Торцева пластина для контейнерів гарячого ізостатичного пресування, контейнер гарячого ізостатичного пресування і спосіб гарячого ізостатичного пресування
Номер патенту: 111398
Опубліковано: 25.04.2016
Автори: Косол Едвард А., Ліпєцкі Пітер, Тома Жан-Філіпп А., Перес Джозеф Ф.

Формула / Реферат
1. Торцева пластина контейнера гарячого ізостатичного пресування, що містить:
центральну область; і
основну область, що простягається радіально від центральної області і закінчується у куті по периметру торцевої пластини, що містить кромку периметра, виконану з можливістю сполучення з корпусною частиною контейнера; в якій товщина торцевої пластини зростає від центральної області до кута і визначає кут конусності; і
внутрішня поверхня кута включає закруглену область, по якій основна ділянка плавно переходить у кромку периметра.
2. Торцева пластина за п. 1, яка відрізняється тим, що додатково містить: по суті плоску зовнішню поверхню; і
внутрішню поверхню, причому кут конусності визначається збільшенням відстані між зовнішньою поверхнею і внутрішньою поверхнею в основній області разом із збільшенням відстані від центральної області.
3. Торцева пластина за п. 2, яка відрізняється тим, що кромка периметра складається з фаски, виконаної для проходження зварного шва для зварювання торцевої пластини і корпусної частини контейнера для гарячого ізостатичного пресування.
4. Торцева пластина за п. 2, яка відрізняється тим, що додатково містить щонайменше один заповнюючий стрижень, що відрізняється тим, що щонайменше один заповнюючий стрижень виконаний з можливістю забезпечення рідинного зв'язку з внутрішнім об'ємом контейнера гарячого ізостатичного пресування, коли торцева пластина прикріплена до корпусної частини контейнера гарячого ізостатичного пресування.
5. Торцева пластина за п. 4, яка відрізняється тим, що містить тільки один заповнюючий стрижень.
6. Торцева пластина за п. 2, яка відрізняється тим, що складається щонайменше з одного з наступних матеріалів: низьковуглецевої сталі, м'якої сталі і нержавіючої сталі.
7. Торцева пластина за п. 2, яка відрізняється тим, що щонайменше частина торцевої пластини пройшла фінішну обробку електрополіруванням.
8. Торцева пластина за п. 2, яка відрізняється тим, що виконана з можливістю кріплення до циліндричної корпусної частини контейнера гарячого ізостатичного пресування.
9. Контейнер для гарячого ізостатичного пресування порошкового матеріалу, що містить:
циліндричну корпусну частину, що має круговий перший кінець і круговий другий кінець;
першу торцеву пластину, яка приварена до першого кругового кінця циліндричної корпусної частини і містить центральну область і основну область, яка простягається радіально від центральної області і закінчується у куті по периметру торцевої пластини, що містить кромку периметра, виконану з можливістю сполучення з корпусною частиною, при тому товщина торцевої пластини збільшується від центральної області до кута і визначає кут конусності, і в якій внутрішня поверхня кута містить закруглену частину, по якій основна ділянка плавно переходить у кромку периметра;
і другу торцеву пластину, приварену до другого кругового кінця циліндричної корпусної частини.
10. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що перша торцева пластина додатково містить:
по суті плоску зовнішню поверхню; і
внутрішню поверхню, при тому кут конусності, що визначається збільшенням відстані між зовнішньою поверхнею і внутрішньою поверхнею в основній області, збільшується разом із відстанню від центральної області.
11. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, в якому кромка периметра першої торцевої пластини додатково містить фаску, виконану з можливістю прохождения зварного шва для зварювання першої торцевої пластини і першого кругового кінця циліндричної корпусної частини контейнера.
12. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що перша торцева пластина додатково містить щонайменше один заповнюючий стрижень, причому щонайменше один заповнюючий стрижень виконаний з можливістю забезпечення рідинного зв'язку з внутрішнім об'ємом контейнера, коли перша торцева пластина приварена до першого кругового кінця циліндричної корпусної частини контейнера.
13. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 12, який відрізняється тим, що перша торцева пластина містить лише один заповнюючий стрижень.
14. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що перша торцева пластина складається щонайменше з одного з наступних матеріалів: низьковуглецевої сталі, м'якої сталі і нержавіючої сталі.
15. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що щонайменше частина першої торцевої пластини пройшла фінішну обробку електрополіруванням.
16. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що друга торцева пластина містить:
центральну область; і
основну область, що простягається радіально від центральної області і що закінчується у куті по периметру торцевої пластини, що містить кромку периметра, виконану з можливістю сполучення з корпусною частиною контейнера;
причому товщина торцевої пластини збільшується від центральної області до кута і визначає кут конусності; і
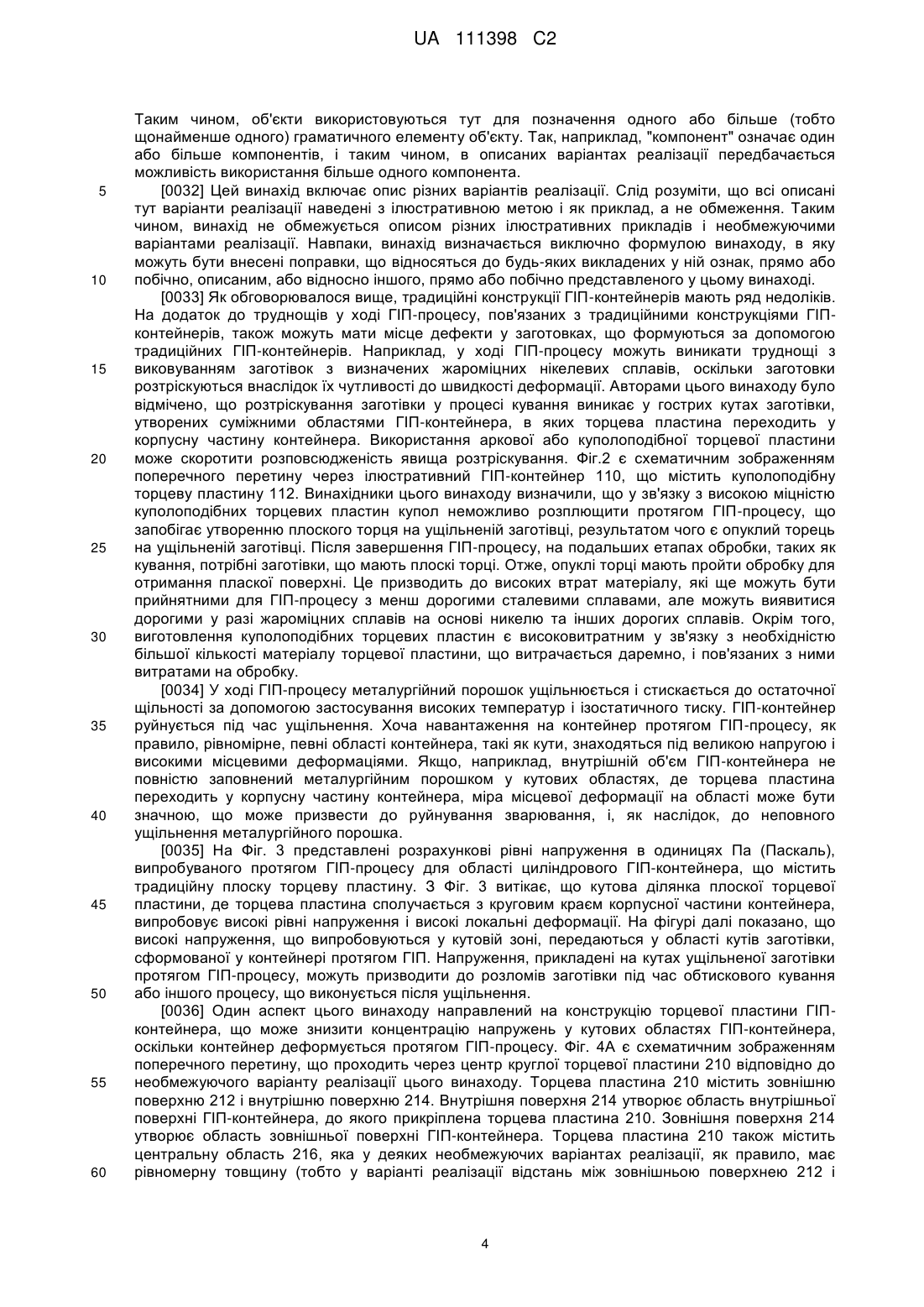
причому внутрішня поверхня кута містить закруглену частину, по якій основна область плавно переходить у кромку периметра.
17. Контейнер за п. 16, в якому друга торцева пластина додатково містить: внутрішню поверхню, при цьому кут конусності задається шляхом збільшення відстані між зовнішньою поверхнею та внутрішньою поверхнею на основній області разом із збільшенням відстані від центральної області.
18. Спосіб гарячого ізостатичного пресування порошкового матеріалу, який включає:
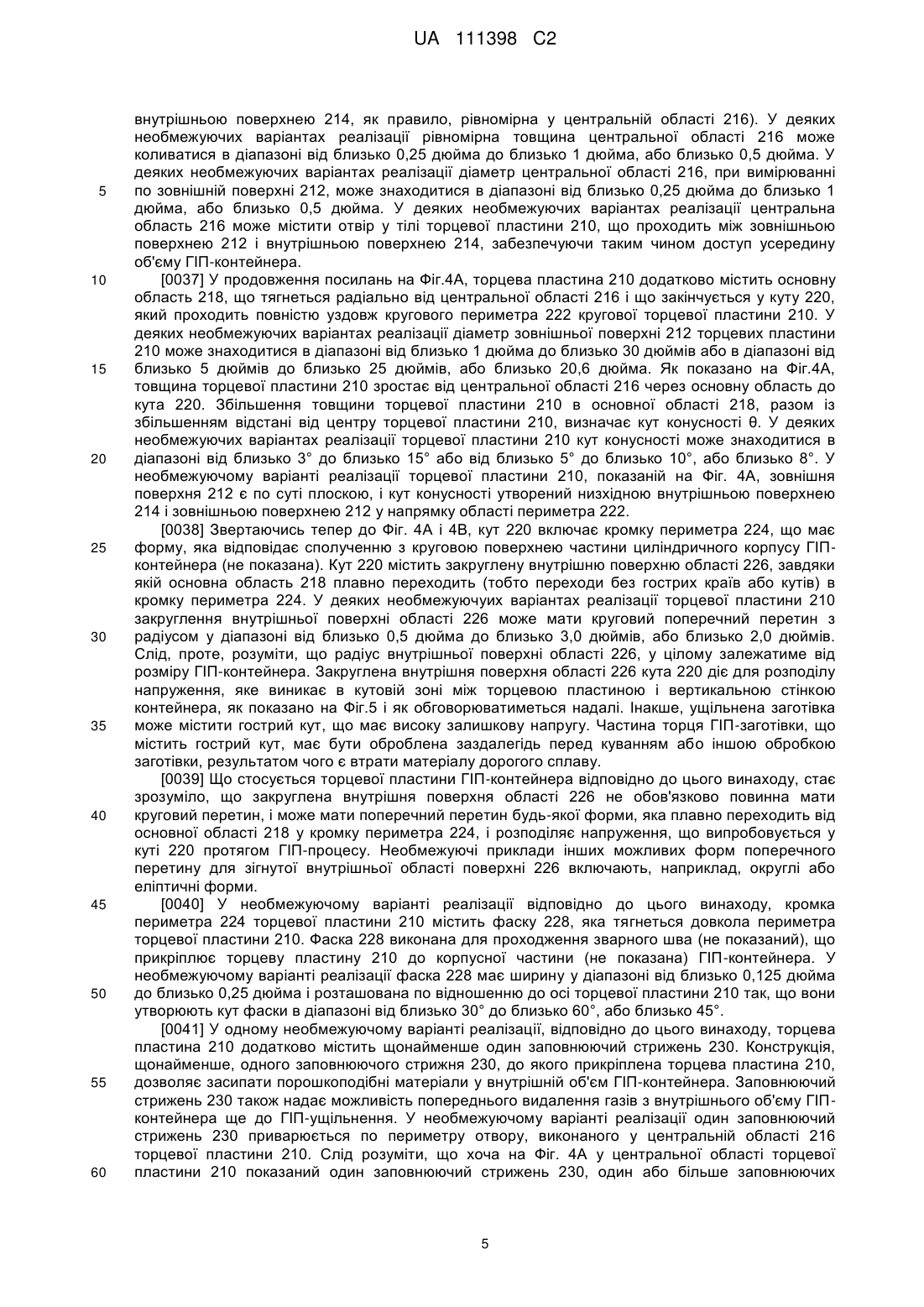
надавання контейнера для гарячого ізостатичного пресування, що містить:
циліндричну корпусну частину, що має перший круговий кінець і другий круговий кінець,
першу торцеву пластину, приварену до кругового першого кінця циліндричної корпусної частини, що складається з центральної області і основної області, що простягається радіально від центральної області і закінчується у куті по периметру торцевої пластини, що містить кромку периметра, виконану з можливістю сполучення з корпусною частиною контейнера,
при цьому товщина торцевої пластини збільшується від центральної області до кута і визначає кут конусності, а внутрішня поверхня кута містить закруглену частину, по якій основна область плавно переходить у кромку периметра;
заповнюючий стрижень, прикріплений до першої торцевої пластини, який забезпечує рідинний зв'язок з внутрішнім об'ємом контейнера;
і другу торцеву пластину, приварену до другого кругового кінця циліндричної корпусної частини;
розміщення щонайменше одного металургійного порошку у контейнері через заповнюючий стрижень;
видалення повітря з контейнера через заповнюючий стрижень;
обтискання заповнюючого стрижня для герметичного запечатування контейнера; і
гаряче ізостатичне пресування контейнера для виробництва заготовки гарячим ізостатичним пресуванням.
19. Спосіб за п. 18, в якому перша торцева пластина контейнера додатково містить:
переважно плоску зовнішню поверхню; і
внутрішню поверхню, кут конусності якої визначається збільшенням відстані між зовнішньою поверхнею і внутрішньою поверхнею в основній області, разом із збільшенням відстані від центральної області.
20. Спосіб за п. 18, який відрізняється тим, що кромка периметра першої торцевої пластини додатково містить:
фаску, виконану з можливістю проходження зварного шва для зварювання першої торцевої пластини з першим круговим кінцем циліндричної корпусної частини контейнера.
21. Спосіб за п. 18, який відрізняється тим, що металургійний порошок є порошком жароміцного нікелевого сплаву.
22. Спосіб за п. 18, який відрізняється тим, що металургійним порошком є один з наступних: порошок сплаву Rolls Royce RR1000, порошок сплаву Alloy 10 і порошок низьковуглецевого сплаву ASTROLOY.
Текст
Реферат: Торцева пластина контейнера для гарячого ізостатичного пресування містить центральну область і основну область, що тягнеться радіально від центральної області і що закінчується у куті по периметру торцевої пластини. Товщина торцевої пластини збільшується від центральної області до кута, визначаючи кут конусності. Кут містить внутрішню поверхню, що містить закруглену частину, по якій основна область плавно переходить у кромку. Контейнер гарячого ізостатичного пресування містить щонайменше одну з торцевих пластин, також розкритих разом із способом гарячого ізостатичного пресування металургійного порошку з використанням гарячого ізостатичного контейнера. UA 111398 C2 (12) UA 111398 C2 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Цей винахід у цілому відноситься до гарячого ізостатичного пресування. Деякі аспекти цього винаходу відносяться до контейнерів і способів гарячого ізостатичного пресування. РІВЕНЬ ТЕХНІКИ [0002] Гаряче ізостатичне пресування, що часто скорочено називається "ГІП", є виробничим процесом виготовлення крупних виробів способом порошкової металургії, таких як, але не обмежуючись ними, великі циліндри. ГІП зазвичай використовується для скріплення порошків металів і металевих сплавів в ущільнені поковки усередині порошкового контейнера, які можуть бути заготовками циліндричної або іншої брускової форми. ГІП-процес покращує механічні властивості матеріалу і створює зручності для подальшого кування і інших видів обробки. [0003] Типовий ГІП-процес включає стадію завантаження порошкоподібного металу і порошку металевого сплаву ("металургійного порошку") у герметичний контейнер або на гнучку мембрану, що діє як обмежувач тиску між порошком і оточуючим матеріалом, що передає тиск. Матеріалом, що передає тиск, може бути рідина або, що зустрічається частіше, інертний газ, такий як аргон. У ГІП-процесах, в яких використовується контейнер, порошок, що завантажується у контейнер, поміщається у камеру тиску і нагрівається до температури, при якій металургійний порошок усередині контейнера утворює металургійні зв'язки. Камера знаходиться під тиском і витримується при високому тиску і температурі. Контейнер деформується, і металургійний порошок усередині контейнера стискається. Використання ізостатичного тиску забезпечує рівномірний тиск ущільнення по всій масі металургійного порошку, результатом чого є розподіл однорідної щільності у затверділому ущільненому брикеті. [0004] ГІП-контейнер може мати циліндричну або будь-яку іншу бажану форму, прийнятну для формування необхідної ущільненої фігури з металургійного порошку, розміщеного у контейнері. На Фіг. 1A схематично зображена конструкція звичайного ГІП-контейнера у вигляді власне контейнера 100, що містить циліндричну сталеву стінку і плоску або уступчатую торцеву пластину. Фіг. 1B зображує схематичне зображення поперечного перетину частини ГІПконтейнера 100, що проходить через центральну вісь. ГІП-контейнер 100 містить корпус 102 і плоскі торцеві пластини 104, закріплені на кожному кінці корпусної частини 102 за допомогою зварних швів 106. Заповнюючі стрижні 108 прикріплюються до торцевих пластин 104 і виконані таким чином, щоб наповнювати контейнер 100 металургійним порошком і забезпечувати видалення повітря з контейнера 100. Після того, як контейнер 100 заповнений металургійним порошком і повітря видалене з контейнера 100, контейнер 100 запечатується. Запечатування може бути досягнуте шляхом стискання заповнюючих стрижнів 108 або іншими засобами для ізоляції внутрішнього об'єму контейнера 100 від зовнішнього середовища. Корпусна частина 102, торцеві пластини 104 і заповнюючі стрижні 108, як правило, виготовляються з м'якої або неіржавіючої сталі. [0005] Традиційні конструкції ГІП-контейнерів мають ряд недоліків. Например, важко очистити внутрішній об'єм звичайних циліндрових ГІП-контейнерів після збирання. Крім того, не представляється можливим повне заповнення металургійним порошком внутрішнього об'єму традиційного ГІП-контейнера через труднощі горизонтального переміщення порошку після його надходження до контейнеру через заповнюючий стрижень. Деякі конструкції ГІП-контейнерів містять кілька заповнюючих стрижнів, щоб покращити наповнення контейнера і підсилити ефективність дегазації. Включення додаткових заповнюючих стрижнів, проте, збільшує вартість, створює додаткові точки можливих несправностей у контейнері в ході ГІП-процеса і, як правило, чинить лише незначний вплив на підвищення ефективності вакуумної дегазації. Зварні шви, що прикріплюють заповнюючі стрижні до торцевої пластини (і прикріплюють торцеві пластини до корпусу контейнера), знаходяться під надзвичайним напруженням під час ГІП-ущільнення у зв'язку з використанням високих місцевих деформацій, а з урахуванням декількох заповнюючих стрижнів, що застосовуються для вирішення проблеми заповнення порошком, збільшують ризик пошкодження зварювання під час ГІП-ущільнення. Крім того, контейнер традиційної конструкції, що містить декілька заповнюючих стрижнів, необхідно перевертати протягом ГІП-процеса, щоб переконатися, що всі стрижні наповнені металургійним порошком, а також з метою запобігання руйнуванню стрижнів під час ущільнення. Така процедура підвищує ризик для персоналу і створює можливість часткових пошкоджень. [0006] Відповідно, існує необхідність у вдосконаленій конструкції ГІП-контейнера. Така конструкція, бажано, направлена на вирішення проблем заповнення порошком, пов'язаних з традиційними конструкціями контейнерів, але без вимоги додаткової кількості заповнюючих стрижнів у контейнері. КОРОТКИЙ ОПИС ВИНАХОДУ 1 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0007] Один необмежуючий аспект цього винаходу відноситься до торцевої пластині ГІПконтейнера. Торцева пластина містить центральну область і основну область, що тягнеться радіально від центральної області і закінчується у куті на краю торцевої пластини. Кут включає кромку периметра, виконану у сполученні з корпусною частиною контейнера. Товщина торцевої пластини зростає від центральної області до кута і визначає кут конусності. Внутрішня поверхня кута містить закруглену частину, завдяки якій основна область плавно переходить у кромку. [0008] Інший необмежуючий аспект цього винаходу направлений на завантажуваний у контейнер порошковий матеріал для ГІП-процеса. ГІП-контейнер складається з циліндричної корпусної частини, що містить перший круговий кінець і другий круговий кінець. Перша торцева пластина приварена до першого кругового кінця корпусної частини. Друга торцева пластина приварена до другого кругового кінця корпусної частини. Перша торцева пластина містить центральну область і основну область, що тягнеться радіально від центральної області і закінчується у куті на краю першої торцевої пластини. Кут включає кромку периметра, виконану у сполученні з корпусною частиною контейнера. Товщина першої торцевої пластини зростає від центральної області до кута і визначає кут конусності. Внутрішня поверхня кута містить закруглену частину, завдяки якій основна область плавно переходить у кромку. Перша торцева пластина додатково містить заповнюючий стрижень, за допомогою якого порошок може бути введений у внутрішній об'єм ГІП-контейнера. [0009) Ще один необмежуючий аспект цього винаходу відноситься до способу ГІП порошкоподібного матеріалу. Спосіб включає використання ГІП-контейнера, що містить циліндричну корпусну частину, у тому числі перший круговий кінець і другий круговий кінець. Перша торцева пластина приварена до першого кінця кругової корпусної частини. Друга торцева пластина приварена до другого кінця кругової корпусної частини. Перша торцева пластина містить центральну область і основну область, що тягнеться радіально від центральної області і закінчується у куту на краю першої торцевої пластини. Кут включає кромку периметра, виконану у сполученні з корпусною частиною контейнера. Товщина першої торцевої пластини зростає від центральної області до кута і визначає кут конусності. Внутрішня поверхня кута містить закруглену частину, завдяки якій основна область плавно переходить у кромку. Перша торцева пластина додатково містить заповнюючий стрижень, за допомогою якого порошок може бути введений у внутрішній об'єм ГІП-контейнера. Принаймні один металургійний порошок вводиться у внутрішній об'єм контейнера через заповнюючий стрижень. Повітря віддаляється з внутрішнього об'єму ГІП-контейнера через заповнюючий стрижень. Заповнюючий стрижень перетискається для герметизації внутрішнього об'єму від зовнішньої атмосфери, і ГІП контейнер піддається гарячому ізостатичному пресуванню. [0010] Ще один додатковий необмежуючий аспект даного винаходу відноситься до заготівки, утвореної ГІП-процесом з металургійного порошку. ГІП-заготовка містить, щонайменше, один плаский торець, що утворився під час ГІП-процеса. По суті плаский торець зменшує або усуває необхідність обробки торця заготівки після закінчення ГІП-процеса. В одному необмежуючому варіанті реалізації така заготівка складається з жароміцного сплаву на основі нікелю. КОРОТКИЙ ОПИС ФІГУР [0011] Відмітні ознаки і переваги способів і виробів, описаних у цьому документі, можуть бути краще зрозумілі за допомогою посилання на креслення, що додаються, на яких: [0012] Фіг. 1А є схематичним зображення традиційного циліндрового ГІП-контейнера, що містить пласку торцеву пластину; [0013] Фіг. 1В є схематичним зображенням поперечного перетину області традиційного циліндрового ГІП-контейнера за Фіг.1А, яке відрізняється тим, що поперечний перетин виконаний уздовж повздовжньої осі і проходит крізь частину торцевої пластини і корпусної частини контейнера; [0014] Фіг. 2 є схематичним зображенням поперечного перетину області ГІП-контейнера, що містить купольні торцеві пластини; [0015] Фіг. 3 показує напруження, що виникають під час ГІП-процеса на області заповненого металургійним порошком ГІП-контейнера, що містить традиційну пласку торцеву пластину; [0016] Фіг. 4А є схематичним зображенням поперечного перетину необмежуючого варіанту реалізації конічної торцевої пластини для ГІП-контейнера відповідно до цього винаходу; [0017] Фіг. 4В є виділеним зображенням кутової області конічної торцевої пластини, що показана на Фіг.4А; [0018] Фіг. 5 показує напруження, що виникають під час ГІП-процеса на області конічної торцевої пластини, реалізованої у ГІП-контейнері відповідно до цього винаходу; [0019] Фіг. 6 є схематичним зображенням поперечного перетину необмежуючого варіанту реалізації ГІП-контейнера відповідно до цього винаходу; 2 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0020] Фіг. 7 є блок-схемою послідовних кроків необмежуючого варіанту реалізації ГІПспособу відповідно до цього винаходу; [0021] Фіг. 8 є схематичним зображенням поперечного перетину необмежуючого варіанту реалізації брускової заготовки, у тому числі, по суті, з плоским торцем, утвореним з металургійного порошку за допомогою ГІП-способу відповідно до цього винаходу; [0022] Фіг. 9А є виділеним схематичним зображенням поперечного перетину за необмежуючим варіантом реалізації кругової торцевої пластини з неіржавіючої сталі AISI T-304 для ГІП-контейнера відповідно до цього винаходу; [0023] Фіг. 9В є збільшеним видом розрізу, який є всередині кругової переривистої лінії на Фіг.9А; [0024] Фіг. 10А є графіком залежності температури від часу за необмежуючим варіантом реалізації ГІП-способу, що використовується для ущільнення порошку жароміцного нікелевого сплаву RR1000, відповідно до цього винаходу; [0025] Фіг.10В є графіком залежності тиску від часу за необмежуючим варіантом реалізації ГІП-процесу, що використовується для ущільнення порошку жароміцного нікелевого сплаву RR1000, відповідно до цього винаходу; і [0026] Фіг.11 є фотографією ГІП-контейнера за необмежуючим варіантом реалізації відповідно до цього винаходу. [0027] Читач зможе гідно оцінити вищезгадані деталі, нарівні з іншими, після розгляду подальшого детального опису деяких необмежуючих варіантів реалізації відповідно до цього винаходу. ДЕТАЛЬНИЙ ОПИС ВИНАХОДУ [0028] Слід розуміти, що певні описи варіантів реалізації, розкритих тут, були спрощені для того, щоб проілюструвати лише ті елементи, ознаки і аспекти, які є суттєвими для ясного розуміння варіантів реалізації, що розкриваються, у той же час усуваючи - для більшої ясності інші елементи, ознаки і аспекти. Фахівцям середнього рівня кваліфікації у даній області техніки при розгляді цього опису розкритих варіантів реалізації, буде зрозуміло, що інші елементи та∕або ознаки можуть бути бажані у конкретному варіанті реалізації або застосуванні розкритих варіантів реалізації. Проте, опис подібних елементів та∕або ознак не передбачається цим документом, оскільки вони легко можуть бути встановлені і реалізовані фахівцями середнього рівня кваліфікації у даній області техніки після розгляду цього опису варіантів реалізації, і, отже, не є необхідними для повного розуміння варіантів реалізації, що розкриваються. Тобто, опис, викладений у цьому документі, є лише наближеним і ілюстративним по відношенню до розкритих варіантів реалізації і не призначений для обмеження обсягу прав, заявлених у винаході, який визначається виключно формулою винаходу. [0029] У цьому описі необмежуючих варіантів реалізації, відмінних від застосованих у діючих зразках, або якщо не вказане інше, усі числа, що виражають кількості або характеристики, слід розуміти як модифіковані у всіх випадках терміном "приблизно". Відповідно, якщо не вказане інше, будь-які чисельні набори параметрів надалі і далі в подальших описах, є наближеними і можуть варіюватися залежно від необхідних властивостей, які необхідно отримати за даним предметом відповідно до цього винаходу. Принаймні, і не як спроба обмежити застосування доктрини еквівалентів до обсягу формули винаходу, кожен чисельний параметр, передбачений у цьому документі, як мінімум, слід тлумачити у світлі кількості наведених значимих цифр і із застосуванням звичайних методів округлення. [0030] Крім того, будь-який чисельний діапазон, що наводиться тут, призначений для включення всіх піддіапазонів, що знаходяться в середині нього. Наприклад, діапазон від 1 до 10 призначений для включення всіх піддіапазонів між наведеним мінімальним значенням 1 і наведеним максимальним значенням 10 (включно), тобто, маючи мінімальне значення, рівне або більше 1, а максимальне значення, рівне або менше 10. Будь-яке максимальне чисельне обмеження, наведене у цьому документі, передбачає охоплення усіх нижчих чисельних обмежень, включених у нього, а також будь-яке мінімальне чисельне обмеження, наведене в цьому документі, передбачає охоплення всіх вищих чисельних обмежень, включених у нього. Відповідно, Заявники залишають за собою право вносити зміни у цей опис винаходу, включаючи формулу винаходу, безпосередньо приймати будь-який піддіапазон усередині діапазонів, явно наведених у цьому документі. Усі такі діапазони, за своєю суттю, мають бути описані в цьому документі так, що внесення змін до будь-яких подібних піддіапазонів, наведених у цьому документі, відповідатимуть вимогам абзацу першого 35 U.S.C.§ 112, і § 132(а) 35 U.S.C… [0031] Граматичні об'єкти "один", "a", "an" і "the", використані у цьому документі, використовуються у значенні "щонайменше один" або "один або більше", якщо не вказане інше. 3 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 60 Таким чином, об'єкти використовуються тут для позначення одного або більше (тобто щонайменше одного) граматичного елементу об'єкту. Так, наприклад, "компонент" означає один або більше компонентів, і таким чином, в описаних варіантах реалізації передбачається можливість використання більше одного компонента. [0032] Цей винахід включає опис різних варіантів реалізації. Слід розуміти, що всі описані тут варіанти реалізації наведені з ілюстративною метою і як приклад, а не обмеження. Таким чином, винахід не обмежується описом різних ілюстративних прикладів і необмежуючими варіантами реалізації. Навпаки, винахід визначається виключно формулою винаходу, в яку можуть бути внесені поправки, що відносяться до будь-яких викладених у ній ознак, прямо або побічно, описаним, або відносно іншого, прямо або побічно представленого у цьому винаході. [0033] Як обговорювалося вище, традиційні конструкції ГІП-контейнерів мають ряд недоліків. На додаток до труднощів у ході ГІП-процесу, пов'язаних з традиційними конструкціями ГІПконтейнерів, також можуть мати місце дефекти у заготовках, що формуються за допомогою традиційних ГІП-контейнерів. Наприклад, у ході ГІП-процесу можуть виникати труднощі з виковуванням заготівок з визначених жароміцних нікелевих сплавів, оскільки заготовки розтріскуються внаслідок їх чутливості до швидкості деформації. Авторами цього винаходу було відмічено, що розтріскування заготівки у процесі кування виникає у гострих кутах заготівки, утворених суміжними областями ГІП-контейнера, в яких торцева пластина переходить у корпусну частину контейнера. Використання аркової або куполоподібної торцевої пластини може скоротити розповсюдженість явища розтріскування. Фіг.2 є схематичним зображенням поперечного перетину через ілюстративний ГІП-контейнер 110, що містить куполоподібну торцеву пластину 112. Винахідники цього винаходу визначили, що у зв'язку з високою міцністю куполоподібних торцевих пластин купол неможливо розплющити протягом ГІП-процесу, що запобігає утворенню плоского торця на ущільненій заготівці, результатом чого є опуклий торець на ущільненій заготівці. Після завершення ГІП-процесу, на подальших етапах обробки, таких як кування, потрібні заготівки, що мають плоскі торці. Отже, опуклі торці мають пройти обробку для отримання пласкої поверхні. Це призводить до високих втрат матеріалу, які ще можуть бути прийнятними для ГІП-процесу з менш дорогими сталевими сплавами, але можуть виявитися дорогими у разі жароміцних сплавів на основі никелю та інших дорогих сплавів. Окрім того, виготовлення куполоподібних торцевих пластин є високовитратним у зв'язку з необхідністю більшої кількості матеріалу торцевої пластини, що витрачається даремно, і пов'язаних з ними витратами на обробку. [0034] У ході ГІП-процесу металургійний порошок ущільнюється і стискається до остаточної щільності за допомогою застосування високих температур і ізостатичного тиску. ГІП-контейнер руйнується під час ущільнення. Хоча навантаження на контейнер протягом ГІП-процесу, як правило, рівномірне, певні області контейнера, такі як кути, знаходяться під великою напругою і високими місцевими деформаціями. Якщо, наприклад, внутрішній об'єм ГІП-контейнера не повністю заповнений металургійним порошком у кутових областях, де торцева пластина переходить у корпусну частину контейнера, міра місцевої деформації на області може бути значною, що може призвести до руйнування зварювання, і, як наслідок, до неповного ущільнення металургійного порошка. [0035] На Фіг. 3 представлені розрахункові рівні напруження в одиницях Па (Паскаль), випробуваного протягом ГІП-процесу для області циліндрового ГІП-контейнера, що містить традиційну плоску торцеву пластину. З Фіг. 3 витікає, що кутова ділянка плоскої торцевої пластини, де торцева пластина сполучається з круговим краєм корпусної частини контейнера, випробовує високі рівні напруження і високі локальні деформації. На фігурі далі показано, що високі напруження, що випробовуються у кутовій зоні, передаються у області кутів заготівки, сформованої у контейнері протягом ГІП. Напруження, прикладені на кутах ущільненої заготівки протягом ГІП-процесу, можуть призводити до розломів заготівки під час обтискового кування або іншого процесу, що виконується після ущільнення. [0036] Один аспект цього винаходу направлений на конструкцію торцевої пластини ГІПконтейнера, що може знизити концентрацію напружень у кутових областях ГІП-контейнера, оскільки контейнер деформується протягом ГІП-процесу. Фіг. 4А є схематичним зображенням поперечного перетину, що проходить через центр круглої торцевої пластини 210 відповідно до необмежуючого варіанту реалізації цього винаходу. Торцева пластина 210 містить зовнішню поверхню 212 і внутрішню поверхню 214. Внутрішня поверхня 214 утворює область внутрішньої поверхні ГІП-контейнера, до якого прикріплена торцева пластина 210. Зовнішня поверхня 214 утворює область зовнішньої поверхні ГІП-контейнера. Торцева пластина 210 також містить центральну область 216, яка у деяких необмежуючих варіантах реалізації, як правило, має рівномерну товщину (тобто у варіанті реалізації відстань між зовнішньою поверхнею 212 і 4 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 60 внутрішньою поверхнею 214, як правило, рівномірна у центральній області 216). У деяких необмежуючих варіантах реалізації рівномірна товщина центральної області 216 може коливатися в діапазоні від близько 0,25 дюйма до близько 1 дюйма, або близько 0,5 дюйма. У деяких необмежуючих варіантах реалізації діаметр центральної області 216, при вимірюванні по зовнішній поверхні 212, може знаходитися в діапазоні від близько 0,25 дюйма до близько 1 дюйма, або близько 0,5 дюйма. У деяких необмежуючих варіантах реалізації центральна область 216 може містити отвір у тілі торцевої пластини 210, що проходить між зовнішньою поверхнею 212 і внутрішньою поверхнею 214, забезпечуючи таким чином доступ усередину об'єму ГІП-контейнера. [0037] У продовження посилань на Фіг.4А, торцева пластина 210 додатково містить основну область 218, що тягнеться радіально від центральної області 216 і що закінчується у куту 220, який проходить повністю уздовж кругового периметра 222 кругової торцевої пластини 210. У деяких необмежуючих варіантах реалізації діаметр зовнішньої поверхні 212 торцевих пластини 210 може знаходитися в діапазоні від близько 1 дюйма до близько 30 дюймів або в діапазоні від близько 5 дюймів до близько 25 дюймів, або близько 20,6 дюйма. Як показано на Фіг.4А, товщина торцевої пластини 210 зростає від центральної області 216 через основну область до кута 220. Збільшення товщини торцевої пластини 210 в основної області 218, разом із збільшенням відстані від центру торцевої пластини 210, визначає кут конусності θ. У деяких необмежуючих варіантах реалізації торцевої пластини 210 кут конусності може знаходитися в діапазоні від близько 3° до близько 15° або від близько 5° до близько 10°, або близько 8°. У необмежуючому варіанті реалізації торцевої пластини 210, показаній на Фіг. 4А, зовнішня поверхня 212 є по суті плоскою, і кут конусності утворений низхідною внутрішньою поверхнею 214 і зовнішньою поверхнею 212 у напрямку області периметра 222. [0038] Звертаючись тепер до Фіг. 4A і 4В, кут 220 включає кромку периметра 224, що має форму, яка відповідає сполученню з круговою поверхнею частини циліндричного корпусу ГІПконтейнера(не показана). Кут 220 містить закруглену внутрішню поверхню області 226, завдяки якій основна область 218 плавно переходить (тобто переходи без гострих країв або кутів) в кромку периметра 224. У деяких необмежуючуих варіантах реалізації торцевої пластини 210 закруглення внутрішньої поверхні області 226 може мати круговий поперечний перетин з радіусом у діапазоні від близько 0,5 дюйма до близько 3,0 дюймів, або близько 2,0 дюймів. Слід, проте, розуміти, що радіус внутрішньої поверхні області 226, у цілому залежатиме від розміру ГІП-контейнера. Закруглена внутрішня поверхня області 226 кута 220 діє для розподілу напруження, яке виникає в кутовій зоні між торцевою пластиною і вертикальною стінкою контейнера, як показано на Фіг.5 і як обговорюватиметься надалі. Інакше, ущільнена заготівка може містити гострий кут, що має високу залишкову напругу. Частина торця ГІП-заготівки, що містить гострий кут, має бути оброблена заздалегідь перед куванням або іншою обробкою заготівки, результатом чого є втрати матеріалу дорогого сплаву. [0039] Що стосується торцевої пластини ГІП-контейнера відповідно до цього винаходу, стає зрозуміло, що закруглена внутрішня поверхня області 226 не обов'язково повинна мати круговий перетин, і може мати поперечний перетин будь-якої форми, яка плавно переходить від основної області 218 у кромку периметра 224, і розподіляє напруження, що випробовується у куті 220 протягом ГІП-процесу. Необмежуючі приклади інших можливих форм поперечного перетину для зігнутої внутрішньої області поверхні 226 включають, наприклад, округлі або еліптичні форми. [0040] У необмежуючому варіанті реалізації відповідно до цього винаходу, кромка периметра 224 торцевої пластини 210 містить фаску 228, яка тягнеться довкола периметра торцевої пластини 210. Фаска 228 виконана для проходження зварного шва (не показаний), що прикріплює торцеву пластину 210 до корпусної частини (не показана) ГІП-контейнера. У необмежуючому варіанті реалізації фаска 228 має ширину у діапазоні від близько 0,125 дюйма до близько 0,25 дюйма і розташована по відношенню до осі торцевої пластини 210 так, що вони утворюють кут фаски в діапазоні від близько 30° до близько 60°, або близько 45°. [0041] У одному необмежуючому варіанті реалізації, відповідно до цього винаходу, торцева пластина 210 додатково містить щонайменше один заповнюючий стрижень 230. Конструкція, щонайменше, одного заповнюючого стрижня 230, до якого прикріплена торцева пластина 210, дозволяє засипати порошкоподібні матеріали у внутрішній об'єм ГІП-контейнера. Заповнюючий стрижень 230 також надає можливість попереднього видалення газів з внутрішнього об'єму ГІПконтейнера ще до ГІП-ущільнення. У необмежуючому варіанті реалізації один заповнюючий стрижень 230 приварюється по периметру отвору, виконаного у центральній області 216 торцевої пластини 210. Слід розуміти, що хоча на Фіг. 4А у центральної області торцевої пластини 210 показаний один заповнюючий стрижень 230, один або більше заповнюючих 5 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 стрижнів можуть бути розташовані в інших місцях торцевої пластини, і заповнюючий стрижень не обов'язково має бути розташований на торцевій пластині центрально. Кожен такий заповнюючий стрижень повинен забезпечувати рідинний зв'язок з внутрішнім об'ємом ГІПконтейнера, до якого прикріплена торцева пластина. [0042] У одному необмежуючому варіанті реалізації торцевої пластини 210, торцева пластина 210 містить лише один заповнюючий стрижень 230. Множинні заповнюючі стрижні зазвичай використовуються на традиційних торцевих пластинах для підвищення ефективності заповнення контейнера металургійним порошком. Металургійний порошок має тенденцію затримуватися у конічній конфігурації під час вібраційного завантаження контейнера порошком. У зв'язку з такою тенденцією, важко впливати на металургійний порошок, що завантажується через заповнюючий стрижень у ГІП-контейнер, таким чином, щоб викликати рух назовні у горизонтальному напрямі, і тим самим заповнити всі області контейнера. Торцевая пластина 210, розроблена з включенням кута конусності, підвищує вірогідність повного наповнення внутрішнього об'єму ГІП-контейнера металургійним порошком. Закруглена частина внутрішньої поверхні області 226 кута 220 торцевої пластини 210 також допомагає забезпечити повніше наповнення внутрішнього об'єму металургійним порошком. Конічна конфігурація і закруглені внутрішні поверхні торцевої пластини 210 сприяють поширенню металургійного порошку у напрямку до зовнішніх країв внутрішнього об'єму ГІП-контейнера і кращому забезпеченню відсутності проміжків між металургійним порошком та внутрішніми стінками контейнера. [0043] Включення у ГІП-контейнер лише одного заповнюючого стрижня, такого як один заповнюючий стрижень 230 торцевої пластини 210, усуває необхідність перевертати контейнер під час заповнення або протягом ГІП-процесу. Конструкція контейнера з одним заповнюючим стрижнем може використовувати проникаючу рейку для визначення розташування металургійного порошку. З традиційними багатострижневими торцевими пластинами ГІПконтейнера це не завжди можливо, тому контейнер має бути фізично перевернутий до ГІПпроцесу. Перевертання великих ГІП-контейнерів, наповнених металургійним порошком, складно здійснити зважаючи на масу контейнера і ризики завдати збитки. Крім того, кожен заповнюючий стрижень обов'язково є додатковою точкою отвору у контейнері і додатковою точкою можливого виведення контейнера з ладу при підвищенні тиску протягом ГІП-процесу. [0044] Автори цього винаходу виявили, що конструкція торцевої пластини, що має конічні елементи, такі як, наприклад, ті, що містяться у торцевій пластині 210, надає можливі додаткові переваги. Однією з таких переваг є можливе збільшення виходу продукції при ГІП. Використання ГІП-контейнера, у тому числі з традиційною плоскою торцевою пластиною, дає вихід ГІП-заготівки, що має увігнуту поверхню торця, який має бути заздалегідь оброблений перед куванням для отримання плоскої поверхні. Варіанти реалізації торцевих пластин відповідно до цього винаходу можуть призвести до виходу заготівок з плоским торцем, або, щонайменше, з плоскішим (менш увігнутим) торцем, ніж у заготівок, що виробляється за допомогою традиційної плоскої торцевої пластини. Таким чином, використання варіантів реалізації конструкції торцевої пластини і контейнера, передбачених цим документом, можуть зменшити або усунути необхідність обробки після завершення ГІП-процесу по забезпеченню плоских торцевих поверхонь на ГІП-заготівці перед обтисковим куванням. Зниження потреби в обробці після завершення ГІП-процесу знижує витрати і час, а також може виключити необхідність в етапі обробки, яка може призводити до частини відмов. Конструкція торцевої пластини відповідно до цього документа також може збільшити міцність кутової області ГІПзаготівки, тому що до ущільнення залучається більше руху у бік бічних поверхонь, ніж при використанні плоских торцевих пластин. [0045] Використання варіантів реалізації конструкцій торцевої пластини і контейнера, передбачених у цьому документі, із застосуванням внутрішньої конічної поверхні і кута, що містить закруглення внутрішньої поверхні, також може покращити внутрішню чистоту контейнера. Технічні вимоги до продукції порошкової металургії можуть зажадати дуже високої чистоти внутрішніх поверхонь ГІП-контейнера протягом ГІП-процесу. Було виявлено, що певні конструкції торцевої пластини, як описано в цьому документі, сприяють відведенню води з внутрішнього об'єму контейнера під час очищення, а також продування водою або порошком. [0046] Торцеві пластини для ГІП-контейнерів, як правило, піддаються електрополіруванню перед використанням для покращення чистоти завершальної фази. Було відмічено, що для варіантів реалізації конструкції торцевої пластини, передбачених в цьому документі, із застосуванням внутрішньої конічної поверхні і кута, що містить закруглення внутрішньої поверхні, електрополірування може бути виконане більше рівномірно. Таким чином, конічні і закруглені внутрішні поверхні за визначеними варіантами реалізації торцевих пластин, 6 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 60 відповідно до цього винаходу, сприяють покращенню чистоти контейнера і підвищенню ефективності обробки. [0047] Додатковою перевагою визначених варіантів реалізації торцевої пластини відповідно до цього винаходу є те, що конструкція, що містить конічні і закруглені поверхні, зменшує увігнутість торцевих поверхонь під час ГІП-ущільнення. Конічна форма куполу і закруглений кут торцевої пластини збільшують міцність кутової області, і до ущільнення залучається більше руху у бік бічних поверхонь. Результуюча ущільнена заготівка з плоским торцем дуже легко може призвести до розломів під час подальших операцій формування. [0048] Крім того, було встановлено, що у визначених варіантах реалізації торцевої пластини відповідно до цього винаходу, таких як торцева пластина 210 із закругленою внутрішньою поверхнею кута, знижується концентрація напружень у зварних швах між торцевою пластиною і корпусною частиною ГІП-контейнера під час ГІП ущільнення. Як показано на Фіг.1a і 1B, кут традиційної плоскої торцевої пластини зазвичай приварений безпосередньо до краю корпусної частини ГІП-контейнера. Як показано на ФІГ. 3, зварний шов у традиційній конструкції - це концентратор напружень, які в результаті можуть призвести до розриву шва і прориву контейнера під час вібраційного завантаження ГІП-контейнера або згодом під час ГІПущільнення. [0049] Фіг. 5 іллюструє розрахункові напруження, що випробовуються ГІП-контейнером спільно з торцевою пластиною, виконаною за типом торцевої пластини 210. З Фіг. 5 випливає, що напруження у закругленому кутку торцевої пластини не сконцентровані, а, швидше, є просторово розподіленими відносно концентрації напруження, як це видно у куті для традиційної плоскої торцевої пластини, зображеної на Фіг. 3. Крім того, високі рівні напруження не сконцентровані довкола зварного шва (розташованого по краю периметра у районі фаски торцевої пластини) за варіантом реалізації згідно Фіг. 5. Відповідно, передбачається, що варіант реалізації торцевої пластини відповідно до цього винаходу, що містить внутрішню конічну поверхню і кут, що має закруглену внутрішню поверхню, може: зменшити концентрацію напруження у куті торцевої пластини, розподіляючи замість цього напруження в ущільненій заготівці; зменшити концентрацію напруження в області зварного шва між торцевою пластиною і корпусною частиною контейнера; і виробляти ГІП-заготівки, що мають плоскі або плоскіші торці, усуваючи або знижуючи необхідність в обробці перед куванням з метою забезпечити плоскі торці на заготівці. [0050] У необмежуючих варіантах реалізації, торцева пластина, відповідно до цього винаходу, складається з або містить низьковуглецеву сталь, м'яку сталь або неіржавіючу сталь. У визначеному варіанті реалізації торцева пластина, відповідно до цього винаходу, виготовляється з неіржавіючої сталі AISI T-304 (UNS 830400). В інших необмежуючих варіантах реалізації торцева пластина, відповідно до цього винаходу, складається з або містить, але не обмежуючись запропонованим, жароміцний сплав на основі нікелю, такий як сплав, вибраний з Alloy 600 (UNSN06600), Alloy 625 (UNSN06625), і Alloy 718 (UNSN07718). Слід, проте, розуміти, що торцева пластина, відповідно до цього винаходу, може бути виготовлена з будь-якого металу або металевого сплаву, сумісного із завантаженням металургійного порошку у ГІПконтейнер і що має властивості, придатні для використання у ГІП-процесі. У необмежуючому варіанті реалізації, щонайменше, частина торцевої пластини була оброблена електрополіруванням і прошла фінішну обробку електрополіруванням, що може полегшити заповнення порошком і покращити чистоту внутрішнього об'єму ГІП-контейнера. У ще одному необмежуючому варіанті реалізації торцева пластина, відповідно до цього винаходу, демонструє шорсткість поверхні близько або не більше ніж 125 RMS (середньоквадратичне). Будь-який спосіб, використаний для зменшення шорсткості поверхні внутрішніх частин торцевої пластини, може покращити заповнення порошком та/або чистоту внутрішнього об'єму контейнера. [0051] Торцева пластина, сконструйована відповідно до цього винаходу, може бути, по суті, круглою і мати форму, що відповідає циліндричній корпусній частині ГІП-контейнера. Проте, слід розуміти, що торцеві пластини, відповідно до цього винаходу, можуть бути будь-якої форми, призначеної для поєднання з корпусною частиною ГІП-контейнера, що поставляється. Незалежно від загальної форми, будь-який варіант реалізації такої торцевої пластини, відповідно до цього винаходу, втілюватиме такі ознаки, як внутрішня конічна поверхня та/або кут, що містить закруглення внутрішньої поверхні, описані в цьому документі. [0052] Фіг. 6 посилається до іншого аспекту цього винаходу, направленого на контейнер для гарячого ізостатичного пресування порошкового матеріалу. На Фіг.6 зображений поперечний перетин необмежуючого варіанту реалізації ГІП-контейнера 300 відповідно до цього винаходу. Контейнер 300 містить корпусну частину 302, яка може мати, наприклад, циліндричну форму 7 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 60 або будь-яку іншу прийнятну форму. Контейнер 300 містить першу торцеву пластину 304, створену відповідно до цього винаходу і таку, що містить внутрішню конічну поверхню і кут, що має закруглену внутрішню поверхню, як це описано у цьому документі. Торцева пластина 304 приварюється до першого кругового кінця 306 корпусної частини 302. Торцева пластина 304 може мати, наприклад, конструкцію торцевої пластини 210, що показана на Фіг.4А і 4В, описаних вище. Торцева пластина 304 може містити, щонайменше, одне підйомне вушко 307, влаштоване для прискорення підйому і переміщення контейнера 300. [0053] Відповідно до Фіг.4А, 4В і 6, ГІП-контейнер 300 містить торцеву пластину 304, яка відповідно до Фіг.4А і 4В, містить зовнішню поверхню 212, внутрішню поверхню 214, і центральну область 216. У необмежуючому варіанті реалізації, центральна область 216 може мати рівномірну товщину. У конкретних необмежуючих варіантах реалізації, рівномірна товщина центральної області 216 може знаходитися в діапазоні від близько 0,25 дюйма до близько 1.00 дюйма, або близько 0,5 дюйма. У необмежуючому варіанті реалізації діаметр центральної області 216 може знаходитися в діапазоні від близько 0,25 дюйма до близько 1 дюйма, або близько 0,5 дюйма. В іншому необмежуючому варіанті реалізації центральна область 216 може містити отвір у торцевій пластині. У необмежуючому варіанті реалізації перша торцева пластина 304 може бути круглої форми, сполучаючись з круговим кінцем циліндричної корпусної частини 302 ГІП-контейнера 300. Проте, як обговорювалося вище, торцеві пластини, відповідно до цього винаходу, можуть мати будь-яку загальну форму, прийнятну для сполучення з формою конкретної корпусної частини ГІП-контейнера. [0054] У продовження посилань на необмежуючий варіант реалізації за Фіг. 4А, 4В і 6, перша торцева пластина 210, 304 додатково містить основну область 218, що розширюється радіально від центральної області 216 і що закінчується у куті 220 у кругового периметра 222 торцевої пластини. Відповідно до необмежуючого варіанту, перша торцева пластина 304 може мати діаметр у діапазоні від близько 1,0 дюйма до близько 30 дюймів, або у діапазоні від близько 5 дюймів до близько 25 дюймів, або близько 20,6 дюйма. Зовнішня поверхня 212 є по суті плоскої, але товщина торцевої пластини 210 зростає від центральної області 216 до кута 220, і, тим самим, визначає кут конусності θ. У необмежуючих варіантах реалізації кут конусності може знаходитися в діапазоні від близько 3° до близько 15°, або у діапазоні від близько 5° до близько 10°, або близько 8°. Кут 220 містить кромку периметра 224, що має форму, відповідну сполученню з першим круговим краєм циліндричної корпусної частини 302. Кут 220 містить внутрішню поверхню 226, закруглену, як необхідно для плавного переходу між основною областю 218 і кромкою периметра 224. У необмежуючих варіантах реалізації, радіус закруглення складає від близько 0,5 дюйма до близько 3,0 дюймів, або близько 2,0 дюймів. [0055] У одному необмежуючому варіанті реалізації, відповідно до цього винаходу, кромка периметра 224 торцевих пластини 210, 304 містить фаску 228. Фаска 228 виконана для проходження зварного шва 308, що прикріплює торцеву пластину 210, 304 до корпусної частини 302 контейнера гарячого ізостатичного пресування 300. У необмежуючому варіанті реалізації довжина фаски 228 може коливатися у діапазоні від близько 0,125 дюйма до близько 0,25 дюйма, і кут фаски може знаходитися у діапазоні від близько 30° до близько 60°, або близько 45°. [0056] У необмежуючих варіантах реалізації торцева пластина, заповнюючий стрижень і корпусна частина контейнера, відповідно до цього винаходу, складаються з або містять низьковуглецеву сталь, м'яку сталь або неіржавіючу сталь. У визначеному варіанті реалізації торцева пластина, заповнюючий стрижень і корпусна частина контейнера, відповідно до цього винаходу, виготовлені з неіржавіючої сталі AISI T-304 (UNS 830400). В інших необмежуючих варіантах реалізації торцева пластина, заповнюючий стрижень, і корпусна частина контейнера, відповідно до цього винаходу, складаються з або містять, але не обмежуючись запропонованим, жароміцний сплав на основі нікелю, такий як Alloy 600 (UNSN06600), Alloy 625 (UNSN06625) або Alloy 718 (UNSN07718). Слід, проте, розуміти, що торцева пластина, заповнюючий стрижень і корпусна частина контейнера, відповідно до цього винаходу, можуть виготовлятися з будь-якого металу або металевого сплаву, сумісного із завантаженням металургійного порошку у ГІП-контейнер і що має властивості, прийнятні для використання у ГІП-процесі. [0057] Відповідно до блок-схеми, представленій на Фіг. 7, додатковий аспект цього винаходу направлений на спосіб 400 для гарячого ізостатичного пресування металургійного порошку. Спосіб включає надання ГІП-контейнера 402, що має конструкцію відповідно до цього винаходу. Наприклад, ГІП-контейнер може мати конструкцію, показану на Фіг. 6, описану вище. В одному необмежуючому варіанті реалізації ГІП-контейнер може містити циліндричну корпусну частину, що має перший круговий кінець і другий круговий кінець. Перша торцева пластина приварена до 8 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 60 першого кругового кінця циліндричної корпусної частини. Перша торцева пластина містить центральну область і основну область, що тягнеться радіально від центральної області і що закінчується у куті біля периметра торцевої пластини, при цьому кут містить кромку периметра, виконану у сполученні з корпусною частиною контейнера. Товщина торцевої пластини збільшується від центральної області до кута і визначає кут конусності, а внутрішня поверхня кута містить закруглену частину, по якій основна область плавно переходить у кромку периметра. Заповнюючий стрижень прикріплений до першої торцевої пластини і влаштований так, щоб забезпечити рідинний зв'язок з внутрішнім об'ємом контейнера. Друга торцева пластина приварена до другого кругового кінця циліндричної корпусної частини. Знову посилаючись на Фіг.7, спосіб 400 додатково включає розміщення 404 у контейнері через заповнюючий стрижень щонайменше одного металургійного порошку, такого, наприклад, як порошок жароміцного нікелевого сплаву. Повітря видалене 406 з контейнера через заповнюючий стрижень. Після видалення з контейнера достатньої кількості повітря, заповнюючий стрижень затискається 408, або запечатується іншим чином, для герметичного запирання контейнера. Після видалення повітря з контейнера металургійний порошок піддається гарячому ізостатичному пресуванню 410 традиційним способом для виробництва заготівки, що отримується гарячим ізостатичним пресуванням. [0058] Звернемося до необмежуючого схематичного прикладу, де на Фіг. 8 показаний ще один аспект, згідно цьому винаходу, направлений на гаряче ізостатичне пресування металопорошкової деталі або заготівки 500, виробленої відповідно до необмежуючих варіантів реалізації способів, відповідно до цього винаходу. Фіг. 8 ілюструє поперечний перетин заготівки 500, яка ще поміщена у деформований контейнер 502, згідно цьому винаходу. Заготівка 500 містить, щонайменше, один по суті плоский торець 504. У необмежуючих варіантах реалізації виготовлена гарячим ізостатичним пресуванням металопорошкова заготівка 500 складається з жароміцного нікелевого сплаву. Після видалення контейнера 502, наприклад, механічною обробкою та/або кислотним травленням, заготівка 500 практично не вимагає подальшої обробки для забезпечення плоского торця 504 перед виконанням обтискового кування або іншого виду обробки заготівки. В іншому необмежуючому варіанті реалізації виготовлена гарячим ізостатичним пресуванням металопорошкова заготівка 500 містить один з нижеперерахованих сплавів, що використовуються у "Роллс-Ройсі": сплав RR1000, сплав Alloy 10 і низьковуглецевий сплав ASTROLOY, склади яких добре відомі фахівцям середнього рівня кваліфікації в області металургії. Як відомо у даної області техніки, сплав RR1000 має наступний номінальний склад, у мас. %: 55 нікель, 14,5 хром, 16,5 кобальт, 4,5 молібден і баланс нікель. Alloy 10 розкритий у патенті США № 6890370, який включений у цей документ за допомогою посилання у повному обсязі. Сплав Alloy 10 має наступний композиційний діапазон, у мас. %: 14,0-18,0 -кобальт, 10,0-11,5 - хром, 3,45-4,15 -алюміній, 3,60-4,20 - титан, 0,45-1,5 тантал, 1,4-2,0 - ніобій, 0,03-0,04 - вуглець, 0,01-0,025 - бор, 0,05-0,15 - цирконій, 2,0-3,0 молібден, 4,5 вольфрам + реній і баланс нікель. У бажаному варіанті реалізації співвідношення молібден /(вольфрам + реній) для Alloy10 знаходится у діапазоні від 0,25 до 0,5. В іншому варіанті реалізації, коли Alloy10 не містить реній, співвідношення молібден/вольфрам знаходиться у діапазоні від близько 0,25 до близько 0,5. Як відомо у даній області техніки, низьковуглецевий сплав ASTROLOY має наступний склад, у мас. %: 3,85-4,14 алюміній, 0,0150,0235 бор, 0,020-0,040 вуглець, 14,0-16,0 хром, 16,0-18,0 кобальт, 4,50-5,50 молібден, 52,6-58,3 нікель і 3,35-3,65 титан. [0059] Подальші приклади призначені для подальшого опису визначених необмежуючих варіантів реалізацій, без обмеження обсягу і сфери дії цього винаходу. Фахівцям середнього рівня кваліфікації у цій області техніки буде зрозуміло, що варіанти з подальших прикладів можливі в обсязі винаходу, який визначений виключно формулою винаходу. ПРИКЛАД 1 [0060] Дві торцеві пластини ГІП-контейнера були створені відповідно до схеми, що представлена на Фіг.9A і Фіг.9В. Торцеві пластини були виточені з 3,5 дюймових плит неіржавіючої сталі AISI T-304. Торцеві пластини були по суті вільні від поверхневих дефектів і мали шорсткість поверхні 125 RMS. Одна з торцевих пластин була піддана механічній обробці з метою виготовлення центрального отвору діаметром 1,002 дюйма. Кожна торцева пластина важила близько 161 фунта. ПРИКЛАД 2 [0061] ГІП-контейнер, відповідно до варіанту реалізації цього винаходу, був виготовлений таким чином. З листа неіржавіючої сталі AISI T-304 шириною 62,75 дюйма і товщиною 0,5 дюйма способом дугового зварювання під флюсом була виготовлена циліндрична корпусна частина контейнера із зовнішнім діаметром 24,28 дюйма. Усі зварні шви були зроблені 9 UA 111398 C2 5 10 15 20 25 30 35 40 відповідно до Стандарту Американського товариства інженерів-механіків для котлів і ємностей високого тиску. Зварний бічний шов був обстежений рентгеном з метою забезпечення цілісності. Торцеві пластини з Прикладу 1 були приварені TIG-зварюванням на кожному кінці неіржавіючого сталевого циліндра з утворенням ГІП-контейнера. У центрі однієї з торцевих пластин був виготовлений отвір діаметром 1 дюйм, у той час як друга торцева пластина була цілісною і без отвору. Трубка з неіржавіючої сталі T-304 довжиною 13 дюймів, що має 1,5дюймовий зовнішній діаметр і 1,0-дюймовий внутрішній діаметр, була приварена TIGзварюванням по периметру отвору для створення заповнюючого стрижня, що забезпечує введення порошку в, та видалення повітря з внутрішнього об'єму ГІП-контейнера. ПРИКЛАД 3 [0062] Внутрішній об'єм ГІП-контейнера з Прикладу 2 був ретельно очищений за допомогою шліфувальної шкірки (суконного кругу), промитий деіонізованою водою і продутий через заповнюючий стрижень. Внутрішня стінка контейнера потім була піддана електрополіруванню за допомогою електрохімічного процесу, промита деіонізованою водою і висушена. Після сушки ГІП-контейнер був наповнений 5471,5 фунтами порошкового сплаву RR1000. Заповнений порошком ГІП-контейнер поміщали у дегазовану піч і викачували повітря до тиску менше 1 Торр, і заповнюючий стрижень був закручений для герметизації контейнера. Потім контейнер був поміщений у ГІП-піч. ГІП-піч була наповнена газоподібним аргоном під тиском і розігріта відповідно до графіка залежності температури і часу, представленим на Фіг. 10А, і до графіку залежності тиску і часу, представленим на Фіг.10В. ГІП-контейнер сплюснувся, і порошок усередині контейнера був ущільнений у цілісну заготівку. Після ГІП-процесу ГІП-контейнер разом з ущільненою заготівкою видаляли з ГІП-печі і давали остигнути до кімнатної температури. Фіг.11є фотографію ГІП-контейнера, включаючи ущільнену заготівку із сплаву RR1000 у ньому, після завершення ГІП-процесу. ПРИКЛАД 4 [0063] Після завершення ГІП-процесу ГІП-контейнер, включаючи ущільнену заготівку у ньому, виготовлену у Прикладі 3, охолоджували до кімнатної температури. Контейнер може бути поміщений у соляну або сірчану кислоту для розчинення контейнера і витягання заготівки із сплаву RR1000. Торці виготовленої із сплаву заготівки, плоскіші, ніж торці у подібної заготівки, виготовленої протягом ГІП-процесу ідентичним чином, але за допомогою традиційного ГІПконтейнера. [0064] Слід розуміти, що цей опис ілюструє ті аспекти винаходу, які сприяють чіткому розумінню винаходу. Певні аспекти, які можуть бути очевидними фахівцям середнього рівня кваліфікації у даній області техніки і які, отже, не сприятимуть кращому розумінню винаходу, не були представлені з метою спрощення цього опису. Не дивлячись на те, що лише обмежене число варіантів реалізації цього винаходу визнане обов'язковим для опису в цьому документі, при розгляді вищевикладеного опису фахівці середнього рівня кваліфікації у даній області техніки визнають, що можуть бути використані багато модифікацій і варіантів цього винаходу. Всі такі варіації і модифікації цього винаходу охоплюються вищевикладеним описом і формулою винаходу. ФОРМУЛА ВИНАХОДУ 45 50 55 1. Торцева пластина контейнера гарячого ізостатичного пресування, що містить: центральну область; і основну область, що простягається радіально від центральної області і закінчується у куті по периметру торцевої пластини, що містить кромку периметра, виконану з можливістю сполучення з корпусною частиною контейнера; в якій товщина торцевої пластини зростає від центральної області до кута і визначає кут конусності; і внутрішня поверхня кута включає закруглену область, по якій основна ділянка плавно переходить у кромку периметра. 2. Торцева пластина за п. 1, яка відрізняється тим, що додатково містить: по суті плоску зовнішню поверхню; і внутрішню поверхню, причому кут конусності визначається збільшенням відстані між зовнішньою поверхнею і внутрішньою поверхнею в основній області разом із збільшенням відстані від центральної області. 10 UA 111398 C2 5 10 15 20 25 30 35 40 45 50 55 60 3. Торцева пластина за п. 2, яка відрізняється тим, що кромка периметра складається з фаски, виконаної для проходження зварного шва для зварювання торцевої пластини і корпусної частини контейнера для гарячого ізостатичного пресування. 4. Торцева пластина за п. 2, яка відрізняється тим, що додатково містить щонайменше один заповнюючий стрижень, що відрізняється тим, що щонайменше один заповнюючий стрижень виконаний з можливістю забезпечення рідинного зв'язку з внутрішнім об'ємом контейнера гарячого ізостатичного пресування, коли торцева пластина прикріплена до корпусної частини контейнера гарячого ізостатичного пресування. 5. Торцева пластина за п. 4, яка відрізняється тим, що містить тільки один заповнюючий стрижень. 6. Торцева пластина за п. 2, яка відрізняється тим, що складається щонайменше з одного з наступних матеріалів: низьковуглецевої сталі, м'якої сталі і нержавіючої сталі. 7. Торцева пластина за п. 2, яка відрізняється тим, що щонайменше частина торцевої пластини пройшла фінішну обробку електрополіруванням. 8. Торцева пластина за п. 2, яка відрізняється тим, що виконана з можливістю кріплення до циліндричної корпусної частини контейнера гарячого ізостатичного пресування. 9. Контейнер для гарячого ізостатичного пресування порошкового матеріалу, що містить: циліндричну корпусну частину, що має круговий перший кінець і круговий другий кінець; першу торцеву пластину, яка приварена до першого кругового кінця циліндричної корпусної частини і містить центральну область і основну область, яка простягається радіально від центральної області і закінчується у куті по периметру торцевої пластини, що містить кромку периметра, виконану з можливістю сполучення з корпусною частиною, при тому товщина торцевої пластини збільшується від центральної області до кута і визначає кут конусності, і в якій внутрішня поверхня кута містить закруглену частину, по якій основна ділянка плавно переходить у кромку периметра; і другу торцеву пластину, приварену до другого кругового кінця циліндричної корпусної частини. 10. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що перша торцева пластина додатково містить: по суті плоску зовнішню поверхню; і внутрішню поверхню, при тому кут конусності, що визначається збільшенням відстані між зовнішньою поверхнею і внутрішньою поверхнею в основній області, збільшується разом із відстанню від центральної області. 11. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, в якому кромка периметра першої торцевої пластини додатково містить фаску, виконану з можливістю прохождения зварного шва для зварювання першої торцевої пластини і першого кругового кінця циліндричної корпусної частини контейнера. 12. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що перша торцева пластина додатково містить щонайменше один заповнюючий стрижень, причому щонайменше один заповнюючий стрижень виконаний з можливістю забезпечення рідинного зв'язку з внутрішнім об'ємом контейнера, коли перша торцева пластина приварена до першого кругового кінця циліндричної корпусної частини контейнера. 13. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 12, який відрізняється тим, що перша торцева пластина містить лише один заповнюючий стрижень. 14. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що перша торцева пластина складається щонайменше з одного з наступних матеріалів: низьковуглецевої сталі, м'якої сталі і нержавіючої сталі. 15. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що щонайменше частина першої торцевої пластини пройшла фінішну обробку електрополіруванням. 16. Контейнер для гарячого ізостатичного пресування порошкового матеріалу за п. 9, який відрізняється тим, що друга торцева пластина містить: центральну область; і основну область, що простягається радіально від центральної області і що закінчується у куті по периметру торцевої пластини, що містить кромку периметра, виконану з можливістю сполучення з корпусною частиною контейнера; причому товщина торцевої пластини збільшується від центральної області до кута і визначає кут конусності; і причому внутрішня поверхня кута містить закруглену частину, по якій основна область плавно переходить у кромку периметра. 11 UA 111398 C2 5 10 15 20 25 30 35 17. Контейнер за п. 16, в якому друга торцева пластина додатково містить: внутрішню поверхню, при цьому кут конусності задається шляхом збільшення відстані між зовнішньою поверхнею та внутрішньою поверхнею на основній області разом із збільшенням відстані від центральної області. 18. Спосіб гарячого ізостатичного пресування порошкового матеріалу, який включає: надавання контейнера для гарячого ізостатичного пресування, що містить: циліндричну корпусну частину, що має перший круговий кінець і другий круговий кінець, першу торцеву пластину, приварену до кругового першого кінця циліндричної корпусної частини, що складається з центральної області і основної області, що простягається радіально від центральної області і закінчується у куті по периметру торцевої пластини, що містить кромку периметра, виконану з можливістю сполучення з корпусною частиною контейнера, при цьому товщина торцевої пластини збільшується від центральної області до кута і визначає кут конусності, а внутрішня поверхня кута містить закруглену частину, по якій основна область плавно переходить у кромку периметра; заповнюючий стрижень, прикріплений до першої торцевої пластини, який забезпечує рідинний зв'язок з внутрішнім об'ємом контейнера; і другу торцеву пластину, приварену до другого кругового кінця циліндричної корпусної частини; розміщення щонайменше одного металургійного порошку у контейнері через заповнюючий стрижень; видалення повітря з контейнера через заповнюючий стрижень; обтискання заповнюючого стрижня для герметичного запечатування контейнера; і гаряче ізостатичне пресування контейнера для виробництва заготовки гарячим ізостатичним пресуванням. 19. Спосіб за п. 18, в якому перша торцева пластина контейнера додатково містить: переважно плоску зовнішню поверхню; і внутрішню поверхню, кут конусності якої визначається збільшенням відстані між зовнішньою поверхнею і внутрішньою поверхнею в основній області, разом із збільшенням відстані від центральної області. 20. Спосіб за п. 18, який відрізняється тим, що кромка периметра першої торцевої пластини додатково містить: фаску, виконану з можливістю проходження зварного шва для зварювання першої торцевої пластини з першим круговим кінцем циліндричної корпусної частини контейнера. 21. Спосіб за п. 18, який відрізняється тим, що металургійний порошок є порошком жароміцного нікелевого сплаву. 22. Спосіб за п. 18, який відрізняється тим, що металургійним порошком є один з наступних: порошок сплаву Rolls Royce RR1000, порошок сплаву Alloy 10 і порошок низьковуглецевого сплаву ASTROLOY. 12 UA 111398 C2 13 UA 111398 C2 14 UA 111398 C2 15 UA 111398 C2 16 UA 111398 C2 17 UA 111398 C2 18 UA 111398 C2 19 UA 111398 C2 20 UA 111398 C2 21 UA 111398 C2 22 UA 111398 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 23
ДивитисяДодаткова інформація
Назва патенту англійськоюEndplate for hot isostatic pressing canister, hot isostatic pressing canister, and hot isostatic pressing method
Автори англійськоюLipetzky, Peter, Perez, Joseph, F., Kosol, Edward, A., Thomas, Jean-Philippe, A.
Назва патенту російськоюТорцевая пластина для контейнеров горячего изостатического прессования, контейнер горячего изостатического прессования и способ горячего изостатического прессования
Автори російськоюЛипецки Питэр, Перес Джозеф Ф., Косол Эдвард А., Тома Жан-Филипп А.
МПК / Мітки
МПК: B30B 11/00, C22C 1/04, B22F 3/12, B22F 3/15
Мітки: контейнер, ізостатичного, спосіб, торцева, гарячого, контейнерів, пластина, пресування
Код посилання
<a href="https://ua.patents.su/25-111398-torceva-plastina-dlya-kontejjneriv-garyachogo-izostatichnogo-presuvannya-kontejjner-garyachogo-izostatichnogo-presuvannya-i-sposib-garyachogo-izostatichnogo-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Торцева пластина для контейнерів гарячого ізостатичного пресування, контейнер гарячого ізостатичного пресування і спосіб гарячого ізостатичного пресування</a>
Ущільнювальна торцева пластина

Номер патенту: 75939
Опубліковано: 15.06.2006
Автори: Стівен А.Боназолі, Армандо С.Мартінс
МПК: F16C 33/72, B21B 31/00, F16J 15/32
Мітки: торцева, ущільнювальна, пластина
Формула / Реферат:
1. Ущільнювальна торцева пластина, конфігурація та розміри якої забезпечують охоплення шийки горизонтального валка в прокатному стані, причому ця ущільнювальна торцева пластина включає: кільцеву основну частину, плече, що виступає аксіально від зовнішнього боку вказаної основної частини, принаймні одну виїмку в цьому плечі, та дренажний канал, що простягається від згаданої виїмки до зовнішнього боку вказаної основної частини, причому цей...
Спосіб ізостатичного пресування виробів складної форми з тонкими елементами
Номер патенту: 87936
Опубліковано: 25.02.2014
Автор: Чайка Едуард Вікторович
МПК: B22F 3/00, B28B 3/00, B22F 3/04
Мітки: тонкими, спосіб, форми, пресування, виробів, складної, елементами, ізостатичного
Формула / Реферат:
1. Спосіб ізостатичного пресування виробів складної форми з тонкими елементами, який включає виготовлення прес-форми, засипання порошку в прес-форму, вплив на неї ізостатичним тиском і температурою, виймання готового виробу з прес-форми, який відрізняється тим, що прес-форма для ізостатичного пресування складається з утримуючої порошок тонкостінної внутрішньої оболонки та підтримуючої її товстостінної зовнішньої оболонки, при цьому зовнішню...
Пристрій для осьового ізостатичного пресування порошкових матеріалів
Номер патенту: 101907
Опубліковано: 12.10.2015
Автори: Заболотний Олег Васильович, Цейко Антон Вікторович
МПК: B22F 3/04
Мітки: матеріалів, осьового, пристрій, порошкових, пресування, ізостатичного
Формула / Реферат:
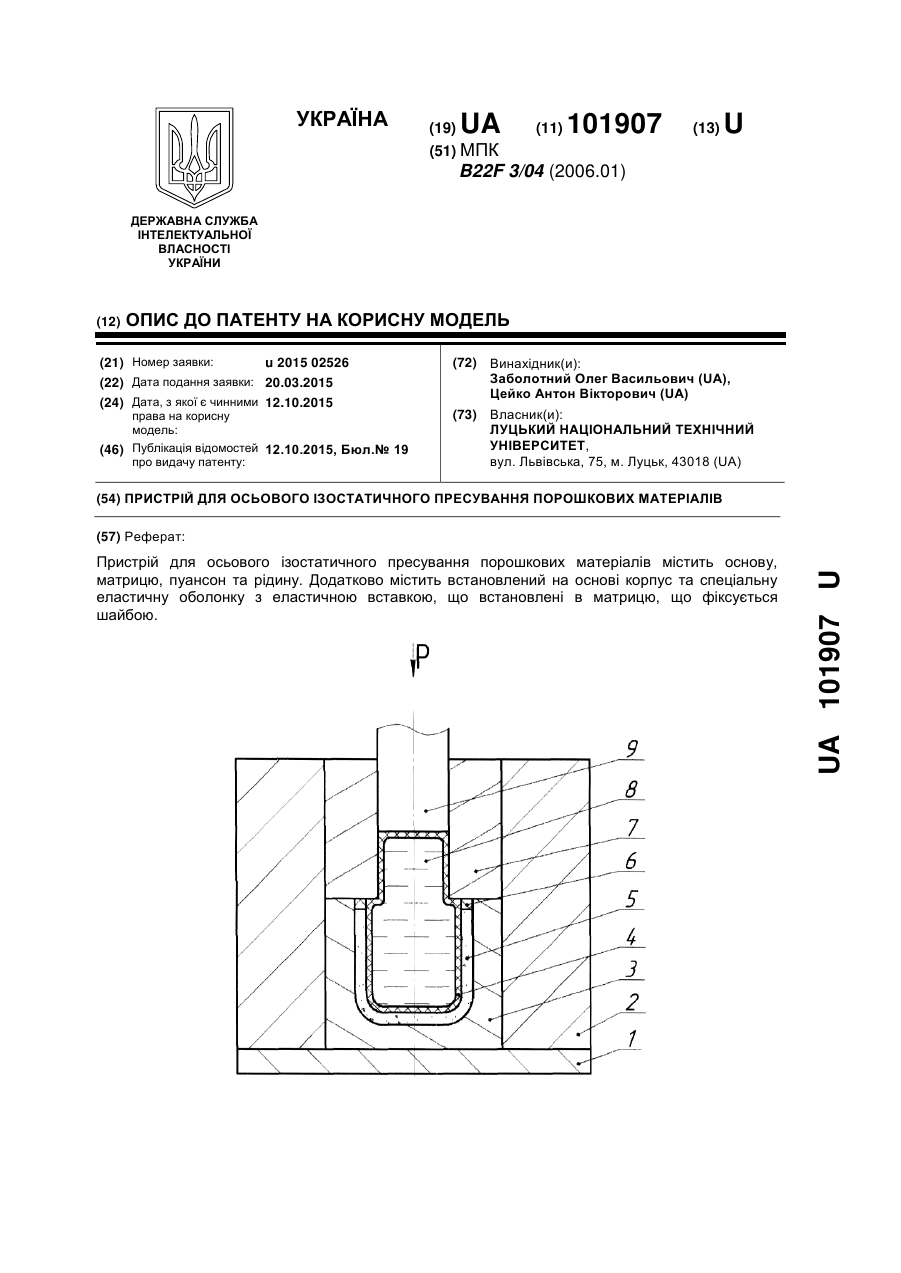
Пристрій для осьового ізостатичного пресування порошкових матеріалів, що містить основу, матрицю, пуансон та рідину, який відрізняється тим, що він додатково містить встановлений на основі корпус та спеціальну еластичну оболонку з еластичною вставкою, що встановлені в матрицю, що фіксується шайбою.
Пристрій для осьового ізостатичного пресування порошкових матеріалів на матрицю
Номер патенту: 100906
Опубліковано: 10.08.2015
Автори: Цейко Антон Вікторович, Заболотний Олег Васильович
МПК: B22F 3/04
Мітки: пристрій, матрицю, порошкових, пресування, осьового, матеріалів, ізостатичного
Формула / Реферат:
Пристрій для осьового ізостатичного пресування порошкових матеріалів на матрицю, що мітить основу, матрицю, пуансон та рідину, який відрізняється тим, що він додатково містить встановлений на основі корпус та спеціальну нижню еластичну оболонку з еластичною вставкою, що встановлені в матрицю та зафіксовані шайбою, над якою встановлено верхню еластичну оболонку.
Пристрій для осьового ізостатичного пресування порошкових матеріалів на оправку
Номер патенту: 101908
Опубліковано: 12.10.2015
Автори: Цейко Антон Вікторович, Заболотний Олег Васильович
МПК: B22F 3/02
Мітки: пристрій, пресування, оправку, матеріалів, ізостатичного, осьового, порошкових
Формула / Реферат:
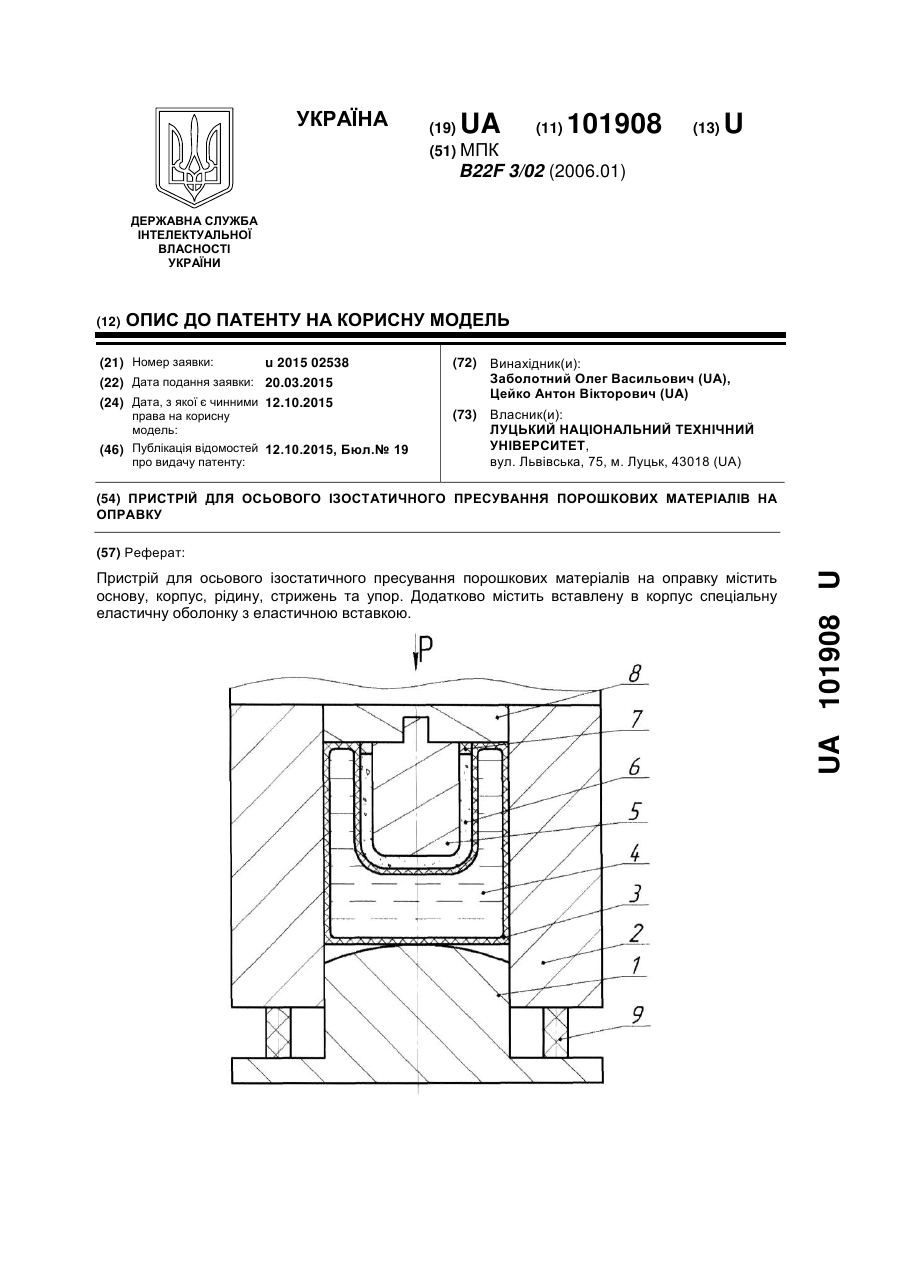
Пристрій для осьового ізостатичного пресування порошкових матеріалів на оправку, що містить основу, корпус, рідину, стрижень та упор, який відрізняється тим, що додатково містить вставлену в корпус спеціальну еластичну оболонку з еластичною вставкою.
Попередній патент: Лікарський препарат арипіпразолу у формі таблеток (варіанти), спосіб його виготовлення та кристалічна структура
Наступний патент: Відвал бульдозера з об’ємною ножовою системою
Випадковий патент: Спосіб прискорення біологічного дослідження на туберкульоз