тютюнового штранга. На фіг. 4 показаний модуль 4 четвертого типу. Модуль 4 включає базовий блок 9, на якому встановлені механізм 16 подачі фільтрів, що живить барабан 19, барабан 20 з шайбою, яка хитається, прикаточний барабан 21, прикочувальний притискач 22, передавальний барабан 23, вузол 24 підготовки накладок обідкового паперу і вузол 25 нанесення клею. Модуль 4 виконаний з можливістю вкладання палички, наприклад, фільтрпалички, між двома прийнятими відрізками тютюнового штранга, і накладення обгортки у формі обідкового паперу. Як показано на фіг. 4а, що живить барабан 19 може приймати два відрізки тютюнового штранга від попереднього модуля. Відрізки тютюнового штранга можуть бути розділені проміжком, величина якого забезпечує вкладення в нього подвійної фільтрпалички. Механізм подачі фільтрів забезпечує вкладення подвійної фільтрпалички в цей проміжок. Далі, спільною дією барабана 20 з шайбою, яка хитається, прикочувального барабана 21, прикочувального притискача 22, вузла 24 підготовки накладок обідкового паперу і вузла 25 нанесення клею три палички з'єднуються обгортанням їх обгорткового папером, як це добре відомо фахівцям. Більш докладно, барабан з шайбою, яка хитається, поздовжньо стискає три палички, після чого лист обідкового паперу з намазаними смужками клею накладається на прикочувальний барабан для з'єднання разом трьох паличок. Потім поєднана група з двох відрізків тютюнового штранга і однієї фільтрпалички подвійної довжини виводиться з модуля 4 передавальним барабаном 23. Як згадувалося вище, вузол 24 підготовки накладок обідкового паперу, вузол 25 нанесення клею і прикочувальний притискач 22 самі по собі добре відомі, проте нижче, тим не менш, наводиться короткий опис цих компонентів. Вузол підготовки накладок обідкового паперу У вузлі 24 підготовки накладок обідкового паперу карбідні ножі ріжуть обідковий папір, що лежить на карбідному барабані, на задану довжину. Накладки обідкового паперу потім переносяться карбідним барабаном (барабан накладок обідкового паперу) на сигарети. Довжина накладок обідкового паперу визначається живильним валиком, встановленим перед вузлом нанесення клею, і може бути змінена. Довжина накладки зазвичай дорівнює довжині кола сигарети плюс приблизно 2 мм. Вузол підготовки накладок обідкового паперу може наносити накладки різної ширини, залежно від ширини використовуваного обідкового паперу. Вузол нанесення клею Вузол 25 нанесення клею включає клейовий валик, який прокочується по клею. Потім цей валик переносить клей на передавальний валик. Папір прокочується по передавальному валику для перенесення клею з валика на папір. 6 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 60 Прикочувальний притискач/прикочувальний барабан Прикочувальний притискач 22 являє собою нерухомий криволінійний башмак, розташований під прикочувальним барабаном 21. Коли сигарети, що знаходяться на прикочувальному барабані, потрапляють до вхідної точки прикочувального притискача, скребок виштовхує сигарету з жолоба, після чого вона прокочується між барабаном і прикочувальним притискачем, поки не потрапляє в наступний жолоб. Замість того, щоб приймати два рознесених відрізки тютюнового штранга, в деяких варіантах побудови сигаретної машини модуль 4 може приймати два відрізки тютюнового штранга разом з двома фільтрпаличками, при цьому палички приймаються від попереднього модуля. Отримані палички можуть бути розділені проміжком, достатнім для вкладання в нього ще одного подвійного фільтра. Механізм подачі 16 може бути пристосований для вкладання подвійного фільтра в проміжок. У цьому випадку барабан з шайбою, яка хитається, стискає разом п'ять паличок і вкладена паличка обгортається обідковим папером на прикочувальному барабані для з'єднання її з паличками, отриманими від попереднього модуля. У деяких варіантах виконання, в модулі 4 обідковий папір може наноситися двома окремими смужками. Модуль для нанесення обідкового паперу у вигляді смужок по конфігурації аналогічний модулю для нанесення звичайного обідкового паперу, за винятком наявності дискового ножа для розрізання паперу на 2 смуги. Крім того, використовуються напрямні для паперу, що розсовують дві смуги в потрібне положення перед приклейкою. Смуга обідкового паперу розрізається після сполучного вузла і скребка (не показані), в точки перед вузлом нанесення клею. У варіантах виконання, фільтрпалички, вставлені модулями 2, 4, можуть містити кілька сегментів, тобто, вони можуть включати багато сегментні палички, сформовані, наприклад, з центрального сегмента палички "подвійної довжини" з двома сегментами палички по обидві сторони від центрального сегмента. Однак, в інших випадках, в деяких варіантах вставлені фільтрпалички можуть являти собою односегментні палички. Описані вище модулі можуть бути пов'язані один з одним в різних схемах з'єднання для забезпечення різній послідовності операцій для формування сигарет одного типу чи різних типів. Останній барабан одного модуля може бути розташований в потрібному положенні відносно першого барабана наступного модуля з тим, щоб палички переходили від розвантажувального пристрою одного модуля в завантажувальний пристрій наступного модуля. Додаткова гнучкість системи досягається можливістю зміни конфігурації окремих модулів. Модулі 2, 3 і 4 на фіг. 2-4 використовують базовий блок 9, що має чотири вала для установки барабанів, на кожен з яких барабан може встановлюватися з можливістю зняття. При цьому кожен з барабанів на модулях 2, 3 і 4 може бути замінений іншим відповідним барабаном, із зміною, тим самим, функціонального призначення модуля. Наприклад, різальний барабан 11 на фіг. 2 може бути замінений передавальним барабаном або барабаном з шайбою. Проміжний передавальний барабан 12 на фіг. 2 може бути замінений прикочувальним барабаном, передавальним барабаном, виштовхуючим барабаном, лазерним барабаном чи іншим відповідним барабаном. Також можуть додаватися/віддалятися інші компоненти, наприклад, механізм подачі фільтрів, вузол підготовки накладок обідкового паперу, вузол нанесення клею, прикочувальний пристрій і лазер для лазерної перфорації. Модуль 2 другого типу може бути, таким чином, перетворений в модуль З третього типу за допомогою зміни конфігурації, що включає додавання механізму подачі фільтрів. Крім того, модуль 3 третього типу може бути перетворений в модуль 4 четвертого типу за допомогою зміни конфігурації, що включає заміну різального барабана 11 на барабан 20 з шайбою, яка хитається, заміною проміжного передавального барабана 12 на прикочувальний барабан 21, заміною відокремлюючого барабана 13 на передавальний барабан і додаванням вузла 24 підготовки накладок обідкового паперу, вузла 25 нанесення клею і накочують притискачем 22. При заміні барабана на базовому блоці 9, який замінює барабан зазвичай має те ж число жолобів, що і барабан, який ним замінюється. На фіг. 2, 3, 4, перший барабан 10, 19 може мати 20 жолобів, другий барабан 11, 20 може мати 20 жолобів, третій барабан 12, 21 може мати 22 жолоби і четвертий барабан 13, 23 може мати 20 жолобів. На фіг. 9 представлений в перспективі базовий блок 9 з встановленими на ньому живильним барабаном 19, барабаном 20 з шайбою, яка хитається, прикочувальним барабаном 21 (і прикочувальним притискачем 22), і передавальним барабаном 23. Видно, що кожен барабан 19, 20, 21, 23 встановлено на валу 19а, 20а, 21а, 23а, що приводить барабан в обертання. Як показано на фіг. 10, кожен барабан може бути відгвинчений і відділений від вала так, щоб міг бути встановлений інший барабан. 7 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 Як показано на фіг. 9 і 10, базовий блок 9 включає кожух 200 відсмоктувача, який прикладає розрідження для утримання паличок на барабанах 19, 20, 21, 23 і для передачі паличок від одного барабана до іншого. Як показано на фіг. 10, кожух 200 відсмоктувача пов'язаний з елементами 201 управління всмоктуванням, кожен з яких має вихідний отвір 202 всмоктування, форма якого дозволяє вибірково прикладати розрідження до відповідних точок в процесі обертання відповідного барабана. На фіг. 11 схематично представлені області (заштриховані), в яких прикладається розрідження елементами управління всмоктуванням, і напрямок обертання барабанів 19, 20, 21, 23. Деякі барабани можуть бути замінені без зміни елемента керування всмоктуванням. Наприклад, проміжний барабан 12 модуля 2 може бути замінений різальним барабаном 11 без заміни елемента управління всмоктуванням. У деяких випадках, може проводитися заміна елемента керування всмоктуванням перед установкою нового барабана. На фіг. 12 базовий блок 9 показаний зі знятими барабаном 19 і його елементом 201 управління всмоктуванням, і також знятим кожухом 200 відсмоктувача. Як показано, розрідження може подаватися до кожуха 200 відсмоктувача через отвір 203 в базовому блоці 9. На фіг. 13 представлений вигляд ззаду базового блока 9. Видно, що базовий блок включає редуктор 205, виконаний з можливістю синхронного обертання чотирьох барабанів. У процесі використання, один з валів приводиться в обертання серводвигуном (не показаний) для обертання барабанів. Як показано на фіг. 9, базовий блок 9 має з'єднувальний елемент 204 з кожного кінця, для з'єднання з перекриттям з взаємодоповнюючими з'єднувальними елементами на інших модулях. З'єднувальні елементи 204 автоматично забезпечують сполучення останнього барабана на одному модулі з першим барабаном на наступному модулі, при стикуванні двох модулів один з одним. На фіг. 5 показана одна з можливих конфігурацій модулів 26, в якій модулі 2, 4, 3, 1 другого, четвертого, третього і першого типу встановлені в ряд один за іншим. Кожен модуль може включати редуктор, що забезпечує синхронне обертання барабанів модуля, і може включати серводвигун для обертання барабанів. Серводвигуни кожного модуля можуть бути синхронізовані один з одним так, щоб обертання всіх барабанів в даному механізмі було синхронізовано. Інші компоненти, наприклад, вузол підготовки накладок обідкового паперу, вузол нанесення клею, можуть приводитися в дію іншими серводвигунами. Ці інші серводвигуни також можуть синхронізуватися потрібним чином з сервомодулями, використовуваними для приведення в дію барабанів модулів. Комбінація модулів 26 може бути з'єднана з вузлом прикріплення фільтра, наприклад, модифікованим вузлом Max S, для продовження збірки. На фіг. 6а показана наявна на ринку машина 27 типу Max S, а на фіг. 6б показана модифікована машина 28, пристосована для використання з модулями 1, 2, 3, 4. Видно, що модифікована машина 28, показана на фіг. 6б, відрізняється від відомої машини 27 тільки тим, що в модифікованій машині 28 відсутня завантажувальна секція 27а. Оскільки модифікована установка 28 відрізняється від відомої установки 27 тільки відсутністю завантажувальної секції 27а, далі вона детально показана не буде. Хоча на фіг. 6а і 6б показана модифікована Max S, в альтернативному варіанті до модулів може бути приєднаний будь-який вузол прикріплення фільтра, наприклад, наявні на ринку машини GD AF12 або Мах 90, модифіковані аналогічним чином, описаним вище, тобто, видаленням завантажувальної секції. Якщо, наприклад, використовується Мах 90, модифікований вузол може виконувати всі функції Мах 90, включаючи додавання фільтрпалички, нанесення обідкового паперу і накочення, виконання лазерної перфорації, обрізку, перевертання сигарет, контрольні операції і стикування з лотковим загрузчиком. На фіг. 7 показано розміщення послідовно встановлених модулів 29, з'єднаних з модифікованим блоком 28 Max S, для виготовлення сигарет певного типу. Видно, що установка 29 включає модуль 1 першого типу, модуль 3 третього типу, модуль 4 четвертого типу і модуль 2 другого типу, розташовані послідовно в ряд і сполучені з модифікованим блоком 28 Max S. Перший модуль 1 отримує відрізок тютюнового штранга подвійної довжини з пристрою виготовлення відрізків тютюнового штранга (не показаний), і цей відрізок тютюнового штранга піддається послідовності операцій в модулях 1, 3, 4, 2 і потім в блоці 28 Max S, для формування сигарети 30 з фільтром. Як показано на фіг. 7а, готова сигарета 30 включає фільтр з трьома сегментами і обгорнута в два окремих обідкових папери, розділені подовжнім проміжком 31. 8 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 На фіг. 7а представлена послідовність операцій, виконуваних обладнанням, показаним на фіг. 7. У кожному прямокутнику на фіг. 7а показані операції, вироблені одним з модулів. Видно, що кожен прямокутник позначений номером одного з модулів 1, 3, 4, 2, щоб показати, що зазначені в прямокутнику операції виконуються в позначеному модулі. Як показано на фіг. 7а, в модулі 1 відрізок 32 тютюнового штранга подвійної довжини, що надходить з пристрою виготовлення тютюнового штранга (не показано), розрізається на два однакових сегмента 32а, 32b. Потім два сегменти поділяються і поділені сегменти подаються в наступний модуль 3. У модулі 3, подвійна фільтрпаличка 33, що надходить з механізму подачі фільтрів модуля, вставляється в проміжок між двома розділеними відрізками 32а, 32b тютюнового штранга, отриманими від модуля 1. Потім фільтр 33 розрізається посередині на два сегменти 33а, 33b. Перша група 34а, що містить один відрізок 32а тютюнового штранга і один сегмент 33а фільтрпалички, далі відокремлюється від другої групи 34b, яка містить один відрізок 32b тютюнового штранга і один сегмент 33b фільтрпалички, після чого дві розділені групи 34а, 34b подаються в перший барабан наступного модуля 4. У наступному модулі 4, в проміжок між двома розділеними групами 34а, 34b додається ще одна фільтрпаличка 35. Потім в модулі 4 наноситься обідковий папір двома розділеними смужками 36а, 36b. Перша смужка 36аобгортається навколо відрізка 32а тютюнового штранга, фільтруючого сегмента 33а та додаткової палички 35, з'єднуючи всі ці три палички разом. Друга смужка 36b обгортається навколо відрізка 32b тютюнового штранга, фільтруючого сегмента 33b і додаткової палички 35, з'єднуючи всі ці три палички разом. При цьому фільтр 35 приєднаний до фільтруючого сегмента 33а з першої групи 34а і до сегмента 33b з другої групи 34b обгортанням смужками 36а, 36b. Обгорнені палички 34а, 34b, 33а, 33b, 35 потім подаються в наступний модуль. У наступному модулі 2, розташована посередині фільтрпаличка 35 подвійної довжини розрізається на два сегменти 35а, 35b. Перша група паличок G1, що містять сегмент 33а фільтрпалички, сегмент 35а фільтрпалички і відрізок 32а тютюнового штранга, далі відокремлюється від другої групи паличок G2, що містять сегмент 33b фільтрпалички, сегмент 35b фільтрпалички і відрізок 32b тютюнового штранга. Потім розділення групи G1, G2 передаються на перший барабан модифікованої машини 28 Max S, як це показано на фіг. 7 Як показано на фіг. 7 і 7а, модифікований блок Max S включає механізм 38 подачі фільтрів, вставляють фільтрпалички 37 подвійної довжини між групою G1 і групою G2. Потім фільтрпаличка 37 подвійної довжини приєднується до сегмента 35а фільтрпалички групи G1 і до сегмента 35b фільтрпалички групи G2 допомогою обгортання єдиною обідковою обгорткою 39. Розмір обгортки 39 вибраний так, що вона не перекривається з смужками 36а, 36b. Навпаки, розмір обгортки 39 вибраний так, що між кожним кінцем обгортки 39 і смужками 36а, 36b є проміжок 31. Потім загорнута фільтрпаличка 37 подвійної довжини розрізається посередині на два сегменти 37а, 37b для формування двох сигарет 30, які повертаються так, щоб прийняти паралельне положення. Видно, що дві сигарети 30 ідентичні і кожна включає три фільтруючих сегмента 37а, 35а, 33а і дві обгортки, причому обгортки поздовжньо розділені проміжком 31. На фіг. 8 показана альтернативна конфігурація 40 послідовно розташованих модулів для виготовлення сигарети 41 іншого типу. Готова сигарета 41 є сигаретою розсувного типу (телескопічна), в якій два фільтри можуть бути розділені змінним проміжком шляхом зрушування зовнішньої гільзи. Телескопічні сигарети відомі в рівні техніки, наприклад з FR 1547656. Як показано, установка 40 включає шість модулів 51, 52, 53, 54, 55, 56. Перший модуль 51 аналогічний модулю 1 на фіг. 1А. Другий модуль 52 аналогічний модулю 4 на фіг. 4. Третій модуль 53 містить модифіковану версію модуля 2 на фіг. 2. Третій модуль 53 відрізняється від модуля 2 на фіг. 2 тим, що перший барабан (живильний барабан 10) був замінений різальним барабаном, другий барабан (різальний барабан 11) був замінений відокремлюючим барабаном, і четвертий барабан (що відокремлює барабан 13) був замінений контрольним барабаном для перевірки наявності фільтрів. Четвертий модуль 54 аналогічний модулю 4, показаному на фіг. 4. П'ятий модуль 55 включає модифікацію модуля 4, показаного на фіг. 4. Модуль 55 відрізняється від модуля 4 тим, що був видалений механізм 16 подачі фільтрів, і тим, що четвертий барабан (передавальний барабан 23) замінений лазерним барабаном для формування перфорації в сигареті. 9 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 60 Шостий модуль 56 містить чотири барабана 56а, 56b, 56c, 56d. Перший барабан 56а представляє собою різальний барабан, другий барабан 56b є передавальним барабаном. Третій барабан 56с є повертають барабаном і четвертий барабан 56d є контрольним барабаном, виконаним з можливістю проведення випробування сигарет на витік. Повертаючий барабан відомий в рівні техніки, і може бути пристосований для перевертання сигарет переднього ряду для отримання тієї ж орієнтації, що і сигарети заднього ряду, або, в альтернативному варіанті, може перевертати задній ряд сигарет для отримання тієї ж орієнтації, що і сигарети переднього ряду. Також може бути встановлений модуль (не показаний), що включає сканери для остаточної перевірки кінцевих частин і виштовхуючий барабан, що виконує роль зв'язку з машинами, розташованими далі по ходу процесу. На фіг. 8а представлена послідовність операцій, виконуваних для формування сигарети 41. У кожному прямокутнику на фіг. 8а показані операції, які проводяться в одному з модулів 51, 52, 53, 54, 55, 56. Як показано, кожен прямокутник позначений номером одного з модулів 51, 52, 53, 54, 55, 56, щоб показати, що зазначені в прямокутнику операції виконуються в позначеному модулі. Модуль 51 являє собою завантажувальний модуль, який би отримання відрізків 60 тютюнового штранга подвійної довжини, наприклад, від машини для приготування відрізків тютюнового штранга. У модулі 51, кожен відрізок60 тютюнового штранга розрізається на два сегменти 60а, 60b, які поділяються і подаються в наступний модуль 52. Наступний модуль 52 виконаний з можливістю вкладання фільтрпалички 61 подвійної довжини між розділеними відрізками тютюнового штранга, отриманими від модуля 52, та обгортання трьох паличок 60а, 60b, 61 обгорткою 62 для їх з'єднання одна з одною. Обгорнені палички далі подаються в наступний модуль 53. У наступному модулі забезпечується розрізка відрізка 61 тютюнового штранга на два сегменти 61а, 61b і поділ сегментів з формуванням двох груп, кожна з яких містить відрізок 60а, 60b тютюнового штранга, приєднаний до сегмента 61а, 61b фільтрпалички. Кожна група формує внутрішню сигарету С кінцевої розсувної сигарети 41. Далі контрольний барабан виконує перевірку наявності фільтрів. Потім розділені внутрішні сигарети С подаються в наступний модуль 54. У наступному модулі 54 забезпечується введення іншої фільтрпалички 63 між фільтруючими сегментами 61а, 61b і обгортання широкої накладки 64 обідкового паперу навколо відрізків 60а, 60b тютюнового штранга, сегментів 61а, 61b фільтрпалички і фільтрпалички 63. Вузол для нанесення клею забезпечує нанесення клею на обідкову накладку 64 так, що вона приклеюється тільки до середньої фільтрпалички 63 і в місцях перекриття обідкової накладки, в результаті чого утворюється трубка, яка прикріплена тільки до середньої палички 63. Потім обгорнуті палички передаються до наступного модуля 55. У наступному модулі 55 виконується нанесення іншої обідкової накладки 65 навколо обідкової накладки 64 так, щоб вона перекривалася з обідковою накладкою 64. Потім лазерним барабаном допомогою імпульсного променя виконуються дрібні перфорації в шарах 64, 65 обідкового паперу. У наступному модулі 56 виконується розрізання фільтра 63 через обідкові шари 64, 65 з тим, щоб розділити фільтр 63 на два сегменти 63а, 63b і, тим самим, сформувати дві розсувні сигарети 41а, 41b. Потім повертаючий барабан перевертає дві сигарети 41а, 41b так, щоб вони розташовувалися паралельно один одному. Як було згадано вище, внутрішня сигарета 3 кожної розсувної сигарети 41а не приклеєна до шарів 64, 65 обідкового паперу, тому внутрішня сигарета С може ковзати в трубці, що сформована обідковими шарами 64, 65, для зміни відстані, що розділяє фільтрпалички 61а, 61b і фільтрпалички 63а, 63b. Конфігурація модулів може бути змінена для зміни процесу складання сигарети відповідно до вимог, наприклад, заміною одного або більше з барабанів. Крім того, модулі можуть бути переставлені один щодо іншого і (або) один або більше модулів можуть бути додані (вилучені) так, щоб реалізувати інші варіанти збирання сигарет. Можливі численні додаткові модифікації і зміни. Наприклад, незважаючи на те, що модуль 1 на фіг. 1А отримує відрізки тютюнового штранга подвійної довжини по одному від пристрою виготовлення відрізків тютюнового штранга, в деяких випадках одночасно можуть надходити кілька відрізків тютюнового штранга подвійної довжини, наприклад, від пристрою виготовлення відрізків тютюнового штранга. На фіг. 14 представлений варіант конфігурації модуля 1 першого типу для використання з пристроєм виготовлення відрізків тютюнового штранга, що видає одночасно два відрізки тютюнового штранга. Показано, що модифікований модуль 1 на фіг. 14 10 UA 115409 C2 5 10 15 20 25 30 35 40 45 50 55 має модифікований приймальний барабан 6а для приймання двох відрізків тютюнового штранга, і додаткові проміжні передавальні барабани 11, 12. Як показано, приймальний барабан 6а має кілька хитних важелів, кожен з яких в процесі роботи послідовно відхиляється назовні для приймання від пристрою виготовлення двох відрізків тютюнового штранга. Оскільки барабан обертається проти годинникової стрілки, важелі лягають назад на барабан. Як показано на фіг. 14, далі важелі переносять відрізки тютюнового штранга по одному на перший проміжний передавальний барабан 11. У деяких конфігураціях також можуть бути включені інші модулі для виконання інших операцій. Наприклад, в деяких конфігураціях може бути включений модуль стоку для вивантаження зібраних паличок на різній висоті. Модуль стоку може бути виконаний з можливістю вивантажувати палички на конкретній висоті для зв'язку з потоковим завантажувальним пристроєм, наприклад, конвеєром для передачі вивантажених паличок до наступного обладнанню для подальших технологічних операцій. В альтернативному варіанті, висота вивантаження може бути змінена, коли потрібно вивантаження в пакувальну машину, або в лоткові живильник для зберігання. Крім того, хоча вище було описано приєднання фільтрпаличок до відрізків тютюнового штранга, в деяких конфігураціях модуль може вкладати і інші компоненти, крім фільтрпаличок, а саме, паличку, наприклад, відрізок тютюнового штранга, або стрижневий елемент, що включає один або більше пластикових елементів, наприклад, скручувані елементи, що мають першу і другу частини, які можуть обертатися одна щодо іншої для зміни характеристик курильного виробу, як це описано, наприклад, в ЕР 0395291 А1. Відповідно з різними варіантами виконання даного винаходу, модулі можуть виконувати одну або більше з таких операцій: перенесення, вкладення, поділ, обгортання, обертання, контроль, відбракування, притиснення, лазерна різка, поворот, відбір зразків для випробувань, накладення обгортки прикочуванням. У варіантах виконання, кожен модуль виконує дві або більше з цих операцій. Кожна окрема операція може виконуватися одним функціональним вузлом (наприклад, одним барабаном). Як має бути зрозуміло з сказаного, барабани модулів можуть бути вибрані так, щоб кожен модуль виконував задану послідовність збірних операцій. Крім того, кількість модулів і їх відносне розташування можуть вибиратися так, щоб модулі виконували відповідні складальні операції в заданому порядку. Для розгляду різних аспектів винаходу і його представлення, даний опис показує на приватних прикладах різних варіантів виконання можливості реалізації винаходу(ів) та отримання досконалого обладнання і способів виготовлення. Переваги та ознаки, наведені в описі, відносяться до тільки варіантів виконання і не є вичерпними і (або) виключають. Вони представлені тільки для поліпшення розуміння та роз'яснення заявлених ознак. Слід мати на увазі, що переваги, варіанти виконання, приклади, функції, ознаки, конструкції та (або) інші особливості винаходу не повинні розглядатися як такі, що обмежують винахід, який визначається формулою або еквівалентами формули, і що в рамках області домагань і (або) істоти винаходи можуть бути використані інші варіанти виконання та модифікації. Різні варіанти виконання можуть, відповідно, утримувати, складатися з, або в основному складатися з різних комбінацій розкритих елементів, компонентів, ознак, частин, кроків, засобів і т.д. Крім того, винахід включає інші винаходи, не заявлені тут, але які можуть бути заявлені в майбутньому. ФОРМУЛА ВИНАХОДУ 1. Збиральний пристрій для збирання двох курильних виробів одночасно шляхом з'єднання однієї або більше паличок між двома відрізками штранга курильного матеріалу, кожен із яких викурюється при використанні, що містить: перший вузол обгортання для накладення першої обідкової обгортки на кожен з курильних виробів під час збирання курильних виробів; і другий вузол обгортання для накладення другої обідкової обгортки на кожен з курильних виробів під час збирання курильних виробів, після накладення першої обідкової обгортки, при цьому зазначені перший та другий вузли обгортання виконані так, що кожен зібраний курильний виріб включає першу та другу обідкові обгортки з поздовжнім проміжком між зазначеними першою і другою обідковими обгортками. 2. Збиральний пристрій за п. 1, в якому щонайменше одна з першої і другої обгорток з'єднує паличку з зазначеним відрізком штранга курильного матеріалу. 11 UA 115409 C2 5 10 3. Збиральний пристрій за п. 1 або 2, що включає перший і другий модулі, при цьому перший модуль містить перший вузол обгортання, і другий модуль (28) містить другий вузол обгортання, причому перший та другий модулі можуть бути об'єднані з додатковими модулями. 4. Курильний виріб, зібраний за допомогою збирального пристрою за будь-яким з пп. 1-3, який містить одну або більше паличок, з'єднаних з відрізком штранга курильного матеріалу, який викурюється при використанні, першу обгортку та другу обгортку, причому перша та друга обгортки розділені поздовжнім проміжком. 5. Спосіб збирання двох курильних виробів одночасно, при виконанні якого послідовно накладають першу і другу обідкові обгортки на кожен з курильних виробів так, щоб зазначені перша і друга обідкові обгортки були розділені проміжком, для з'єднання таким чином однієї або більше паличок між двома відрізками штранга курильного матеріалу, кожен з яких викурюється при використанні. 12 UA 115409 C2 13 UA 115409 C2 14 UA 115409 C2 15 UA 115409 C2 16 UA 115409 C2 17 UA 115409 C2 18 UA 115409 C2 19 UA 115409 C2 20 UA 115409 C2 21 UA 115409 C2 Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 22
ДивитисяДодаткова інформація
Автори англійськоюLe Roux, Gerhard, Malan
Автори російськоюЛе Ру Герхард Малан
МПК / Мітки
Мітки: курильний, курильного, спосіб, виріб, збиральний, допомогою, зібраний, збирання, пристрій, виробу
Код посилання
<a href="https://ua.patents.su/24-115409-zbiralnijj-pristrijj-dlya-zbirannya-kurilnogo-virobu-kurilnijj-virib-zibranijj-za-jjogo-dopomogoyu-ta-sposib-zbirannya-kurilnogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Збиральний пристрій для збирання курильного виробу, курильний виріб, зібраний за його допомогою, та спосіб збирання курильного виробу</a>
Збиральний пристрій для збирання курильного виробу
Номер патенту: 98320
Опубліковано: 27.04.2015
Автор: Ле Ру Герхард Малан
Мітки: збиральний, виробу, пристрій, збирання, курильного
Формула / Реферат:
1. Збиральний пристрій для збирання курильного виробу шляхом з'єднання однієї або більше паличок з відрізком штрангу курильного матеріалу, який викурюється при використанні, що містить:перший вузол обгортання для накладення першої обгортки на курильний виріб; ідругий вузол обгортання для накладення другої обгортки на курильний виріб, після накладення першої обгортки.2. Збиральний пристрій за п. 1, в якому другий вузол...
Компонент курильного виробу, курильний виріб, який його містить, та спосіб забезпечення високоеластичного матеріалу в компоненті курильного виробу
Номер патенту: 106257
Опубліковано: 11.08.2014
Автор: Річардсон Джон
МПК: A24D 3/06, A24D 1/02, A24D 3/08
Мітки: матеріалу, забезпечення, високоеластичного, курильний, курильного, компонент, компоненті, спосіб, містить, виріб, виробу
Формула / Реферат:
1. Компонент курильного виробу, який містить високоеластичний матеріал і виконаний з можливістю формування навколо зовнішньої форми зовнішнього об'єкта при прикладенні тиску до компонента цим об'єктом.2. Компонент курильного виробу за п. 1, у якому високоеластичний матеріал включає піноматеріал з пам'яттю форми.3. Компонент курильного виробу за п. 1 або 2, у якому високоеластичний матеріал включає високоеластичний...
Фільтруючий елемент для курильного виробу (варіанти), фільтр для курильного виробу, курильний виріб та спосіб виготовлення фільтруючого елемента для курильного виробу (варіанти)
Номер патенту: 101219
Опубліковано: 11.03.2013
Автори: Д'юк Мартін, Олівейра Пауло
Мітки: виготовлення, виробу, елемента, виріб, варіанти, курильний, фільтруючого, фільтр, елемент, курильного, фільтруючий, спосіб
Формула / Реферат:
1. Фільтруючий елемент для курильного виробу, що містить тампон фільтруючого матеріалу, тютюнову серцевину, витягнуту по суті подовжньо через тампон фільтруючого матеріалу, і засіб для обгортання, обгорнений навколо щонайменше ділянки подовжньо витягнутої поверхні тютюнової серцевини.2. Фільтруючий елемент за п. 1, який відрізняється тим, що тютюнова серцевина витягнута по суті подовжньо між взаємно протилежними торцевими поверхнями...
Фільтр для курильного виробу, курильний виріб та спосіб виготовлення курильного виробу
Номер патенту: 101706
Опубліковано: 25.04.2013
Автор: Фібелкорн Річард
МПК: A24D 3/04
Мітки: виріб, виготовлення, курильного, виробу, спосіб, фільтр, курильний
Формула / Реферат:
1. Фільтр для курильного виробу, що містить подовжену основну частину фільтруючого матеріалу, внутрішню обгортку, яка має першу й другу області непористого матеріалу, розташовані навколо й з проміжком уздовж довжини фільтруючого матеріалу з утворенням зазору, що діє як зона вентиляції, і зовнішню обгортку, розміщену поверх внутрішньої обгортки й виконану так, щоб повітря, що вентилює, могло втягуватися через зону вентиляції й проходити у...
Спосіб виготовлення фільтрувального елемента курильного виробу, фільтрувальний елемент для курильного виробу та курильний виріб
Номер патенту: 106913
Опубліковано: 27.10.2014
Автори: Семпсон Джон, Рашфорт Девід
Мітки: виготовлення, фільтрувальний, елемента, елемент, курильного, виріб, спосіб, курильний, виробу, фільтрувального
Формула / Реферат:
1. Спосіб виготовлення фільтрувального елемента курильного виробу, що містить листовий фільтрувальний матеріал і добавку, що включає:нанесення добавки, твердої при кімнатній температурі, на лист фільтрувального матеріалу;нагрівання добавки, так що вона розплавляється; іформування листового фільтрувального матеріалу з добавкою у фільтрувальний елемент,причому зазначені стадії способу виконують в будь-якому...
Попередній патент: Електрокальцинатор для прогартовування вуглецевих матеріалів
Наступний патент: Спосіб одержання похідних 7-(4-алкоксибензоїлокси)-хромон-3-карбонової кислоти
Випадковий патент: Антикорозійний наповнювач для лакофарбових покриттів