Спосіб виготовлення деформаційно-зміцнених сталевих деталей з покриттям та листи з попередньо нанесеним покриттям для виготовлення цих деталей
Номер патенту: 115791
Опубліковано: 26.12.2017
Автори: Штаудте Йонас, Пуерта Веласкес Хуан Давід, Дрійє Паскаль
Формула / Реферат
1. Холоднокатаний та відпалений лист товщиною 0,5-2,6 мм, з попередньо нанесеним покриттям для виготовлення деформаційно-зміцнених деталей, який складається зі сталевої підкладки для термічної обробки з вмістом у масових відсотках вуглецю С0 0,07-0,5 %, та попередньо нанесеного металевого покриття щонайменше на дві основні поверхні сталевої підкладки, причому металом попереднього покриття є алюміній або алюмінієвий сплав, або цинк, або цинковий сплав, або покриття складається з шару алюмінію, або сплаву на основі алюмінію, покритого шаром цинку або цинкового сплаву, причому склад сталевої підкладки містить у масових відсотках:
0,07≤С≤0,5
0,5≤Мn≤3
0,02≤Si≤0,5
0,01≤Сr≤1
Ті≤0,2
Аl≤0,25
S≤0,05
Ρ≤0,1
0,0005≤В≤0,010 ,
решта залізо та неминучі домішки, що виникають в результаті обробки, при цьому вміст кисню в сталевій підкладці складає О0,
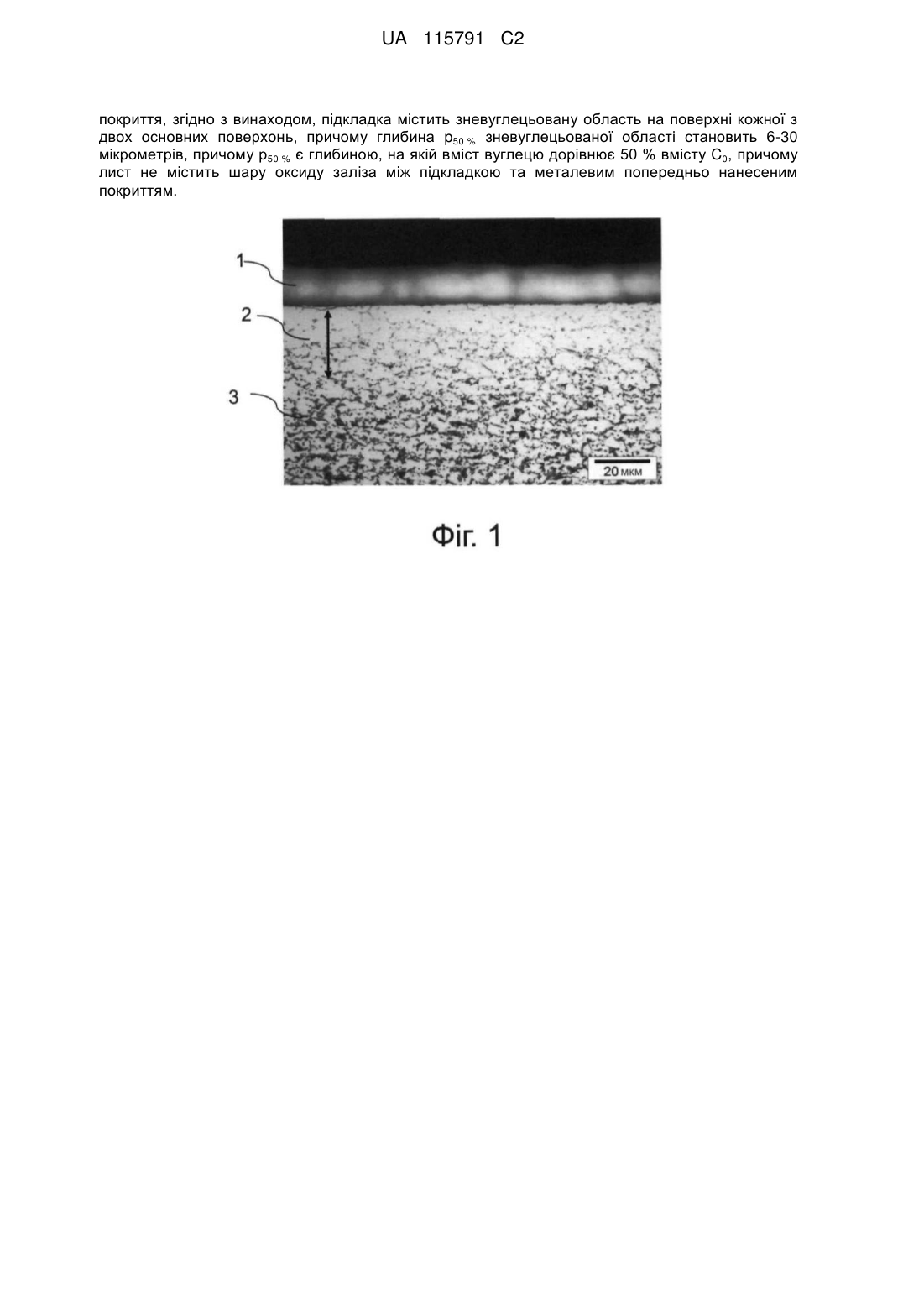
який відрізняється тим, що сталева підкладка містить зневуглецьовану область на поверхні кожної з двох основних поверхонь сталевої підкладки, причому глибина p50 % вказаної зневуглецьованої області становить 6-30 мікрометрів, де p50 % являє собою глибину, на якій вміст вуглецю дорівнює 50 % зазначеного вмісту C0, причому лист не містить шару оксиду заліза між вказаною сталевою підкладкою та зазначеним металевим попереднім покриттям, та має під границею розділу між попереднім покриттям та зазначеною сталевою підкладкою на глибині 0-5 мікрометрів, починаючи з зазначеної границі розділу, середній вміст кисню Оm, причому відношення Om/O0 перевищує 15.
2. Лист за п. 1, який відрізняється тим, що склад сталевої підкладки містить у масових відсотках:
0,09≤С≤0,38
0,8≤Μn≤1,5
0,1≤Si≤0,35
0,01≤Cr≤0,3
0,02≤Ti≤0,1
0,001≤Αl≤0,25
S≤0,05
P≤0,1
0,002≤В≤ 0,005,
решта залізо та неминучі домішки, що виникають в результаті обробки.
3. Лист за п. 1 або 2, який відрізняється тим, що склад сталевої підкладки додатково містить у масових відсотках: 0,0005≤Са≤0,005.
4. Лист за будь-яким з пп. 1-3, який відрізняється тим, що склад сталевої підкладки містить у масових відсотках:
0,15 %≤С≤0,25 %.
5. Лист за будь-яким з пп. 1-4, який відрізняється тим, що сталева підкладка містить в області, розташованій між 0 та 5 мікрометрами нижче границі розділу між попереднім покриттям та сталевою підкладкою, оксиди, які містять щонайменше один елемент з групи титан, кремній, марганець, алюміній, хром, причому густина оксидів діаметром більшим одного мікрометра в цій області перевищує 50/мм2.
6. Спосіб виготовлення зміцненої сталевої деталі з покриттям, який включає перераховані нижче стадії, на яких:
- отримують холоднокатаний лист завтовшки 0,5-2,6 мм для термообробки з вмістом вуглецю С0 0,07-0,5 % та вмістом кисню O0, склад сталі якого містить у масових відсотках:
0,07≤С≤0,5
0,5≤Μn≤3
0,02≤Si≤0,5
0,01≤Cr≤1
Ti≤0,2
Αl≤0,25
S≤0,05
P≤0,1
0,0005≤В≤0,010,
решта залізо та неминучі домішки, що виникають в результаті обробки, потім
- відпалюють холоднокатаний лист для отримання по закінченні відпалу листа зі зневуглецьованою областю, глибиною p50 % рівній 6-30 мікрометрів, причому р50 % є глибиною, на якій вміст вуглецю дорівнює 50 % зазначеного вмісту С0, вказний лист не має шару оксиду заліза на його поверхні, і після закінчення відпалу на глибині 0-5 мікрометрів, вимірюваної від поверхні, має середній вміст кисню Оm, причому Оm/О0 перевищує 15, потім
- наносять попереднє покриття з металу або металевого сплаву на вказаний відпалений сталевий лист,який є підкладкою, потім
- вказаний лист розрізають для отримання заготовки, потім
- вказану заготовку нагрівають до температури TR у печі для створення щонайменше частково аустенітної структури, потім
- нагріту заготовку витягують з печі та переносять у прес або формуючий пристрій та піддають гарячому штампуванню або гарячому калібруванню для отримання деталі, яку охолоджують у пресі або формуючому пристрої для надання їй за рахунок зміцнення мартенситної або бейнітно-мартенситної мікроструктури.
7. Спосіб за п. 6, який відрізняється тим, що склад сталевої підкладки додатково містить в масових відсотках: 0,0005≤Са≤0,005.
8. Спосіб за п. 6 або 7, який відрізняється тим, що нанесення попереднього покриття виконують безперервно з використанням способу занурення при проходженні через ванну.
9. Спосіб за будь-яким з пп. 6-8, який відрізняється тим, що вказане покриття являє собою алюміній або алюмінієвий сплав.
10. Спосіб за будь-яким з пп. 6-8, який відрізняється тим, що вказане покриття являє собою цинк або цинковий сплав.
11. Спосіб за будь-яким з пп. 6-8, який відрізняється тим, що вказане покриття складається з шару алюмінію або алюмінієвого сплаву, покритого шаром цинку або цинкового сплаву.
12. Спосіб за будь-яким з пп. 6-11, який відрізняється тим, що вказана глибина p50 % становить 9-30 мікрометрів, переважно 12-30 мікрометрів.
13. Спосіб за будь-яким з пп. 6-12, який відрізняється тим, що після зазначеної стадії різання зазначеного листа з попередньо нанесеним покриттям для отримання заготовки та перед зазначеною стадією нагрівання зазначеної заготовки до зазначеної температури ТR у печі, зазначену заготовку піддають холодному штампуванню.
14. Спосіб за будь-яким з пп. 6-13, який відрізняється тим, що склад сталевої підкладки містить у масових відсотках:
0,15≤С≤0,25.
15. Спосіб за будь-яким з пп. 6-14, який відрізняється тим, що зазначена температура TR вище або дорівнює температурі Ас3 зазначеної сталі.
16. Спосіб за будь-яким з пп. 6-15, який відрізняється тим, що холоднокатаний сталевий лист відпалюють для отримання в підкладці після закінчення відпалу під границею розділу між попереднім покриттям та підкладкою на глибині 0-5 мікрометрів, вимірюваної від границі розділу, оксидів, які містять щонайменше один елемент з групи титан, кремній, марганець, хром, алюміній, причому густина оксидів з діаметром більше 1 мікрометра в цій області перевищує 50/мм2.
17. Спосіб за будь-яким з пп. 6-16, який відрізняється тим, що вказаний відпал включає послідовність наступних стадій, на яких:
- після отримання холоднокатаного сталевого листа його попередньо нагрівають при проходженні через піч з радіаційними трубами або резистивну піч, або індукційну піч, або піч яка об'єднує щонайменше будь-які два з цих засобів, до температури Т1а між 600 °C та Ас1+40 °C, де Ас1 позначає температуру початку аустенітного перетворення в ході нагрівання сталі, в зоні печі, де атмосфера А1 містить 2-15 % об. водню, переважно 3-5 % об. водню, решту складають азот та неминучі домішки, з точкою роси між -60 та -15 °C, потім
- лист нагрівають від температури Т1а до температури Т2а між 720 ºС та 860 °C, та щонайменше один елемент, який вибраний з рідкої води, пари або кисню, вводять в піч, починаючи з вказаної температури Т1а, для отримання в секції печі між цією температурою Т1а та зазначеною температурою Т2а, атмосфери А2а з точкою роси PR між - 15 °C та температурою Те точки роси рівноваги залізо/оксид заліза, причому проміжок часу між моментом, коли лист знаходиться при температурі Т1а та моментом, коли лист досягає температури Т2а, більше або дорівнює 30 секундам, потім
- лист витримують при температурі Тm між Т2а та Т2а+40 °C в атмосфері A3, яка є відновлювальною відносно заліза, потім
- лист охолоджують в атмосфері А4, так, щоб не проходило повторне поверхневе окислення заліза, до температури Т3, потім
- на лист наносять попереднє покриття зануренням у ванну металу при температурі Tbm, за умови, що температура Т3 знаходиться між Tbm-10 °C та Tbm+50 °C.
18. Спосіб за п. 17, який відрізняється тим, що точка роси PR знаходиться між -15 ºС та +17 °C.
19. Спосіб за п. 18, який відрізняється тим, що точка роси PR знаходиться між -15 ºС та -10 °C.
20. Спосіб за будь-яким з пп. 6-16, який відрізняється тим, що вказаний відпал включає послідовність наступних стадій, на яких:
- після отримання вказаного холоднокатаного сталевого листа його попередньо нагрівають при проходженні через піч з радіаційними трубами або резистивну піч, або індукційну піч, або піч, яка об'єднує щонайменше будь-які два з цих засобів, до температури Т1а між 600 °C та Ас1+40 °C, де Ас1 позначає температуру початку аустенітного перетворення в ході нагрівання сталі, в зоні печі, де атмосфера А1 містить 2-15 % об. водню, переважно 3-5 % об. водню, решту складають азот та неминучі домішки, з точкою роси між -60 ºС та -15 °C, потім
- лист нагрівають від температури Т1а до температури Т2а між 720 ºС та 860 °C щонайменше один компонент, який вибирається з рідкої води, пари або кисню, вводять в піч, починаючи, з вказаної температури Т1а, для отримання в секції печі між цією температурою Т1а та зазначеною температурою Т2а, атмосфери А2b, яка є окислювальною відносно заліза, причому проміжок часу між моментом, коли лист знаходиться при температурі Т1а та моментом, коли лист досягає температури Т2а, більшої або рівної 30 секундам, потім
- лист витримують при температурі Тm між Т2а та Т2а+40 °C в атмосфері A3, яка є відновлювальною відносно заліза, причому повне відновлення шару заліза, який утворюється в цій атмосфері А2b, відбувається не пізніше кінця витримки при температурі Тm, потім
- лист охолоджують в атмосфері А4, так, щоб не проходило повторне поверхневе окислення заліза, до температури Т3, потім
- на лист наносять попереднє покриття зануренням у ванну металу при температурі Tbm, за умови, що температура Т3 знаходиться між Tbm-10 °C та Tbm+50 °C.
21. Спосіб за будь-яким з пп. 17-20, який відрізняється тим, що температура Т1а вища за Ас1 температуру аустенітного перетворення при нагріванні зазначеної сталевої підкладки.
22. Спосіб за будь-яким з пп. 6-16, який відрізняється тим, що умови відпалу включають послідовність наступних стадій, на яких:
- після отримання холоднокатаного сталевого листа його попередньо нагрівають при проходженні через піч, причому попереднє нагрівання здійснюють в зоні печі, нагрітої відкритим полум'ям, до температури T1b між 550 Сº та 750 °C в атмосфері, одержуваної згорянням суміші повітря та природного газу, в якій відношення повітря/газ становить 1-1,2, потім
- лист нагрівають від температури T1b до температури Т2b між 760 ºС та 830 °C у другій зоні печі, яка нагрівається радіаційними трубами або електричним, або індукційним нагріванням, або будь-якою комбінацією щонайменше двох цих засобів, у якій атмосфера містить 3-40 % об. водню, а решта складають азот та неминучі домішки, причому точка роси становить менше -30 °C, та при цьому інтервал часу між моментом, коли лист знаходиться при температурі T1b та моментом, коли він досягає температури Т2b, становить щонайменше 30 секунд, потім
- лист витримують при температурі Тm між Т2b та Т2b+40 °C в атмосфері A3, яка є відновлювальною відносно заліза, потім
- лист охолоджують в атмосфері А4 так, щоб не проходило повторне поверхневе окислення заліза, до температури Т3, потім
- на лист наносять попереднє покриття зануренням у ванну металу при температурі Tbm за умови, що температура Т3 знаходиться між Tbm-10 °C та Tbm+50 °C.
23. Спосіб за п. 22, який відрізняється тим, що температура Т2b вища за температуру Ас1.
Текст
Реферат: Цей винахід належить до відпаленого, холоднокатаного листа з попереднім покриттям для виготовлення деформаційно-зміцненої деталі, яка складається зі сталевої підкладки для термічної обробки із вмістом вуглецю С0 в межах від 0,07 % до 0,5 % масових відсотків та попередньо нанесеного щонайменше на дві основні поверхні сталевої підкладки металевого UA 115791 C2 МІНІСТЕРСТВО ЕКОНОМІЧНОГО РОЗВИТКУ І ТОРГІВЛІ УКРАЇНИ UA 115791 C2 покриття, згідно з винаходом, підкладка містить зневуглецьовану область на поверхні кожної з двох основних поверхонь, причому глибина p50 % зневуглецьованої області становить 6-30 мікрометрів, причому р50 % є глибиною, на якій вміст вуглецю дорівнює 50 % вмісту C0, причому лист не містить шару оксиду заліза між підкладкою та металевим попередньо нанесеним покриттям. UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей винахід стосується способу виготовлення деталей з холоднокатаного та відпаленого сталевого листа з попередньо нанесеним покриттям шляхом нагрівання, штампуванням та наступним зміцненням при охолодженні, залишаючи їх в штампі; ці деталі призначені, зокрема, для використання, як конструкційних елементів автомобільних транспортних засобів для виконання протиударної функції або поглинання енергії. Деталі цього типу також можуть бути використані, наприклад, для виготовлення оснастки або деталей сільськогосподарських машин. При такому застосуванні, метою є виготовлення сталевих деталей, які поєднують високу механічну міцність, високу ударну міцність, високу стійкість до корозії та хорошу точність розмірів. Така комбінація особливо бажана в автомобільній промисловості, де робляться спроби значно знизити вагу транспортних засобів. Для протиударних та конструкційних деталей, а також інших деталей, які вносять свій внесок у безпеку автомобільних транспортних засобів, наприклад, таких як бампери, двері або середня стійка, потрібні вищезгадані характеристики. Це зниження ваги може бути досягнуто, зокрема, завдяки використанню сталевих деталей з мартенситною або бейнітно-мартенситною мікроструктурою. Виготовлення деталей цього типу описано в публікаціях відомого рівня техніки FR2780984 та FR2807447, відповідно до яких вирубані заготовки з сталевого листа для термічної обробки та з попередньо нанесеним покриттям з металу або металевого сплаву нагрівають у печі і потім піддають гарячому штампуванню. Попередньо нанесене покриття може бути з алюмінію або сплаву на основі алюмінію, цинку або цинкового сплаву. Під час нагрівання у печі, попередньо нанесене покриття забезпечує захист поверхні сталі від зневуглецьовування та утворення окалини. Під час нагрівання у печі це попередньо нанесене покриття сплавлюється зі сталевою підкладкою з утворенням сполуки, придатної для гарячого штампування, та не викликає будьякого пошкодження штампа. Проведення витримки деталі у пристрої після штампування забезпечує швидке охолодження, що призводить до формування зміцнених мікроструктур, які мають дуже високі механічні характеристики. Процес цього типу відомий як деформаційне зміцнення. Як правило, механічні характеристики деталей, отриманих таким чином, оцінюються за допомогою границі міцності на розрив та випробування на твердість. Вищевказані документи також описують способи виготовлення, які дозволяють отримувати механічну міцність (або максимум границі міцності на розрив) Rm 1500 МПа, виходячи зі сталевої заготовки, яка має початкову міцність Rm 500 МПа до нагрівання та швидкого охолодження. Однак умови експлуатації деяких зміцнених та покритих деталей вимагають не тільки високої міцності Rm, але й хорошої гнучкості. Цей параметр фактично здається більш придатним, ніж виміряне відносне подовження на розрив, щоб гарантувати достатню пластичність деталі для пом'якшення деформацій або ударного навантаження без ризику розриву, зокрема, в областях, відповідних локальній концентрації напружень за рахунок геометрії деталі або можливої присутності мікродефектів на поверхні деталей. Документ WO2009080292 описує спосіб, який дозволяє збільшити кут вигину зміцненої деталі. Відповідно до цього способу сталевий лист нагрівають у печі відпалу до температури 650-800°С, щоб отримати шар оксиду, який значно товщий 0,3 мкм. Деякі легуючі елементи зі сталі окислюються під цим шаром оксиду. Цей шар оксиду потім частково відновлюють так, щоб він мав товщину більшу 0,3 мкм. Нижня поверхня шару відновленого оксиду складається з чистого заліза. Потім на лист наносять покриття з використанням процесу занурення у розплав. Після цієї стадії лист має наступні різні шари відповідно: сталева підкладка, яка містить окислені елементи у безпосередньо поблизу поверхні (внутрішнє окислення), ця підкладка зверху покрита шаром частково відновленого оксиду, на який зверху нанесене покриття з використанням процесу занурення в розплав. На наступній стадії аустенізації заготовки та/або під час формування та охолодження, тонкий пластичний шар формується під покриттям таким чином, що гальмується поширення тріщин, які утворюються під покриттям, в цьому лежачому нижче шарі в процесі формування. Однак шар оксидів, який присутній, коли лист занурюють у ванну з металом покриття може мати небажаний вплив в плані адгезії гарячого покриття до цього шару. У зв'язку з цим було б бажано мати спосіб виготовлення, який не має цього недоліку, та зробити можливим отримання одночасно після деформаційного зміцнення високу міцність та гнучкість. Також відомо, що умови промислового виготовлення неминуче мають певні коливання такі, як, наприклад, температура циклу в ході відпалу листа до його покриття та склад та/або точка роси атмосфери у печі безперервного відпалу, які можуть несуттєво відрізнятися в даній послідовності виготовлення або можуть змінюватися від одного циклу виготовлення до іншого. Навіть якщо робляться максимальні запобіжні заходи, щоб звести до мінімуму ці зміни, було б 1 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 бажано мати такий спосіб виготовлення, щоб механічні характеристики, зокрема, гнучкість, отримані після деформаційного зміцнення були б нечутливими, наскільки можливо до цих потенційних змін умов виготовлення. Додатковою метою є спосіб виготовлення, який призводить до хорошої ізотропії деталей після гарячого штампування, тобто, в яких гнучкість не сильно залежить від напрямку напружень по відношенню до напрямку прокатки листа. Також відомо, що час витримки заготовок у печі на стадії аустенізації протягом гарячого штампування може впливати на механічні характеристики деталей. Тому було б бажано мати спосіб виготовлення, який є менш чутливим до часу витримки у печі, щоб досягти високого рівня відтворюваності механічних характеристик деталей. У випадку деталей, виготовлених із листів з попередньо нанесеним покриттям цинку або сплаву цинку, задачею є спосіб, який дозволяє проводити зварювання цих деталей без ризику окрихчування границь зерна, викликаного проникненням рідкого цинку. Задачею цього винаходу є вирішення вищенаведених проблем за допомогою економічного способу виготовлення. Несподівано автори винаходу винайшли, що висока гнучкість деталей досягається, коли присутня зневуглецьована область певної товщини під попередньо нанесеним металевим покриттям до деформаційного зміцнення деталі. Несподівано, але це певне зневуглецювання до деформаційного зміцнення призводить до гнучкості, яка в незначній мірі залежить від умов безперервного відпалу до нанесення покриття та яка відображає хорошу ізотропність стосовно напрямку прокатки; високі значення гнучкості досягаються, незважаючи на присутність оксидів в цій зневуглецьованої області, що відповідає збагаченню киснем цієї області. Об'єктом цього винаходу є холоднокатаний лист з попереднім покриттям, який відпалений для виготовлення деформаційно-зміцнених деталей, який складається зі сталевої підкладки для термічної обробки з масовим вмістом вуглецю C0 0,0-0,5 мас. %, а щонайменше, на одну з двох основних поверхонь сталевої підкладки нанесене попереднє покриття, і який відрізняється тим, що підкладка містить зневуглецьовану область на поверхні кожної з двох основних поверхонь, причому глибина р50% зневуглецьованої області становить 6-30 мікрометрів, причому р50% є глибиною, на якій вміст вуглецю дорівнює 50% від вмісту C 0, та тим, що лист не містить шару оксиду заліза між підкладкою та металом попередньо нанесеного покриття. Глибина p 50% зневуглецьованої області переважно становить 9-30 мікрометрів, бажано 12-30 мікрометрів. В одному запропонованому здійсненні метал попередньо нанесеного покриття листа є алюмінієм або алюмінієвим сплавом. В іншому переважному здійсненні винаходу метал попередньо нанесеного покриття є цинком або цинковим сплавом. Метал попередньо нанесеного покриття переважно може складатися з шару алюмінію або сплаву на основі алюмінію з нанесеним зверху шаром цинку або цинкового сплаву. Склад сталевої підкладки переважно містить у масових відсотках 0,07% C 0,5%, 0,5% Mn 3%, 0,02% Si 0,5%, 0,01% Cr 1%, Ti 0,2%, Al 0,25%, S 0,05%, P 0,1%, 0,0005% B 0,010%, необов'язково 0,0005% Ca 0,005%,0, а решта складається з заліза та неминучих домішок, які виникають при обробці. Більш переважно, склад сталевої підкладки містить у масових відсотках ,09% C 0,38%, 0,8% Mn 1,5%, 0,1% Si 0,35%, 0,01% Cr 0,3%, 0,02% Ti 0,1%, 0,001% Al 0,25%, S 0,05%, P 0,1%, 0,002% B 0,005%, необов'язково 0,0005% Ca 0,005%, а решта складається з заліза та неминучих домішок, які виникають при обробці. В одному запропонованому здійсненні склад сталевої підкладки містить у масових відсотках: 0,15% С 0,25%. Вміст кисню в сталевій підкладці переважно дорівнює O 0 і середній вміст кисню під границею розділу між попередньо нанесеним покриттям та підкладкою на глибині 0-5 мікрометрів, виміряної від границі розділу, дорівнює Om, причому Om/O0 перевищує 15. Переважно підкладка зі сталі з попередньо нанесеним покриттям містить в області, розташованої між нулем та 5 мікрометрами нижче границі розділу між попередньо нанесеним покриттям та підкладкою, оксиди, які містять, щонайменше, один елемент, вибраний з групи, яка складається з титану, кремнію, марганцю, алюмінію та хрому, причому густина оксидів 2 діаметром більше 1 мікрометра в цій області перевищує 50/мм . Додатковим об'єктом цього винаходу є спосіб виготовлення покритих та зміцнених сталевих деталей, який включає послідовність стадій, відповідно до якого отримують холоднокатаний сталевий лист для термічної обробки, який має вміст вуглецю C 0 0,07-0,5 мас.%. Прокатану сталь відпалюють для отримання, після закінчення відпалу, зневуглецьованої поверхні листа на глибині p50%, яка становить 6-30 мікрометрів, причому р50% є глибиною, на якій вміст вуглецю дорівнює 50 мас.% зазначеного вмісту С0, а лист не має шару оксиду заліза на його поверхні, 2 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 потім на відпалену сталь, яка служить як підкладка, наносять попереднє покриття металу або металевого сплаву. Сталь з попереднім покриттям потім розрізають для отримання заготовки, заготівку необов'язково піддають холодному штампуванню і потім нагрівають до температури T R у печі для надання сталі, щонайменше, частково аустенітної структури. Нагріту заготовку витягують з печі та переносять у прес або установку штампування, та потім заготовку піддають гарячому штампуванню або гарячому калібруванню для отримання деталі, яку потім охолоджують в пресі або установці штампування для надання їй мартенситної або бейнітномартенситної мікроструктури шляхом зміцнення. Додатковим об'єктом цього винаходу є спосіб виготовлення, який відрізняється тим, що нанесення попереднього покриття виконується безперервно з використанням процесу гарячого занурення в розплав при проходженні через ванну. В одному запропонованому здійсненні метал попередньо нанесеного покриття є алюмінієм або алюмінієвим сплавом. Попередньо нанесене покриття переважно є цинком або цинковим сплавом. В одному переважному здійсненні метал попередньо нанесеного покриття складається з шару алюмінію або сплаву на основі алюмінію з нанесеним на нього шаром цинку або цинкового сплаву. Глибина p50% переважно становить 9-30 мікрометрів, а більш переважно 12-30 мікрометрів. Додатковим об'єктом цього винаходу є спосіб, який відрізняється тим, що склад сталевої підкладки містить у масових відсотках: 0,07% C 0,5%, 0,5% Mn 3%, 0,02% Si 0, 5%, 0,01% Cr 1%, Ti 0,2%, Al 0,25%, S 0,05%, P 0,1%, 0,0005% B 0,010%, необов'язково 0,0005% Ca 0,005%, а решта складається з заліза та неминучих домішок, які виникають при обробці. В одному конкретному здійсненні, склад сталевої підкладки містить у масових відсотках: 0,09% C 0,38%, 0,8% Mn 1,5%, 0,1% Si 0,35%, 0, 01% Cr 0,3%, 0,02% Ti 0,1%, 0,001% Al 0,25%, S 0,05%, P 0,1%, 0,002% B 0,005%, необов'язково 0,0005% Ca 0,005%, а решта складається з заліза та неминучих домішок, які виникають при обробці. В одному конкретному здійсненні способу склад сталевої підкладки містить: 0,15% C 0,25%. Температура TR переважно вища або дорівнює температурі Ас3 сталі. Холоднокатаний сталевий лист переважно має вміст кисню O0; який відпалюють для отримання в підкладці після закінчення відпалу під границею розділу між попередньо нанесеним покриттям та підкладкою на глибині 0-5 мікрометрів, виміряної від границі розділу, середнього вмісту кисню Om, причому Om/O0 перевищує 15. Переважно холоднокатаний лист відпалюють для отримання в підкладці після закінчення відпалу під границею розділу між попередньо нанесеним покриттям та підкладкою на глибині 05 мікрометрів від границі розділу, оксидів, які містять, щонайменше, один елемент, вибраний з групи, яка складається з титану, кремнію, марганцю,хрому, алюмінію, причому густина оксидів з 2 діаметром більше 1 мікрометра в цій області перевищує 50/мм . Додатковим об'єктом цього винаходу є спосіб виготовлення, розкритий в будь-якому з вищеописаних здійснень, в якому умови відпалу включають наступну послідовність стадій: після отримання холоднокатаного листа, його нагрівають при проходженні через піч з радіаційними трубами або резистивну піч або індукційну піч або піч об'єднуючу, принаймні, будь-які два з цих пристроїв, до температури Т1а між 600°С та Ac1+40°C, причому Ac1 позначає температуру початку аустенітного перетворення, коли сталь нагріта, в зоні печі, де атмосфера А1 містить 215% об. водню, переважно 3-5% об. водню, а решта азот та неминучі домішки, з точкою роси 60-15°C. Потім лист нагрівають від температури Т1а до температури T2a між 720-860°C, причому, щонайменше, один компонент, вибраний з рідкої води, пари або кисню, вводять в піч, починаючи з температури Т1а, щоб отримати на ділянці печі між температурою Т1а та температурою T2a, атмосферу А2а з точкою роси PR між -15°С та температурою Тe точки роси рівноваги залізо/оксид заліза, причому проміжок часу між моментом, коли лист знаходиться при температурі Т1а та моментом, коли лист досягає температури Т2а, більше або дорівнює 30 секундам. Потім лист витримують при температурі Tm між T2a та T2a+40°С, в атмосфері A3, яка є відновлювальною відносно заліза і потім охолоджують до температури Т3 в атмосфері A4 так, щоб не відбувалося повторне окислення поверхні заліза. Потім гарячим зануренням у ванну металу на лист наносять попереднє покриття при температурі Tbm, за умови, що температура Т3 знаходиться між Tbm-10°С та Tbm+50°C. Переважно точка роси PR атмосфери A2a знаходиться між -15 та +17°С, більш переважно в межах від -15 до -10°C. Додатковим об'єктом цього винаходу є спосіб виготовлення, в якому умови відпалу 3 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 включають наступну послідовність стадій: після отримання холоднокатаного листа його нагрівають при проходженні через піч з радіаційними трубами або резистивну піч або індукційну піч або піч об'єднуючу, принаймні, будь-які два з цих пристроїв, до температури Т1а між 600°С та Ac1+40°C, причому Ac1 позначає температуру початку аустенітного перетворення, так коли сталь нагріта, в зоні печі, де атмосфера A1 містить 2-15% об. водню, переважно 3-5% об. водню, а решта азот та неминучі домішки, з точкою роси між -60 та -15°C. Потім лист нагрівають від температури Т1а до температури T2a в межах 720-860°C, причому, щонайменше, один компонент, вибраний з рідкої води, пари або кисню, вводять у піч, починаючи з температури Т1а, щоб отримати на ділянці печі між температурою Т1а та температурою T2a, атмосферу A2b, яка є окислювальною відносно заліза, причому проміжок часу між моментом, коли лист знаходиться при температурі Т1а та моментом, коли лист досягає температури Т2а, більше або дорівнює 30 секундам. Потім лист витримують при температурі Tm між T2a та T2a+40°С, в атмосфері A3, яка є відновлювальною відносно заліза, в результаті чого повне відновлення шару заліза, утвореного в цій атмосфері A2b, відбувається не пізніше, ніж закінчується витримка при температурі Tm. Потім лист охолоджують в атмосфері A4 таким чином, щоб не відбувалося повторне окислення поверхні заліза, до температури Т3, потім на лист наносять попереднє покриття гарячим зануренням у ванну металу при температурі Tbm, за умови, що температура Т3 знаходиться між Tbm-10°C та Tbm+50°C. В одному запропонованому здійсненні температура Т1а вища Ac1, тобто температури аустенітного перетворення при нагріванні сталевої підкладки. Додатковим об'єктом цього винаходу є спосіб виготовлення, умови відпалу якого включають наступну послідовність стадій: після отримання холоднокатаного сталевого листа його попередньо нагрівають при проходженні через піч, попереднє нагрівання здійснюють в зоні печі, нагрітої за допомогою відкритого полум'я, в результаті чого лист попередньо нагрівають до температури T1b між 550-750°С в атмосфері, яка утворюється в результаті згоряння суміші повітря та природного газу, причому відношення повітря/газ становить 1-1,2. Лист нагрівають від температури T1b до температури T2b між 760-830°С у другій зоні печі, яка нагрівається радіаційними трубами або електричним або індукційним нагріванням або будь-якої комбінації, щонайменше, двох з цих засобів, в якій атмосфера містить 3-40% об. водню, а решта азот та неминучі домішки, причому точка роси лежить нижче -30°С, та при цьому інтервал часу між моментом, коли лист знаходиться при температурі T1b та моментом, коли він досягає температури T2b становить, щонайменше, 30 секунд. Лист витримують при температурі Tm між T2b та T2b+40°C в атмосфері A3, яка є відновлювальною відносно заліза, а потім охолоджують в атмосфері, так, щоб не відбувається повторного окислення поверхні заліза, до температури T3. Потім на лист наносять попереднє покриття гарячим зануренням у ванну металу при температурі Tbm, мається на увазі, що температура Т3 знаходиться між Tbm-10°C та Tbm+50°C. В одному запропонованому здійсненні температура Т2b вища Ac1. Додаткові характеристики та переваги цього винаходу стануть очевидними з подальшого опису, який надається як приклад, та з посиланням на прикладені фігури, на яких: Фіг. 1 являє мікроструктуру попередньо покритого сталевого листа, заявленого у винаході та призначеного для виготовлення деформаційно-зміцнених деталей. Фіг. 2 схематично ілюструє визначення глибини м'якої області d, виміряної по мікротвердості під покриттям деформаційно-зміцненої деталі. Фіг. 3 схематично ілюструє визначення глибини зневуглецювання поверхні р 50% листа або заготовки з попередньо нанесеним покриттям, виміряної методом оптичної емісійної спектроскопії тліючого розряду, під попередньо нанесеним покриттям листа або заготовки до зміцнення. Фіг. 4 ілюструє зміну критичного кута вигину c деформаційно-зміцненої деталі в залежності від глибини м'якої поверхневої області, причому останню вимірюють по мікротвердості під покриттям. Фіг. 5 ілюструє зміну критичного кута вигину c деформаційно-зміцненої деталі в залежності від глибини зневуглецювання р50%, причому останню вимірюють на попередньо вкритій заготовці перед гарячим штампуванням та зміцненням. Фіг. 6 показує вплив температури точки роси в певній зоні печі при відпалі до попереднього покриття на критичний кут вигину деталі після гарячого штампування. Фіг. 7 показує вплив температури точки роси в певній зоні печі при відпалі до попереднього покриття на глибину зневуглецювання р 50%, причому цей останній параметр вимірюють на попередньо вкритій заготовці перед гарячим штампуванням та зміцненням. Фіг. 8 показує мікроструктуру сталі під цинковим покриттям після деформаційного зміцнення 4 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 для точки роси -27°С. Фіг. 9 також показує мікроструктуру сталі під цинковим покриттям після деформаційного зміцнення для точки роси -7°C. Фіг. 10 ілюструє зміну перед гарячим штампуванням вмісту вуглецю в сталевій підкладці двох попередньо покритих сталевих листів безпосередньо поблизу їх границі розділу з попередньо нанесеним покриттям, причому відпал листів проводять в атмосфері А2А з точкою роси -27°С або -7°C. Фіг. 11 ілюструє зміну вмісту вуглецю в двох сталевих деталях, підданих гарячому штампуванню, безпосередньо поблизу границі розділу з покриттям цих деталей, причому відпал листів, що використовуються для виготовлення цих деталей, проводять в атмосфері А2А з точкою роси -27°С або -7°C. Фіг. 12-13 ілюструють внутрішні оксиди, утворені в процесі відпалу в сталевій підкладці, безпосередньо поблизу поверхні. Фіг. 14-15 показують два енергодисперсійних рентгенівських спектра цих оксидів. Фіг. 16 показує зміну відносного вмісту кисню (О/O 0) під попередньо нанесеним покриттям листа, виготовленого відповідно до винаходу. Товщина холоднокатаного листа, використовуваного в способі відповідно до винаходу, переважно становить приблизно 0,5-2,6 мм діапазону товщини, використовуваного серед інших застосувань у виробництві конструкційних деталей та деталей для автомобільної промисловості. Сталь є сталлю для термічної обробки, тобто, це сталь, здатна зміцнюватися після аустенізації та швидкого охолодження загартуванням. Сталь переважно містить такі елементи, у масових відсотках: - вміст вуглецю 0,07-0,5%, переважно 0,09-0,38% мас., та найбільш переважно 0,150,25% мас. Цей елемент відіграє важливу роль в прогартовуваності та механічній міцності, одержуваної після охолодження, наступного за аустенізацією. Нижче вмісту 0,07% мас., придатність до зміцнення знижується та механічна міцність недостатня після деформаційного зміцнення. Вміст 0,15% С, дозволяє забезпечити достатню прогартовуваність в областях найбільш жорстких умов гарячого формування. Вміст вуглецю більше 0,5% мас. призводить до зростання ризику утворення дефектів при зміцненні, зокрема, на товстих деталях. Також стає важко гарантувати пластичність при вигині деталі після деформаційного зміцнення. Вміст вуглецю між 0,09 та 0,38%, дозволяє отримати міцність Rm приблизно 1000-2050 МПа, коли мікроструктура деталі є повністю мартенситної. На додаток до своєї ролі розкислювача, марганець також значно впливає на прогартовуваність, зокрема, коли його масовий вміст більший 0,5%, переважно більший 0,8%. Проте, бажано обмежити його додавання до 3% мас., та більш бажано обмежити його вміст до 1,5%, щоб уникнути надмірної сегрегації. - вміст кремнію в сталі повинний бути в межах 0,02-0,5% мас., а переважно 0,1-0,35%. На додаток до своєї дії як розкислювача рідкої сталі, цей елемент сприяє зміцненню сталі, хоча його вміст, тим не менш, має бути обмежений, щоб запобігти надмірного утворення оксидів та уникнути небажаного впливу на здатність покривання зануренням в розплав. - вище вмісту 0,01 мас.%, хром підвищує прогартовуваність, сприяє досягненню високої міцності після операції гарячого штампування. Вище концентрації 1 мас.% (переважно 0,3 мас.%), вплив хрому на однорідність механічних властивостей деталі насичується. - алюміній є елементом, який сприяє розкисленню та виділенню азоту. У надмірній кількості великі алюмінати утворюються в процесі обробки, які мають тенденцію до зниження пластичності, що є причиною обмеження вмісту алюмінію до 0,25% мас. Мінімальний вміст Al 0,001% уможливлює розкислення сталі в рідкому стані під час обробки. - у надмірних кількостях, сірка та фосфор призводять до збільшення крихкості. Тому бажано обмежити відповідні концентрації цих елементів до 0,05 та 0,1% мас., відповідно - бор, концентрація якого повинна бути в межах 0,0005-0,010% мас., переважно 0,0020,005% мас., є елементом, який відіграє важливу роль в прогартовуваності. Нижче концентрації 0,0005 мас.% В не досягають достатнього впливу на прогартовуваність. Повний ефект досягається при концентрації 0,002%. Максимальний вміст бору має бути менше 0,010%, переважно 0,005%, щоб уникнути зниження ударної в'язкості. - титан має високу спорідненість з азотом. Це захищає бор таким чином, що цей елемент знаходиться у вільній формі, так що він може в повній мірі впливати на прогартовуваність. Вище 0,2%, однак, існує ризик формування крупнозернистих нітридів титану в рідкій сталі, які несприятливо впливають на її міцність. Переважно вона становить 0,02-0,1%. - необов'язково сталь також може містити кальцій в кількості 0,0005-0,005%: за рахунок 5 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 з'єднання з киснем та сіркою кальцій дозволяє запобігти утворенню великих включень, які мають небажаний вплив на пластичність листів або деталей, виготовлених з нього. Решта у складі сталі це залізо та неминучі домішки, які утворюються при обробці, зокрема кисень, який присутній у формі оксидів. Переважною сталлю є 22MnB5, яка містить 0,20-0,25% С, 1,1-1,35% Mn, 0,15-0,35% Si, 0,020,06% Al, 0,02- 0,05% Ti, 0,02-0,25% Cr, 0,002-0,004% B, а решта залізо та неминучі домішки. Автори в першу чергу намагалися знайти ті умови, які дозволили б досягти хорошої гнучкості після зміцнення. Ця характеристика визначається випробуванням деталі на триточковий згин. Деталь поступово згинається на роликах з триточковим вигином, при цьому одночасно вимірюється прикладене навантаження. Визначають критичний кут вигину c, коли з'являються тріщини в деталі, при цьому це явище супроводжується миттєвим зменшенням прикладеного навантаження. Умови випробувань цього типу описані в DIN VDA 238-100. Для розривного навантаження Rm порядку 1300-1600 МПа, критичний кут вигину більший 55° повинен відповідати технічним характеристикам. Переважно необхідний критичний кут вигину навіть більший 60°, щоб задовольняти найсуворішим умовам використання. За допомогою способу виготовлення, який буде описаний більш докладно нижче, автори виготовили деталі, починаючи з заготовок з сталі 22MnB5 товщиною 1,2 мм, відпаленої, оцинкованої, після гарячого штампуванням та після нагрівання до 880°С і витримки при цій температурі протягом 5 хвилин, які відрізняються тільки присутністю більш-менш великого м'якого шару, розташованого під покриттям. Спосіб визначення глибини цієї м'якої області схематично показаний на Фіг. 2. Після деформаційного зміцнення деталь складається зі сталевої підкладки для термічної обробки 6 та покриття 4, яке відокремлене від підкладки границею розділу 5. Слід зазначити, що ця схема не відтворює відповідні розміри різних областей. Визначення твердості виконують під дуже низьким навантаженням (наприклад, твердість по Віккерсу при навантаженні 50 г, HV0.05) на підкладку, починаючи з границі розділу 5, щоб отримати криву 7, яка ілюструє профіль мікротвердості. На основі цього одержують значення d, яке характеризує глибину м'якої області. Фіг. 4 показує критичний кут вигину c, виміряний для значень d, які змінюються між приблизно 30-40 мкм. Через невелику глибину м'якої області гарячештамповані деталі не будуть відповідати вимозі c ≥ 55°. Однак для більш глибоких м'яких областей було визначено, що це співвідношення відрізняється великим розкидом. Для даного значення d, наприклад, 35 мікрометрів неможливо з упевненістю визначити буде чи не буде гарячештампована деталь відповідати необхідному критерію. Також було встановлено, що мікроструктури, які відповідають цим м'яким областям змінної ширини, дуже схожі після деформаційного зміцнення. Крім того, мікроструктура цих м'яких областей може бути повністю мартенситною, тобто, їх складно розрізняти за допомогою звичайного оптичного мікроскопа. Іншими словами, автори винаходу показали, що ні глибина м'яких областей, виміряних на деформаційно-зміцненої деталі, ні оптичне вивчення мікроструктури м'яких областей цих деталей, не є параметрами, які дозволяють надійно гарантувати мінімальне значення кута вигину. Несподівано автори винаходу показали, що для отримання необхідного результату необхідно визначати глибину зневуглецювання не на деформаційно-зміцненій деталі, а на попередньо покритих листах або заготовках до зміцнення. Спосіб визначення показаний на Фіг. 3, схема якого не відтворює відповідні розміри різних областей в масштабі: лист або заготовка складається зі сталевої підкладки 10 та попередньо нанесеного покриття 8, відокремленого від підкладки границею розділу 9. Починаючи з цієї границі розділу, оптичну емісійну спектроскопію тліючого розряду (GDOES), метод , який відомий як такий, що використовують для вимірювання глибини p50%, на якій вміст вуглецю дорівнює 50% номінального вмісту вуглецю С0 підкладки 10. Профіль концентрації може представляти поступове зменшення вмісту вуглецю від підкладки до границі розділу (профіль 11) або навіть мінімум, розташований поблизу від границі розділу (12) профілю. Цей останній випадок відображає локальне збагачення вуглецем поблизу крайньої поверхні, що на практиці не має ніякого впливу на механічні властивості після гарячого штампування. У разі профілю 12, розглянута глибина р50% знаходиться вище цього дуже невеликого поверхневого збагачення, як показано на Фіг. 3. Завдяки способу виготовлення, який буде описаний більш докладно нижче, автори виготовили деталі, починаючи з оцинкованих відпалених заготовок із сталі 22MnB5 товщиною 1,2 мм, які відрізняються тільки присутністю більш-менш великого зневуглецьованого шару, що розташований під покриттям. Ці листи розрізають для отримання заготовок, які нагрівають у печі до 880°С протягом 5 хв., потім гарячим штампуванням отримують деталі. Ці деталі піддають випробуванню на вигин, результати якого показані на Фіг. 5, причому вигин при випробуванні на вигин утворювався або у напрямку, паралельному напрямку прокатки (крива 6 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 13), або у перпендикулярному напрямку (крива 14). На відміну від результатів, представлених на Фіг. 4, слід зазначити, що глибина зневуглецьованої області перед деформаційним зміцненням дозволяє задовільно розрахувати властивості деталі після деформаційного зміцнення. Для отримання критичного кута вигину c ≥ 55°(гнучкість в напрямку, паралельному напрямку прокатки), глибина зневуглецьованої області p50% не повинна бути менше 6 мікрометрів. Для дотримання цієї умови незалежно від орієнтації по відношенню до напрямку прокатки, глибина зневуглецювання p50% не повинна бути менше 9 мікрометрів. Для отримання значення c ≥ 55° незалежно від орієнтації по відношенню до напрямку прокатки, глибина зневуглецювання p50% не повинна бути менше 12 мікрометрів. Несподівано, але, тим не менш було визначено, що при глибині p50% більше 30 мікрометрів, гнучкість не покращується, а навіть стає трохи гірше, коли вигин робиться в напрямку, перпендикулярному прокатці. Крім того, різниця в гнучкості між напрямками паралельним та перпендикулярним прокатці має тенденцію до збільшення. Таким чином, для відповідності вимогам до механічних властивостей, значення р50% має становити 6-30 мікрометрів, переважно 9-30, та більш переважно 12-30 мікрометрів. Спосіб відповідно до винаходу описаний більш докладно нижче. Спочатку одержують сталь для термообробки, як описано вище. Ця сталь має форму плоского, холоднокатаного листа. Термообробка відпалу, описана нижче, має особливу мету проведення рекристалізації мікроструктури зміцненого холодною прокаткою листа. Після необов'язкового знежирення та електролітичного очищення для отримання поверхні без забруднень, глибина зневуглецювання p50% 6-30 мікрометрів може бути отримана за допомогою наступних процесів: - у першому здійсненні лист піддають термічній обробці при його проходженні через піч з радіаційними трубами або резистивну піч, або індукційну піч, або будь-яку комбінацію цих різних засобів. Ці засоби забезпечують регульовані характеристики незалежно від нагрівальних засобів, атмосфера контролюється в різних частинах печі. Піч містить кілька зон (попереднє нагрівання, нагрівання, витримка, охолодження), де мають місце інші температури та/або характеристики атмосфери. Лист попередньо нагрівають до температури Т1а в зоні, де атмосфера (позначена А1) містить 2-15% об. водню, переважно 3-5% об. водню, а решта азот та неминучі домішки в газі, з точкою роси -60--15°C. Відомо, що точка роси характеризує окислювальний потенціал розглянутої атмосфери. Рухомий лист потім проходить в іншу зону печі, де, починаючи з температури Т1а, вводиться вода в рідкій або паровій фазі або кисень, або поєднання цих різних компонентів, щоб підвищити точку роси атмосфери. Введення не повинно проводитися при температурі Т1а менше 600°C, що може призвести до низькотемпературного окислення заліза. Введення переважно проводять при температурі Т1а, що перевищує Ac1, початкову температуру аустенітного перетворення нагрітої сталі. Це тому, що вище цієї температури вуглець знаходиться у вигляді твердого розчину в аустеніті, тобто у формі, більш придатній для наявного зневуглецювання. Введення переважно проводять при температурі Т1а, нижче або рівній Ac1+40°C. Цей діапазон температур вище Ac1 буде кращим для отримання більшої глибини зневуглецювання р 50%, наприклад, більше 9 або 12 мікрометрів. Вище Ac1+40°C існує ризик збільшення розміру аустенітного зерна та утворення бейнітно та/або мартенситних з'єднань в сталевій підкладці в процесі охолодження після відпалу. Введення здійснюється так, щоб точка роси PR атмосфери А2А цієї секції печі знаходилася між -15°C та температурою Ті точки роси термодинамічної рівноваги залізо/оксид заліза. В даному інтервалі температур утворюється оксид заліза можливий FeO або Fe 3O4. Вибирають найнижчу рівноважну температуру Ті, відповідну утворенню одного або іншого оксиду. Ця температура Te може бути визначена, наприклад, відповідно до: JANAF Thermomechanical Tables, 3rd Edition, Part II, Journal of Physical and Chemical Reference Data, Volume 14, 1985, Supplement No. 1, опублікований Американським хімічним товариством та Американським інститутом фізики для Національного бюро стандартів. За таких умов введення селективного внутрішнього окислення деяких додаткових елементів, присутніх в сталі (Mn, Si, Al, Cr, Ti), здійснюється без будь-якого поверхневого окислення заліза. Внутрішнє окислення Mn, Si, Al та Cr може проходити на глибину приблизно 5 мікрометрів нижче поверхні. Існує збагачення киснем в цій області поверхні, середній вміст кисню в якій позначено Om. Якщо номінальний вміст кисню в сталевій підкладці позначено O 0, відношення Om/O0, яке характеризує збагачення поверхні киснем, перевищує 15. Оксиди розташовані між 0 та 5 мікрометрами нижче поверхні розділу між попередньо нанесеним покриттям та підкладкою. Для точки роси PR вище -15°C, густина оксидів з 2 діаметром більше 1 мікрометра в цій області перевищує 50/мм . Діаметр визначається таким чином: виходячи з шліфа, визначається діаметр кола, який мав би таку ж площу поверхні. Відомо, що оксиди зазвичай мають несприятливий вплив на пластичність через їх ролі в якості центрів зародження дефектів. Як пояснюється нижче, специфічна природа внутрішніх оксидів, 7 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 які утворюються відповідно до умов цього винаходу, не має ні якого небажаного впливу на придатність до згину після деформаційного зміцнення. За цих умов відбувається поверхневе зневуглецювання. Коли точка роси вища температури Te, точка роси, відповідна рівновазі залізо/оксид заліза, атмосфера стає окислювальною відносно заліза. На наступних стадіях відпалу існує потенційна небезпека неповного відновлення оксиду заліза та локальної появи дефектів покриття, відповідних локальній присутності невідновлених поверхневих оксидів. Температура Ті залежить від температури та концентрації водню в атмосфері. В якості ілюстрації, для атмосфери, яка містить 97,5% азоту та 2,5% водню, Te =+9°C при 800°C. Для атмосфери, яка містить 95% азоту та 5% водню, Te =+18°C при 800°C. Потім лист виходить з секції, в який проводять введення при температурі T2a, яка становить 720-860°C, та надходить у зону витримки при температурі Tm між T2a та T2a+40°C. Інтервал часу між моментом, коли лист знаходиться при температурі Т1а та моментом, коли він досягає температури Т2а, повинен бути не менше 30 секунд, щоб отримати глибину зневуглецювання p50% 6-30 мікрометрів. Необов'язково атмосфера на початку зони витримки може бути ідентична атмосфері попередньої зони тобто вона може мати точку роси між -15 та Te. Потім лист може бути охолоджений або може бути витриманий при температурі Tm в атмосфері A3, яка містить 215% об. водню, переважно 3-5% об. водню, а решта азот та неминучі домішки в газі, з точкою роси -60--15°C, ці умови є відновними для заліза. Наступна стадія охолодження описана нижче. У другому здійсненні спосіб виготовлення починається так само як вищеописаний спосіб до стадії введення при температурі Т1а між 600°C та Ac1+40°C, переважно вище Ac1. При цій температурі деяка кількість води, пари або кисню вводять для отримання в цій зоні печі атмосфери позначеної A2b, яка є окислювальною відносно заліза. Ці умови викликають повне окислення поверхні, тобто заліза та деяких додаткових елементів (Mn, Si, Al, Cr, Ti). Під цим шаром оксиду, утворюються внутрішні оксиди Mn, Si, Al, Cr або Ti та відбувається збагачення киснем. Поверхневе зневуглецювання відбувається в той же самий час, що і окислення заліза. Потім лист виходить з секції введення при температурі T2a, яка становить 720-860°C, та входить в зону витримки при температурі витримки Tm між T2a та T2a+40°C. Інтервал часу між моментом, коли лист знаходиться при температурі Т1а, та моментом, коли він досягає температури Т2а, повинен бути не менше 30 секунд, щоб отримати глибину зневуглецювання p50% 6-30 мікрометрів. Крім того, в зоні витримки, лист витримують при температурі Tm в атмосфері A3, яка є відновлювальною відносно заліза, причому умови вибирають так, щоб повне відновлення шару оксиду заліза відбувається не пізніше кінця витримки при температурі Tm. З цією метою може бути обрана, наприклад, атмосфера, яка містить 2-15% об. водню, переважно 3-5% об. водню, а решта складає азот та неминучі домішки в газі, з точкою роси -60-15°C протягом достатнього періоду часу для повного відновлювання поверхневого шару оксиду заліза в цій зоні. Після відновлювання цього шару оксиду заліза, лист містить оксиди Mn, Si, Al або Cr, розташовані між 0 та 5 мікрометрами під поверхнею, причому густина оксидів з 2 діаметром більше 1 мікрометра в цій області перевищує 50/мм . Місцеве збагачення киснем таке, що відношення Om/O0 перевищує 15. Наступна стадія охолодження описана нижче. У третьому здійсненні термічний цикл відпалу листа поєднує в собі різні засоби нагрівання; стадію попереднього нагрівання здійснюють в зоні печі прямого полум'я ("DFF"). При проходженні через піч лист попередньо нагрівають до температури T1b між 550-750°C в зоні з атмосферою, отриманої спалюванням суміші повітря та природного газу. Згідно з винаходом відношення газ/повітря становить 1-1,2, мається на увазі, що стехіометричного відношення спалювання повітря-газ дорівнює 1. Ці умови попереднього нагрівання призводять до утворення поверхневого шару оксиду заліза, товщина якого становить 0,10-0,25 мікрометрів . Під цим шаром оксиду утворюються внутрішні оксиди Mn, Si, Al, Cr або Ti та відбувається збагачення киснем. На виході з цієї зони попереднього нагрівання печі DFF лист надходить до другої зони печі, яка нагрівається радіаційними трубами (RTF) або резистивно, або індукцією, або будьякою комбінацією цих різних засобів. Атмосфера містить 3-40% об. водню, а решта складає азот та неминучі домішки, з точкою роси менш -30°C. У цій другій зоні лист нагрівають до температури T2b між 760-830°C. Переважно T2b вище Ac1, що уможливлює більш швидке зневуглецювання у зв'язку з наявністю вуглецю у твердому розчині в аустеніті. Інтервал часу між моментом, коли лист знаходиться при температурі T1b та моментом, коли він досягає температури T2b, повинен бути не менше 30 секунд, щоб отримати глибину зневуглецювання p50% 6-30 мікрометрів. Ці умови призводять до повного відновлення поверхневого шару оксиду заліза, який утворюється на попередній стадії та до потрібного поверхневого зневуглецювання. Після відновлення цього шару оксиду заліза лист містить оксиди Mn, Si, Al або Cr, розташовані 8 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 між 0 та 5 мікрометрами нижче поверхні, причому густина оксидів з діаметром більше 1 2 мікрометра в цій області перевищує 50/мм . Місцеве збагачення киснем таке, що відношення Om/O0 перевищує 15. - Потім лист проходить в зону витримки при температурі витримки Tm між T2b та T2b+40°C. Інша частина способу ідентична трьом вищеописаним здійсненням. Лист охолоджують до температури Т3 в атмосфері A4 так, щоб не відбувалося повторне поверхневе окислення заліза. Наприклад, може бути використана атмосфера, яка містить 2-70% об. водню, а решта азот та неминучі домішки в газі, з точкою роси між -60 та -30°C. Тому лист, який надходить у ванну попереднього покриття, повністю вільний від поверхневого оксиду заліза. Температура Т3 близька до температури Tbm, - температури ванни попереднього покриття, щоб запобігти термічному пошкодження ванни. За цієї причини, температура Т3 буде перебувати в діапазоні Tbm-10°C-Tbm+50°C. Таким чином, для попереднього покриття цинком, температура Т3 становитиме 450-510°C. Для ванни попереднього покриття алюміній-кремній температура Т3 становитиме 660-720°C. Попередньо нанесене покриття може бути покриттям з алюмінію або сплаву на основі алюмінію. В останньому випадку, лист переважно може бути отриманий безперервним зануренням у ванну сплаву алюміній-кремній, який містить, у масових відсотках, 7-15% кремнію, 3-20% заліза, необов'язково 15-30 ppm кальцію, а решта алюміній та неминучі домішки, які утворюються в результаті обробки. Попередньо нанесене покриття також може бути покриттям з цинку або цинкового сплаву. Зокрема, воно може бути отримано безперервним гарячим цинкуванням ("GA"), яке містить 0,25-0,70% Al, 0,01-0,1% Fe, а решта цинк та неминучі домішки, що утворюються в результаті обробки. Попередньо нанесене покриття також може бути відпаленим цинковим покриттям ("GA"), яке містить 0,15-0,4% Al, 6-15% Fe, а решта цинк та неминучі домішки, що утворюються в результаті обробки. Попередньо нанесене покриття також може бути виготовлене з цинкалюміній-магнієвого сплаву, який містить 1-15% Al, 0,5-5% Mg, 0,01-0,1% Fe, а решта цинк та неминучі домішки, що утворюються в результаті обробки. Попередньо нанесене покриття також може бути сплавом, який містить 4-6% Al, 0,01-0,1% Fe, а решта цинк та неминучі домішки, що утворюються в результаті обробки. Попередньо нанесене покриття також може бути алюміній-цинковим сплавом, який містить 40-45% Zn, 3-10% Fe та 1-3% Si, а решта цинк та неминучі домішки, що утворюються в результаті обробки. Попередньо нанесене покриття також може складатися з суперпозиції шарів, наприклад, після осадження зануренням шару алюмінію або алюмінієвого сплаву, один або декількох наступних покриттів з цинку або цинкового сплаву можуть бути осаджені, наприклад, електроосадженням або вакуумним осадженням: PVD (фізичне осадження з парової фази) та/або CVD (хімічне осадження з парової фази), причому процеси осадження відомі самі по собі. На цих стадіях за допомогою вищеописаних способів отримують лист, який складається зі сталевої основи, глибина зневуглецювання p50% якого становить 6-30 мікрометрів, з попередньо нанесеним покриттям, без шару оксиду заліза присутнього між підкладкою та попередньо нанесеним покриттям. Фіг. 1 являє приклад листа цього типу, в якому сталева підкладка 1 містить певну зневуглецьовану поверхневу область 2 з попередньо нанесеним відпаленим цинковим покриттям 1. Цей лист потім розрізають, щоб отримати заготовку з геометрією, яка знаходиться в певному відношенні до остаточної геометрії потрібної деталі. Необов'язково можливе холодне штампування деталі, щоб довести її до більш-менш близької до кінцевої геометрії потрібної деталі. У разі невеликої холодної деформації процес може бути доповнений гарячою деформацією, що буде пояснено нижче. Цю пласку або попередньо штамповану заготівку піддають нагріванню до температури T R, здатної надати частково або повністю аустенітну структуру сталевій підкладці. T R може бути в межах від Ac1 (температура початку аустенітного перетворення сталі при нагріванні) та Aс3 (температура кінця аустенітного перетворення), зокрема, коли мета полягає в отриманні бейнітно-мартенситних мікроструктур після охолодження в пресі. З іншого боку, температура T R буде вище Aс3, якщо метою є в основному мартенситна мікроструктура кінцевої деталі. Заготовки переважно нагрівають у печі у звичайній атмосфері; на цій стадії відбувається сплавлення сталевої підкладки та попередньо нанесеного покриття. Термін "попередньо нанесене покриття" використовується для позначення сплаву перед нагріванням, та "покриття" шар сплаву, що утворюється при нагріванні, який безпосередньо передує гарячому штампуванню. Термообробка у печі таким чином модифікує характер попереднього покриття та 9 UA 115791 C2 5 10 15 20 25 30 35 його геометрію тому, що товщина кінцевого покриття більша, ніж товщина попередньо нанесеного покриття. Покриття, сформоване сплавом, захищає підстилкову сталь від окиснення та додаткового зневуглецювання та підходить для подальшого гарячого штампування, зокрема, штампувальним пресом. Сплавлення відбувається по всій товщині покриття. Залежно від складу попереднього покриття, утворюються одна або декілька інтерметалевих фаз в цьому шарі сплаву та/або сплаві у вигляді твердого розчину. Збагачення залізом покриття призводить до швидкого підвищення його точки плавлення. Сформовані покриття також мають перевагу в тому, що вони щільно приєднані та підходять для можливих подальших операцій гарячого штампування та швидкого охолодження. Заготовку витримують при температурі T R, щоб забезпечити рівномірність її внутрішньої температури. В залежності від товщини заготовки, яка може становити 0,5-2,6 мм, наприклад, час витримки при температурі T1, таким чином; T R може варіюватися від 30 секунд до 15 хвилин. Нагріту заготовку потім витягують з печі та переміщають у пристрій, причому це переміщення виконується швидко, щоб не викликати перетворення аустеніту в процесі охолодження. В одному здійсненні заготовку нагрівають безпосередньо поблизу пристрою, потім піддають гарячому формування без переміщення. Потім заготовку піддають гарячому штампуванню для отримання остаточної геометрії деталі. Також можливі інші режими гарячої деформації, наприклад, формування між валками, процес в основному відомий як "формування у валках". Якщо заготовка вже попередньо була піддана холодному штампуванню, стадія, наступна за вилученням заготовки з печі, може бути просто приведенням у відповідність у пресовому штампі. У цьому випадку, приведення у відповідність відрізняється меншим зусиллям, прикладеним пристроєм до деталі, та мета полягає в досягненні кінцевої геометрії деталі та щоб уникнути можливих деформацій при охолодженні. Необов'язково також можна нагрівати тільки частину заготовки або охолоджувати штамповану деталь по-різному в її різних частинах та в цьому випадку ці варіанти забезпечують деталь, яка зміцнена нерівномірно, таким чином деякі ділянки значно міцніші, в той час як інші ділянки мають більш низьку механічну міцність, але більшу пластичність. Після стадії штамповки або приведення у відповідність деталь витримують у пристрої, який необов'язково може бути охолоджений, щоб забезпечити ефективне охолодження за рахунок його теплопровідності. Залежно від швидкості охолодження та прогартовуваності сталі підкладки, кінцева мікроструктура є мартенситною або бейнітно-мартенситною. Наступні результати, які представлені в якості необмежуючого прикладу, демонструють хороші характеристики, досягнуті в даному винаході. Приклад 1: Отримують холоднокатаний лист завтовшки 1,2 мм, наступного складу, у масових відсотках (%), із залишком, що складається з заліза та неминучих домішок, що утворюються в результаті обробки: 40 C 0,22 45 50 55 Mn 1,17 Si 0,24 Cr 0,19 Ti 0,040 Al 0,032 S 0,003 P 0,013 B 0,003 O 0,0014 Температура Ac1 сталі цього складу дорівнює 724°C. Лист попередньо нагрівають при його проходженні через піч з радіаційними трубами в атмосфері A1 азоту, яка містить 4,7% об. водню з точкою роси -31°C до температури Т1а 600°C, після чого вводять воду для отримання атмосфери A2a з точкою роси PR. Проводять різні випробування шляхом модифікації потоку води, яка вводиться в піч, щоб варіювати точку роси PR між -27°C (отриману введенням відносно великої кількості води) та +2°C. Потім в усіх випробуваннях лист нагрівають від температури Т1а до температури T2a, рівної 780°C, в атмосфері А2a протягом 110 секунд, в результаті чого досягається зневуглецювання та селективне внутрішнє окислення Mn, Si, Al, Cr та Ti, таким чином ці оксиди утворюються безпосередньо поблизу поверхні листа. При температурі T2a, точка роси рівноваги залізо/оксид заліза дорівнює +17°C. Лист потім надходить у зону печі, де його витримують при температурі Тm 780°C в атмосфері A3, яка містить азот та 7% водню, яка є відновлювальною відносно заліза. Потім лист охолоджують, коли він переходить в іншу зону печі в атмосфері A4, яка містить 10% водню, при температурі Т3 470°C, та попередньо покривають зануренням у ванну при температурі Tm 462°C, яка містить цинк та 0,125% алюмінію, а також неминучі домішки. На стадіях витримки та охолодження в атмосфері A4 не відбувається повторного поверхневого окислення заліза. Відразу ж після попереднього покриття, лист нагрівають до температури 540°C для отримання 10 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 відпаленого цинкового попереднього покриття ("GA"), яке містить 9% заліза. Результатом є лист, який не містить шару оксиду заліза між сталевою підкладкою та цинковим попереднім покриттям. Фіг. 12 ілюструє дані вивчення, виконаного відповідно до умов цього винаходу, оксидів, які утворюються при селективному внутрішньому окисленні, які є видимими у сталевій підкладці безпосередньо під попередньо нанесеним покриттям. Ці оксиди можуть бути ізольовані або розташовуватися вздовж границь зерна. На основі аналізу рентгенівської енергодисперсійної спектроскопії цих оксидів ("EDS"), було показано, що вони є оксидами марганцю, кремнію та алюмінію, як показано на Фіг. 14-15, які дають характерні піки, які відповідають цим елементами. Пік заліза пов'язаний з матрицею, як оточує оксиди. Фіг. 13 ілюструє присутність оксидів діаметром більше 1 мікрометра, густина яких більше 2 50/мм в області, розташованої між 0 та 5 мікрометрами нижче поверхні сталевого листа. Фіг. 16 ілюструє зміну відносного вмісту кисню (О/O 0) під попередньо нанесеним покриттям в підкладці, виміряного за допомогою оптичної емісійної спектроскопії тліючого розряду, причому O0 позначає номінальний вміст кисню в підкладці. Ця зміна була виміряна для значень точки роси PR -3°C-+2°C. Глибина р = 0 відповідає границі розділу між підкладкою та попередньо нанесеним покриттям. В області, розташованій між 0 та 5 мікрометрами нижче поверхні підкладки, відбувається збільшення вмісту кисню, відповідне присутності вищевказаних оксидів. Місцеве збагачення киснем цієї області таке, що відношення Om/O 0 перевищує 15. Воно дорівнює 15,1 для PR = -3°C та 17,4 для PR =+2°C. Листи з попередньо нанесеним покриттям розрізають, щоб отримати заготовки, придатні для штампування. Ці заготовки нагрівають до температури 880°C у печі в звичайній атмосфері. Після витримки у печі протягом п'яти хвилин (включаючи період у 4 хвилини на стадії нагрівання), заготовки вилучають та одразу ж штампують. Після гарячого штампування деталі охолоджують у пресі зі швидкістю більше 30°C на секунду, щоб отримати повністю мартенситну структуру сталевої підкладки. Найкраща границю міцності на розрив Rm, яка була отримана на зміцнених деталях, як правило, складала приблизно 1500 МПа. Критичний кут вигину c цих деталей вимірюють випробуванням на триточковий згин, виконуваних з двома зовнішніми валками діаметром 30 мм та центральною призмою з дуже малим радіусом. Фіг. 6 ілюструє зміну критичного кута c залежно від точки роси PR після введення води, яка починається при температурі Т1а. Коли PR становить менше -15°C, отриманий кут вигину має незадовільні значення, менші 55°. Якщо PR перевищує температуру Тe+17°C, існує потенційна небезпека неповного відновлювання оксиду заліза в ході подальшої витримки, та виникнення місцевих дефектів покриття, відповідних присутності місцевих не відновлювальних поверхневих оксидів. В рамках цього винаходу, кут вигину трохи змінюється в залежності від температури точки роси. Між -15 та -7°C, середнє збільшення дорівнює 0,79° на °C, в той час як зміна більша при точці роси нижче -15°C (1,05° на °C). Якщо PR знаходиться між -15 та -10°C, виявляється особливо цікавий діапазон, так як кут вигину практично не залежить від температури точки роси. Іншими словами, в цьому конкретному діапазоні, будь-яка можлива небажана зміна кількості введеної в піч води в ході відпалу не впливає на придатність для згинання після гарячого штампування, що дозволяє гарантувати високу ступінь стабільності характеристик штампованих та деформаційно-зміцнених деталей. Крім того, можна відзначити, що ця хороша гнучкість виходить, незважаючи на присутність оксидів, які утворюються під попередньо нанесеним покриттям. Без зв'язку з теорією, вважається, що зароджуються дефекти, які починаються з цих оксидів, та мають тенденцію до інгібування за рахунок внутрішньої ударної в'язкості в зоні з пониженим вмістом вуглецю, в якій вони розташовані. Випробування також виконують з одночасною зміною PR та температури T1a, причому остання становить 720°C (тобто, Ac1-4°C) або 760°C (Ac1+36°C). Фіг. 7 ілюструє вплив температури Т1а та точки роси PR на глибину зневуглецювання p 50% до гарячого штампування, виміряну оптичною емісійною спектроскопією тліючого розряду. Коли точка роси занадто низька, глибина зневуглецювання не досягає величини, необхідної відповідно до винаходу (результат позначений «А» на Фіг. 7). Досить висока точка роси, з температурою Т1а трохи нижча Ac1, що дозволяє досягти необхідної глибину (результат "B"). Нагрівання до більш високої температури, Т1а (Aс1+36°C) дозволяє значно збільшити глибину зневуглецювання p 50% (результат "C"). Після полірування та травлення з використанням реагенту «ніталь» деталей, отриманих гарячим штампуванням, мікроструктуру під покриттям, яка одержується сплавленням за рахунок дифузії цинку початкового попередньо нанесеного покриття та сталі підкладки, визначають за допомогою оптичної мікроскопії. Фіг.8 також ілюструє покриття 15 та підстилкову сталь 16 для відпалу з точкою роси PR = -27°C. Фіг. 9 ілюструє покриття 17 та підстилкову сталь 11 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 18 для відпалу з точкою роси PR = -7°C. Незважаючи на значну різницю в гнучкості між двома зразками (20°), істотних мікроструктурних відмінностей між двома зразками після гарячого штампування не було виявлено, незважаючи на наявну різницю зневуглецювання між ними перед гарячим штампуванням. Фіг. 10 ілюструє відмінність вмісту вуглецю двох листів перед гарячим штампуванням, відпаленого в атмосфері А2a з точкою роси PR -27°C або -7°C. Ця відмінність, яка виміряна за допомогою оптичної емісійної спектроскопії тліючого розряду в сталевій підкладці, наведена на Фіг.10 в залежності від глибини нижче границі розділу між сталлю та попередньо нанесеним покриттям. Виміряний локальний вміст (С) визначають відносно номінального вмісту вуглецю C0, щоб отримати зміну відносного вмісту вуглецю C/C 0. Слід зазначити, що зневуглецьовані області значно розрізняються відповідно з двома умовами відпалу, при цьому глибина зневуглецювання p50% дорівнює 15 мікрометрів для PR = -7°C та 3 мікрометра для PR = -27°C. Якщо розглядати зневуглецьовану область в цілому, глибина зневуглецювання, виміряна після відпалу з PR = -7°C, більша приблизно на 35 мікрометрів, ніж виміряна після відпалу при PR = 27°C. Після гарячого штампування листів, аналогічний процес використовують для визначення зміни вмісту вуглецю під покриттям отриманих таким чином деталей. Фіг. 11 ілюструє зміну відносного вмісту вуглецю С/C0 в цих деталях. Таким чином, можна показати, що зневуглецьована область по суті ідентична за двох умов відпалу. Це вказує на те, що нагрівання у печі до деформаційного зміцнення призводить до дифузії вуглецю в напрямку зневуглецьованої поверхні сталі. Визначення зневуглецювання після гарячого штампування не дозволяє визначити, що відпал з PR = -7°C призведе до задовільних результатів по гнучкості, в той час як відпал при PR = -27°C не дозволить досягти необхідного рівня. Хоча неповна, ця гомогенізація вуглецю дозволяє, однак, отримати, в сталі, розташованої безпосередньо під покриттям, достатній вміст вуглецю, щоб викликати мартенситне зміцнення в умовах охолодження, пов'язаного з гарячим штампуванням, як показано на Фіг. 8-9. Однак характеристики внутрішньої ударної в'язкості мартенситу, який утворюється в цих умовах, залежить від умов зневуглецювання, які зокрема, обумовлені вибором температури PR. Таким чином, ефективне тестування придатності для згинання гаряче штампованих деталей повинне виконуватися на листах або заготовках перед операцією гарячого штампування, а не після того, на відміну від того, що можна було б очікувати фахівцеві в даній області техніки. Крім того, гаряче штамповані деталі, виготовлені з листів, попередньо покритих цинком або сплавом цинку, зневуглецьованих відповідно до винаходу, мають придатність до зварювання за допомогою точкового зварювання. Мабуть, що після нагрівання та гарячого штампування, мається зневуглецьований шар під покриттям. Відомо, що зварювання призводить до дуже значного локального підвищення температури, тому сплавлення досягається в розплавленій плямі, яка забезпечує з'єднання зварювальних компонентів. У зварних з'єднаннях, виконаних на звичайних гаряче штампованих деталях, відбувається окрихчування границь аустенітного зерна за рахунок проникнення цинку покриття, який стає рідким через підвищення температури під час зварювання. Згідно з винаходом наявність області, в якій вміст вуглецю значно знижується під покриттям, призводить до локального збільшення температури перетворення Ас3 в аустеніт під час нагрівання. Залежно від вмісту вуглецю, структура при високій температурі потім складається з феритної мікроструктури або суміші фериту та аустеніту. У присутності рідкого цинку, ця мікроструктура має знижену чутливість до розтріскування у порівнянні з аустенітною структурою. Приклад 2: Виготовляють листи, попередньо покриті цинком, використовуючи вищеописаний спосіб, за винятком того, що листи мають товщину 1,8 мм та не нагріваються до 540°C, після покриття зануренням в розплав, в результаті чого вони є оцинкованими, але не оцинкованими та відпаленими. Умови виготовлення обрані для отримання листа з глибиною зневуглецювання p50% 6 мікрометрів. Листи розрізають для отримання заготовок, які піддають аустенізації при температурі 880°C у печі у звичайній атмосфері. Після загального часу витримки до 10 хвилин у печі, заготовки витягають, відразу піддають гарячому штампуванню та деформаційному зміцненню. У наступній таблиці показано зміну критичного кута вигину c в залежності від загального часу витримки деталі у печі. 12 UA 115791 C2 Час витримки (хвилини) 5,5 7 10 5 10 15 Кут згину c (°) 57,5 55 54 Таким чином, видно, що заготовки можуть залишатися у печі до 7 хвилин, до гарячого штампування, та при цьому відповідають вимогам. Це дозволяє вирішувати проблеми, які виникають на лініях гарячого штампування, коли випадкова відмова техніки на лінії призводить до необхідності тримати заготовки у печі довше, ніж заплановано. Винахід забезпечує цю гнучкість, тим самим усуваючи відбраковування заготовок. Крім того, можна відзначити, що після 7 хвилин збільшення часу витримки призводить тільки до дуже невеликого зменшення кута вигину, яке вказує, що спосіб винаходу забезпечує високий рівень безпеки, у разі виходу за діапазон номінальних параметрів термообробки в ході гарячого штампування, та дозволяє досягти високого ступеню відтворюваності механічних характеристик деталей. Таким чином, винахід уможливлює виготовлення листів з попередньо нанесеним покриттям та деталей з покриттям з дуже високими характеристиками міцності та гнучкості та з хорошою ізотропією при дуже задовільних економічних умовах. Ці деталі можуть бути переважно використані в якості конструкційних або армуючих деталей в галузі автомобілебудування. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Холоднокатаний та відпалений лист товщиною 0,5-2,6 мм, з попередньо нанесеним покриттям для виготовлення деформаційно-зміцнених деталей, який складається зі сталевої підкладки для термічної обробки з вмістом у масових відсотках вуглецю С 0 0,07-0,5 %, та попередньо нанесеного металевого покриття щонайменше на дві основні поверхні сталевої підкладки, причому металом попереднього покриття є алюміній або алюмінієвий сплав, або цинк, або цинковий сплав, або покриття складається з шару алюмінію, або сплаву на основі алюмінію, покритого шаром цинку або цинкового сплаву, причому склад сталевої підкладки містить у масових відсотках: 0,07≤С≤0,5, 0,5≤Мn≤3, 0,02≤Si≤0,5, 0,01≤Сr≤1, Ті≤0,2, Аl≤0,25, S≤0,05, Ρ≤0,1, 0,0005≤В≤0,010, решта залізо та неминучі домішки, що виникають в результаті обробки, при цьому вміст кисню в сталевій підкладці складає О0, який відрізняється тим, що сталева підкладка містить зневуглецьовану область на поверхні кожної з двох основних поверхонь сталевої підкладки, причому глибина p50 % вказаної зневуглецьованої області становить 6-30 мікрометрів, де p50 % являє собою глибину, на якій вміст вуглецю дорівнює 50 % зазначеного вмісту C0, причому лист не містить шару оксиду заліза між вказаною сталевою підкладкою та зазначеним металевим попереднім покриттям, та має під границею розділу між попереднім покриттям та зазначеною сталевою підкладкою на глибині 0-5 мікрометрів, починаючи з зазначеної границі розділу, середній вміст кисню Оm, причому відношення Om/O0 перевищує 15. 2. Лист за п. 1, який відрізняється тим, що склад сталевої підкладки містить у масових відсотках: 0,09≤С≤0,38, 0,8≤Μn≤1,5, 0,1≤Si≤0,35, 0,01≤Cr≤0,3, 0,02≤Ti≤0,1, 0,001≤Αl≤0,25, S≤0,05, P≤0,1, 0,002≤В≤0,005, 13 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 решта залізо та неминучі домішки, що виникають в результаті обробки. 3. Лист за п. 1 або 2, який відрізняється тим, що склад сталевої підкладки додатково містить у масових відсотках: 0,0005≤Са≤0,005. 4. Лист за будь-яким з пп. 1-3, який відрізняється тим, що склад сталевої підкладки містить у масових відсотках: 0,15 %≤С≤0,25 %. 5. Лист за будь-яким з пп. 1-4, який відрізняється тим, що сталева підкладка містить в області, розташованій між 0 та 5 мікрометрами нижче границі розділу між попереднім покриттям та сталевою підкладкою, оксиди, які містять щонайменше один елемент з групи титан, кремній, марганець, алюміній, хром, причому густина оксидів діаметром більшим одного мікрометра в цій 2 області перевищує 50/мм . 6. Спосіб виготовлення зміцненої сталевої деталі з покриттям, який включає перераховані нижче стадії, на яких: - отримують холоднокатаний лист завтовшки 0,5-2,6 мм для термообробки з вмістом вуглецю С0 0,07-0,5 % та вмістом кисню O0, склад сталі якого містить у масових відсотках: 0,07≤С≤0,5, 0,5≤Μn≤3, 0,02≤Si≤0,5, 0,01≤Cr≤1, Ti≤0,2, Αl≤0,25, S≤0,05, P≤0,1, 0,0005≤В≤0,010, решта залізо та неминучі домішки, що виникають в результаті обробки, потім - відпалюють холоднокатаний лист для отримання по закінченні відпалу листа зі зневуглецьованою областю, глибиною p50 % рівній 6-30 мікрометрів, причому р50 % є глибиною, на якій вміст вуглецю дорівнює 50 % зазначеного вмісту С0, вказний лист не має шару оксиду заліза на його поверхні, і після закінчення відпалу на глибині 0-5 мікрометрів, вимірюваної від поверхні, має середній вміст кисню Оm, причому Оm/О0 перевищує 15, потім - наносять попереднє покриття з металу або металевого сплаву на вказаний відпалений сталевий лист, який є підкладкою, потім - вказаний лист розрізають для отримання заготовки, потім - вказану заготовку нагрівають до температури TR у печі для створення щонайменше частково аустенітної структури, потім - нагріту заготовку витягують з печі та переносять у прес або формуючий пристрій та піддають гарячому штампуванню або гарячому калібруванню для отримання деталі, яку охолоджують у пресі або формуючому пристрої для надання їй за рахунок зміцнення мартенситної або бейнітно-мартенситної мікроструктури. 7. Спосіб за п. 6, який відрізняється тим, що склад сталевої підкладки додатково містить в масових відсотках: 0,0005≤Са≤0,005. 8. Спосіб за п. 6 або 7, який відрізняється тим, що нанесення попереднього покриття виконують безперервно з використанням способу занурення при проходженні через ванну. 9. Спосіб за будь-яким з пп. 6-8, який відрізняється тим, що вказане покриття являє собою алюміній або алюмінієвий сплав. 10. Спосіб за будь-яким з пп. 6-8, який відрізняється тим, що вказане покриття являє собою цинк або цинковий сплав. 11. Спосіб за будь-яким з пп. 6-8, який відрізняється тим, що вказане покриття складається з шару алюмінію або алюмінієвого сплаву, покритого шаром цинку або цинкового сплаву. 12. Спосіб за будь-яким з пп. 6-11, який відрізняється тим, що вказана глибина p50 % становить 9-30 мікрометрів, переважно 12-30 мікрометрів. 13. Спосіб за будь-яким з пп. 6-12, який відрізняється тим, що після зазначеної стадії різання зазначеного листа з попередньо нанесеним покриттям для отримання заготовки та перед зазначеною стадією нагрівання зазначеної заготовки до зазначеної температури Т R у печі, зазначену заготовку піддають холодному штампуванню. 14. Спосіб за будь-яким з пп. 6-13, який відрізняється тим, що склад сталевої підкладки містить у масових відсотках: 0,15≤С≤0,25. 15. Спосіб за будь-яким з пп. 6-14, який відрізняється тим, що зазначена температура TR вище або дорівнює температурі Ас3 зазначеної сталі. 14 UA 115791 C2 5 10 15 20 25 30 35 40 45 50 55 60 16. Спосіб за будь-яким з пп. 6-15, який відрізняється тим, що холоднокатаний сталевий лист відпалюють для отримання в підкладці після закінчення відпалу під границею розділу між попереднім покриттям та підкладкою на глибині 0-5 мікрометрів, вимірюваної від границі розділу, оксидів, які містять щонайменше один елемент з групи титан, кремній, марганець, хром, алюміній, причому густина оксидів з діаметром більше 1 мікрометра в цій області перевищує 2 50/мм . 17. Спосіб за будь-яким з пп. 6-16, який відрізняється тим, що вказаний відпал включає послідовність наступних стадій, на яких: - після отримання холоднокатаного сталевого листа його попередньо нагрівають при проходженні через піч з радіаційними трубами або резистивну піч, або індукційну піч, або піч яка об'єднує щонайменше будь-які два з цих засобів, до температури Т1а між 600 °C та Ас1+40 °C, де Ас1 позначає температуру початку аустенітного перетворення в ході нагрівання сталі, в зоні печі, де атмосфера А1 містить 2-15 % об. водню, переважно 3-5 % об. водню, решту складають азот та неминучі домішки, з точкою роси між -60 та -15 °C, потім - лист нагрівають від температури Т1а до температури Т2а між 720 ºС та 860 °C, та щонайменше один елемент, який вибраний з рідкої води, пари або кисню, вводять в піч, починаючи з вказаної температури Т1а, для отримання в секції печі між цією температурою Т1а та зазначеною температурою Т2а, атмосфери А2а з точкою роси PR між - 15 °C та температурою Те точки роси рівноваги залізо/оксид заліза, причому проміжок часу між моментом, коли лист знаходиться при температурі Т1а та моментом, коли лист досягає температури Т2а, більше або дорівнює 30 секундам, потім - лист витримують при температурі Т m між Т2а та Т2а+40 °C в атмосфері A3, яка є відновлювальною відносно заліза, потім - лист охолоджують в атмосфері А4, так, щоб не проходило повторне поверхневе окислення заліза, до температури Т3, потім - на лист наносять попереднє покриття зануренням у ванну металу при температурі Tbm, за умови, що температура Т3 знаходиться між Tbm-10 °C та Tbm+50 °C. 18. Спосіб за п. 17, який відрізняється тим, що точка роси PR знаходиться між -15 ºС та +17 °C. 19. Спосіб за п. 18, який відрізняється тим, що точка роси PR знаходиться між -15 ºС та -10 °C. 20. Спосіб за будь-яким з пп. 6-16, який відрізняється тим, що вказаний відпал включає послідовність наступних стадій, на яких: - після отримання вказаного холоднокатаного сталевого листа його попередньо нагрівають при проходженні через піч з радіаційними трубами або резистивну піч, або індукційну піч, або піч, яка об'єднує щонайменше будь-які два з цих засобів, до температури Т1а між 600 °C та Ас1+40 °C, де Ас1 позначає температуру початку аустенітного перетворення в ході нагрівання сталі, в зоні печі, де атмосфера А1 містить 2-15 % об. водню, переважно 3-5 % об. водню, решту складають азот та неминучі домішки, з точкою роси між -60 ºС та -15 °C, потім - лист нагрівають від температури Т1а до температури Т2а між 720 ºС та 860 °C щонайменше один компонент, який вибирається з рідкої води, пари або кисню, вводять в піч, починаючи, з вказаної температури Т1а, для отримання в секції печі між цією температурою Т1а та зазначеною температурою Т2а, атмосфери А2b, яка є окислювальною відносно заліза, причому проміжок часу між моментом, коли лист знаходиться при температурі Т1а та моментом, коли лист досягає температури Т2а, більшої або рівної 30 секундам, потім - лист витримують при температурі Тm між Т2а та Т2а+40 °C в атмосфері A3, яка є відновлювальною відносно заліза, причому повне відновлення шару заліза, який утворюється в цій атмосфері А2b, відбувається не пізніше кінця витримки при температурі Тm, потім - лист охолоджують в атмосфері А4, так, щоб не проходило повторне поверхневе окислення заліза, до температури Т3, потім - на лист наносять попереднє покриття зануренням у ванну металу при температурі Tbm, за умови, що температура Т3 знаходиться між Tbm-10 °C та Tbm+50 °C. 21. Спосіб за будь-яким з пп. 17-20, який відрізняється тим, що температура Т1а вища за Ас1 температуру аустенітного перетворення при нагріванні зазначеної сталевої підкладки. 22. Спосіб за будь-яким з пп. 6-16, який відрізняється тим, що умови відпалу включають послідовність наступних стадій, на яких: - після отримання холоднокатаного сталевого листа його попередньо нагрівають при проходженні через піч, причому попереднє нагрівання здійснюють в зоні печі, нагрітої відкритим полум'ям, до температури T1b між 550 Сº та 750 °C в атмосфері, одержуваної згорянням суміші повітря та природного газу, в якій відношення повітря/газ становить 1-1,2, потім - лист нагрівають від температури T1b до температури Т2b між 760 ºС та 830 °C у другій зоні печі, яка нагрівається радіаційними трубами або електричним, або індукційним нагріванням, або 15 UA 115791 C2 5 10 будь-якою комбінацією щонайменше двох цих засобів, у якій атмосфера містить 3-40 % об. водню, а решта складають азот та неминучі домішки, причому точка роси становить менше 30 °C, та при цьому інтервал часу між моментом, коли лист знаходиться при температурі T1b та моментом, коли він досягає температури Т2b, становить щонайменше 30 секунд, потім - лист витримують при температурі Тm між Т2b та Т2b+40 °C в атмосфері A3, яка є відновлювальною відносно заліза, потім - лист охолоджують в атмосфері А4 так, щоб не проходило повторне поверхневе окислення заліза, до температури Т3, потім - на лист наносять попереднє покриття зануренням у ванну металу при температурі Tbm за умови, що температура Т3 знаходиться між Tbm-10 °C та Tbm+50 °C. 23. Спосіб за п. 22, який відрізняється тим, що температура Т2b вища за температуру Ас1. 16 UA 115791 C2 17 UA 115791 C2 18 UA 115791 C2 19 UA 115791 C2 20 UA 115791 C2 21 UA 115791 C2 Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the production of press-hardened, coated steel parts and pre-coated steel sheets that can be used for the production of said parts
Автори англійськоюPuerta Velasquez, Juan, David, Staudte, Jonas, Drillet, Pascal
Автори російськоюПуэрта Веласкес Хуан Давид, Штаудте Йонас, Дрийе Паскаль
МПК / Мітки
МПК: C23C 2/06, C21D 8/02, C21D 1/34, C21D 1/52, C23C 2/12, C21D 8/04, C21D 1/673, C21D 1/76, C21D 1/74, C21D 1/02, B62D 29/00, C21D 3/04, C23C 2/02, C21D 9/46
Мітки: листі, сталевих, попередньо, цих, деталей, нанесеним, деформаційно-зміцнених, виготовлення, спосіб, покриттям
Код посилання
<a href="https://ua.patents.su/24-115791-sposib-vigotovlennya-deformacijjno-zmicnenikh-stalevikh-detalejj-z-pokrittyam-ta-listi-z-poperedno-nanesenim-pokrittyam-dlya-vigotovlennya-cikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деформаційно-зміцнених сталевих деталей з покриттям та листи з попередньо нанесеним покриттям для виготовлення цих деталей</a>
Спосіб виготовлення збірки сталевого та металевого листів з покриттям з zn-al-mg і металевих листів, та збірка, що містить сполучені клеєм відповідні листи з відповідним покриттям і металеві листи
Номер патенту: 114319
Опубліковано: 25.05.2017
Автори: Жаксон Ерік, Рішар Жоель, Лермеруль Одрі, Льомер Жан-Мішель, Фельтен Паскаль
МПК: C23C 2/26, B32B 15/08, C23C 2/06, C23C 22/06
Мітки: покриттям, збірка, сталевого, zn-al-mg, збірки, металевих, металеві, спосіб, виготовлення, відповідним, листів, відповідні, листі, сполучені, клеєм, містить, металевого
Формула / Реферат:
1. Спосіб виготовлення збірки, що містить сполучені за допомогою клею металевий і сталевий листи, що включає принаймні наступні стадії: - створення сталевої підкладки, що має дві поверхні, на кожну з яких нанесено покриття, що містить цинк, 0,7-6 мас. % алюмінію і 0,1-10 мас. % магнію, отримане методом гарячого занурення підкладки у ванну з розплавом і охолоджування, потім- нанесения розчину кислоти з рН 1-4 на...
Металеві листи з znalmg покриттям з особливою мікроструктурою та відповідний спосіб виготовлення
Номер патенту: 114231
Опубліковано: 10.05.2017
Автори: Алелі Крістіан, Матень Жан-Мішель, Діз Люк, Мачадо Аморім Тіаґо
МПК: C23C 2/28, C23C 2/06, C23C 30/00, C23C 2/26, C23C 28/00
Мітки: металеві, особливою, мікроструктурою, виготовлення, листі, відповідний, znalmg, спосіб, покриттям
Формула / Реферат:
1. Металевий лист (1), який містить підкладку (3) щонайменше з однією поверхнею (5), покритою металевим покриттям (7), яке містить Аl та Мg, причому іншими складовими металевого покриття (7) є Zn, неминучі домішки та один або більше додаткових елементів, вибраних з Si, Sb, Pb, Ті, Са, Mn, Sn, La, Се, Сr або Ві, причому вміст за масою кожного додаткового елемента у металевому покритті (7) становить менше 0,3 %, вміст алюмінію в...
Спосіб одержання загартованих у пресі сталевих деталей з покриттям з високою продуктивністю
Номер патенту: 114875
Опубліковано: 10.08.2017
Автори: Дессен Крістін, Санадре Мішель
МПК: C09D 5/32, C09D 5/00, C23C 2/26, B32B 15/08, C21D 9/46, C23C 2/28, C23C 2/12
Мітки: загартованих, спосіб, продуктивністю, одержання, високою, деталей, покриттям, сталевих, пресі
Формула / Реферат:
1. Лист або заготовка з попереднім покриттям, які містять сталеву підкладку для термічної обробки (1), покриту щонайменше на частині щонайменше однієї з її основних поверхонь попереднім покриттям (2), яке містить щонайменше один шар алюмінію або алюмінієвого сплаву, покритого щонайменше на частині зазначеного попереднього покриття полімеризованим шаром (3), який має товщину 2-30 мкм і складається з полімеру, який не містить кремнію, а вміст...
Спосіб виготовлення сталевих механічних деталей і сталь для виготовлення цих деталей
Номер патенту: 58499
Опубліковано: 15.08.2003
Автор: Пішар Клод
МПК: C22C 38/00, C23C 8/08, C23C 8/06, C22C 38/60, C21D 1/06
Мітки: цих, сталь, деталей, механічних, виготовлення, сталевих, спосіб
Формула / Реферат:
1. Спосіб виготовлення сталевих механічних деталей, згідно з яким отримують стальну заготівку деталі і проводять обробку шляхом цементації або нітроцементації, можливо при високій температурі, щонайменше частини поверхні заготівки деталі з подальшим гартуванням в маслі або газі, який відрізняється тим, що хімічний склад сталі, з якої складається деталь, містить у ваговому відношенні:0,15%
Спосіб виготовлення штампованих деталей з покриттям (варіанти) і деталь, одержана таким способом
Номер патенту: 97934
Опубліковано: 26.03.2012
Автори: Дрійє Паскаль, Альсманн Міхаель, Тіріон Ізабелль, Грігор'єва Раіса, Бадер Карл Міхаель, Шаллер Людвіг, Пар Уве, Фіторіс Томас
МПК: C21D 1/70, B32B 15/01
Мітки: одержана, спосіб, способом, штампованих, варіанти, таким, деталь, покриттям, деталей, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гарячим штампуванням деталі з покриттям, що включає наступні послідовні стадії, які здійснюються у вказаному порядку:- одержання гарячекатаного або холоднокатаного сталевого листа, що включає в себе сталеву підкладку і попередньо нанесене покриття з алюмінієво-кремнієвого сплаву, що містить більше 50 % вільного алюмінію і має товщину, вибрану таким чином, щоб забезпечити легування із сталевою підкладкою, при...