Спосіб виготовлення збірки сталевого та металевого листів з покриттям з zn-al-mg і металевих листів, та збірка, що містить сполучені клеєм відповідні листи з відповідним покриттям і металеві листи
Номер патенту: 114319
Опубліковано: 25.05.2017
Автори: Жаксон Ерік, Фельтен Паскаль, Лермеруль Одрі, Рішар Жоель, Льомер Жан-Мішель

Формула / Реферат
1. Спосіб виготовлення збірки, що містить сполучені за допомогою клею металевий і сталевий листи, що включає принаймні наступні стадії:
- створення сталевої підкладки, що має дві поверхні, на кожну з яких нанесено покриття, що містить цинк, 0,7-6 мас. % алюмінію і 0,1-10 мас. % магнію, отримане методом гарячого занурення підкладки у ванну з розплавом і охолоджування, потім
- нанесения розчину кислоти з рН 1-4 на зовнішні поверхні покриттів, потім
- нанесення клею, вибраного з конструкційних, армованих конструкційних або напівконструкційних клеїв, герметиків або мастик, локально принаймні на одну зовнішню поверхню покриття, потім
- з'єднання сталевого листа з покриттям з іншим металевим листом за допомогою клею з утворенням збірки.
2. Спосіб за п. 1, який відрізняється тим, що покриття включають 0,3-10 % мас. магнію.
3. Спосіб за п. 2, який відрізняється тим, що покриття включають 0,3-4 % мас. магнію.
4. Спосіб за п. 1, який відрізняється тим, що покриття включають 1-6 % мас. алюмінію.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що масове відношення між магнієм і алюмінієм в покриттях менше або рівне 1, переважно менше 1 і переважно менше 0,9.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що розчин кислоти наносять на 0,2-30 с на зовнішні поверхні покриттів.
7. Спосіб за п. 6, який відрізняється тим, що розчин кислоти наносять на 0,2-15 с на зовнішні поверхні покриттів.
8. Спосіб за п. 7, який відрізняється тим, що розчин кислоти наносять на 0,5-15 с на зовнішні поверхні покриттів.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що розчин кислоти є розчином для обробки поверхні для формування шарів, поліпшуючих корозійну стійкість та/або адгезію до зовнішніх поверхонь.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що додатково включає перед стадією нанесення клею стадію обробки поверхні нанесенням розчину для обробки поверхні на зовнішні поверхні покриттів для формування шарів, поліпшуючих корозійну стійкість та/або адгезію.
11. Спосіб за п. 9, який відрізняється тим, що розчин для обробки поверхні є конверсійним розчином.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що додатково включає, перед стадією нанесення клею, стадію знежирення нанесенням лужного розчину на зовнішні поверхні покриттів.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що рН використовуваного розчину кислоти складає 1-3,5.
14. Спосіб за п. 13, який відрізняється тим, що рН використовуваного розчину кислоти складає 1-3.
15. Спосіб за п., 14, який відрізняється тим, що рН використовуваного розчину кислоти складає 1-2.
16. Збірка, що містить сполучені металевий і сталевий листи, отримана способом за будь-яким з пп. 1-15, яка містить перший сталевий лист, сполучений з другим металевим листом за допомогою клею.
Текст
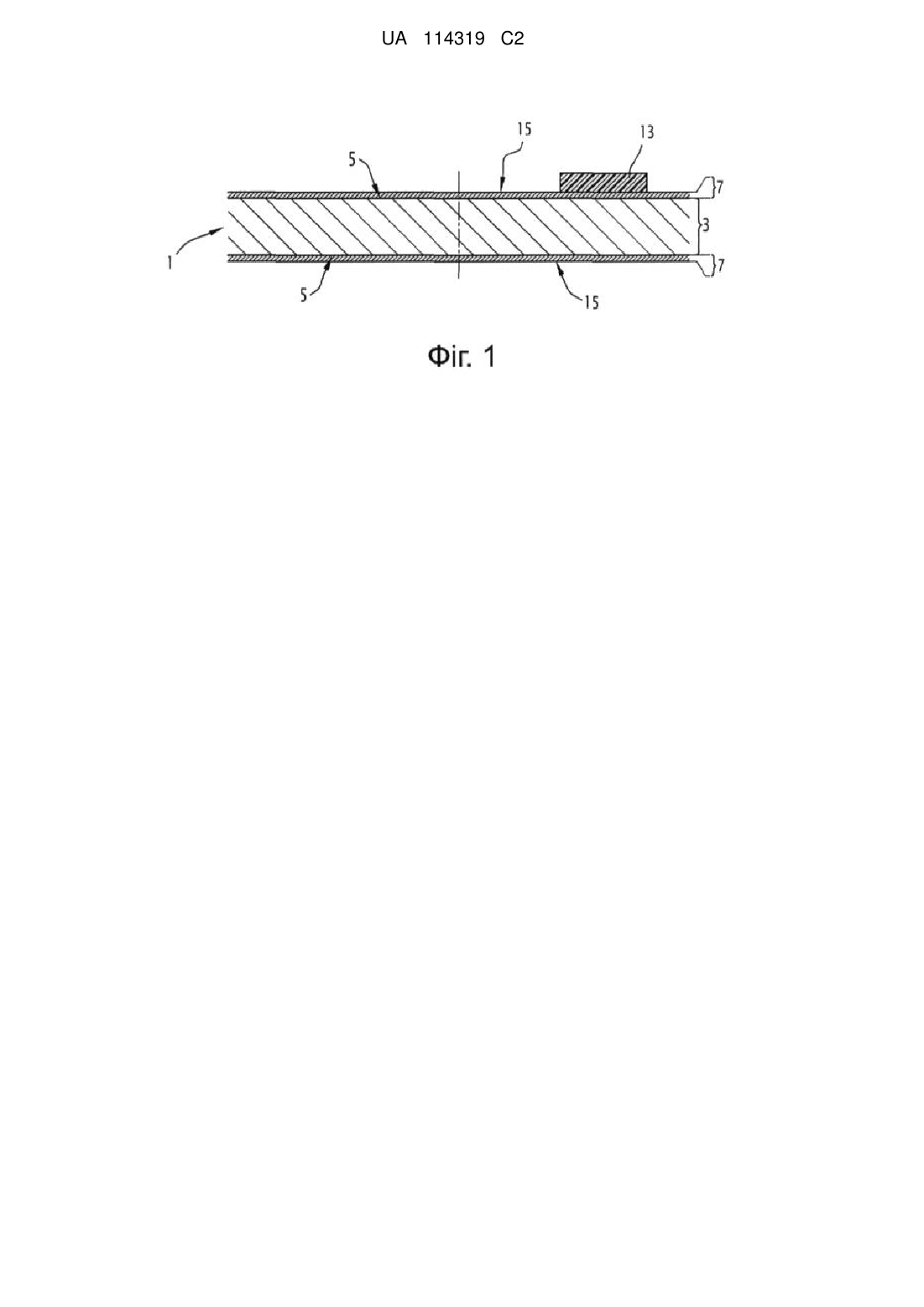
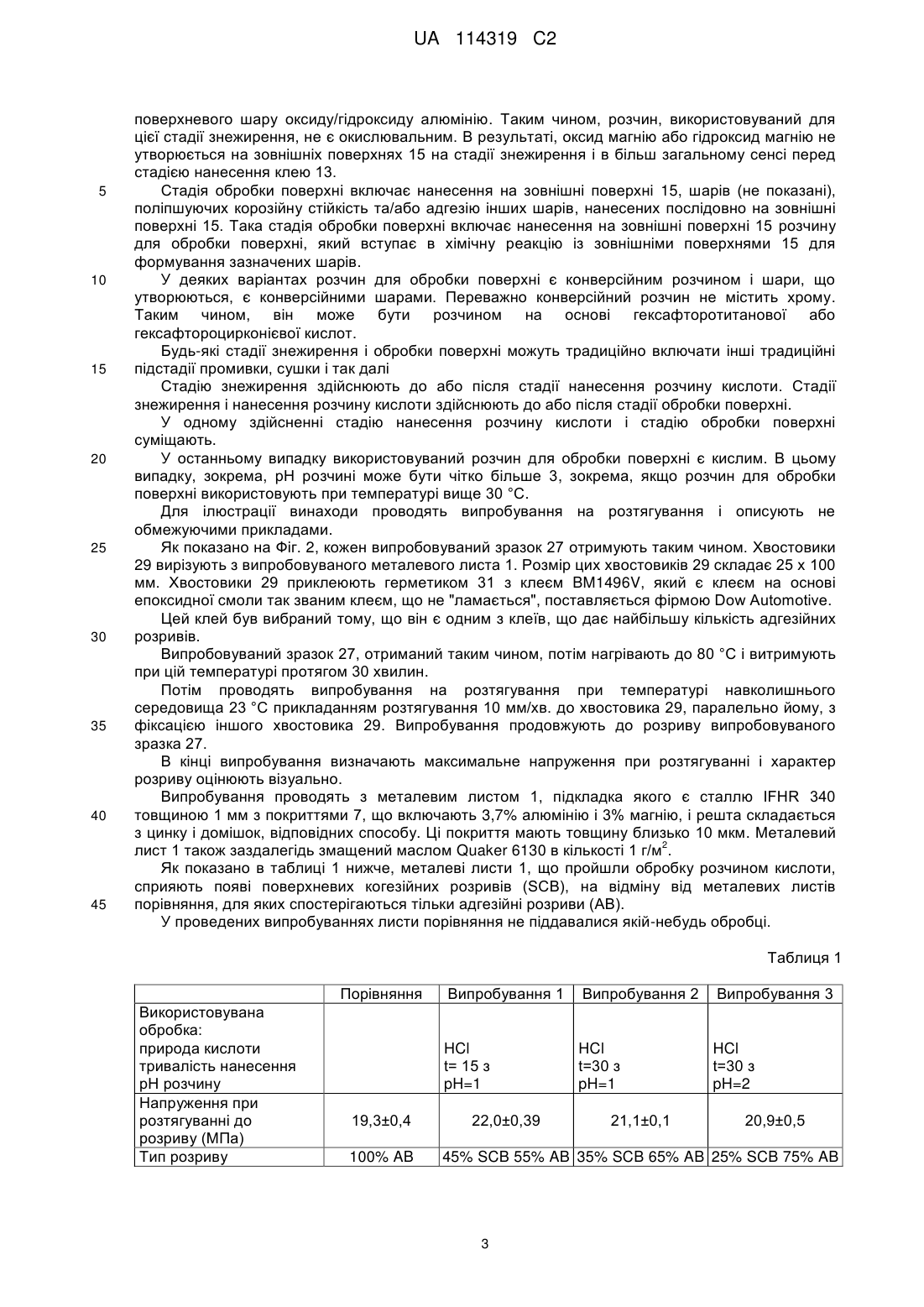
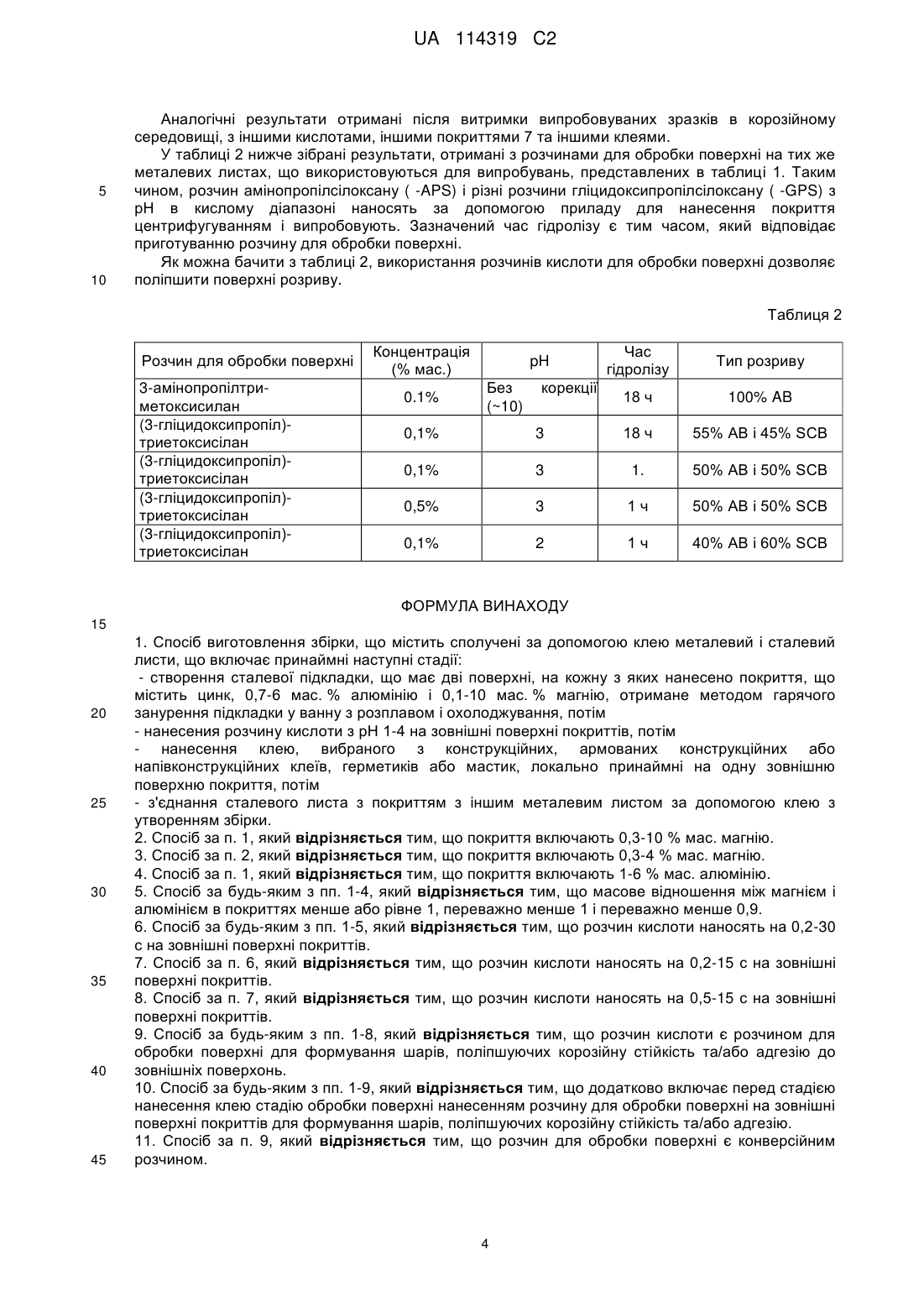
Реферат: Спосіб включає принаймні наступні стадії: - створення сталевої підкладки (3), що має дві поверхні (5) з покриттям, яке нанесене зануренням підкладки у ванну, - нанесення розчину кислоти з рН 1-4 на зовнішні поверхні (15) металевих покриттів (7), - нанесення клею (13) локально принаймні на одну зовнішню поверхню (15) металевого покриття. UA 114319 C2 (12) UA 114319 C2 UA 114319 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до металургії, а саме до металевого листа, що включає сталеву підкладку, який має дві поверхні, на кожну з яких нанесено металеве покриття, що включає цинк, магній і алюміній. Такі металеві листи, зокрема, призначені для виготовлення деталей для автомобільної промисловості, але не обмежено цим. Металеві покриття, що включають по суті цинк і алюміній з невеликою часткою (зазвичай близько 0,1% мас.), традиційно використовуються для якісного захисту від корозії. Ці металеві покриття в даний час конкурують, зокрема, з покриттями, що включають цинк, магній і алюміній. Такі металеві покриття в цілому нижче називатимуться цинк-алюміній-магній або ZnAlMg покриття. Додавання магнію значно збільшує стійкість цих покриттів до корозії, що дозволяє понизити їх товщину або збільшити час гарантованого захисту від корозії. У автомобільній промисловості, зокрема, металеві листи часто сполучають з використанням клею для виготовлення певних деталей транспортних засобів, таких як дверні пороги, наприклад. Ці клеї можуть бути конструкційними, армованими конструкційними (наприклад, типу клей, що не "ламається") або напівконструкційними клеями, герметиками або мастиками різної хімічної природи, такими як епоксидні, поліуретанові або каучукові. У автомобільній промисловості з'єднання металевого листа за допомогою клею зазвичай оцінюється за допомогою випробування на розтягування на випробувальному зразку, сформованому двома хвостовиками з металевого листа, частини поверхні цих хвостовиків склеюють клеєм. В цьому випадку адгезія клею до металевого листа оцінюється вимірюванням напруги розтягування при розриві, з одного боку, і сумісністю клею і металевого листа шляхом візуального визначення характеру розриву з іншого боку. В цьому випадку можна, зокрема, спостерігати три типи розриву або поверхні: - когезійний розрив, коли розрив відбувається по товщині клею, - адгезійний розрив (Фіг. 4), коли розрив відбувається по одній межі розділу між хвостовиками і клеєм, - поверхневий адгезійний розрив (Фіг. 3), коли розрив відбувається в клеї поблизу однієї межі розділу між хвостовиками і клеєм. У автомобільній промисловості роблять зусилля для того, щоб уникнути адгезійного розриву, який призводить до поганої сумісності клею з металевим листом. Проте випробування на розтягування показують значне число адгезійних розривів при використанні деяких клеїв, які є стандартними для автомобільної промисловості, на металевих листах з ZnAlMg покриттями. Так, можна спостерігати до 100% адгезійних розривів на ZnAlMg покриттях і деяких клеях. Така частка адгезійних розривів є неприйнятною для виробників автомобілів, що може обмежити використання цих нових покриттів ZnAlMg в певних застосуваннях. Однією з цілей заявленого винаходу є створення способу виготовлення сталевого листа з ZnAlMg покриттям, який має кращу сумісність з клеями і, отже, обмежує ризики адгезійного розриву. Тому насамперед винахід відноситься до способу за п. 1. Спосіб також може включати ознаки пп. 2 - 17, що розглядаються окремо або в комбінації. Винахід також відноситься до сталевого листа за п. 18 і до збірки за п. 19. Тепер винахід буде проілюстрований за допомогою прикладів, наведених для інформації, і без обмеження з посиланням на додані креслення, на яких: - Фіг. 1 представляє схематичний вигляд в поперечному розрізі, що ілюструє конструкцію металевого листа, отриманого з використанням способу згідно винаходу, і - Фіг. 2 представляє схематичне зображення, що демонструє випробувальний зразок, використовуваний для тягового випробування; - Фіг. 3 - 4 є негативами, що відповідно показують поверхню когезійного розриву і адгезійного розриву. Металевий лист 1 на Фіг. 1, включає сталеву підкладку 3, на кожну з двох сторін 5 якою нанесене металеве покриття 7. Слід зазначити, що відносна товщина підкладки 3 і покриттів 7, що покривають його, збільшені на Фіг. 1 для полегшення ілюстрації. Покриття 7, присутні на двох сторонах 5, аналогічні і лише одне з них буде детально описано нижче. Покриття 7 зазвичай має товщину меншу або рівну 25 мкм і традиційно спрямоване на 1 UA 114319 C2 5 10 15 20 25 30 35 40 45 50 55 60 захист підкладки 3 від корозії. Покриття 7 включає цинк, алюміній і магній. Покриття 7, зокрема, переважно містить 0,1 10% мас. магнію і 0,1 - 20% мас. алюмінію. Покриття 7 також переважно містить більше 0,3% мас. магнію або 0,3 - 4% мас. магнію та/або 0,5 - 11% мас., або 0,7 - 6% мас. алюмінію, або 1 - 6% мас. алюмінію, решта-цинк. Масове відношення Mg/Al між магнієм і алюмінієм в покритті 7 переважно менше або рівне 1 мас.%, або навіть чітко менше 1 мас. %, або навіть чітко менше 0,9 мас. %. Для виготовлення металевого листа 1 може бути використаний, наприклад, наступний спосіб. Використовують підкладку 3, яка отримана, наприклад, гарячою і потім холодною прокаткою. Підкладка 3 знаходиться у вигляді смуги, що обумовлене пропусканням через ванну для нанесення покриттів 7 методом гарячого занурення. Ванна є ванною розплавленого цинку, що містить магній і алюміній. Ванна також може містити до 0,3% мас. кожного з необов'язкового додаткового елементу, такого як Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Zr або Bi. Ці різні елементи можуть дозволити, зокрема, поліпшити пластичність або адгезію покриттів 7 до підкладки 3. Фахівцеві в цій області техніки, який знайомий з впливом зазначених елементів на характеристики покриттів 7, відомо, як їх використовувати на основі додаткових необхідних цілей. Ванна може, нарешті, містити залишкову кількість елементів, що походять з початкових злитків, або що надходять в результаті проходження підкладки 3 через ванну, таких як залізо із вмістом до 5% мас. і звичайно 2 - 4% мас. Після нанесення покриттів 7 підкладку 3 сушать, наприклад, за допомогою штуцерів, що подають газ на обидві сторони підкладки 3. Покриття 7 потім залишають для охолоджування контрольованим чином. Оброблена таким чином смуга може далі піддаватися так званій стадії дресирування, яке забезпечує таку його холодну обробку, що усувається плато еластичності, задаються механічні характеристики і додається шорсткість, відповідна для подальших необхідних операцій. Засобом контролю операції дресирування є рівень відносного подовження, який повинен бути достатнім для досягнення цілей і достатньо низьким, щоб зберегти подальшу деформаційну здатність. Рівень відносного подовження зазвичай складає 0,3 - 3% мас. і переважно 0,3 - 2,2%. Металевий лист 1, отриманий таким чином, може бути змотаний перед різанням, необов'язково підданий формуванню і сполучений з іншими металевими листами 1 та іншими елементами користувачами. Вони традиційно можуть бути змащені маслом для цілей тимчасового захисту. Як схематично показано на Фіг. 1, клей 13 може бути локально нанесений на зовнішню поверхню 15 покриттів 7, так, наприклад, щоб забезпечити можливість з'єднання металевого листа 1 з іншим металевим листом і тим самим сформувати деталь автомобільного транспортного засобу. Клей 13 може бути будь-яким клеєм або мастикою, традиційно використовуваними в автомобільній промисловості. Відповідно до винаходу спосіб виготовлення металевого листа 1 включає стадії нанесення розчину кислоти на зовнішні поверхні 15 металевих покриттів 7 перед будь-яким подальшим нанесенням клею 13. рН розчину кислоти складає, наприклад, 1 - 4, переважно 1 - 3,5, переважно 1 - 3 і переважніше 1 - 2. Розчин може включати, наприклад, хлористоводневу кислоту, сірчану кислоту або фосфорну кислоту. Тривалість нанесення розчину кислоти може складати 0,2 - 30 с, переважно 0,2 - 15 с і переважніше 0,5 - 15 с, залежно від рН розчину, а також моменту і способу, яким він наноситься. Цей розчин може бути нанесений, наприклад, на виробничій лінії нанесення покриттів 7, або, наприклад, після того, як металевий лист змотують на виході лінії нанесення покриттів 7. Розчин може бути нанесений зануренням, розпилюванням або будь-якою іншою системою. Температура розчину може бути, наприклад, температурою навколишнього середовища, можуть бути використані подальші стадії промивки і сушки. Також можна використовувати на додаток до стадії нанесення розчину кислоти стадію знежирення, наприклад, нанесенням лужного розчину на зовнішні поверхні 15 та/або стадію обробки поверхні. Метою стадії знежирення є очищення зовнішніх поверхонь 15 і, отже, видалення слідів органічних забруднень, металевих частинок і пилу. Переважно ця стадія не змінює хімічну природу зовнішніх поверхонь 15, за винятком зміни 2 UA 114319 C2 5 10 15 20 25 30 35 40 45 поверхневого шару оксиду/гідроксиду алюмінію. Таким чином, розчин, використовуваний для цієї стадії знежирення, не є окислювальним. В результаті, оксид магнію або гідроксид магнію не утворюється на зовнішніх поверхнях 15 на стадії знежирення і в більш загальному сенсі перед стадією нанесення клею 13. Стадія обробки поверхні включає нанесення на зовнішні поверхні 15, шарів (не показані), поліпшуючих корозійну стійкість та/або адгезію інших шарів, нанесених послідовно на зовнішні поверхні 15. Така стадія обробки поверхні включає нанесення на зовнішні поверхні 15 розчину для обробки поверхні, який вступає в хімічну реакцію із зовнішніми поверхнями 15 для формування зазначених шарів. У деяких варіантах розчин для обробки поверхні є конверсійним розчином і шари, що утворюються, є конверсійними шарами. Переважно конверсійний розчин не містить хрому. Таким чином, він може бути розчином на основі гексафторотитанової або гексафтороцирконієвої кислот. Будь-які стадії знежирення і обробки поверхні можуть традиційно включати інші традиційні підстадії промивки, сушки і так далі Стадію знежирення здійснюють до або після стадії нанесення розчину кислоти. Стадії знежирення і нанесення розчину кислоти здійснюють до або після стадії обробки поверхні. У одному здійсненні стадію нанесення розчину кислоти і стадію обробки поверхні суміщають. У останньому випадку використовуваний розчин для обробки поверхні є кислим. В цьому випадку, зокрема, рН розчині може бути чітко більше 3, зокрема, якщо розчин для обробки поверхні використовують при температурі вище 30 °C. Для ілюстрації винаходи проводять випробування на розтягування і описують не обмежуючими прикладами. Як показано на Фіг. 2, кожен випробовуваний зразок 27 отримують таким чином. Хвостовики 29 вирізують з випробовуваного металевого листа 1. Розмір цих хвостовиків 29 складає 25 х 100 мм. Хвостовики 29 приклеюють герметиком 31 з клеєм BM1496V, який є клеєм на основі епоксидної смоли так званим клеєм, що не "ламається", поставляється фірмою Dow Automotive. Цей клей був вибраний тому, що він є одним з клеїв, що дає найбільшу кількість адгезійних розривів. Випробовуваний зразок 27, отриманий таким чином, потім нагрівають до 80 °C і витримують при цій температурі протягом 30 хвилин. Потім проводять випробування на розтягування при температурі навколишнього середовища 23 °C прикладанням розтягування 10 мм/хв. до хвостовика 29, паралельно йому, з фіксацією іншого хвостовика 29. Випробування продовжують до розриву випробовуваного зразка 27. В кінці випробування визначають максимальне напруження при розтягуванні і характер розриву оцінюють візуально. Випробування проводять з металевим листом 1, підкладка якого є сталлю IFHR 340 товщиною 1 мм з покриттями 7, що включають 3,7% алюмінію і 3% магнію, і решта складається з цинку і домішок, відповідних способу. Ці покриття мають товщину близько 10 мкм. Металевий 2 лист 1 також заздалегідь змащений маслом Quaker 6130 в кількості 1 г/м . Як показано в таблиці 1 нижче, металеві листи 1, що пройшли обробку розчином кислоти, сприяють появі поверхневих когезійних розривів (SCB), на відміну від металевих листів порівняння, для яких спостерігаються тільки адгезійні розриви (AB). У проведених випробуваннях листи порівняння не піддавалися якій-небудь обробці. Таблиця 1 Порівняння Використовувана обробка: природа кислоти тривалість нанесення pH розчину Напруження при розтягуванні до розриву (MПa) Тип розриву 100% AB Випробування 2 Випробування 3 HCl t= 15 з pH=1 19,3±0,4 Випробування 1 HCl t=30 з pH=1 HCl t=30 з pH=2 22,0±0,39 21,1±0,1 20,9±0,5 45% SCB 55% AB 35% SCB 65% AB 25% SCB 75% AB 3 UA 114319 C2 5 10 Аналогічні результати отримані після витримки випробовуваних зразків в корозійному середовищі, з іншими кислотами, іншими покриттями 7 та іншими клеями. У таблиці 2 нижче зібрані результати, отримані з розчинами для обробки поверхні на тих же металевих листах, що використовуються для випробувань, представлених в таблиці 1. Таким чином, розчин амінопропілсілоксану ( -APS) і різні розчини гліцидоксипропілсілоксану ( -GPS) з рН в кислому діапазоні наносять за допомогою приладу для нанесення покриття центрифугуванням і випробовують. Зазначений час гідролізу є тим часом, який відповідає приготуванню розчину для обробки поверхні. Як можна бачити з таблиці 2, використання розчинів кислоти для обробки поверхні дозволяє поліпшити поверхні розриву. Таблиця 2 Розчин для обробки поверхні 3-амінопропілтриметоксисилан (3-гліцидоксипропіл)триетоксисілан (3-гліцидоксипропіл)триетоксисілан (3-гліцидоксипропіл)триетоксисілан (3-гліцидоксипропіл)триетоксисілан Концентрація (% мас.) 0.1% pH Без (~10) корекції Час гідролізу Тип розриву 18 ч 100% AB 0,1% 3 18 ч 55% AB і 45% SCB 0,1% 3 1. 50% AB і 50% SCB 0,5% 3 1ч 50% AB і 50% SCB 0,1% 2 1ч 40% AB і 60% SCB ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 1. Спосіб виготовлення збірки, що містить сполучені за допомогою клею металевий і сталевий листи, що включає принаймні наступні стадії: - створення сталевої підкладки, що має дві поверхні, на кожну з яких нанесено покриття, що містить цинк, 0,7-6 мас. % алюмінію і 0,1-10 мас. % магнію, отримане методом гарячого занурення підкладки у ванну з розплавом і охолоджування, потім - нанесения розчину кислоти з рН 1-4 на зовнішні поверхні покриттів, потім - нанесення клею, вибраного з конструкційних, армованих конструкційних або напівконструкційних клеїв, герметиків або мастик, локально принаймні на одну зовнішню поверхню покриття, потім - з'єднання сталевого листа з покриттям з іншим металевим листом за допомогою клею з утворенням збірки. 2. Спосіб за п. 1, який відрізняється тим, що покриття включають 0,3-10 % мас. магнію. 3. Спосіб за п. 2, який відрізняється тим, що покриття включають 0,3-4 % мас. магнію. 4. Спосіб за п. 1, який відрізняється тим, що покриття включають 1-6 % мас. алюмінію. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що масове відношення між магнієм і алюмінієм в покриттях менше або рівне 1, переважно менше 1 і переважно менше 0,9. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що розчин кислоти наносять на 0,2-30 с на зовнішні поверхні покриттів. 7. Спосіб за п. 6, який відрізняється тим, що розчин кислоти наносять на 0,2-15 с на зовнішні поверхні покриттів. 8. Спосіб за п. 7, який відрізняється тим, що розчин кислоти наносять на 0,5-15 с на зовнішні поверхні покриттів. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що розчин кислоти є розчином для обробки поверхні для формування шарів, поліпшуючих корозійну стійкість та/або адгезію до зовнішніх поверхонь. 10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що додатково включає перед стадією нанесення клею стадію обробки поверхні нанесенням розчину для обробки поверхні на зовнішні поверхні покриттів для формування шарів, поліпшуючих корозійну стійкість та/або адгезію. 11. Спосіб за п. 9, який відрізняється тим, що розчин для обробки поверхні є конверсійним розчином. 4 UA 114319 C2 5 10 12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що додатково включає, перед стадією нанесення клею, стадію знежирення нанесенням лужного розчину на зовнішні поверхні покриттів. 13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що рН використовуваного розчину кислоти складає 1-3,5. 14. Спосіб за п. 13, який відрізняється тим, що рН використовуваного розчину кислоти складає 1-3. 15. Спосіб за п. 14, який відрізняється тим, що рН використовуваного розчину кислоти складає 1-2. 16. Збірка, що містить сполучені металевий і сталевий листи, отримана способом за будь-яким з пп. 1-15, яка містить перший сталевий лист, сполучений з другим металевим листом за допомогою клею. 5 UA 114319 C2 Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a metal sheet having zn-al-mg coatings, comprising the application of an acid solution and an adhesive, and corresponding metal sheet and assembly
Автори англійськоюRichard, Joelle, Jacqueson, Eric, Lhermeroult, Audrey, Feltin, Pascale, Lemaire, Jean-Michel
Автори російськоюРишар Жоель, Жаксон Эрик, Лермеруль Одри, Фэльтэн Паскаль, Лёмер Жан-Мишэль
МПК / Мітки
МПК: C23C 2/26, B32B 15/08, C23C 22/06, C23C 2/06
Мітки: zn-al-mg, сталевого, спосіб, клеєм, металевих, збірки, відповідним, покриттям, збірка, відповідні, виготовлення, сполучені, металевого, листі, листів, містить, металеві
Код посилання
<a href="https://ua.patents.su/8-114319-sposib-vigotovlennya-zbirki-stalevogo-ta-metalevogo-listiv-z-pokrittyam-z-zn-al-mg-i-metalevikh-listiv-ta-zbirka-shho-mistit-spolucheni-kleehm-vidpovidni-listi-z-vidpovidnim-pokrit.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення збірки сталевого та металевого листів з покриттям з zn-al-mg і металевих листів, та збірка, що містить сполучені клеєм відповідні листи з відповідним покриттям і металеві листи</a>
Металеві листи з znalmg покриттям з особливою мікроструктурою та відповідний спосіб виготовлення
Номер патенту: 114231
Опубліковано: 10.05.2017
Автори: Алелі Крістіан, Діз Люк, Матень Жан-Мішель, Мачадо Аморім Тіаґо
МПК: C23C 28/00, C23C 2/26, C23C 30/00, C23C 2/06, C23C 2/28
Мітки: спосіб, листі, відповідний, особливою, мікроструктурою, виготовлення, покриттям, znalmg, металеві
Формула / Реферат:
1. Металевий лист (1), який містить підкладку (3) щонайменше з однією поверхнею (5), покритою металевим покриттям (7), яке містить Аl та Мg, причому іншими складовими металевого покриття (7) є Zn, неминучі домішки та один або більше додаткових елементів, вибраних з Si, Sb, Pb, Ті, Са, Mn, Sn, La, Се, Сr або Ві, причому вміст за масою кожного додаткового елемента у металевому покритті (7) становить менше 0,3 %, вміст алюмінію в...
Цирконієві композиції попередньої обробки, які містять молібден, відповідні способи обробки металевих субстратів та відповідні металеві субстрати з покриттям
Номер патенту: 112024
Опубліковано: 11.07.2016
Автори: Ментьє Філіп, Возняк Алін, Сюдур Мішель
МПК: C25D 13/02, B05D 7/16, C23C 22/44, B05D 7/14, C23C 22/83, C25D 13/20
Мітки: містять, цирконієві, способи, субстрати, попередньо, композиції, покриттям, металевих, відповідні, металеві, обробки, субстратів, молібден
Формула / Реферат:
1. Спосіб нанесення покриття на металевий субстрат, який включає:попередню обробку металевого субстрату композицією попередньої обробки, яка містить метал Групи ІІІВ та/або Групи IVB, вільний фторид та молібден,де на молібден припадає від 2 до 500 частин на мільйон з розрахунку на загальну масу інгредієнтів композиції попередньої обробки, іелектрофоретичне осадження композиції покриття на металевий субстрат, причому...
Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, сталевий штампований виріб із покриттям і наземний транспортний засіб, що містить такий виріб (варіанти)
Номер патенту: 94963
Опубліковано: 25.06.2011
Автори: Спенер Домінік, Дрійє Паскаль, Кефферштейн Рональд
МПК: C21D 9/46, B32B 15/01, C23C 2/40, C23C 2/12, C23C 2/26
Мітки: штампований, спосіб, виготовлення, виробу, засіб, варіанти, листового, сталевого, гарячештампованого, виріб, покриттям, транспортний, сталевий, наземний, містить
Формула / Реферат:
1. Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, який передбачає:(A) нагрівання, з метою одержання нагрітої заготовки, сталевого листа з попереднім покриттям алюмінієм або алюмінієвим сплавом у попередньо нагрітій печі до температури й протягом часу, які визначаються областю ABCD на Фіг. 7 при товщині зазначеного листа, більшій або рівній 0,7 мм і меншій або рівній 1,5 мм, і які визначаються областю...
Спосіб виготовлення металевого або сталевого бруска, що містить отвір, відповідний брусок і формувальний пристрій
Номер патенту: 104222
Опубліковано: 10.01.2014
Автори: Бракон'є Франк, Лєруа Максім, Фодан Т'єрі, Дабен Жан-Люк, Саваллі Брюно, Лакань Жільбер
Мітки: сталевого, відповідний, пристрій, брусок, спосіб, містить, бруска, металевого, отвір, виготовлення, формувальній
Формула / Реферат:
1. Спосіб виготовлення металевого або сталевого бруска з подовжнім отвором за допомогою розливання рідкого металу або рідкої сталі у форму (1), що містить по суті кільцеву ливарну порожнину (3А), обмежену виливницею (2), що розташована вертикально над опорою (17) і містить відкриту вгору порожнину (3), вертикальним стержнем (4), розташованим всередині порожнини (3), і дном (27), який містить етапи, на яких:- розташовують форму (1)...
Холоднокатаний сталевий лист з покриттям з цинку або цинкового сплаву, спосіб його виробництва, спосіб виготовлення деталі зварюванням принаймні одного холоднокатанного сталевого листа з покриттям з цинку або
Номер патенту: 112871
Опубліковано: 10.11.2016
Автори: Мбаке Папа Амаду Мактар, Мулен Антуан
МПК: C22C 38/04, C21D 9/46, C22C 38/06, C22C 38/12, C21D 8/02, C21D 1/20, C22C 38/02
Мітки: принаймні, зварюванням, холоднокатаний, деталі, холоднокатанного, виробництва, спосіб, цинку, сталевого, цинкового, лист, одного, сплаву, покриттям, листа, виготовлення, сталевий
Формула / Реферат:
1. Холоднокатаний сталевий лист з покриттям з цинку або цинкового сплаву, композиція якого включає,...
Попередній патент: Подрібнювальний валок із захистом країв
Наступний патент: Офсетна друкарська фарба або офсетний друкарський лак
Випадковий патент: Процес отримання монокристалів in2hg3te6