Спосіб ущільнення пористих субстратів

Формула / Реферат
1. Спосіб ущільнення пористих субстратів за допомогою хімічної інфільтрації газової фази (CVI) в печі CVI, згідно з яким піч CVI містить зону підігріву газу-попередника і реакційну камеру, в якій проводять ущільнення пористих субстратів; вказана піч CVI містить нижню стінку, що розділяє зону підігріву газу-попередника і реакційну камеру, причому в нижній стінці є велика кількість утворених в ній крізних отворів, які відповідають великій кількості ділянок, на яких розташовують пачки пористих субстратів; при цьому вказаний спосіб ущільнення включає:
- розміщення щонайменше першої великої кількості пачок пористих субстратів в реакційній камері; при цьому пачки пористих субстратів, розташовані по периферії реакційної камери, є неущільненими пористими субстратами, частково ущільненими пористими субстратами або поєднанням неущільнених і частково ущільнених пористих субстратів, і при цьому одна або більше пачок частково ущільнених субстратів розташовані в центральній частині між першою великою кількістю пачок пористих субстратів, і
- ущільнення щонайменше першої великої кількості пачок пористих субстратів за допомогою способу хімічної інфільтрації газової фази.
2. Спосіб за п. 1, в якому об'ємна щільність неущільнених пористих субстратів знаходиться в діапазоні від 0,35 г/см3 до 0,60 г/см3.
3. Спосіб за п. 1 або п. 2, в якому об'ємна щільність частково ущільнених пористих субстратів знаходиться в діапазоні від 1,25 г/см3 до 1,77 г/см3.
4. Спосіб за будь-яким з пп. 1-3, в якому загальна маса однієї або більше пачок частково ущільнених субстратів, розташованих в центральній частині між першою великою кількістю пачок пористих субстратів, складає приблизно від 1600 кг до 8000 кг.
5. Спосіб за будь-яким з пп. 1-4, який включає розділення сусідніх пористих субстратів, що знаходяться в певній пачці, за допомогою роздільника або проміжної прокладки.
6. Спосіб за п. 5, який включає розділення сусідніх пористих субстратів, що знаходяться в певній пачці, за допомогою одиничної проміжної прокладки, виготовленої з тканого дротяного сітчастого матеріалу.
7. Спосіб за п. 6, в якому товщина одиничної проміжної прокладки складає приблизно від 1 мм до 6 мм.
8. Спосіб за будь-яким з пп. 1-7, який включає розташування великої кількості пачок пористих субстратів на відповідно одному з великої кількості завантажувальних піддонів і розташування великої кількості завантажувальних піддонів, на яких знаходиться велика кількість пористих субстратів, в реакційній камері.
9. Спосіб за п. 1, в якому щонайменше деякі з пачок пористих субстратів включають чергування укладених в пачку неущільнених і частково ущільнених субстратів.
10. Спосіб за будь-яким з пп. 1-8, в якому частково ущільнені пористі субстрати раніше були піддані машинній обробці для зменшення їх початкової товщини.
Текст
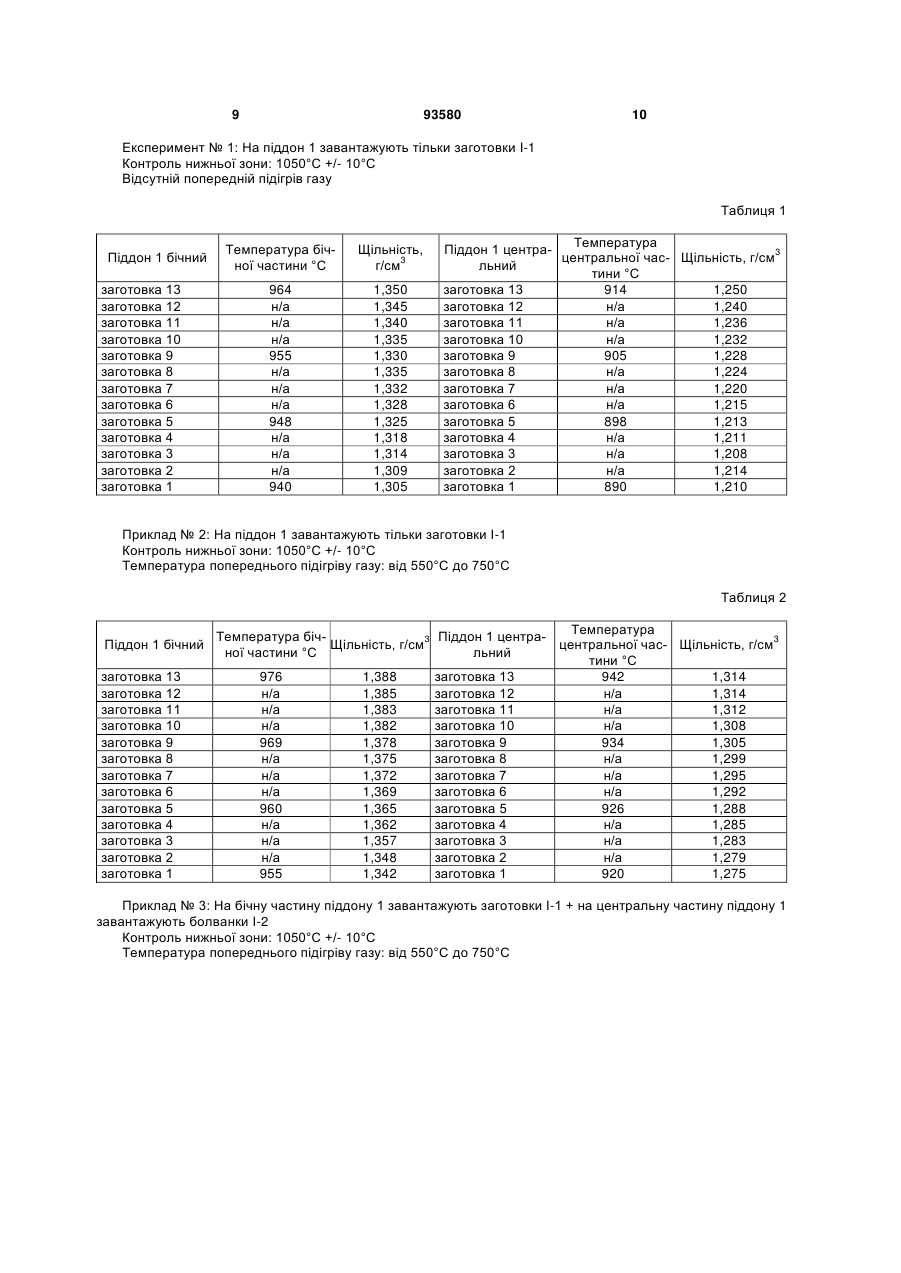
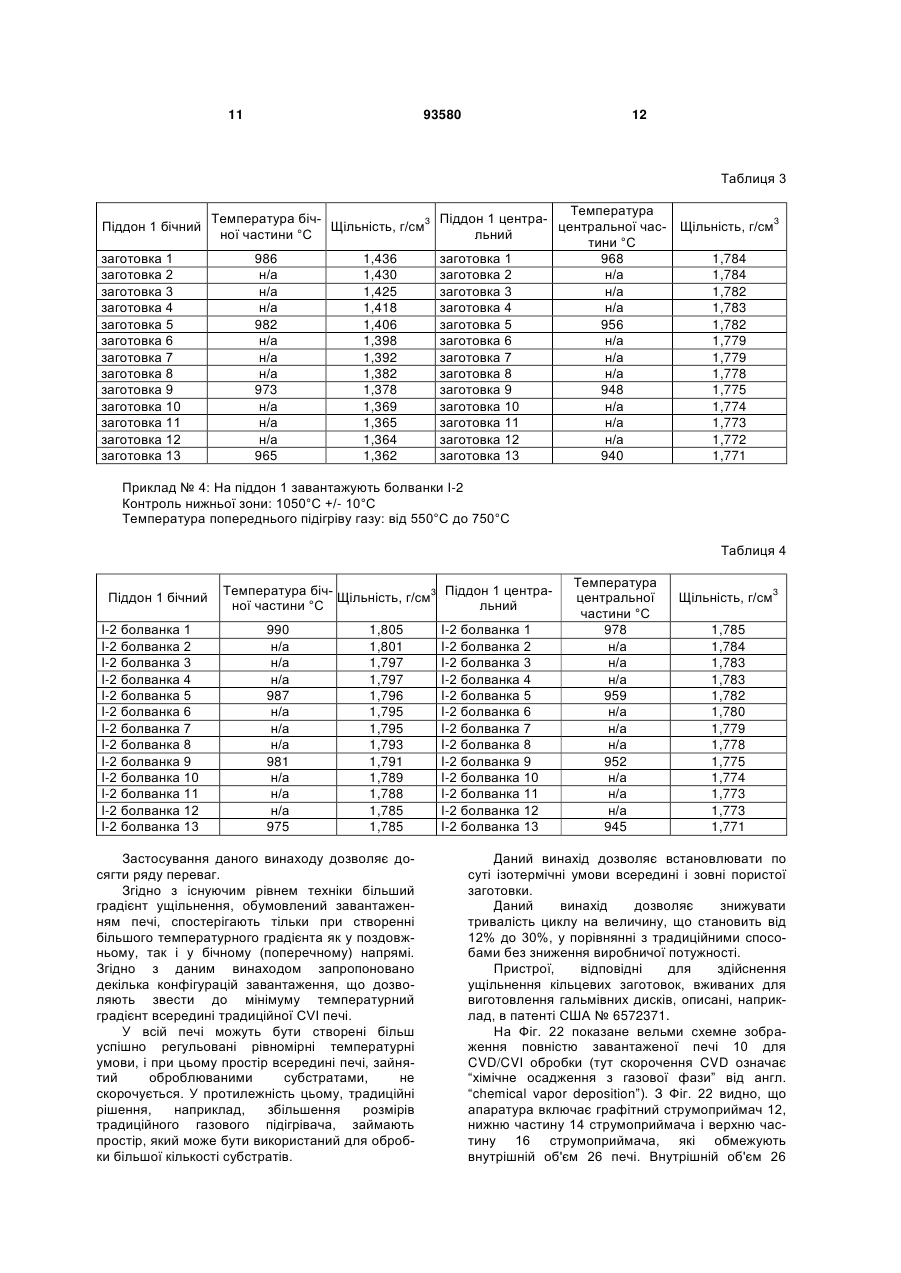
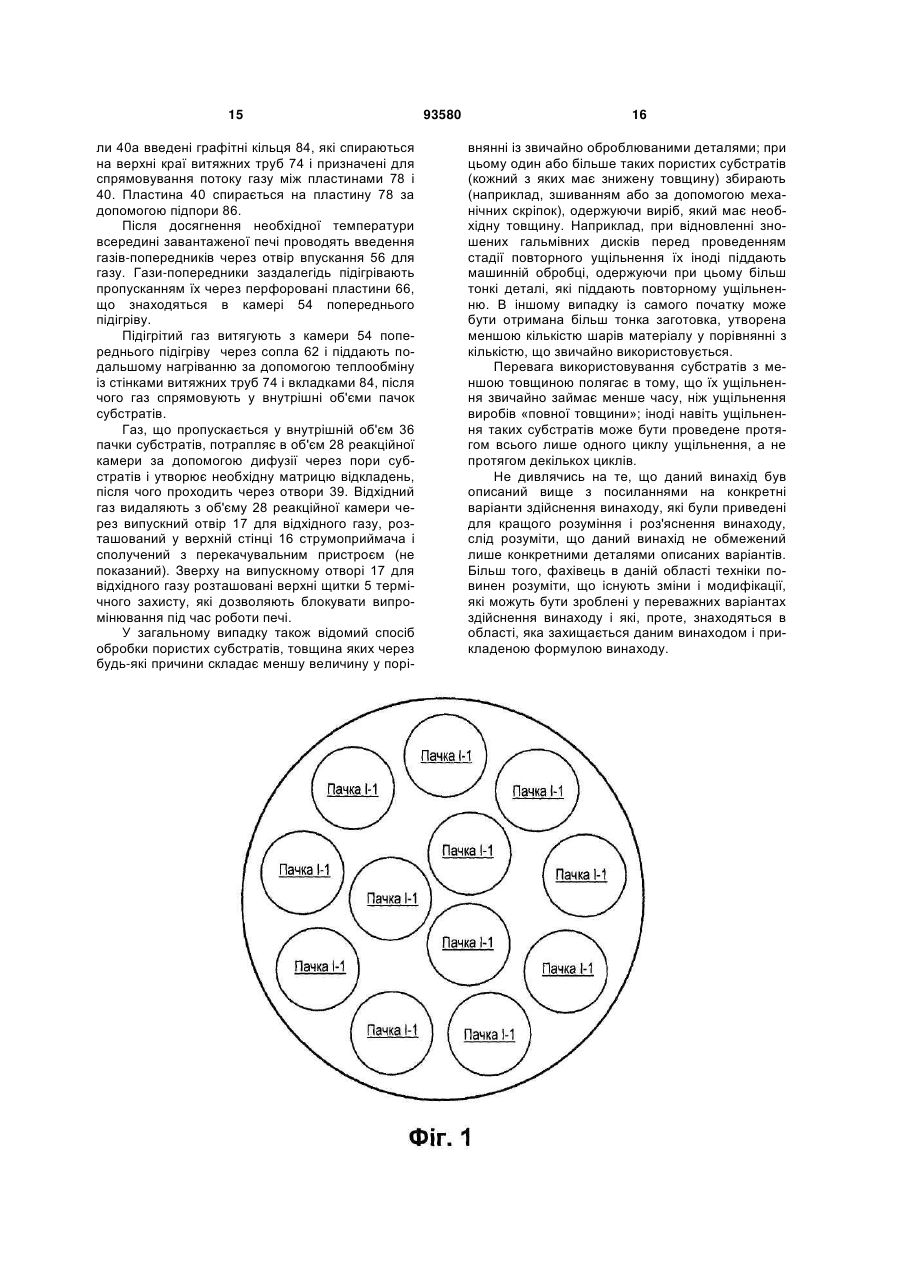
1. Спосіб ущільнення пористих субстратів за допомогою хімічної інфільтрації газової фази (CVI) в печі CVI, згідно з яким піч CVI містить зону підігріву газу-попередника і реакційну камеру, в якій проводять ущільнення пористих субстратів; вказана піч CVI містить нижню стінку, що розділяє зону підігріву газу-попередника і реакційну камеру, причому в нижній стінці є велика кількість утворених в ній крізних отворів, які відповідають великій кількості ділянок, на яких розташовують пачки пористих субстратів; при цьому вказаний спосіб ущільнення включає: - розміщення щонайменше першої великої кількості пачок пористих субстратів в реакційній камері; при цьому пачки пористих субстратів, розташовані по периферії реакційної камери, є неущільненими пористими субстратами, частково ущільненими пористими субстратами або поєднанням неущільнених і частково ущільнених пористих субстратів, і при цьому одна або більше пачок частково ущільнених субстратів розташовані в центральній частині між першою великою кількістю пачок пористих субстратів, і - ущільнення щонайменше першої великої кількості пачок пористих субстратів за допомогою способу хімічної інфільтрації газової фази. C2 2 (19) 1 3 При здійсненні традиційного способу хімічної інфільтрації газової фази (CVI – від англ. “chemical vapor infiltration”), вживаного у виготовленні гальмівних пристроїв для літальних апаратів, велика кількість пористих субстратів (в даній галузі техніки часто званих «заготовками»), поміщають в графітну реакційну камеру, що нагрівається індуктивним або резистивним джерелом тепла до температури, яка становить приблизно від 900°C до 1000°C. Газ-попередник, що містить один або більше попередників вуглецю (звичайно газоподібних вуглеводнів, наприклад, метану і/або пропану), вводять у графітну реакційну камеру. Газ-попередник або гази-попередники переважно заздалегідь підігрівають у газовому підігрівачі перед введенням у реакційну камеру до температури, що становить приблизно від 500°C до 950°C, і, в окремому випадку, до температури, що становить приблизно від 500°C до 750°C, для мінімізації втрат тепла газомпопередником. Приклад газового підігрівача, що відповідає цій цілі, описаний в патенті US 6953605. Для просочення субстратів, що проводиться в рамках традиційних способів CVI, може знадобитися до декількох тижнів безперервної обробки шляхом інфільтрації. Крім того, для повторного відкриття пор субстратів може бути потрібно проведення однієї або більше стадій машинної обробки, за допомогою якої видаляють «верхній ущільнювальний шар», який передчасно закупорює пори на поверхні субстратів і перешкоджає подальшому проникненню газуреагенту у внутрішні пори матеріалу. Важливі параметри способу CVI включають температуру і пористість субстрату; витрату, температуру і тиск газу-попередника (газів-попередників); і тривалість проведення реакції. Особливо важливим параметром є температура субстрату. Звичайною проблемою при проведенні ущільнення способом CVI є те, що відбувається нерівномірне ущільнення внутрішньої частини заготовок. Це часто відбувається, якщо в субстраті заготовки є значний температурний градієнт. Крім того, ефективність традиційних підігрівачів газу може бути далекою від бажаної. Приклад здійснення традиційного способу ущільнення включає ущільнення неущільнених субстратів, наприклад, кільцевих заготовок, і/або частково ущільнених субстратів (таких, що включають кільцеві заготовки). Неущільнені субстрати іноді називають «I-1», маючи на увазі те, що вони повинні бути піддані першій стадії інфільтрації або, коротко кажучи, стадії «I-1». Так само, частково ущільнені субстрати піддають другій стадії інфільтрації або, коротко кажучи, стадії «I-2». Кільцеві субстрати розташовують у реакційній камері у вигляді великої кількості пачок, наприклад, розташованих вище за традиційний газовий підігрівач. Приклади традиційних способів завантаження представлені на Фіг. 1 і Фіг. 2; згідно з цими способами на даний піддон, встановлюваний в печі, укладають пачками або тільки I-1, або тільки I-2 субстрати. На Фіг. 3 і Фіг. 4 зображені 93580 4 гістограми, які відповідають Фіг. 1 і Фіг. 2, відповідно, показуючи кількість субстратів, що піддаються ущільненню, на одному піддоні. У свою чергу, велика кількість піддонів, на кожному з яких знаходиться велика кількість пачок пористих субстратів, поміщають у піч у вигляді штабелів. Наприклад, в печі можуть знаходитися сім піддонів. Конфігурації повного завантаження I-1 і повного завантаження I-2 (існуючий рівень техніки): У відповідності з конфігурацією, показаною на Фіг. 1 і Фіг. 2, у піч може бути поміщено приблизно 1100 пористих субстратів ± 100. Тривалість стадії ущільнення може складати приблизно від 475 годин до 525 годин. За одну стадію обробляють тільки деталі I-1 або тільки деталі I-2. Після закінчення стадії первинного ущільнення I-1 проводять окрему стадію травлення, необхідну для «повторного розкриття» пор субстрату після проведення стадії ущільнення I-1. Через погану термічну провідність і низьку теплоємність волоконних заготовок у горизонтальній або вертикальній площині є значний температурний градієнт. Ущільнення субстратів, що знаходяться на верхніх і нижніх піддонах, відбувається відносно погано, тоді як краще всього відбувається ущільнення пачок, розташованих з боків на середніх піддонах 2-6. Від 30% до 40% деталей I-1 мають об'ємну 3 щільність, що становить від 1,30 г/см до 1,40 3 г/см . Див., наприклад, Фіг. 2. При проведенні проміжної стадії машинної обробки часто спостерігається витягання волокон або розшарування по внутрішньому діаметру і зовнішньому діаметру заздалегідь ущільненого диска, в основному через дуже низьку щільність деталей I-1. Проте, в реакційній камері температурні градієнти можуть спостерігатися як у вертикальній, так і в горизонтальній площині; при цьому температура поблизу субстратів, розташованих в центральних пачках (в радіальному або горизонтальному напрямі), може бути щонайменше на декілька десятих градуса Цельсія нижче за температуру поблизу бічних (тобто, радіально розташованих із зовнішньої сторони) пачок. Наприклад, пачки, розташовані в центральній частині (в горизонтальному напрямі) реакційної камери можуть не одержувати теплоти, випромінюваної струмоприймачем (струмоприймачем індукційного нагрівача) в тому ж ступені, що і пачки, розташовані ближче до внутрішньої сторони стінки струмоприймача. Це може викликати значний температурний градієнт, і, отже, значний градієнт ущільнення між субстратами, укладеними в пачку на одному і тому ж завантажувальному піддоні. На Фіг. 5 і Фіг. 6 показані приклади температурних градієнтів, звичайно спостережуваних в горизонтальному і вертикальному напрямах, відповідно. Для вирішення цієї проблеми за допомогою традиційних способів, застосовують збільшення розміру газового підігрівача, що дозволяє покращувати нагрівання субстратів. Проте, якщо газовий підігрівач є внутрішнім пристроєм (тобто пристрій, що знаходиться всередині реакційної 5 камери), цей підхід зменшує корисну завантажувальну місткість печі, що, у свою чергу, зменшує кількість субстратів, оброблюваних за один раз. Інша проблема полягає в небажаному утворенні вуглецевих мікроструктур, наприклад, однорідного лускового графіту, сажі і смол. Присутність мікроструктур вказаного типу небажана, оскільки вони мають погані термомеханічні і фрикційні властивості. Виникнення вказаних проблем пояснюють надмірною тривалістю часу перебування газу-попередника і змінами температури у середовищі, де відбувається осадження. Нарешті, попереднє нагрівання газу може здійснювати небажаний вплив, якщо температура газів-попередників піднімається до значень, близьких до температур реакції (тобто, осадження). Зокрема, газ-попередник або газипопередники можуть почати завчасно розкладатися і виділяти вуглецеву сажу і подібні їй речовини, що осідають на поверхнях технологічного устаткування або навіть на зовнішніх поверхнях заготовок. Все це негативно впливає на ефективність способу і якість одержуваних виробів. СУТЬ ВИНАХОДУ Даний винахід стосується різних способів поліпшення розподілу тепла всередині завантаження печі і, таким чином, зниження градієнта ущільнення. Більш конкретно, даний винахід стосується способів ущільнення пористих виробів або субстратів (зокрема, кільцевих заготовок гальмівних колодок), які включають використовування певного розташування пористих виробів, які знаходяться на різних етапах обробки, яка проводиться згідно із способом виготовлення. Один з аспектів даного винаходу стосується розміщення частково ущільнених субстратів (деталі I-2) в реакційну камеру як пасивного елемента, що розподіляє тепло, і, крім того, цей аспект включає одночасне проведення ущільнення деталей I-2 спільно з деталями I-1. Розміщення субстратів I-2 сприяє зниженню температурних градієнтів, існуючих між пачками субстратів I-1 і I2, які піддаються ущільненню, як вказано вище. Деталями I-2 є, наприклад, частково ущільнені заготовки кільцевих гальмівних дисків, об'ємна 3 щільність яких складає приблизно від 1,250 г/см 3 до 1,770 г/см . При проведенні стадії ущільнення деталі I-2 поглинають тепло, випромінюване піччю, і рівномірно випромінюють поглинене тепло, яке поглинається навколишніми заготовками, і, таким чином, температурний градієнт в печі істотно знижується. За рахунок різного розташування завантажуваних деталей в печі може бути досягнутий такий розподіл температурного градієнта, який дозволяє зменшити час проведення циклу на величину, що становить від 12% до 30%. Крім того, даний винахід стосується відновлення зношених композитних гальмівних дисків, виготовлених з вуглець/вуглецю. Звичайно зношені гальмівні диски піддають машинній обробці для видалення зношених поверхонь, а потім піддають повторному ущільненню; при цьому деяку частину товщини первинного виробу видаляють при проведенні машинної обробки. В 93580 6 цьому випадку звичайною практикою є «з'єднання» двох або більше деталей, що мають неповну товщину, з метою отримання відновленої деталі потрібної товщини. Зрозуміло, повторне ущільнення таких більш тонких оброблених деталей може бути проведено простіше і швидше, ніж ущільнення більш масивних виробів, і можна припускати, що при правильному регулюванні параметрів ущільнення, ущільнення може бути виконане протягом однієї стадії. КОРОТКИЙ ОПИС ГРАФІЧНИХ МАТЕРІАЛІВ Розуміння даного винаходу спрощується при розгляді прикладених до даного опису графічних матеріалів, в яких: На Фіг. 1 схематично зображений вид зверху порядку розміщення пачок пористих субстратів, які піддають ущільненню методом CVI; На Фіг. 2 представлена гістограма, яка показує кількість деталей, що мають задану щільність після проведення ущільнення при розміщенні, показаному на Фіг. 1; На Фіг. 3 схематично зображений вид зверху порядку розміщення пачок пористих субстратів, які піддають ущільненню методом CVI; На Фіг. 4 представлена гістограма, яка показує кількість деталей, що мають задану щільність після проведення ущільнення при розміщенні, показаному на Фіг. 3; На Фіг. 5 і Фіг. 6 показані відповідно поперечний (горизонтальний) і вертикальний температурні градієнти в традиційних установках для проведення CVI; На Фіг. 7 і Фіг. 9 схематично представлене розташування пачок, запропоноване згідно з даним винаходом; при цьому розташування, показане на Фіг. 7, звичайно використовують у верхній і нижній частині печі, а піддони, показані на Фіг. 9, поміщають у середню частину печі; На Фіг. 8 і Фіг. 10 показані гістограми щільності у відповідності з розташуванням, показаним на Фіг. 7 і 9, відповідно; На Фіг. 11 і Фіг. 13 схематично представлені різні способи розташування пачок, запропоновані згідно з даним винаходом, які використовують у поєднанні згідно з одним з прикладів здійснення даного винаходу; На Фіг. 12 і Фіг. 14 показані гістограми щільності, які відповідають розташуванню, показаному на Фіг. 11 і 13 для деталей I-1 і деталей I2, відповідно; На Фіг. 15 і Фіг. 17 схематично представлені різні способи розташування пачок, запропоновані згідно з даним винаходом, які використовують у поєднанні відповідно до одного з прикладів здійснення даного винаходу; На Фіг. 16 і Фіг. 18 показані гістограми щільності, відповідні розташуванню, показаному на Фіг. 15 і 17 для деталей I-1 і деталей I-2, відповідно; На Фіг. 19 показаний один з прикладів здійснення даного винаходу, згідно з яким частково ущільнені пористі субстрати складають у пачку поперемінно з неущільненими пористими субстратами; 7 На Фіг. 20 і Фіг. 21 показані гістограми щільності, згідно з розташуванням, показаним на Фіг. 19 для деталей I-1 (неущільнені) і деталей I-2 (частково ущільнені); На Фіг. 22 показаний вид у вертикальному розрізі печі для хімічної інфільтрації газової фази (далі – CVI піч), придатної для здійснення даного винаходу; На Фіг. 23 показаний перспективний вид у вертикальному розрізі, загалом, відповідний виду, показаному на Фіг. 22; і На Фіг. 24-29 показані різні варіанти пачок, які містять велику кількість пористих субстратів. ОПИС ПРИКЛАДІВ ЗДІЙСНЕННЯ ВИНАХОДУ У загальному випадку даний винахід стосується створення змішаного розташування неущільнених і частково ущільнених пористих субстратів, наприклад, заготовок для гальмівних колодок, при певних завантаженнях CVI печі, яке дозволяє використовувати фізичну поведінку деталей таким чином, який дозволяє поліпшити якість ущільнення і продуктивність процесу. Зокрема, даний винахід стосується використовування частково ущільнених пористих субстратів як пасивних теплопоглинальних елементів, розташованих в центральній частині реакційної камери, з метою «утримання» тепла і поліпшення температурного розподілу всередині печі, і, таким чином, поліпшення якості ущільнення. Вказана здатність утримання тепла залежить від маси частково ущільнених пористих субстратів, розташованих в центральній частині реакційної камери. Залежно від розміру субстратів, наприклад, заготовок, вживаних для виготовлення гальмівних дисків, їх маса може знаходитися в діапазоні приблизно від 1600 кг до 2400 кг. При використовуванні більш крупних заготовок, маса, що знаходиться в центральній частині реакційної камери, може досягати приблизно 8000 кг. Даний винахід буде описаний нижче за допомогою деяких прикладів різного розташування деталей. У загальному випадку робочі параметри CVI печі відомі фахівцям в даній області техніки, і тому в даному описі окремо не розглянуті. Приклад 1: (див.: Фіг. 7 і 9) a. Приблизно 1100 +/- 100 субстратів при стандартному завантаженні CVI печі. b. Загальне завантаження складає приблизно 50% деталей I-1 і приблизно 50% деталей I-2. c. Час проведення циклу може бути знижений приблизно на 12% у порівнянні із звичайними традиційними циклами. d. Розташовують піддони 1 (в нижній частині), 2 і 7 (у верхній частині) для деталей I-2 (див. Фіг. 7), і піддони 3, 4, 5 і 6 для деталей I-1 (див. Фіг. 9). e. Зокрема, для деталей I-2 використовують більш низьку температуру верхньої і нижньої зон (тобто, піддони 1 і 7). f. Значний градієнт щільності, існуючий при повному завантаженні I-1, зводиться до мінімуму. Одержують деталі I-1, об'ємна щільність яких 3 3 складає від 1,35 г/см до 1,55 г/см . Приклад 2: (див.: Фіг. 11 і 13) 93580 8 a. Приблизно 1100 (± 100) субстратів при стандартному завантаженні CVI печі. b. Завантаження складає 50% деталей I-1 та 50% деталей I-2. c. Час проведення циклу може бути понижений приблизно на 24%. d. Деталі I-1 розміщені в бічних пачках на піддонах 2-6 (див. Фіг. 9), а деталі I-2 розміщені на решті піддонів (див. Фіг. 11). Див. Фіг. 12 і Фіг. 14. e. Забезпечується поліпшений температурний розподіл у горизонтальній площині, особливо, для заготовок I-1, завантажуваних на піддони 2-6, розташовані на периферії. В цій конфігурації центральні пачки I-2 застосовують як пасивний нагрівальний елемент. Приклад 3: (див.: Фіг. 15 і 17) a. Приблизно 1100 (± 100) субстратів при стандартному завантаженні CVI печі. b. Завантаження складає 50% деталей I-1 і 50% деталей I-2. c. Кожна пачка на кожному піддоні включає або тільки деталі I-1, або тільки деталі I-2. Пачки деталей I-1 і пачки деталей I-2 розташовані поперемінним чином на периферії піддону, тоді як центральні (наприклад, три) пачки включають або тільки деталі I-1 (див. Фіг. 17), або тільки деталі I-2 (див. Фіг. 15). Піддони також складають у пачку поперемінно. Наприклад, розташування, показане на Фіг. 15, може включати піддони 1, 3, 5 і 7, а розташування, показане на Фіг. 17, може включати піддони 2, 4, і 6. d. Можливе зменшення часу проведення циклу на 28%. e. Забезпечується поліпшений температурний розподіл як в горизонтальному, так і у вертикальному напрямі, що призводить до того, що бажана густина досягається в більшій кількості деталей. В цій конфігурації пачки I-2 застосовують як пасивний нагрівальний елемент (див.: Фіг. 16 (деталі I-1) і 18 (деталі I-2)). Приклад 4: (див. Фіг. 19) a. Приблизно 1100 (± 100) субстратів при стандартному завантаженні CVI печі. b. Завантаження складає всього 35% деталей I-1 і деталей 65% I-2. c. На піддони 1 і 7 укладають тільки деталі I2. На піддони 2, 3, 4, 5 і 6 укладають деталі I-1 і I2 у змішаному порядку, що показано на Фіг. 19. Зокрема, I-1 деталі 100 і I-2 деталі 102 укладають одну на одну в одній і тій же пачці. Переважно, деталі I-1 і I-2 розташовують на деякій відстані одна від одної, застосовуючи бруски, роздільники або проміжні прокладки. Необмежуючий приклад проміжної прокладки 104 описаний в заявці US 7060134. d. Можливе зниження часу проведення циклу на 30%. e. Поліпшується рівномірність розподілу температури в горизонтальному (тобто, поперечному) напрямі. В цій конфігурації деталі I-2 застосовують як пасивний нагрівальний елемент. f. Градієнт щільності значно регулюється завантаженням CVI печі. Див.: Фіг. 20 і Фіг. 21. ІЛЮСТРАТИВНІ ПРИКЛАДИ 9 93580 10 Експеримент № 1: На піддон 1 завантажують тільки заготовки I-1 Контроль нижньої зони: 1050°C +/- 10°C Відсутній попередній підігрів газу Таблиця 1 Піддон 1 бічний заготовка 13 заготовка 12 заготовка 11 заготовка 10 заготовка 9 заготовка 8 заготовка 7 заготовка 6 заготовка 5 заготовка 4 заготовка 3 заготовка 2 заготовка 1 Температура бічної частини °С Щільність, 3 г/см 964 н/а н/а н/а 955 н/а н/а н/а 948 н/а н/а н/а 940 1,350 1,345 1,340 1,335 1,330 1,335 1,332 1,328 1,325 1,318 1,314 1,309 1,305 Температура Піддон 1 центра3 центральної час- Щільність, г/см льний тини °С заготовка 13 914 1,250 заготовка 12 н/а 1,240 заготовка 11 н/а 1,236 заготовка 10 н/а 1,232 заготовка 9 905 1,228 заготовка 8 н/а 1,224 заготовка 7 н/а 1,220 заготовка 6 н/а 1,215 заготовка 5 898 1,213 заготовка 4 н/а 1,211 заготовка 3 н/а 1,208 заготовка 2 н/а 1,214 заготовка 1 890 1,210 Приклад № 2: На піддон 1 завантажують тільки заготовки I-1 Контроль нижньої зони: 1050°C +/- 10°C Температура попереднього підігріву газу: від 550°C до 750°C Таблиця 2 Піддон 1 бічний заготовка 13 заготовка 12 заготовка 11 заготовка 10 заготовка 9 заготовка 8 заготовка 7 заготовка 6 заготовка 5 заготовка 4 заготовка 3 заготовка 2 заготовка 1 Температура Температура біч3 Піддон 1 центра3 Щільність, г/см центральної час- Щільність, г/см ної частини °С льний тини °С 976 1,388 заготовка 13 942 1,314 н/а 1,385 заготовка 12 н/а 1,314 н/а 1,383 заготовка 11 н/а 1,312 н/а 1,382 заготовка 10 н/а 1,308 969 1,378 заготовка 9 934 1,305 н/а 1,375 заготовка 8 н/а 1,299 н/а 1,372 заготовка 7 н/а 1,295 н/а 1,369 заготовка 6 н/а 1,292 960 1,365 заготовка 5 926 1,288 н/а 1,362 заготовка 4 н/а 1,285 н/а 1,357 заготовка 3 н/а 1,283 н/а 1,348 заготовка 2 н/а 1,279 955 1,342 заготовка 1 920 1,275 Приклад № 3: На бічну частину піддону 1 завантажують заготовки I-1 + на центральну частину піддону 1 завантажують болванки I-2 Контроль нижньої зони: 1050°C +/- 10°C Температура попереднього підігріву газу: від 550°C до 750°C 11 93580 12 Таблиця 3 Піддон 1 бічний заготовка 1 заготовка 2 заготовка 3 заготовка 4 заготовка 5 заготовка 6 заготовка 7 заготовка 8 заготовка 9 заготовка 10 заготовка 11 заготовка 12 заготовка 13 Температура Температура біч3 Піддон 1 центра3 Щільність, г/см центральної час- Щільність, г/см ної частини °С льний тини °С 986 1,436 заготовка 1 968 1,784 н/а 1,430 заготовка 2 н/а 1,784 н/а 1,425 заготовка 3 н/а 1,782 н/а 1,418 заготовка 4 н/а 1,783 982 1,406 заготовка 5 956 1,782 н/а 1,398 заготовка 6 н/а 1,779 н/а 1,392 заготовка 7 н/а 1,779 н/а 1,382 заготовка 8 н/а 1,778 973 1,378 заготовка 9 948 1,775 н/а 1,369 заготовка 10 н/а 1,774 н/а 1,365 заготовка 11 н/а 1,773 н/а 1,364 заготовка 12 н/а 1,772 965 1,362 заготовка 13 940 1,771 Приклад № 4: На піддон 1 завантажують болванки I-2 Контроль нижньої зони: 1050°C +/- 10°C Температура попереднього підігріву газу: від 550°C до 750°C Таблиця 4 Піддон 1 бічний I-2 болванка 1 I-2 болванка 2 I-2 болванка 3 I-2 болванка 4 I-2 болванка 5 I-2 болванка 6 I-2 болванка 7 I-2 болванка 8 I-2 болванка 9 I-2 болванка 10 I-2 болванка 11 I-2 болванка 12 I-2 болванка 13 Температура біч3 Піддон 1 центраЩільність, г/см ної частини °С льний 990 н/а н/а н/а 987 н/а н/а н/а 981 н/а н/а н/а 975 1,805 1,801 1,797 1,797 1,796 1,795 1,795 1,793 1,791 1,789 1,788 1,785 1,785 Застосування даного винаходу дозволяє досягти ряду переваг. Згідно з існуючим рівнем техніки більший градієнт ущільнення, обумовлений завантаженням печі, спостерігають тільки при створенні більшого температурного градієнта як у поздовжньому, так і у бічному (поперечному) напрямі. Згідно з даним винаходом запропоновано декілька конфігурацій завантаження, що дозволяють звести до мінімуму температурний градієнт всередині традиційної CVI печі. У всій печі можуть бути створені більш успішно регульовані рівномірні температурні умови, і при цьому простір всередині печі, зайнятий оброблюваними субстратами, не скорочується. У протилежність цьому, традиційні рішення, наприклад, збільшення розмірів традиційного газового підігрівача, займають простір, який може бути використаний для обробки більшої кількості субстратів. I-2 болванка 1 I-2 болванка 2 I-2 болванка 3 I-2 болванка 4 I-2 болванка 5 I-2 болванка 6 I-2 болванка 7 I-2 болванка 8 I-2 болванка 9 I-2 болванка 10 I-2 болванка 11 I-2 болванка 12 I-2 болванка 13 Температура центральної частини °С 978 н/а н/а н/а 959 н/а н/а н/а 952 н/а н/а н/а 945 Щільність, г/см 3 1,785 1,784 1,783 1,783 1,782 1,780 1,779 1,778 1,775 1,774 1,773 1,773 1,771 Даний винахід дозволяє встановлювати по суті ізотермічні умови всередині і зовні пористої заготовки. Даний винахід дозволяє знижувати тривалість циклу на величину, що становить від 12% до 30%, у порівнянні з традиційними способами без зниження виробничої потужності. Пристрої, відповідні для здійснення ущільнення кільцевих заготовок, вживаних для виготовлення гальмівних дисків, описані, наприклад, в патенті США № 6572371. На Фіг. 22 показане вельми схемне зображення повністю завантаженої печі 10 для CVD/CVI обробки (тут скорочення CVD означає “хімічне осадження з газової фази” від англ. “chemical vapor deposition”). З Фіг. 22 видно, що апаратура включає графітний струмоприймач 12, нижню частину 14 струмоприймача і верхню частину 16 струмоприймача, які обмежують внутрішній об'єм 26 печі. Внутрішній об'єм 26 13 печі, що містить завантаження кільцевих субстратів або болванок 30, які пройшли попереднє ущільнення, виготовлений з вуглецевого волокна. Завантаження проводять у вигляді пачки 32 субстратів, вертикальні отвори яких в основному вирівняні один відносно іншого з утворенням внутрішнього простору. Пачка 32 може бути складена з великої кількості накладених одна на одну частин пачки, розділених одним або більше завантажувальними проміжними піддонами 42. Велика кількість завантажувальних піддонів розташована вище за зону 24 підігріву газу і нижню частину 14 струмоприймача. На Фіг. 22 також показана апаратура, що знаходиться всередині CVD/CVI печі 10. Ізоляція 20 печі розташована між індукційною котушкою 18 і графітним струмоприймачем 12. Крім того, ізоляція 8 верхньої частини печі і ізоляція 22 нижньої частини печі розташовані зовні корпусу графітного струмоприймача. Нагрів внутрішнього об'єму печі 10 проводять за допомогою струмоприймача 12, наприклад, виготовленого з графіту, який також обмежує корпус 26. Індукційна котушка 18 призначена для створення великої кількості зон нагрівання графітного струмоприймача 12. В альтернативному випадку нагрівання струмоприймача 12 може бути здійснене за рахунок опору. Інші можливі способи нагрівання включають, наприклад, резистивний нагрів з використанням ефекту Джоуля. Внутрішній об'єм печі 26 обмежений зоною 24 підігріву газу, розташованою в нижній частині печі, і реакційною камерою, що знаходиться всередині графітного струмоприймача 12, куди поміщають кільцеві субстрати. Кільцеві субстрати 30 розташовують таким чином, що вони утворюють велику кількість кільцевих вертикальних пачок, встановлених на нижньому завантажувальному піддоні 40. Кожна пачка субстратів може бути підрозділена на велику кількість накладених одна на одну частин, розділених одним або більше проміжними піддонами 42. Піддони 40 і 42 можуть бути виготовлені з графіту або вуглецьвуглецевих композитів. В них є отвори 40a і 42a, які відповідають по положенню внутрішнім отворам субстратів. Проміжні піддони спираються на стійки 44. Стійки 44 можуть бути виготовлені, наприклад, з графіту. На Фіг. 22 показаний приклад, який включає дванадцять пачок субстратів, розташованих на завантажувальному піддоні 42; при цьому, дев'ять бічних пачок розташовані на деякій відстані одна від одної по периферії піддону, а три пачки знаходяться в його центрі. Можливі і інші типи розташування. Наприклад, можуть бути використані вісім пачок, сім з яких можуть бути розташовані по периферії піддону, а одна пачка – в центрі. Кожна кільцева пачка 32 накрита зверху графітною кришкою 34, як показано на Фіг. 22, з якої видно, що внутрішній об'єм реакційної камери 26 підрозділений на велику кількість внутрішніх об'ємів 36 пачок і об'їм 28 зовні пачок. Внутрішній об'єм кожної пачки утворений цен 93580 14 тральними отворами субстратів 30 і проміжних піддонів 42, центрованими один відносно одного. На Фіг. 27 показано 12 пачок субстратів, відокремлених одна від одної за допомогою роздільників 38 або проміжними прокладками, що складаються з однієї деталі, описаними в патентній заявці США № 2004/0175564. Роздільники утворюють зазори по суті постійної висоти між сусідніми субстратами по довжині всієї пачки, але при цьому не порушують сполучення між внутрішніми об'ємами 36 пачок, утвореними центрованими отворами субстратів, і зовнішнім об'ємом 28. Кожний субстрат 30 в пачці 32 просторово відокремлений від сусіднього субстрату або, в тому випадку, якщо це можливо, від завантажувального піддону 40, 42 або кришки 34 роздільниками 38, які дозволяють створювати зазори 39 між субстратами. Роздільники 38 можуть бути розташовані таким чином, який дозволяє зберігати канали для проходження газупопередника між об'ємами 36 і 28. Вказані канали можуть бути розміщені таким чином, який дозволяє врівноважувати тиск між об'ємами 36 і 28, як описано в патенті США № 5904957, або таким чином, який дозволяє підтримувати градієнт тиску між об'ємами 36 і 28. Внутрішня зона 24 попереднього підігріву газу (див.: Фіг. 22 і 23), в якій проводять попередній підігрів газу-попередника, може бути сконструйована так, як описано, наприклад, в патенті США № 6572371, і може складатися з камери 54 попереднього підігріву, газорозподільної пластини 60 і перфорованих пластин 66, як показано на Фіг. 23. Гази-попередники вводять через отвір впускання 56, а потім вони потрапляють у канал 62a. Попередній підігрів виконують, спрямовуючи гази-попередники через велику кількість розташованих на деякій відстані одна від одної перфорованих пластин 66. Відповідно, конструкція обладнання для попереднього підігріву повинна дозволяти легко поміщати його в установку і легко витягувати його з установки для інспекції і ремонту. Камера 54 попереднього підігріву газу закрита газорозподільною пластиною 60. В газорозподільній пластині виконані канали 62a, що знаходяться у відповідності з каналом 40a і внутрішніми об'ємами 36 пачок 32. Газ, пропущений через отвір впускання 56, підігрівають в камері 54 попереднього підігріву, а потім він потрапляє в канали 62a. Попередній підігрів виконують пропусканням газівпопередників через велику кількість перфорованих пластин 66, які знаходяться на деякій відстані одна від одної і розташовані горизонтально між нижньою стінкою 14 струмоприймача і газорозподільною пластиною 60. Газ, що пропускається через канали 62a газорозподільної пластини 60, спрямовують через витяжні труби 74, які введені в канали 76. Пластина 78 спирається на газорозподільну пластину 60 за допомогою стійок 82. Витяжна труба 74 сполучена з каналом 40a нижнього завантажувального піддону 40. В кана 15 ли 40a введені графітні кільця 84, які спираються на верхні краї витяжних труб 74 і призначені для спрямовування потоку газу між пластинами 78 і 40. Пластина 40 спирається на пластину 78 за допомогою підпори 86. Після досягнення необхідної температури всередині завантаженої печі проводять введення газів-попередників через отвір впускання 56 для газу. Гази-попередники заздалегідь підігрівають пропусканням їх через перфоровані пластини 66, що знаходяться в камері 54 попереднього підігріву. Підігрітий газ витягують з камери 54 попереднього підігріву через сопла 62 і піддають подальшому нагріванню за допомогою теплообміну із стінками витяжних труб 74 і вкладками 84, після чого газ спрямовують у внутрішні об'єми пачок субстратів. Газ, що пропускається у внутрішній об'єм 36 пачки субстратів, потрапляє в об'єм 28 реакційної камери за допомогою дифузії через пори субстратів і утворює необхідну матрицю відкладень, після чого проходить через отвори 39. Відхідний газ видаляють з об'єму 28 реакційної камери через випускний отвір 17 для відхідного газу, розташований у верхній стінці 16 струмоприймача і сполучений з перекачувальним пристроєм (не показаний). Зверху на випускному отворі 17 для відхідного газу розташовані верхні щитки 5 термічного захисту, які дозволяють блокувати випромінювання під час роботи печі. У загальному випадку також відомий спосіб обробки пористих субстратів, товщина яких через будь-які причини складає меншу величину у порі 93580 16 внянні із звичайно оброблюваними деталями; при цьому один або більше таких пористих субстратів (кожний з яких має знижену товщину) збирають (наприклад, зшиванням або за допомогою механічних скріпок), одержуючи виріб, який має необхідну товщину. Наприклад, при відновленні зношених гальмівних дисків перед проведенням стадії повторного ущільнення їх іноді піддають машинній обробці, одержуючи при цьому більш тонкі деталі, які піддають повторному ущільненню. В іншому випадку із самого початку може бути отримана більш тонка заготовка, утворена меншою кількістю шарів матеріалу у порівнянні з кількістю, що звичайно використовується. Перевага використовування субстратів з меншою товщиною полягає в тому, що їх ущільнення звичайно займає менше часу, ніж ущільнення виробів «повної товщини»; іноді навіть ущільнення таких субстратів може бути проведене протягом всього лише одного циклу ущільнення, а не протягом декількох циклів. Не дивлячись на те, що даний винахід був описаний вище з посиланнями на конкретні варіанти здійснення винаходу, які були приведені для кращого розуміння і роз'яснення винаходу, слід розуміти, що даний винахід не обмежений лише конкретними деталями описаних варіантів. Більш того, фахівець в даній області техніки повинен розуміти, що існують зміни і модифікації, які можуть бути зроблені у переважних варіантах здійснення винаходу і які, проте, знаходяться в області, яка захищається даним винаходом і прикладеною формулою винаходу. 17 93580 18 19 93580 20 21 93580 22 23 93580 24 25 93580 26 27 93580 28 29 93580 30 31 93580 32 33 93580 34 35 93580 36 37 93580 38 39 93580 40 41 93580 42 43 93580 44 45 93580 46 47 Комп’ютерна верстка Л. Купенко 93580 Підписне 48 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of porous substrates densification
Автори англійськоюChang Kenny, Loisy Patrick, Baudry Yvan
Назва патенту російськоюСпособ уплотнения пористых субстратов
Автори російськоюЧанг Кенни, Луази Патрик, Бодри Иван
МПК / Мітки
МПК: C23C 16/458, C23C 16/44
Мітки: ущільнення, субстратів, пористих, спосіб
Код посилання
<a href="https://ua.patents.su/24-93580-sposib-ushhilnennya-poristikh-substrativ.html" target="_blank" rel="follow" title="База патентів України">Спосіб ущільнення пористих субстратів</a>
Спосіб та установка хімічної інфільтрації в газовій фазі для ущільнення пористих субстратів піролітичним вуглецем
Номер патенту: 86684
Опубліковано: 12.05.2009
Автори: Тебо Жак, Бертран Себастьєн, Робін-Броссе Крістіан, Домблід Жан-Люк, Бернар Бруно
МПК: C23C 16/26, C23C 16/04
Мітки: субстратів, фазі, інфільтрації, газовий, ущільнення, спосіб, піролітичним, вуглецем, установка, хімічної, пористих
Формула / Реферат:
1. Спосіб хімічної інфільтрації у газовій фазі для ущільнення пористих субстратів піролітичним вуглецем, що включає наступні етапи:завантаження у піч одного або більше ущільнюваних пористих субстратів;подача на вхід печі реакційної газової фази, яка містить реакційний газ-попередник піролітичного вуглецю, що включає в себе щонайменше один газоподібний вуглеводень СхНу, де х і у - цілі натуральні числа і 1<х<6, і газ-носій,...
Спосіб хімічної інфільтрації в паровій фазі для ущільнення пористих волокнистих заготовок, розташованих кільцеподібно штабелями
Номер патенту: 44309
Опубліковано: 15.02.2002
Автори: ЛЕЛЮАН Жан-Лук, ДОБІНІ П'єр, КРІСТІН Франсуа, ДЕЛОРЕН П'єр
МПК: C23C 16/44, C23C 16/458, C23C 16/455, C23C 16/04
Мітки: спосіб, хімічної, фазі, пористих, паровій, інфільтрації, волокнистих, ущільнення, розташованих, заготовок, кільцеподібно, штабелями
Формула / Реферат:
1. Спосіб хімічної інфільтрації в паровій фазі для ущільнення пористих волокнистих заготовок матеріалом всередині останніх, який включає завантаження ущільнюваних волокнистих заготовок всередину реакційної камери печі інфільтрації, розташування волокнистих заготовок принаймні кільцеподібно або штабелями з внутрішнім проходом, який видовжено в напрямку реакційної камери і який розгалужує внутрішній канал з проміжками, залишеними між...
Спосіб отримання пористих виробів
Номер патенту: 30481
Опубліковано: 25.02.2008
Автори: Леховіцер Зоя Васильовна, Биков Ігор Олегович, Клочихін Валерій Григорович, Герасименко Ірина Олексіївна
МПК: B22F 3/11
Мітки: пористих, виробів, спосіб, отримання
Формула / Реферат:
Спосіб отримання пористих виробів, що включає пресування і спікання пористих порошкових матеріалів з гранул, який відрізняється тим, що пресування здійснюють при питомому тиску до 0,2 т/см2, а спікання здійснюють у формах необхідної конфігурації в середовищі захисного газу, наприклад дисоційованого аміаку, при Т=750-860 °С, при цьому як порошковий матеріал використовують гранули корозійностійкого порошку, наприклад бронзи, фракцією 0,4-0,63...
Метод формування пористих магнітних композитів, що містять гомо- та гетерометалічні наночастинки оксидів 3d металів в пористих матрицях, шляхом термічного або мікрохвильового розкладу поліядерних комплексів в р
Номер патенту: 32259
Опубліковано: 12.05.2008
Автори: Василенко Інна Вілоріївна, Касьян Наталія Володимирівна, Котенко Ігор Євгенович, Павліщук Віталій Валентинович, Швець Олексій Васильович, Колотілов Сергій Володимирович
МПК: B01J 20/00
Мітки: розкладу, гомо, гетерометалічні, металів, комплексів, формування, термічного, наночастинки, метод, мікрохвильового, шляхом, поліядерних, містять, магнітних, композитів, оксидів, пористих, матрицях
Формула / Реферат:
1. Метод формування пористих магнітних композитів, що містять гомо- та гетерометалічні наночастинки оксидів 3d металів в пористих матрицях, шляхом термічного або мікрохвильового розкладу поліядерних комплексів в розчинах з високою температурою кипіння для різних за природою субстратів, зокрема органічних та неорганічних речовин, газів, сполук біологічного походження, що полягає в інкорпоруванні магнітних наночастинок оксидів 3d металів в...
Спосіб зволоження капілярно-пористих матеріалів
Номер патенту: 82407
Опубліковано: 10.04.2008
Автори: Бовсуновський Олександр Валерійович, Луцик Ростислав Володимирович, Матвієнко Олег Андрійович, Мусієнко Володимир Оникійович
МПК: A43D 11/00
Мітки: капілярно-пористих, матеріалів, зволоження, спосіб
Формула / Реферат:
Спосіб зволоження капілярно-пористих матеріалів, що включає обробку поверхні матеріалів з бахтарм'яної сторони дрібнодисперсною водоповітряною сумішшю, який відрізняється тим, що обробку здійснюють дрібнодисперсною водоповітряною сумішшю, утвореною з повітря та води, електроактивованої до рН 2,5-3,5 або до рН 9,5-10,5.
Попередній патент: Пристрій корекції якості електроенергії
Наступний патент: Засіб, що містить g-csf, для профілактики і лікування діабетичної периферичної невропатії
Випадковий патент: Спосіб відновлювання внутрішніх кілець буксового підшипника