Модульне вмістище, утворене множиною посудин, з’єднуваних одна з іншою в осьовому напрямку
Номер патенту: 111187
Опубліковано: 11.04.2016
Автори: Бассінг Ян-Лоіг Бернард Фредерік, Бу Мезраг Мохаммед

Формула / Реферат
1. Модульне вмістище, яке складається з множини споряджених шийкою посудин (1), які придатні до з'єднання послідовно одна з іншою в осьовому напрямку з введенням у взаємодію дна (2) однієї посудини та шийки (3) іншої, продовженої розтрубною частиною (4), посудини (1) включають в себе з'єднувальні елементи (11, 12, 16, 17) для з'єднання із суміжною посудиною в осьовому напрямі, щонайменше один з яких виконаний як фланець (11), розташований навколо шийки (3) посудини (1), й щонайменше один інший виконаний як порожнина для вміщення фланця (11), згадана порожнина розташована у відкритій назовні заглибині (8), яка виконана в дні (2) посудин (1) та яка включає в себе глухий трубчастий простір (9) для вміщення шийки (3), продовжений розтрубною виїмкою (10), яка призначена для вміщення розтрубної частини (4), яка продовжує цю шийку (3), яке відрізняється тим, що згадана порожнина утворена трубчастим простором (9), виконаним як піднутрення в дні (2) посудини (1), причому цей трубчастий простір створює камеру (9) для вміщення фланця (11), який виконаний з можливістю вільно рухатися в радіальному напрямку, а також односпрямовано в осьовому напрямку спирається на заплечик (12), виконаний в основі камери (9) навпроти її глухої поверхні (15).
2. Вмістище за п. 1, яке відрізняється тим, що фланець (11) є суцільним і має товщину (el), яка є значно більшою ніж товщина (е2) стінки посудини (1), яка обмежує її внутрішній об'єм.
3. Вмістище за п. 2, яке відрізняється тим, що фланець (11) утворений з кільця для захоплення заготовки-преформи, з якої формують стінку посудини (1) шляхом роздувного формування термопластичного матеріалу.
4. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що заплечик (12) утворений зі стінки посудини із застосуванням множини послідовних згинів цієї стінки, які утворюють несучу опору (13) для фланця (11), продовжену відокремлювальним елементом (14) із загалом осьовою протяжністю (Н) ділянки між опорою (13) та розтрубною виїмкою (10).
5. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що посудини (1) включають в себе засоби для відносної іммобілізації двох з'єднаних посудин (1), що передбачають протидійні осьові опорні зачеплення посудин (1) фланцем (11) та заплечиком (12) й розтрубною частиною (4) та розтрубною виїмкою (10), та радіальне опорне зачеплення взаємодіючих витягнутих в осьовому напрямку рельєфних елементів (16, 17), що їх включають в себе, відповідно, розтрубна частина (4) та розтрубна виїмка (10).
6. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що розтрубна частина (4) та розтрубна виїмка (10) включають в себе взаємодіючі елементи (16, 17) для радіальної стабілізації з'єднання між двома посудинами (1) проти радіальної свободи руху фланця (11) всередині камери (9).
7. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що розтрубна частина (4) та розтрубна виїмка (10) включають в себе взаємодіючі елементи (16, 17) для бічного спирання, які створюють осьове зусилля між двома з'єднаними посудинами (1) під дією відносного обертального зусилля, прикладеного до цих посудин (1).
8. Вмістище за пп. 5-7, яке відрізняється тим, що елементи для стабілізації, елементи для бічного спираняя та взаємодіючі рельєфні елементи поєднані в одному засобі, з їх утворенням, відповідно, щонайменше одним виступом (17), розташованим на розтрубній частині (4) посудини (1), та заглибиною (16), виконаною у розтрубній виїмці (10) суміжної посудини (1), з якою він взаємодіє.
9. Вмістище за п. 8, яке відрізняється тим, що поверхні контакту між виступом (17) та заглибиною (16) є дуговими у поперечному напрямку та являють собою похилі площини (18) взаємодіючих елементів для бічного спирання, які є подовженими в осьовому напрямку через те, що вони є нахиленими відносно осі (А1) загальної протяжності посудин (1).
10. Вмістище за п. 8, яке відрізняється тим, що похилі площини (18) нахилені відносно осі (А1) загальної протяжності посудин (1) під кутом від 30° до 75°.
11. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що шийка (3) включає в себе на своєму вільному кінці засоби (6) легкооборотного з'єднання зі знімною кришкою (7).
12. Вмістище за п. 11, яке відрізняється тим, що фланець (11) утворений кільцем, розташованим в основі кришки (7).
Текст
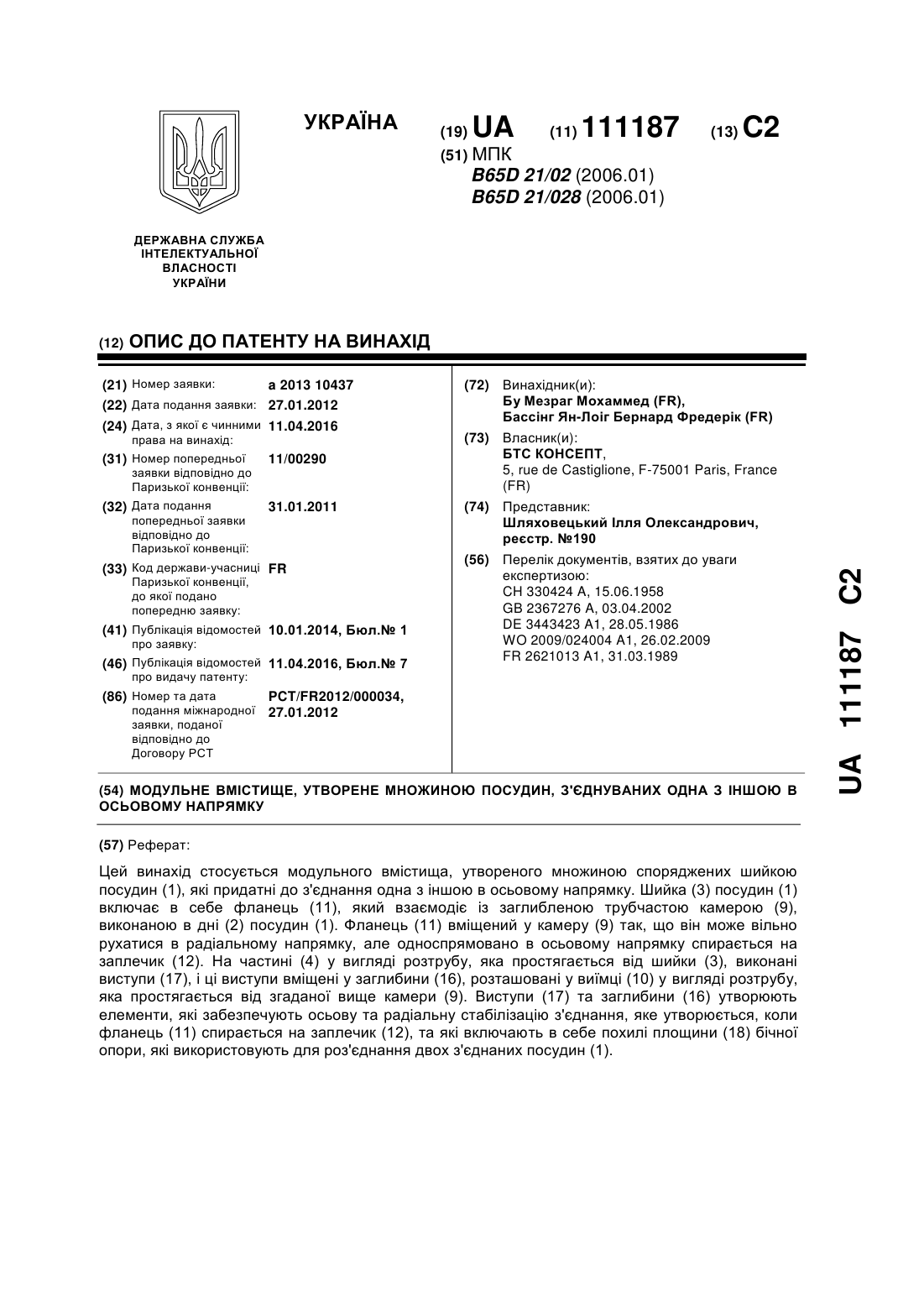
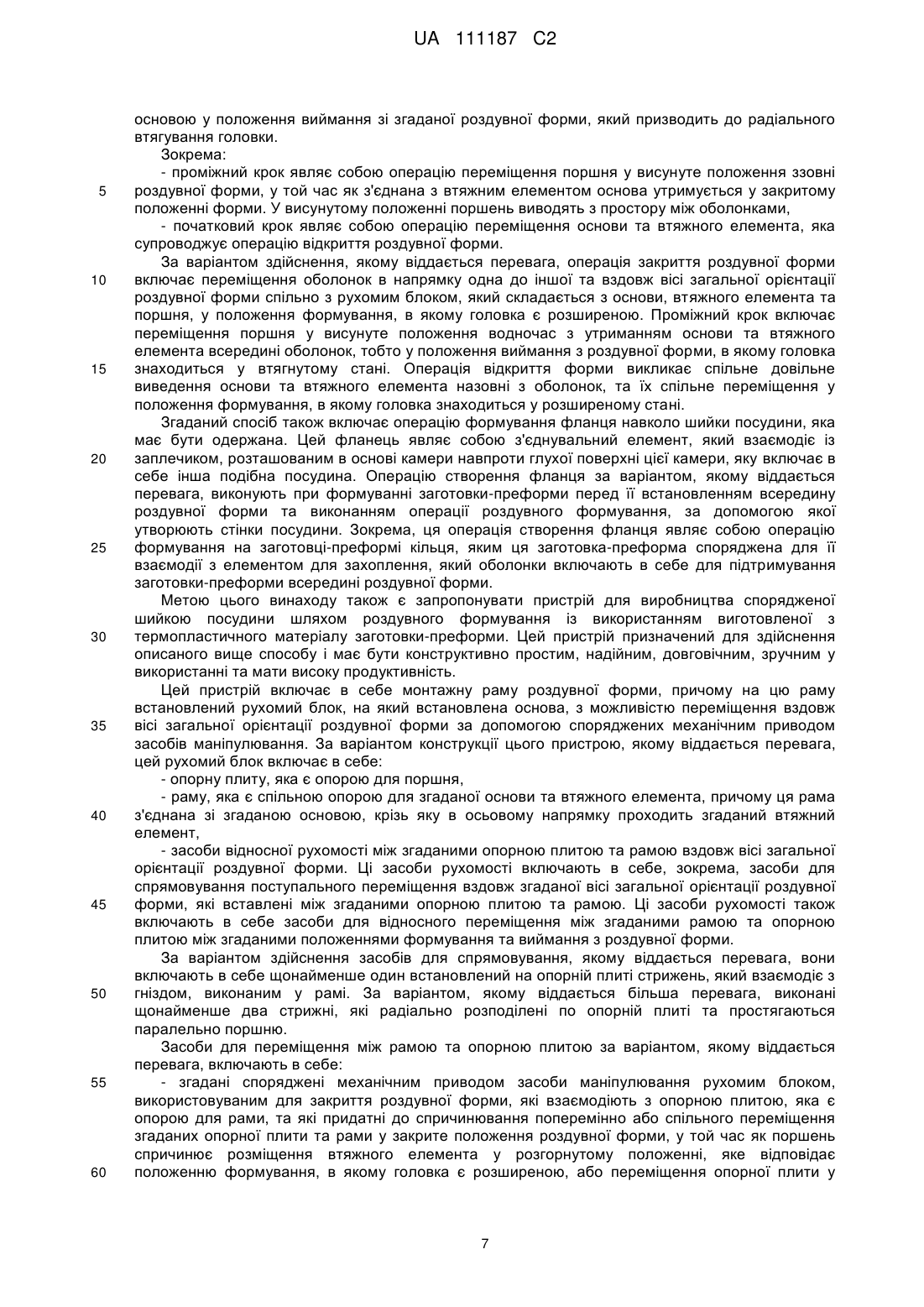
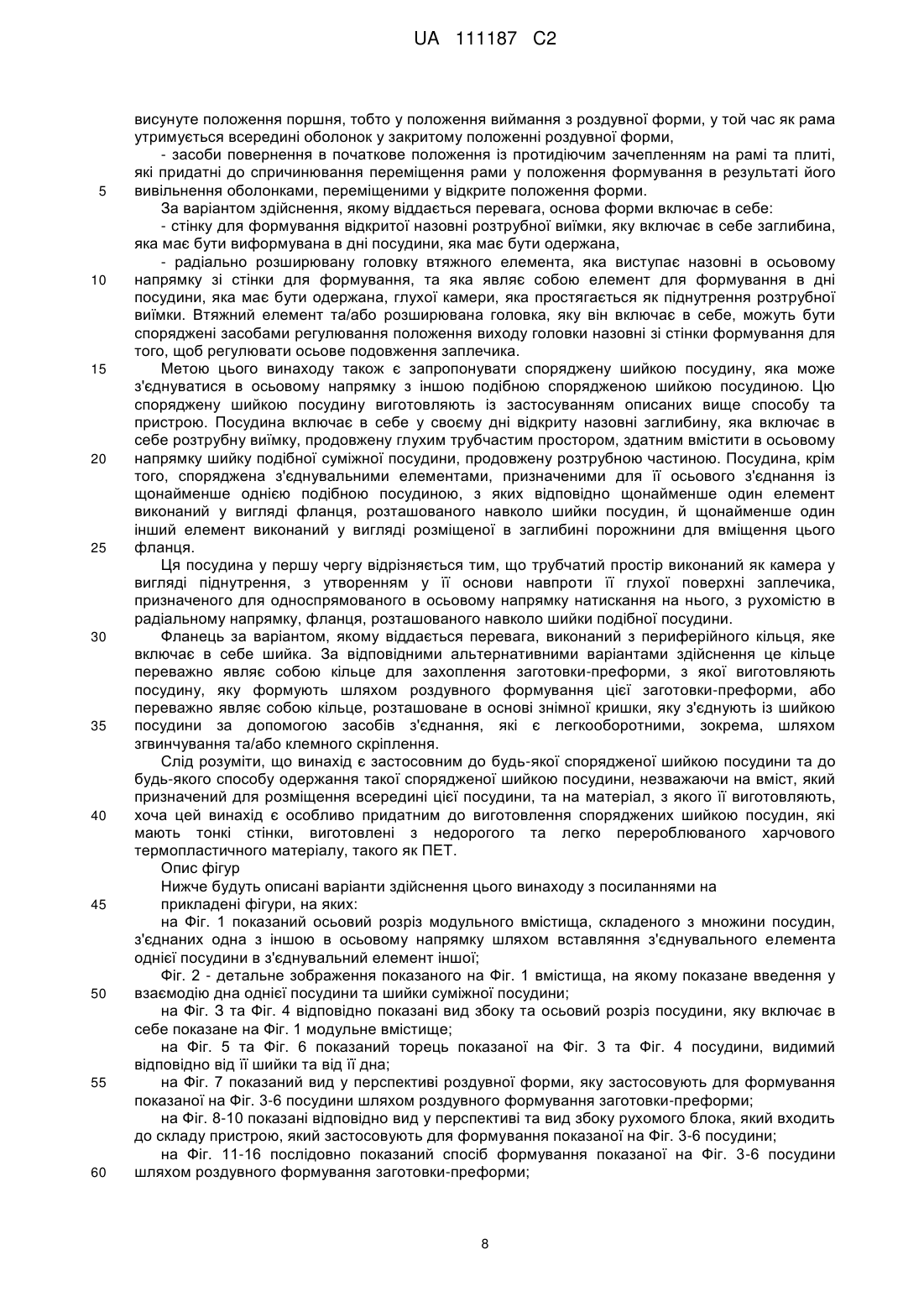
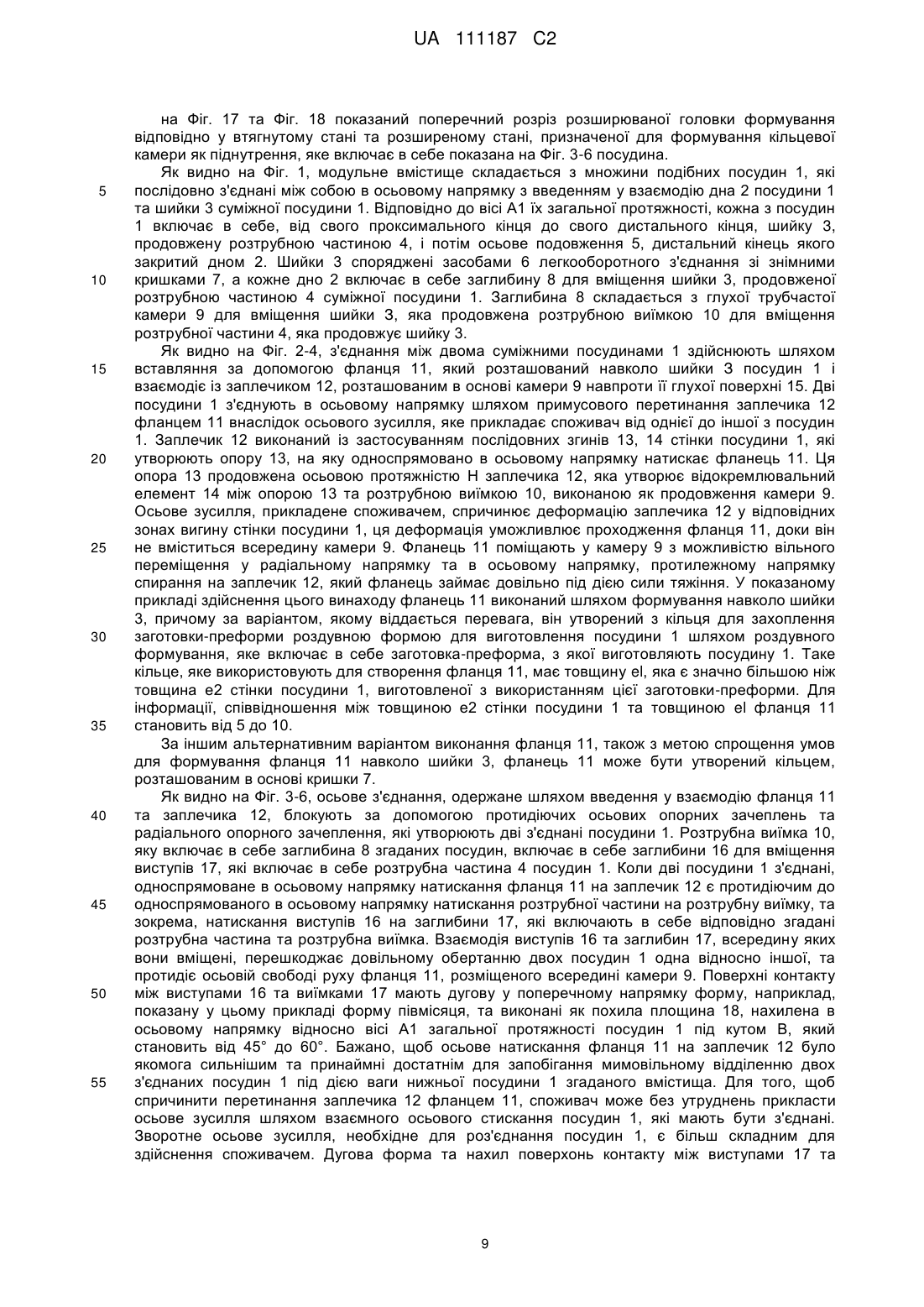
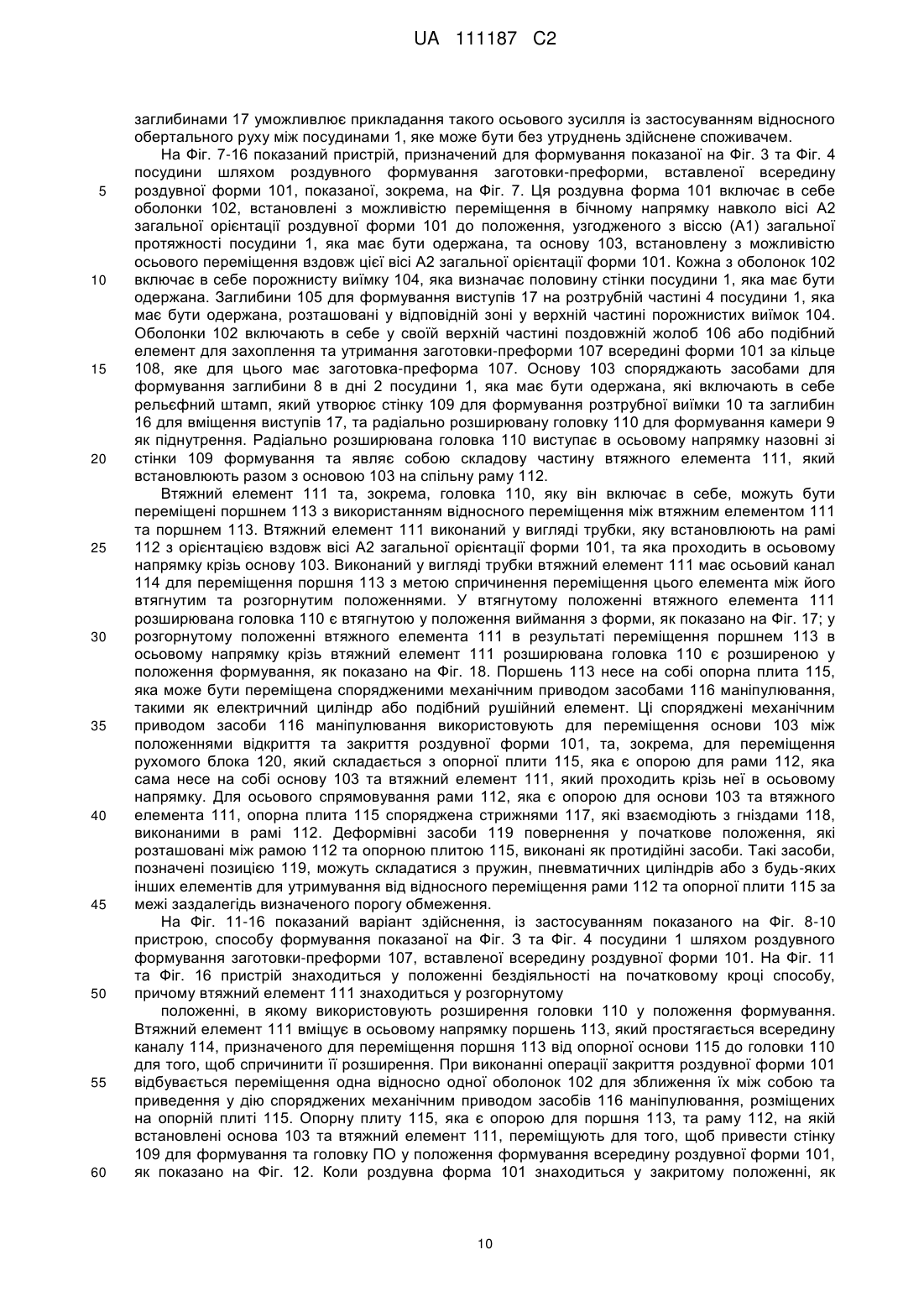
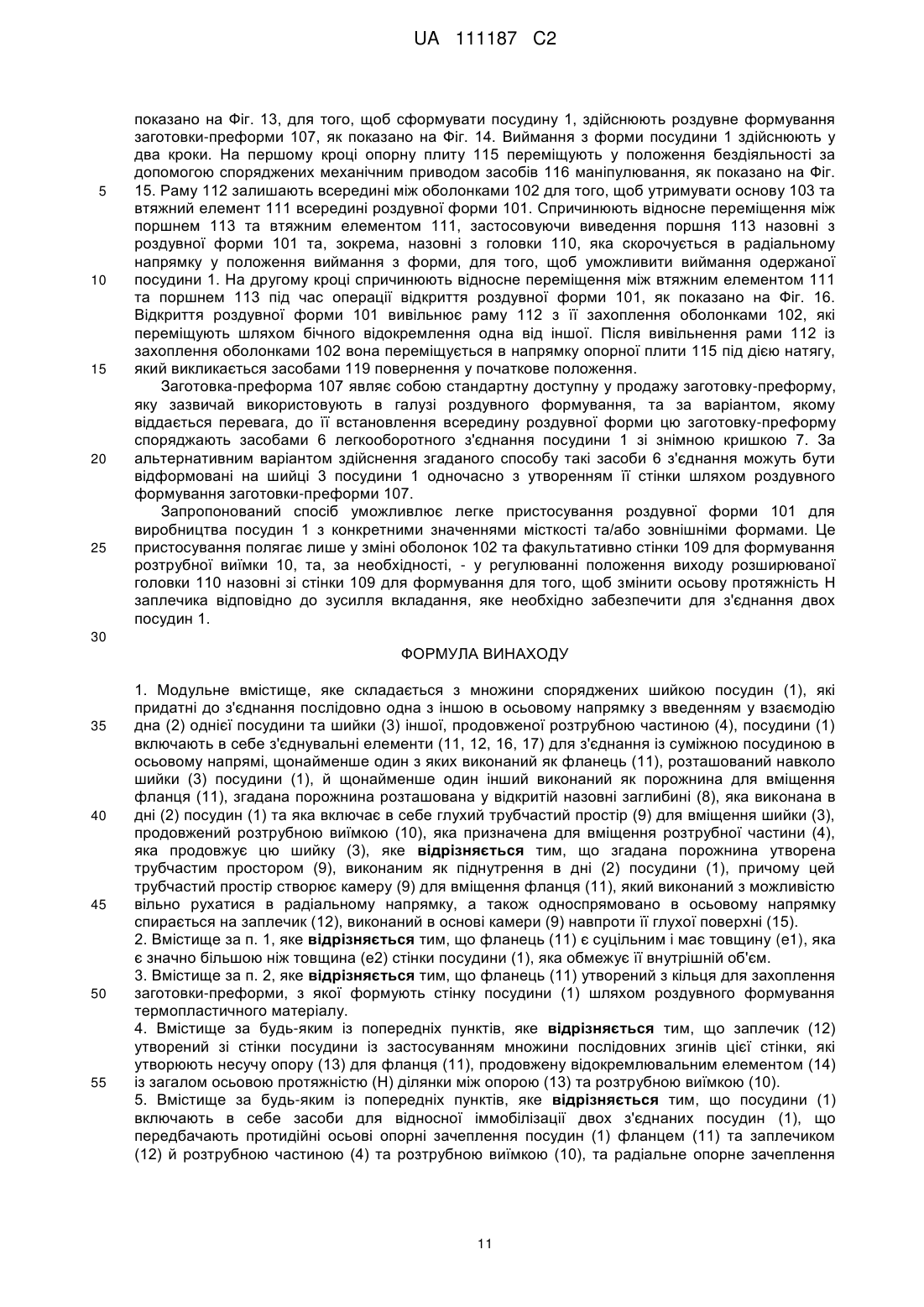
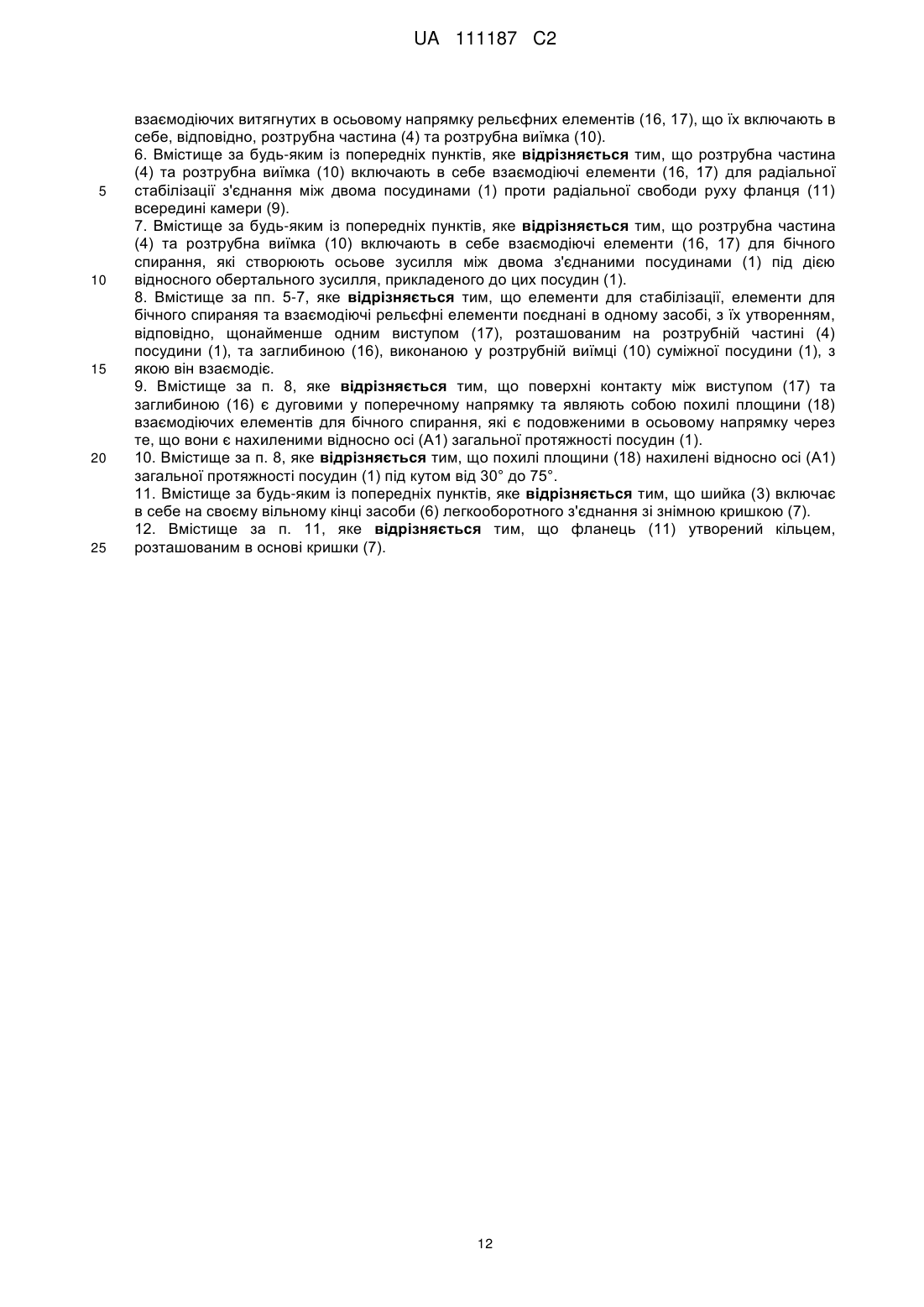
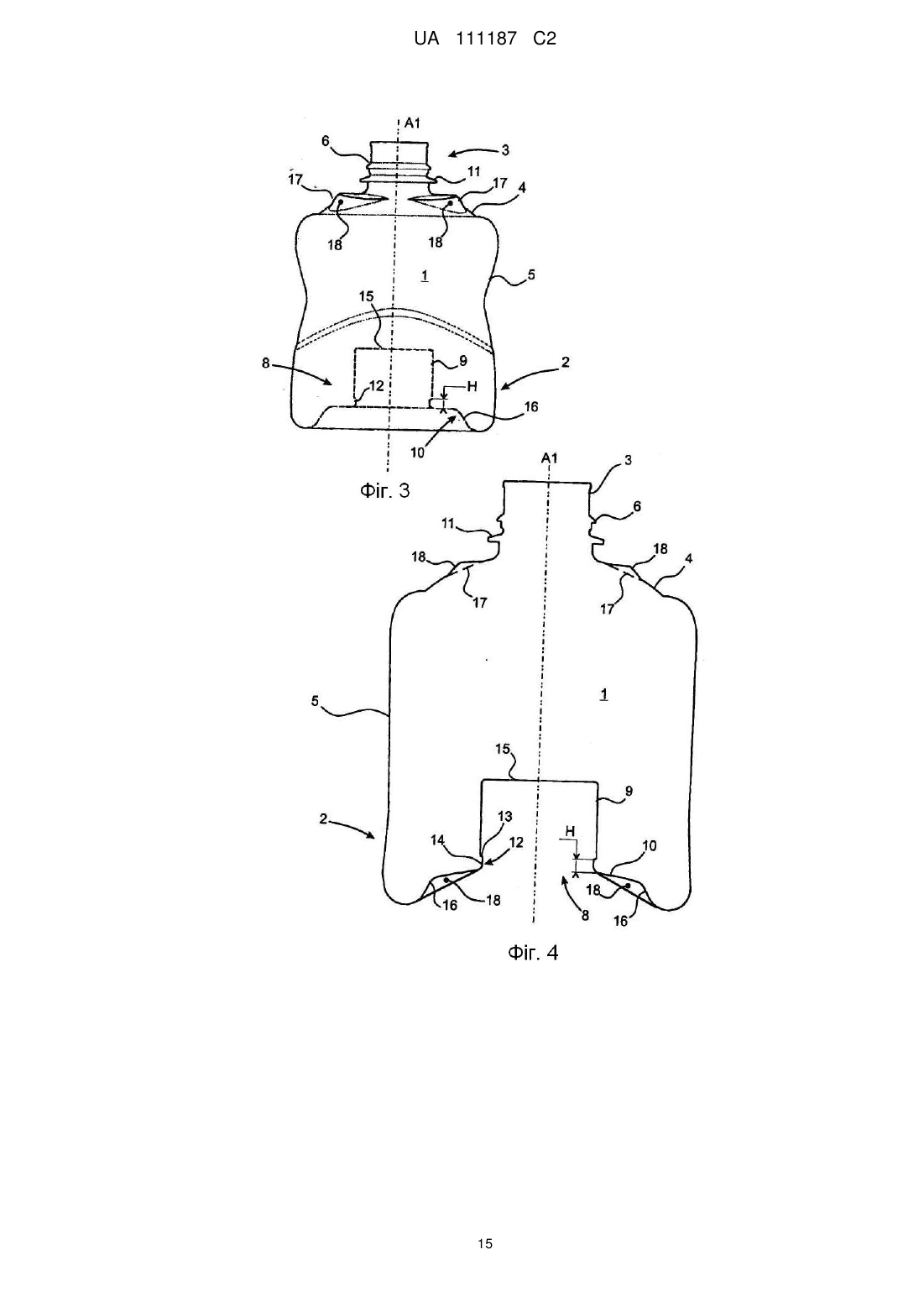
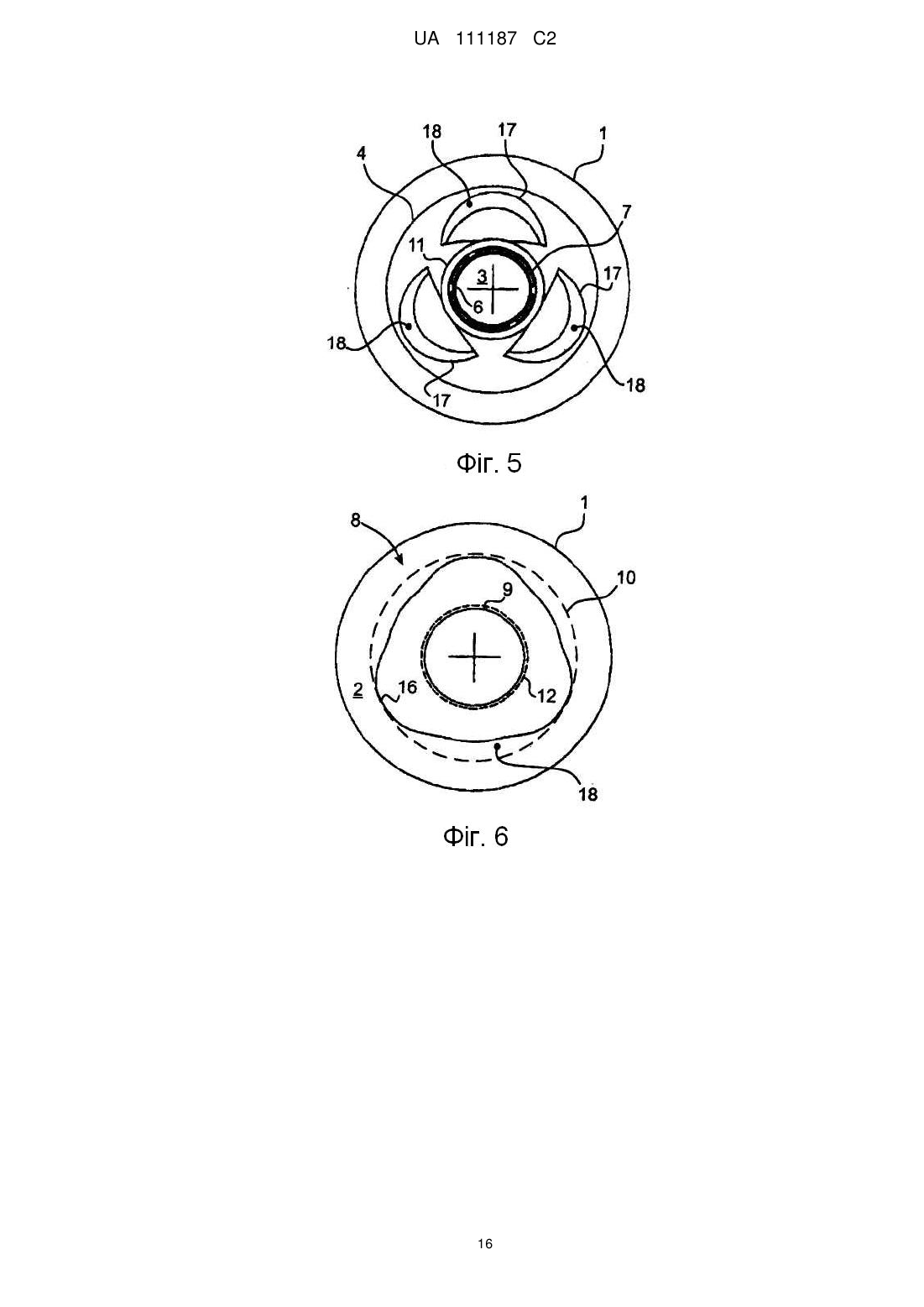
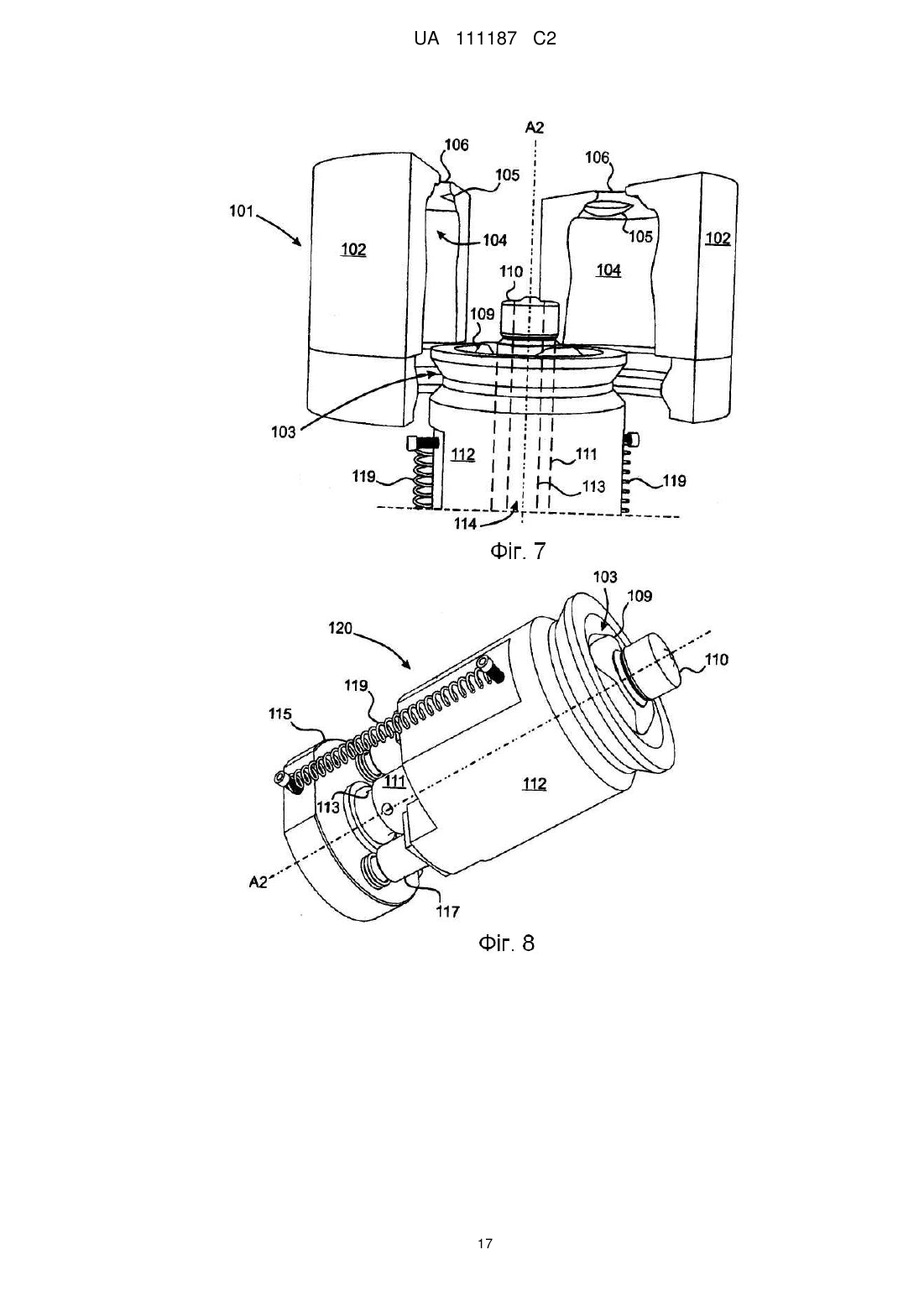
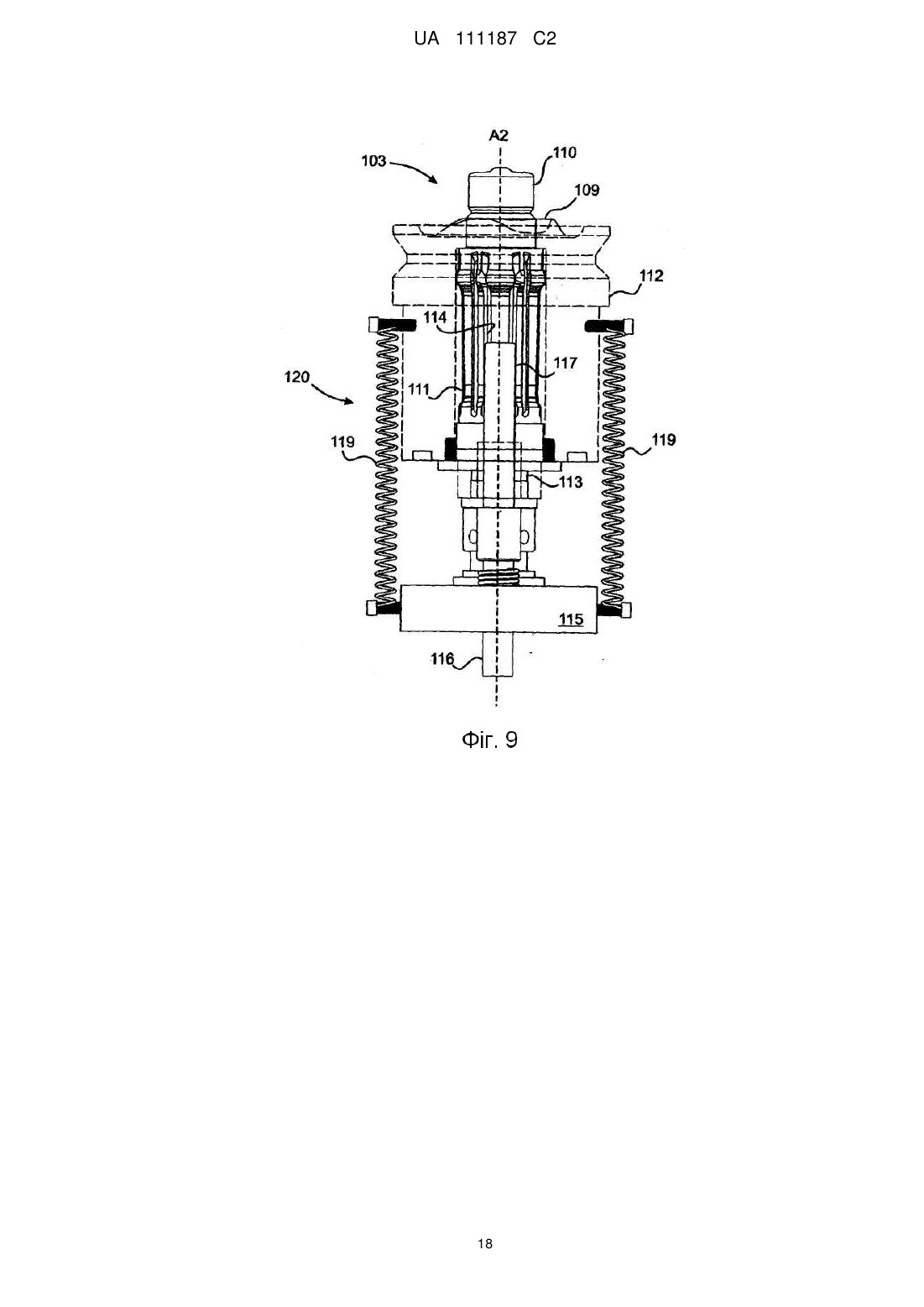
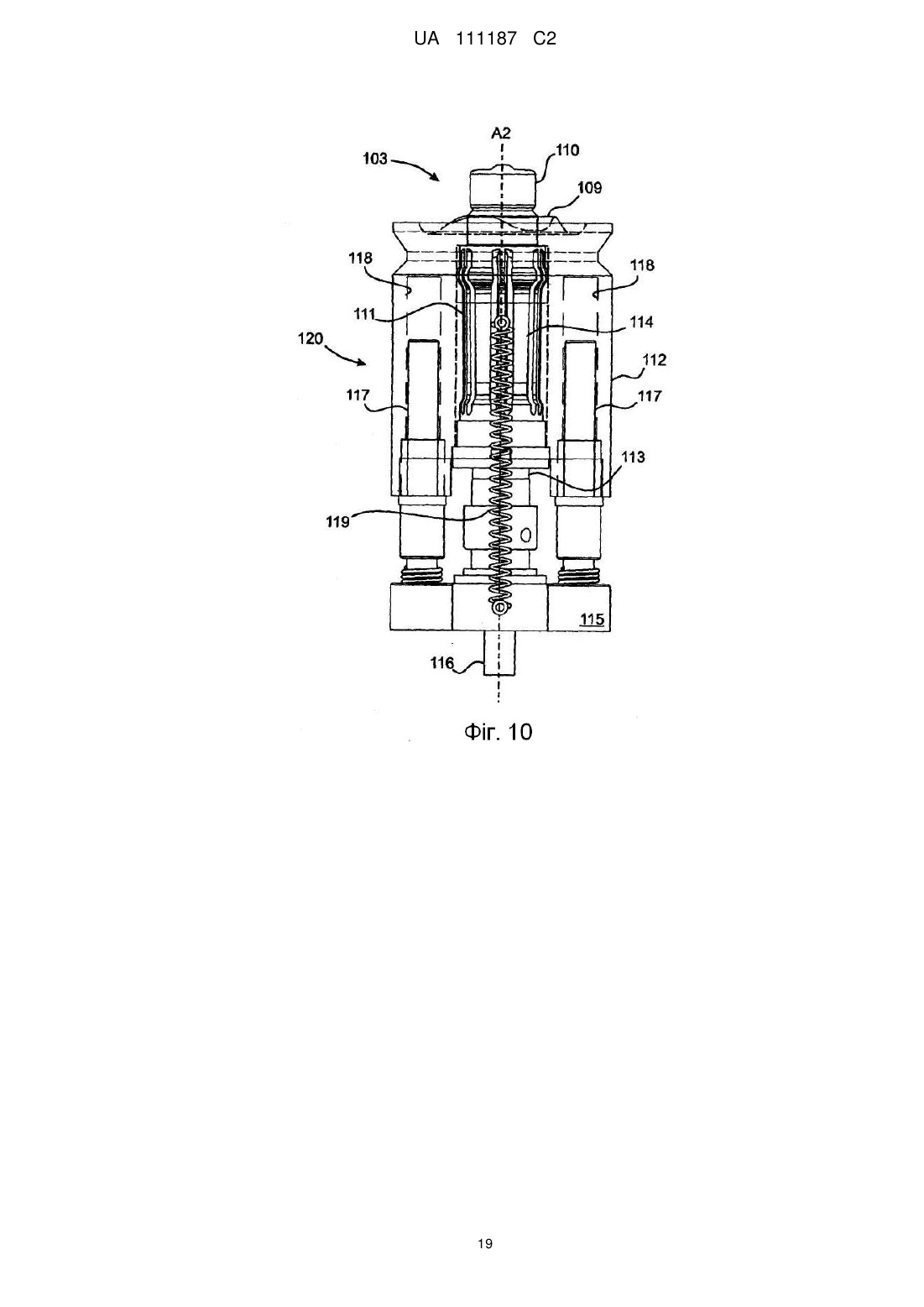
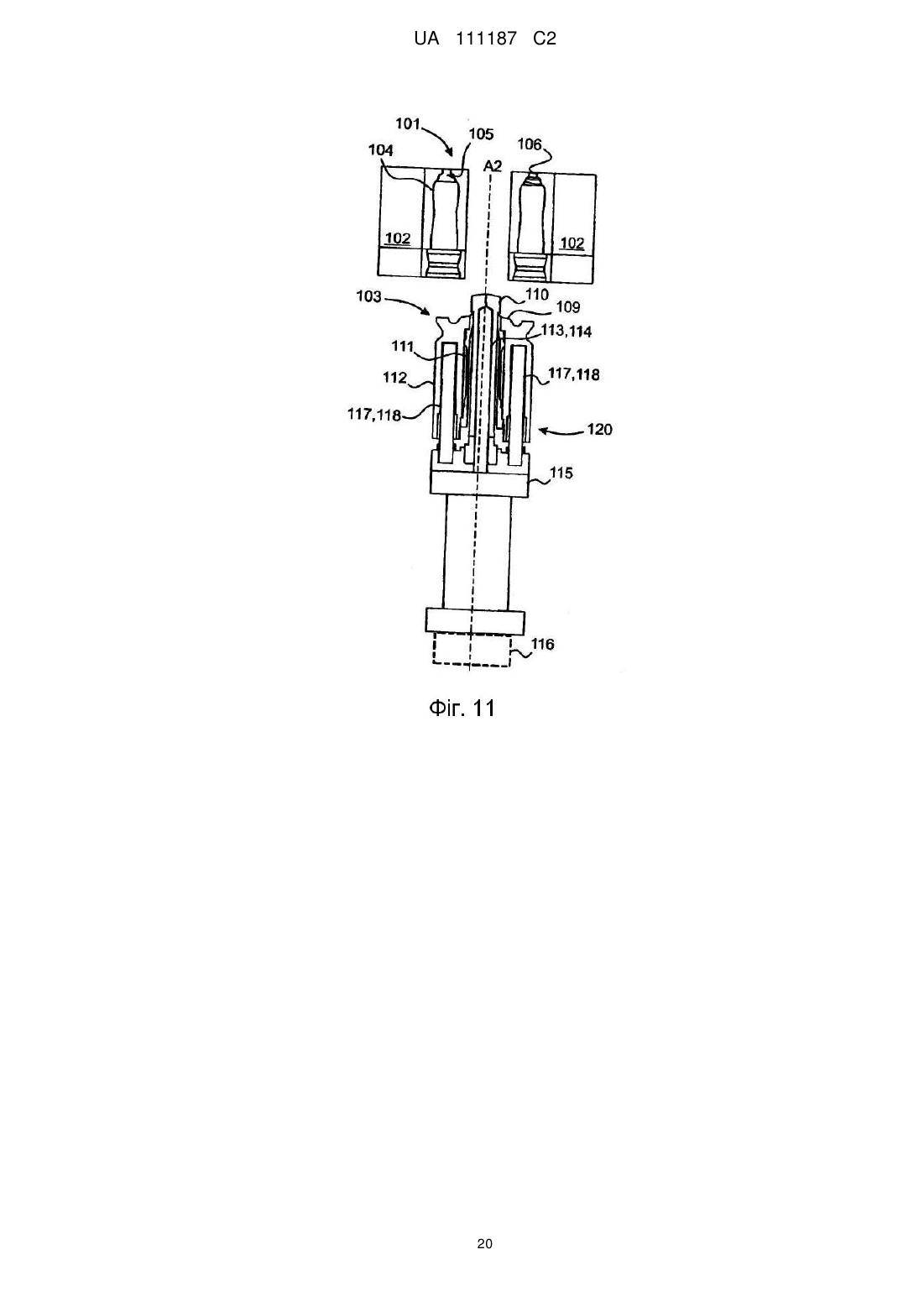
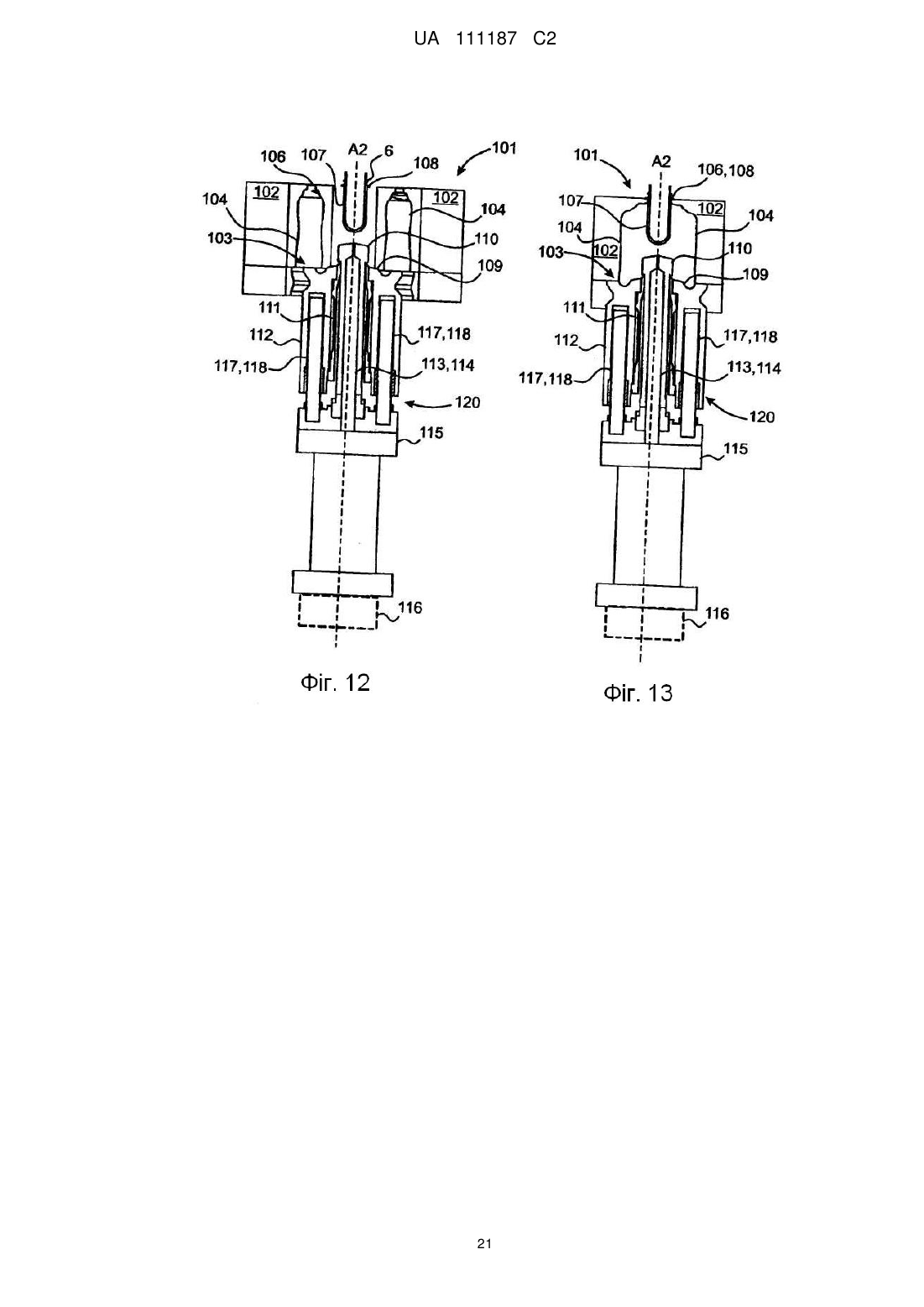
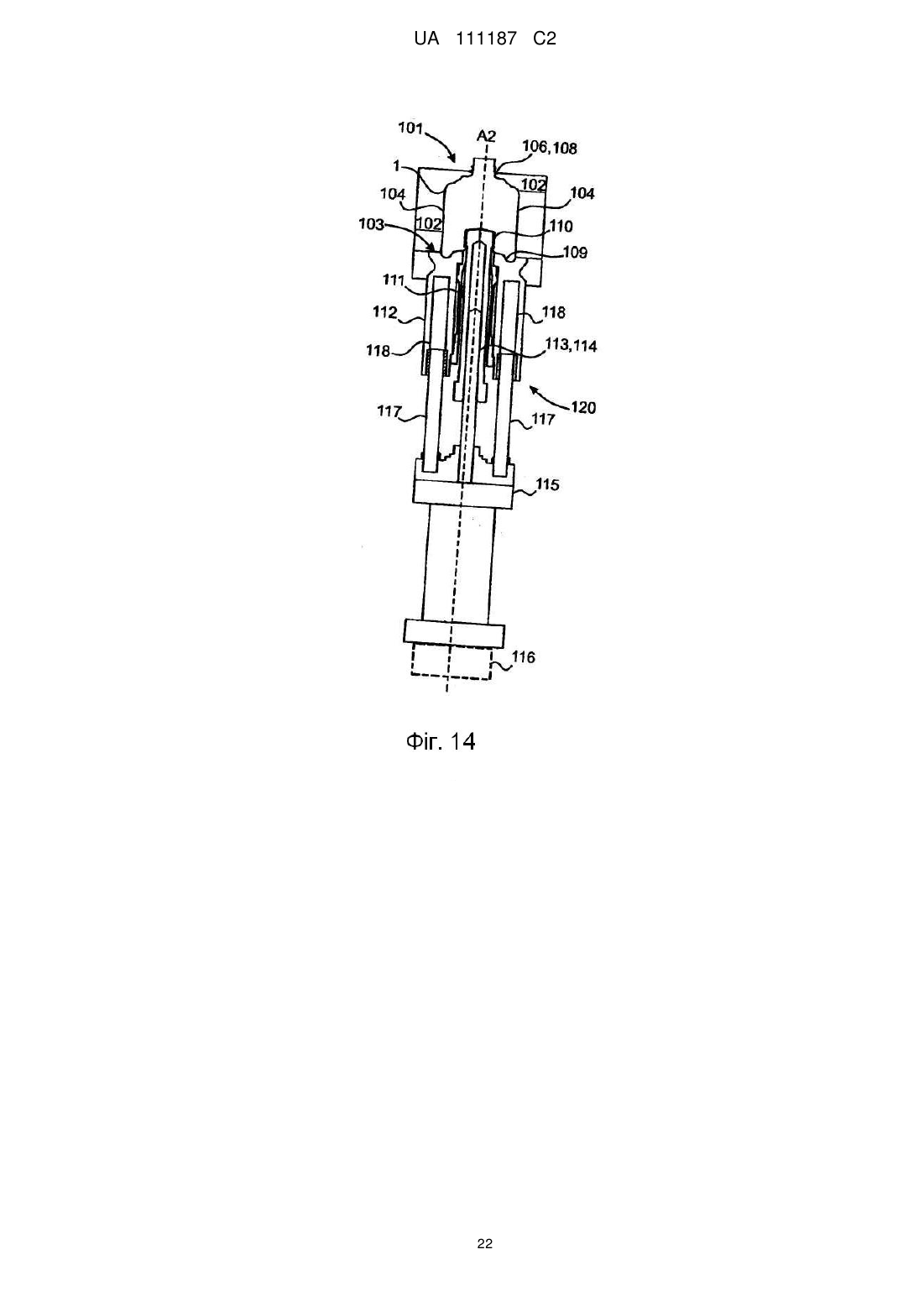
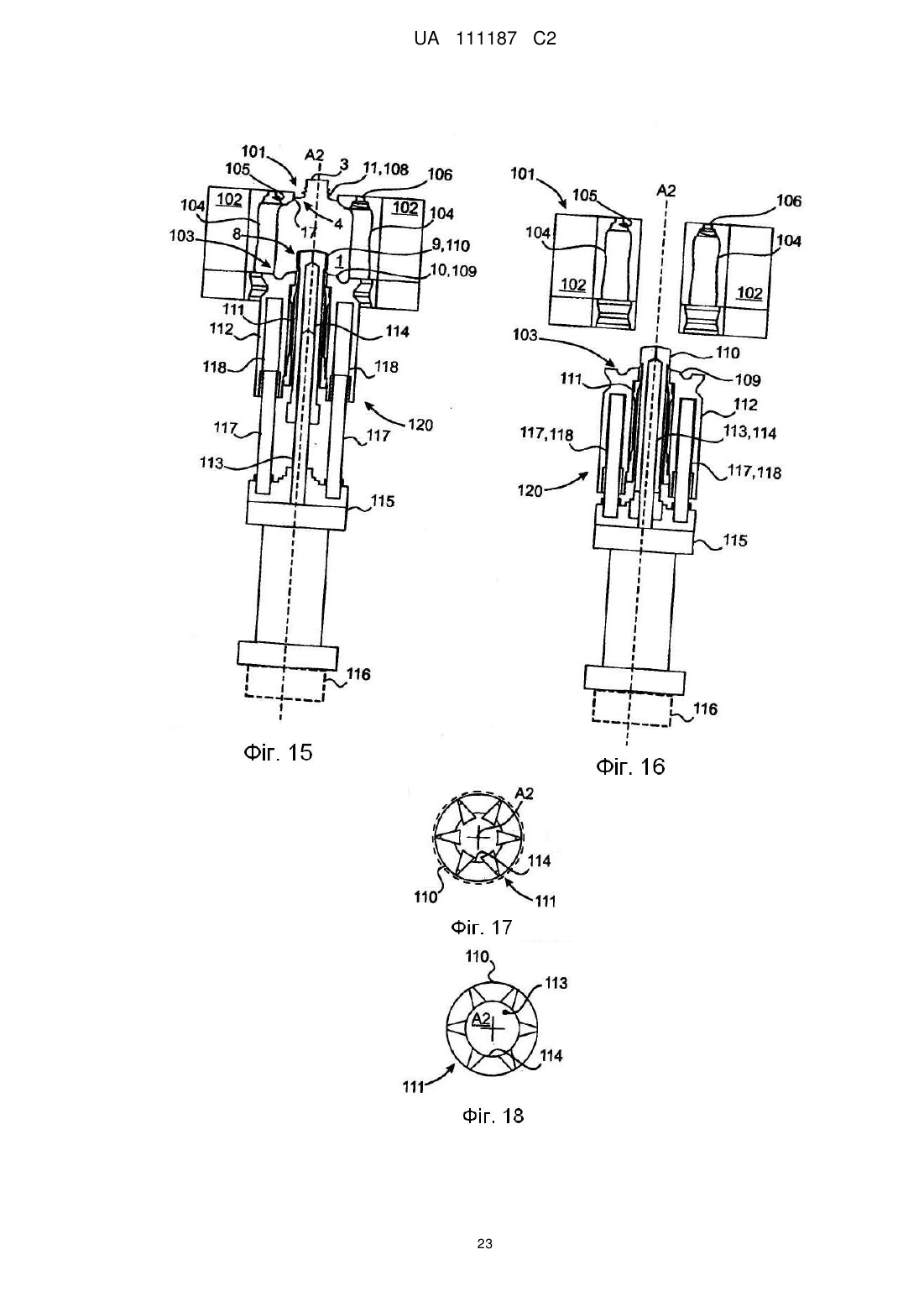
Реферат: Цей винахід стосується модульного вмістища, утвореного множиною споряджених шийкою посудин (1), які придатні до з'єднання одна з іншою в осьовому напрямку. Шийка (3) посудин (1) включає в себе фланець (11), який взаємодіє із заглибленою трубчастою камерою (9), виконаною в дні (2) посудин (1). Фланець (11) вміщений у камеру (9) так, що він може вільно рухатися в радіальному напрямку, але односпрямовано в осьовому напрямку спирається на заплечик (12). На частині (4) у вигляді розтрубу, яка простягається від шийки (3), виконані виступи (17), і ці виступи вміщені у заглибини (16), розташовані у виїмці (10) у вигляді розтрубу, яка простягається від згаданої вище камери (9). Виступи (17) та заглибини (16) утворюють елементи, які забезпечують осьову та радіальну стабілізацію з'єднання, яке утворюється, коли фланець (11) спирається на заплечик (12), та які включають в себе похилі площини (18) бічної опори, які використовують для роз'єднання двох з'єднаних посудин (1). UA 111187 C2 (12) UA 111187 C2 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Цей винахід має відношення до роздувного формування з використанням заготовкипреформи для виготовлення спорядженої шийкою посудини, яка має піднутрення. Ця посудина, більш конкретно, являє собою модуль для вмістища, складеного з множини таких посудин, які виконані так, що можливе їх осьове з'єднання між собою шляхом введення у взаємодію дна однієї посудини та шийки іншої посудини, суміжної у осьовому напрямку. Метою цього винаходу є запропонувати спосіб виробництва, із застосуванням роздувного формування заготовкипреформи, такої посудини, яка має виконане в її дні піднутрення, та запропонувати вмістище, складене із множини посудин, виготовлених із застосуванням цього способу. Рівень техніки Серед посудин відомі споряджені шийкою посудини, які виконані у вигляді пляшки або подібної посудини та які призначені для вміщення рідких виробів, зокрема, напоїв. Такі посудини мають на своєму проксимальному кінці трубчасту шийку, на якій розташований засіб легкооборотного з'єднання зі знімною кришкою, зокрема, засіб для нарізного з'єднання. Шийка продовжена в напрямку дистального кінця посудини розтрубною частиною, і потім співвісно головною частиною, низ якої закритий дном, розташованим на дистальному кінці посудини. Це дно часто має заглибину, яка відкрита назовні та переважно споряджена радіальними зміцнювальними ребрами. Така конструкція дна уможливлює збільшення жорсткості посудини, стінку якої бажано виконувати якомога більш тонкою, щоб запобігти деформації посудини під дією осьового тиску, який здійснюється рідиною, яка міститься в цій посудині, зокрема, у випадку, якщо ця рідина знаходиться під тиском, як, наприклад, газований напій. Є відомим виготовлення таких посудин шляхом роздувного формування з використанням заготовки-преформи, встановленої всередину роздувної форми. Цьому методу формування віддається перевага для одержання посудин з тонкою стінкою при мінімальних витратах і високій продуктивності. Роздувна форма головним чином складається із основи та щонайменше двох бічних оболонок. Оболонки є рухомими у бічному напрямку для відкриття та закриття роздувної форми, та включають в себе на своїй верхній частині елемент для захоплення фланця, яким споряджена заготовка-преформа, для її утримування всередині роздувної форми під час операції роздувного формування. Основа роздувної форми є рухомою в осьовому напрямку для того, щоб формувати відкриту заглибину, яку має дно посудини. Посилання можуть бути зроблені, наприклад, на WO02/098631 (GOMEZ CAO JOSE LUIS), де описаний спосіб формування спорядженої шийкою посудини шляхом роздувного формування заготовкипреформи із використанням такої роздувної форми. Раніше вже були запропоновані вмістища, які складаються з множини споряджених шийкою посудин, які можуть бути складені в осьовому напрямку введенням у взаємодію дна верхньої посудини та шийки нижньої посудини. Дно верхньої посудини має заглибину, яка є гніздом для нижньої посудини, продовжену розтрубною частиною, причому ця заглибина включає в себе трубчастий простір для вміщення згаданої шийки, який продовжується розтрубною виїмкою. З'єднання між верхньою посудиною та нижньою посудиною одержують шляхом введення у взаємодію взаємодійних з'єднувальних елементів, придатних до вставляння один в інший в осьовому напрямі (нижче - з'єднувальних елементів), які відповідно включають в себе ці посудини. Коли посудини знаходяться у з'єднаному стані, з'єднувальний елемент нижньої посудини вставлений всередину з'єднувального елемента відповідної форми, який включає в себе верхня посудина. Це з'єднання одержують за рахунок пружної деформації одного та/або іншого з'єднувального елемента, і ця деформація перешкоджає мимовільному роз'єднанню посудин, спричиненому дією ваги нижньої посудини, зокрема, коли вмістище переносять, утримуючи за верхню посудину. Для того, щоб з'єднати або роз'єднати ці посудини, споживач прикладає зусилля, щоб спричинити деформацію одного та/або іншого з'єднувального елемента та ввести ці елементи у взаємодію або, навпаки, роз'єднати їх. Посилання можуть бути зроблені, наприклад, на ЕР1321370 (РІСІ Α.), CN2820721 (WEN XIAODONG), WO2009/024004 (HUANG DEGU; DAI RENDE) та WO2007/135292 (BOU-MEZRAG M), в яких описані такі посудини. Існує проблема протиріччя між якістю одержаного між посудинами з'єднання та легкістю маніпулювання ними споживачем з метою одержання цього з'єднання або, навпаки, роз'єднання цих посудин. Також існує проблема узгодження наявності з'єднувальних елементів з наявністю знімної кришки, якою оснащена кожна з посудин. Слід врахувати, що запропоновані рішення повинні відповідати умовам виробництва при мінімальних витратах та високій продуктивності обладнання з виробництва посудин, які являють собою, зокрема, одноразові придатні для контакту з харчовими продуктами предмети, які за варіантом, якому віддається перевага, мають бути придатні до формування з витратою мінімальної кількості матеріалу. Обмеження, які 1 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 60 накладаються умовами виробництва, долають застосуванням методу формування шляхом роздувного формування заготовки-преформи, яку виготовляють із недорогого та легко перероблюваного харчового термопластичного матеріалу, зокрема, поліетилентерефталату (ПЕТ) або іншого подібного термопластичного матеріалу. Однак одержані таким способом посудини є крихкими, що знеміцнює їхню структуру та погіршує придатність до забезпечення осьового з'єднання між ними для того, щоб скласти модульне вмістище. Також необхідно врахувати явище усадки матеріалу, притаманне методу формування шляхом роздувного формування заготовки-преформи, та обмеження, пов'язані з виготовленням посудини з тонкими стінками, товщина яких є однаковою настільки, наскільки це можливо. Для того, щоб обмежити витрати на виробництво посудин та уможливити високу продуктивність, також бажано виконувати виготовлення окремої посудини в єдиній операції роздувного формування з використанням заготовок-преформ з будь-якою конструкцією, зокрема, посудин типу, наявного на ринку, які традиційно виготовляються шляхом роздувного формування, та які переважно споряджені стандартними засобами, які відповідають звичайному способу відкривання посудини шляхом відгвинчування кришки. Виконання з'єднувальних елементів під час виробництва посудин призводить до наявності одного або декількох піднутрень, які слід врахувати. Відповідно, наприклад, до ЕР 1321370, CN2820721 та WO2009/024004, з'єднувальні елементи, якими споряджені посудини, включають в себе периферійний буртик, який включає в себе нижня посудина, та канавку у заглибині, яку включає в себе верхня посудина. З'єднання здійснюють шляхом вставляння буртика всередину канавки, застосовуючи осьове зусилля, яке споживач прикладає до нижньої посудини в напрямку верхньої посудини. Це осьове зусилля спричинює деформацію та перетинання дистальної крайки канавки буртиком, доки його не проштовхнуть до проксимальної крайки канавки та він не притиснеться до її внутрішньої поверхні. Роз'єднання посудин здійснюють шляхом застосування осьового тягового зусилля, яке деформує дистальну крайку канавки, доки буртик не витягнуть з неї. В межах згаданих вище обмежень, які накладаються умовами виробництва, такі посудини є складними для виготовлення, а їх осьове з'єднання є ненадійним. В CN2820721 та WO2009/024004 на додаток до буртика, який вставляється всередину канавки, запропоновані засоби для блокування осьового з'єднання, яке здійснюють, наприклад, шляхом згвинчування, що ускладнює спосіб формування посудин та/або унеможливлює їх виконання з тонкими стінками шляхом видувного формування заготовки-преформи, виготовленої з ПЕТ. Як ще один приклад, відповідно до WO2007/135292 з'єднувальні елементи, які входять до складу посудин, утворені з похилих площин, які взаємодіють шляхом натискання в осьовому напрямку та включають в себе обмежувачі кінця ходу. Маніпуляції з посудинами споживачем для їх складання або, навпаки, для їх роз'єднання, є зручними, а одержане з'єднання є задовільним, але виготовлення цих посудин роздувним формуванням заготовки-преформи, виготовленої з ПЕТ, в межах згаданих вище обмежень, які накладаються умовами виробництва, є складним і навіть неможливим. Конструкція посудини та, зокрема, матеріал, з якого її виготовляють, товщина її стінки та засоби, передбачені для забезпечення можливості її з'єднання в осьовому напрямі з іншою подібною посудиною, повинні бути сумісними з виготовленням цієї посудини формуванням з використанням роздувного формування, в якому використовують заготовку-преформу, для виготовлення предметів з піднутренням, в межах згаданих вище обмежень, які накладаються умовами виробництва. Мета винаходу Метою цього винаходу є запропонувати модульне вмістище, яке складають зі споряджених шийкою посудин, які включають в себе з'єднувальні засоби, придатні до вставляння один в інший в осьовому напрямі, шляхом введення у взаємодію дна однієї посудини та шийки іншої посудини, яке є надійним та зручним у застосуванні. Це осьове з'єднання між посудинами бажано забезпечити, враховуючи їх переважний спосіб виробництва з мінімальними витратами та високою продуктивністю шляхом розсувного формування заготовки-преформи, виготовленої з термопластичного матеріалу, який може являти собою ПЕТ, враховуючи товщину їхніх стінок, які бажано виконати якомога більш тонкими для економії матеріалу, та враховуючи наявність піднутрення, придатного для утворення з'єднувального елемента, який включають в себе ці посудини. Метою цього винаходу також є запропонувати спосіб виготовлення формуванням посудини з піднутренням шляхом роздувного формування заготовки-преформи, варіант здійснення якого є сумісним з виготовленням посудини з тонкими стінками, яка виконана так, щоб уможливити її надійне та зручне з'єднання в осьовому напрямку з подібною посудиною для того, щоб скласти модульне вмістище. Бажано мати можливість виготовити таку посудину із застосуванням 2 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 60 недорогого та легко перероблюваного харчового термопластичного матеріалу, зокрема, поліетилентерефталату (ПЕТ) або іншого подібного термопластичного матеріалу, з якомога більш тонкими стінками. Метою цього винаходу є, зокрема, запропонувати таку посудину та спосіб у межах згаданих вище обмежень, які накладаються умовами виробництва, з урахуванням сумісності між конструктивною схемою посудини та засобами виробництва, призначеними для того, щоб виготовити ці посудини при мінімальних витратах та високій продуктивності. В цілому цей винахід полягає у спрощенні структурної схеми посудин, з яких складається згадане модульне вмістище, зокрема, щодо з'єднувальних засобів, призначених для забезпечення осьового з'єднання цих посудин одна з іншою, шляхом спрощення цієї схеми до односпрямованого в осьовому напрямку натискання з радіальною рухливістю між взаємодійними з'єднувальними елементами, які відповідно включають в себе ці посудини. Це односпрямоване в осьовому напрямку натискання виключає радіальне зчеплення між з'єднувальними елементами, які відповідно спрощені до розташованого навколо шийки посудин фланця, який має радіальну рухливість, та односпрямовано в осьовому напрямку спирається на заплечик, розташований в основі глухої трубчастої камери, сформованої як піднутрення у заглибині, виконаній в дні посудин. Виробництво посудин шляхом роздувного формування із застосуванням методу роздувного формування заготовки-преформи здійснюють при мінімальних витратах та високій продуктивності. Виробничі обмеження, пов'язані зі способом роздувного формування, такі як явище усадки, вимагають, щоб конструкція форми була простою, а відповідні операції формування з'єднувальних елементів були розділені на операції формування стінки посудини, формування западини як піднутрення та формування фланця. Згадану камеру одержують за допомогою роздувної форми, конструкція якої уможливлює утворення камери з високою швидкістю, із використанням відносного осьового зсуву між елементами, встановленими у роздувній формі. Заглибину виконують із застосуванням штампа, який включає в себе основу роздувної форми й який встановлений з можливістю переміщення в осьовому напрямку для того, щоб утворити трубчасту камеру, продовжену розтрубною виїмкою. Камеру формують як піднутрення із застосуванням відносного осьового зсуву між поршнем та встановленим спільно з рухомою основою втяжним елементом, всередині якого переміщується поршень. Цей втяжний елемент оснащений радіально розширюваною головкою, яка може бути переміщена поршнем та яка виступає як осьове подовження стінки штампа, який утворює розтрубну виїмку. Відносний зсув між поршнем та втяжним елементом забезпечують, використовуючи рухомість всередині роздувної форми блока, який складається з основи роздувної форми, втяжного елемента та поршня, та за допомогою засобів пружного повернення у початкове положення, вставлених між поршнем та рамою, яка є опорою для з'єднаних основи роздувної форми та втяжного елемента. Кількість операцій формування, які виконують послідовно, є зменшеною, а кінематика призначених для переміщення рухомих елементів є простою. Радіальні розміри фланця можуть приймати будь-які значення, оскільки лише його товщина має значення для надійності з'єднання, одержаного між двома посудинами, з'єднаними одна з іншою в осьовому напрямку. Для утворення фланця за варіантом, якому віддається перевага, може бути використане стандартне кільце для захоплення, яке заготовки-преформи зазвичай включають в себе для їх підтримування всередині роздувної форми. Це дозволяє уникнути здійснення специфічної операції виконання цього фланця навколо шийки. Фланець є міцним завдяки своїй товщині, яка є значно ніж товщина стінки посудини, яка може бути виконана тонкою із застосуванням недорогого та легко перероблюваного харчового термопластичного матеріалу, такого як поліетилентерефталат (ПЕТ) або інший подібний термопластичний матеріал, використаного у невеликій кількості. Лицьовий бік штампа, який виконує розтрубну виїмку, може включати в себе рельєфні елементи для формування заглибин, призначених для вміщення виступів, які включає в себе розтрубна частина іншої посудини. Такі взаємодійні заглибини та виступи використовують для зміцнення осьової та радіальної стійкості з'єднання між двома посудинами, і для того, щоб формувати похилі площини, які створюють осьове зусилля роз'єднання з'єднаних посудин із застосуванням відносного обертального руху між цими посудинами, легко регульованого споживачем. Ці рельєфні елементи створюють та формують окремо від тих з'єднувальних елементів, які відповідно розташовані на шийці та у заглибині згаданих посудин. Заплечик являє собою елемент, який простягається у радіальному та осьовому напрямках, розташований в основі камери навпроти її глухої поверхні та здатний забезпечити надійну перешкоду мимовільному виведенню фланця, розташованого на шийці суміжної посудини, в 3 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 60 тому числі у випадку посудини з тонкими стінками, виконаними із застосуванням легко перероблюваного харчового пластичного матеріалу, такого як ПЕТ або інший подібний матеріал. Міцність заплечика визначається його осьовою протяжністю, яка може бути легко змінена відповідно до потреб незалежно від товщини, яку має фланець. За варіантом здійснення, якому віддається перевага, радіальна протяжність заплечика є постійною, а його вільна крайка простягається геометрично безперервно вздовж обводу. За альтернативним варіантом здійснення радіальна протяжність заплечика є змінною, а його вільна крайка має зубчасту форму для того, щоб сприяти розміщенню радіально розширюваної головки для виконання камери шляхом її формування як піднутрення, та для того, щоб регулювати за необхідністю здатність до місцевого деформування заплечика, який забезпечує з'єднання та роз'єднання двох посудин. З'єднання двох посудин одна з іншою легко здійснюється споживачем із застосуванням осьового зусилля, яке спричинює пружну деформацію заплечика, а зворотну операцію роз'єднання цих двох посудин полегшує застосування взаємодійних виступів та заглибин. Радіальні розміри заплечика та фланця можуть відрізнятися між собою, якщо радіальний розмір кільцевої камери є більшим ніж радіальний розмір фланця, який вона безперешкодно вміщує в радіальному напрямку. Радіальна протяжність камери не залежить від вимог щодо забезпечення надійності та міцності осьового з'єднання, яке має бути одержане між двома придатними до з'єднання одна з іншою посудинами. Радіальна протяжність камери може бути вільно підібрана відповідно до проходу, необхідного для вміщення спорядженої стандартною кришкою шийки іншої посудини. Зокрема, за першим аспектом цього винаходу метою винаходу є запропонувати модульне вмістище, яке складається з множини споряджених шийкою посудин, які придатні до вставляння послідовно одна в іншу в осьовому напрямку з введенням у взаємодію дна однієї посудини та шийки іншої, продовженої розтрубною частиною. Ці посудини включають в себе з'єднувальні елементи, придатні до вставляння один в інший в осьовому напрямі, для з'єднання із суміжною посудиною. Щонайменше один зі з'єднувальних елементів виконаний як фланець, розташований навколо шийки посудини, й щонайменше один інший з'єднувальний елемент виконаний як порожнина для вміщення фланця, яка включає в себе відкриту назовні заглибину, виконану в дні суміжної посудини. Ця заглибина включає в себе глухий трубчастий простір для вміщення шийки, який продовжується розтрубною виїмкою, яка призначена для вміщення розтрубної частини, яка продовжує шийку. За цим винаходом така посудина у першу чергу відрізняється тим, що порожнина для вміщення фланця утворена трубчастим простором для вміщення шийки, який виконаний як піднутрення в дні посудини. Цей трубчастий простір являє собою камеру для вміщення фланця, який виконаний з можливістю вільно рухатися в радіальному напрямку, та односпрямовано в осьовому напрямку спирається на заплечик, утворений в основі камери навпроти її глухої поверхні. Засоби для з'єднання між собою посудин вмістища є конструктивно простими та виключають введення у зачеплення шляхом затискання фланця порожниною, яка його вміщує. Спосіб формування посудин шляхом роздувного формування заготовки-преформи дозволяє здійснення складних операцій, характерних для формування з'єднувальних елементів, які включають в себе порожнину для вміщення фланця, виконану із застосуванням її формування як піднутрення камери. З'єднувальний елемент, який взаємодіє із фланцем, формують із заплечика, який одержують шляхом формування складок стінки посудини навколо штампа, та, зокрема, навколо радіально розширюваної головки, яку включає в себе втяжний елемент для формування піднутрення. Незважаючи на радіальну та осьову свободу руху між фланцем та камерою, осьове опорне зачеплення, в яке фланець входить із заплечиком, забезпечує з'єднання між посудинами, яке є надійним та міцним. Виконання заплечика у вигляді згинів стінки посудини уможливлює надання йому осьової протяжності, яка надає йому міцність без збільшення товщини стінки посудини, яка може бути тонкою. Таке виконання заплечика уможливлює його деформування під дією осьового навантаження, прикладеного до посудин споживачем. Бажана міцність заплечика може бути легко підібрана для будь-яких вмістищ із застосуванням зміни його осьової протяжності, що може бути легко здійснене шляхом зміни відстані виходу радіально розширюваної головки зі штампа, який виконує розтрубну виїмку. Товщина фланця не залежить від осьової протяжності заплечика, і може бути істотно більшою, ніж товщина стінки одержаної посудини. Фланець може бути виконаний шляхом його формування навколо шийки посудини під час її виготовлення шляхом роздувного формування, або за варіантом, якому віддається перевага, він може бути утворений кільцем для захоплення заготовки-преформи роздувною формою, з яким цю посудину виготовляють шляхом роздувного 4 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 60 формування, або кільцем, розташованим в основі знімної кришки, якою споряджена згадана посудина. Радіальні протяжності фланця та заплечика не залежать одна від одної, і шийка може бути споряджена будь-якою кришкою, якщо забезпечено проходження шийки з цією кришкою до камери. Посудина може бути виготовлена з тонкими стінками постійної товщини шляхом формування із застосуванням роздувного формування заготовки-преформи, і може бути виготовлена з недорогого та легко перероблюваного харчового термопластичного матеріалу, зокрема, поліетилентерефталату (ПЕТ) або іншого подібного термопластичного матеріалу, без впливу на якість осьового з'єднання, одержуваного між двома контейнерами для того, щоб скласти вмістище. За варіантом здійснення, якому віддається перевага, фланець є суцільним і має товщину, яка є значно більшою ніж товщина стінки посудини, яка обмежує внутрішній об'єм посудини, завдяки, наприклад, утворенню фланця переважно з кільця для захоплення заготовкипреформи, з якої формують стінки посудини шляхом роздувного формування термопластичного матеріалу. Заплечик утворюють, зокрема, з використанням стінки посудини, застосовуючи множину послідовних згинів цієї стінки, що призводить до появи складки, яка являє собою опору для фланця, продовжену відокремлювальним елементом із загалом осьовою протяжністю ділянки між згаданими опорою та розтрубною виїмкою. Посудини включають в себе, зокрема, засоби для відносної іммобілізації двох з'єднаних посудин, а саме протидійні осьові опорні зачеплення цих посудин між фланцем та заплечиком й між розтрубною частиною та розтрубною виїмкою, та радіальне опорне зачеплення між взаємодійними витягнутими в осьовому напрямку рельєфними елементами, які включають в себе відповідно розтрубна частина та розтрубна виїмка. Зокрема, розтрубна частина та розтрубна виїмка за варіантом, якому віддається перевага, включають в себе взаємодійні елементи радіальної стабілізації з'єднання між двома з'єднаними посудинами проти радіальної свободи руху фланця всередині камери. Зокрема, розтрубна частина та розтрубна виїмка за варіантом, якому віддається перевага, включають в себе взаємодійні елементи бічної опори, які створюють осьове зусилля між двома з'єднаними посудинами під дією відносного обертального зусилля, прикладеного до цих посудин споживачем. Операцію роз'єднання з'єднаних посудин без утруднень виконують, незважаючи на силу натискання фланця на заплечик, із застосуванням відносного обертального руху між посудинами, який здійснює користувач. За варіантом здійснення, якому віддається перевага, згадані елементи для стабілізації, елементи для бічної опори та взаємодійні рельєфні елементи виконані як один елемент шляхом виконання відповідним чином щонайменше одного виступу, розташованого на розтрубній частині посудини, який взаємодіє із заглибиною, виконаною у розтрубній виїмці суміжної посудини. Здійснення взаємодії між виступом та заглибиною забезпечує радіальну стабілізацію та осьове блокування з'єднання двох з'єднаних посудин, та зручність маніпулювання споживачем з'єднаними посудинами для їх роз'єднання. За варіантом, якому віддається перевага, взаємодійні виступи та заглибини виконані у вигляді радіально розподіленої множини цих елементів. За варіантом виконання цього винаходу, якому віддається перевага, поверхні контакту між виступом та заглибиною є дуговими у поперечному напрямку та утворюють похилі площини протидіючої бічної опори, які є подовженими в осьовому напрямку через нахил відносно вісі загальної протяжності посудин. Для інформації, ці похилі площини нахилені відносно вісі загальної протяжності посудин під кутом від 30° до 75°, та більш конкретно - від 45° до 60°, відповідно до нахилів розтрубів згаданих частини та виїмки. За варіантом здійснення, якому віддається перевага, шийка включає в себе на своєму вільному кінці засоби легкооборотного з'єднання зі знімною кришкою, зокрема, засоби для нарізного з'єднання або, наприклад, засоби для клемного скріплення. Такі кришки та засоби з'єднання є, зокрема, такими, які зазвичай використовують у сфері споряджених шийкою вмістищ, та більш конкретно - такими, які зазвичай виконують при формуванні споряджених шийкою посудин шляхом роздувного формування заготовки-преформи. За конкретним варіантом здійснення фланець утворений із кільця, розташованого в основі кришки, приєднаної до шийки посудини. За другим аспектом цього винаходу метою винаходу є запропонувати спосіб формування спорядженої шийкою посудини шляхом роздувного формування з використанням виготовленої із термопластичного матеріалу заготовки-преформи та роздувної форми, яка має в цілому осьову орієнтацію. Ця роздувна форма включає в себе: 5 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 - оболонки, встановлені навколо вісі загальної орієнтації роздувної форми з можливістю переміщення в бічному напрямку, які споряджені елементом для захоплення заготовкипреформи за кільце, яке ця заготовка включає в себе, - основу, встановлену з можливістю переміщення вздовж вісі загальної орієнтації роздувної форми, яка споряджена засобами для формування в дні посудини, яка має бути одержана, заглибини з відкритим назовні піднутренням. Ці засоби для формування заглибини включають в себе штамп, який формує згадану заглибину, та втяжний елемент для формування піднутрення, який може бути переміщений між розгорнутим положенням формування піднутрення та втягнутим положенням, яке уможливлює виймання з форми одержаної посудини. Згаданий спосіб передбачає цикл формування спорядженої шийкою посудини, який включає принаймні такі операції: - встановлення заготовки-преформи всередину роздувної форми та закриття цієї роздувної форми шляхом зближення оболонок одна до іншої та основи, - видувне формування заготовки-преформи для того, щоб утворити стінку спорядженої шийкою посудини, яка має бути одержана, - відкриття роздувної форми та виймання одержаної спорядженої шийкою посудини шляхом відділення оболонок одна від іншої та основи, та - операції переміщення втяжного елемента між його розгорнутим та втягнутим положеннями, які здійснюють відповідно перед операцією роздувного формування та після неї. Відповідно до цього винаходу такий спосіб формування включає особливі операції відносного переміщення (вздовж вісі загальної орієнтації роздувної форми) основи та поршня, який переміщується всередині втяжного елемента, спричинюючи проходження цього втяжного елемента між його розгорнутим та втягнутим положеннями. Зокрема, операції переміщення втяжного елемента між його розгорнутим та втягнутим положеннями спричинюються відповідними операціями відносного переміщення (вздовж вісі загальної орієнтації роздувної форми) основи та поршня, який переміщується всередині втяжного елемента. Ці операції відносного переміщення основи та поршня спричинюють поперемінно розширення і, навпаки, радіальне скорочення загалом циліндричної головки, яку включає в себе втяжний елемент. Ця головка формує в дні посудини, яка має бути отримана, глуху трубчасту камеру, яку заглибина включає в себе як піднутрення. В результаті відносного осьового переміщення основи та поршня головка втяжного елемента одночасно формує камеру та з'єднувальний елемент, придатний до взаємодії з відповідним з'єднувальним елементом, який включає в себе шийка подібної посудини. Осьова рухомість поршня уможливлює легке включення у цикл формування посудини операцій відносного переміщення між поршнем та основою, та спільне формування камери та з'єднувального елемента, який складається із заплечика, який камера включає в себе як піднутрення в своїй основі навпроти своєї глухої поверхні. Операція формування камери, яка пов'язана з формуванням цього з'єднувального елемента, відокремлена від операції формування розтрубної виїмки, яку включає в себе заглибина, виконана в дні одержаної посудини, та яку формують за допомогою лицьової поверхні штампа, призначеної для цієї мети. Під час циклу формування посудини окремі переміщення між засобами формування розтрубної виїмки та камери як піднутрення роблять можливим спрощення циклу формування та умови, які необхідно реалізувати для того, щоб дотриматися розмірів та виробничих допусків, які властиві розтрубній виїмці та камері. Поршень, втяжний елемент та основа можуть бути встановлені на тому самому рухомому в осьовому напрямку блоці, який може бути переміщений під час операцій закриття та/або відкриття роздувної форми, й відносне осьове переміщення між з'єднаною з втяжним елементом основою та поршнем, призначеним для переміщення цього втяжного елемента між його розгорнутим та втягнутим положеннями, може бути легко включене у цикл формування з високою продуктивністю. Засоби, які пристрій для формування включає в себе для того, щоб виконати з'єднувальний елемент, який включає в себе заглибина посудин, є конструктивно простими для здійснення та здатні витримувати сталий темп виробництва через зменшення потреби в технічному обслуговуванні та зниження ризику поломки. Цикл формування включає, зокрема, такі операції: - до операції закриття роздувної форми початковий крок відносного переміщення між поршнем та з'єднаною з втяжним елементом основою у положення формування, який призводить до радіального розширення головки, - після операції роздувного формування та до операції відкриття роздувної форми проміжний крок відносного переміщення між поршнем та з'єднаною з втяжним елементом 6 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 60 основою у положення виймання зі згаданої роздувної форми, який призводить до радіального втягування головки. Зокрема: - проміжний крок являє собою операцію переміщення поршня у висунуте положення ззовні роздувної форми, у той час як з'єднана з втяжним елементом основа утримується у закритому положенні форми. У висунутому положенні поршень виводять з простору між оболонками, - початковий крок являє собою операцію переміщення основи та втяжного елемента, яка супроводжує операцію відкриття роздувної форми. За варіантом здійснення, якому віддається перевага, операція закриття роздувної форми включає переміщення оболонок в напрямку одна до іншої та вздовж вісі загальної орієнтації роздувної форми спільно з рухомим блоком, який складається з основи, втяжного елемента та поршня, у положення формування, в якому головка є розширеною. Проміжний крок включає переміщення поршня у висунуте положення водночас з утриманням основи та втяжного елемента всередині оболонок, тобто у положення виймання з роздувної форми, в якому головка знаходиться у втягнутому стані. Операція відкриття форми викликає спільне довільне виведення основи та втяжного елемента назовні з оболонок, та їх спільне переміщення у положення формування, в якому головка знаходиться у розширеному стані. Згаданий спосіб також включає операцію формування фланця навколо шийки посудини, яка має бути одержана. Цей фланець являє собою з'єднувальний елемент, який взаємодіє із заплечиком, розташованим в основі камери навпроти глухої поверхні цієї камери, яку включає в себе інша подібна посудина. Операцію створення фланця за варіантом, якому віддається перевага, виконують при формуванні заготовки-преформи перед її встановленням всередину роздувної форми та виконанням операції роздувного формування, за допомогою якої утворюють стінки посудини. Зокрема, ця операція створення фланця являє собою операцію формування на заготовці-преформі кільця, яким ця заготовка-преформа споряджена для її взаємодії з елементом для захоплення, який оболонки включають в себе для підтримування заготовки-преформи всередині роздувної форми. Метою цього винаходу також є запропонувати пристрій для виробництва спорядженої шийкою посудини шляхом роздувного формування із використанням виготовленої з термопластичного матеріалу заготовки-преформи. Цей пристрій призначений для здійснення описаного вище способу і має бути конструктивно простим, надійним, довговічним, зручним у використанні та мати високу продуктивність. Цей пристрій включає в себе монтажну раму роздувної форми, причому на цю раму встановлений рухомий блок, на який встановлена основа, з можливістю переміщення вздовж вісі загальної орієнтації роздувної форми за допомогою споряджених механічним приводом засобів маніпулювання. За варіантом конструкції цього пристрою, якому віддається перевага, цей рухомий блок включає в себе: - опорну плиту, яка є опорою для поршня, - раму, яка є спільною опорою для згаданої основи та втяжного елемента, причому ця рама з'єднана зі згаданою основою, крізь яку в осьовому напрямку проходить згаданий втяжний елемент, - засоби відносної рухомості між згаданими опорною плитою та рамою вздовж вісі загальної орієнтації роздувної форми. Ці засоби рухомості включають в себе, зокрема, засоби для спрямовування поступального переміщення вздовж згаданої вісі загальної орієнтації роздувної форми, які вставлені між згаданими опорною плитою та рамою. Ці засоби рухомості також включають в себе засоби для відносного переміщення між згаданими рамою та опорною плитою між згаданими положеннями формування та виймання з роздувної форми. За варіантом здійснення засобів для спрямовування, якому віддається перевага, вони включають в себе щонайменше один встановлений на опорній плиті стрижень, який взаємодіє з гніздом, виконаним у рамі. За варіантом, якому віддається більша перевага, виконані щонайменше два стрижні, які радіально розподілені по опорній плиті та простягаються паралельно поршню. Засоби для переміщення між рамою та опорною плитою за варіантом, якому віддається перевага, включають в себе: - згадані споряджені механічним приводом засоби маніпулювання рухомим блоком, використовуваним для закриття роздувної форми, які взаємодіють з опорною плитою, яка є опорою для рами, та які придатні до спричинювання поперемінно або спільного переміщення згаданих опорної плити та рами у закрите положення роздувної форми, у той час як поршень спричинює розміщення втяжного елемента у розгорнутому положенні, яке відповідає положенню формування, в якому головка є розширеною, або переміщення опорної плити у 7 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 60 висунуте положення поршня, тобто у положення виймання з роздувної форми, у той час як рама утримується всередині оболонок у закритому положенні роздувної форми, - засоби повернення в початкове положення із протидіючим зачепленням на рамі та плиті, які придатні до спричинювання переміщення рами у положення формування в результаті його вивільнення оболонками, переміщеними у відкрите положення форми. За варіантом здійснення, якому віддається перевага, основа форми включає в себе: - стінку для формування відкритої назовні розтрубної виїмки, яку включає в себе заглибина, яка має бути виформувана в дні посудини, яка має бути одержана, - радіально розширювану головку втяжного елемента, яка виступає назовні в осьовому напрямку зі стінки для формування, та яка являє собою елемент для формування в дні посудини, яка має бути одержана, глухої камери, яка простягається як піднутрення розтрубної виїмки. Втяжний елемент та/або розширювана головка, яку він включає в себе, можуть бути споряджені засобами регулювання положення виходу головки назовні зі стінки формування для того, щоб регулювати осьове подовження заплечика. Метою цього винаходу також є запропонувати споряджену шийкою посудину, яка може з'єднуватися в осьовому напрямку з іншою подібною спорядженою шийкою посудиною. Цю споряджену шийкою посудину виготовляють із застосуванням описаних вище способу та пристрою. Посудина включає в себе у своєму дні відкриту назовні заглибину, яка включає в себе розтрубну виїмку, продовжену глухим трубчастим простором, здатним вмістити в осьовому напрямку шийку подібної суміжної посудини, продовжену розтрубною частиною. Посудина, крім того, споряджена з'єднувальними елементами, призначеними для її осьового з'єднання із щонайменше однією подібною посудиною, з яких відповідно щонайменше один елемент виконаний у вигляді фланця, розташованого навколо шийки посудин, й щонайменше один інший елемент виконаний у вигляді розміщеної в заглибині порожнини для вміщення цього фланця. Ця посудина у першу чергу відрізняється тим, що трубчатий простір виконаний як камера у вигляді піднутрення, з утворенням у її основи навпроти її глухої поверхні заплечика, призначеного для односпрямованого в осьовому напрямку натискання на нього, з рухомістю в радіальному напрямку, фланця, розташованого навколо шийки подібної посудини. Фланець за варіантом, якому віддається перевага, виконаний з периферійного кільця, яке включає в себе шийка. За відповідними альтернативними варіантами здійснення це кільце переважно являє собою кільце для захоплення заготовки-преформи, з якої виготовляють посудину, яку формують шляхом роздувного формування цієї заготовки-преформи, або переважно являє собою кільце, розташоване в основі знімної кришки, яку з'єднують із шийкою посудини за допомогою засобів з'єднання, які є легкооборотними, зокрема, шляхом згвинчування та/або клемного скріплення. Слід розуміти, що винахід є застосовним до будь-якої спорядженої шийкою посудини та до будь-якого способу одержання такої спорядженої шийкою посудини, незважаючи на вміст, який призначений для розміщення всередині цієї посудини, та на матеріал, з якого її виготовляють, хоча цей винахід є особливо придатним до виготовлення споряджених шийкою посудин, які мають тонкі стінки, виготовлені з недорогого та легко перероблюваного харчового термопластичного матеріалу, такого як ПЕТ. Опис фігур Нижче будуть описані варіанти здійснення цього винаходу з посиланнями на прикладені фігури, на яких: на Фіг. 1 показаний осьовий розріз модульного вмістища, складеного з множини посудин, з'єднаних одна з іншою в осьовому напрямку шляхом вставляння з'єднувального елемента однієї посудини в з'єднувальний елемент іншої; Фіг. 2 - детальне зображення показаного на Фіг. 1 вмістища, на якому показане введення у взаємодію дна однієї посудини та шийки суміжної посудини; на Фіг. З та Фіг. 4 відповідно показані вид збоку та осьовий розріз посудини, яку включає в себе показане на Фіг. 1 модульне вмістище; на Фіг. 5 та Фіг. 6 показаний торець показаної на Фіг. 3 та Фіг. 4 посудини, видимий відповідно від її шийки та від її дна; на Фіг. 7 показаний вид у перспективі роздувної форми, яку застосовують для формування показаної на Фіг. 3-6 посудини шляхом роздувного формування заготовки-преформи; на Фіг. 8-10 показані відповідно вид у перспективі та вид збоку рухомого блока, який входить до складу пристрою, який застосовують для формування показаної на Фіг. 3-6 посудини; на Фіг. 11-16 послідовно показаний спосіб формування показаної на Фіг. 3-6 посудини шляхом роздувного формування заготовки-преформи; 8 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 на Фіг. 17 та Фіг. 18 показаний поперечний розріз розширюваної головки формування відповідно у втягнутому стані та розширеному стані, призначеної для формування кільцевої камери як піднутрення, яке включає в себе показана на Фіг. 3-6 посудина. Як видно на Фіг. 1, модульне вмістище складається з множини подібних посудин 1, які послідовно з'єднані між собою в осьовому напрямку з введенням у взаємодію дна 2 посудини 1 та шийки 3 суміжної посудини 1. Відповідно до вісі А1 їх загальної протяжності, кожна з посудин 1 включає в себе, від свого проксимального кінця до свого дистального кінця, шийку 3, продовжену розтрубною частиною 4, і потім осьове подовження 5, дистальний кінець якого закритий дном 2. Шийки 3 споряджені засобами 6 легкооборотного з'єднання зі знімними кришками 7, а кожне дно 2 включає в себе заглибину 8 для вміщення шийки 3, продовженої розтрубною частиною 4 суміжної посудини 1. Заглибина 8 складається з глухої трубчастої камери 9 для вміщення шийки З, яка продовжена розтрубною виїмкою 10 для вміщення розтрубної частини 4, яка продовжує шийку 3. Як видно на Фіг. 2-4, з'єднання між двома суміжними посудинами 1 здійснюють шляхом вставляння за допомогою фланця 11, який розташований навколо шийки З посудин 1 і взаємодіє із заплечиком 12, розташованим в основі камери 9 навпроти її глухої поверхні 15. Дві посудини 1 з'єднують в осьовому напрямку шляхом примусового перетинання заплечика 12 фланцем 11 внаслідок осьового зусилля, яке прикладає споживач від однієї до іншої з посудин 1. Заплечик 12 виконаний із застосуванням послідовних згинів 13, 14 стінки посудини 1, які утворюють опору 13, на яку односпрямовано в осьовому напрямку натискає фланець 11. Ця опора 13 продовжена осьовою протяжністю Η заплечика 12, яка утворює відокремлювальний елемент 14 між опорою 13 та розтрубною виїмкою 10, виконаною як продовження камери 9. Осьове зусилля, прикладене споживачем, спричинює деформацію заплечика 12 у відповідних зонах вигину стінки посудини 1, ця деформація уможливлює проходження фланця 11, доки він не вміститься всередину камери 9. Фланець 11 поміщають у камеру 9 з можливістю вільного переміщення у радіальному напрямку та в осьовому напрямку, протилежному напрямку спирання на заплечик 12, який фланець займає довільно під дією сили тяжіння. У показаному прикладі здійснення цього винаходу фланець 11 виконаний шляхом формування навколо шийки 3, причому за варіантом, якому віддається перевага, він утворений з кільця для захоплення заготовки-преформи роздувною формою для виготовлення посудини 1 шляхом роздувного формування, яке включає в себе заготовка-преформа, з якої виготовляють посудину 1. Таке кільце, яке використовують для створення фланця 11, має товщину el, яка є значно більшою ніж товщина е2 стінки посудини 1, виготовленої з використанням цієї заготовки-преформи. Для інформації, співвідношення між товщиною е2 стінки посудини 1 та товщиною el фланця 11 становить від 5 до 10. За іншим альтернативним варіантом виконання фланця 11, також з метою спрощення умов для формування фланця 11 навколо шийки 3, фланець 11 може бути утворений кільцем, розташованим в основі кришки 7. Як видно на Фіг. 3-6, осьове з'єднання, одержане шляхом введення у взаємодію фланця 11 та заплечика 12, блокують за допомогою протидіючих осьових опорних зачеплень та радіального опорного зачеплення, які утворюють дві з'єднані посудини 1. Розтрубна виїмка 10, яку включає в себе заглибина 8 згаданих посудин, включає в себе заглибини 16 для вміщення виступів 17, які включає в себе розтрубна частина 4 посудин 1. Коли дві посудини 1 з'єднані, односпрямоване в осьовому напрямку натискання фланця 11 на заплечик 12 є протидіючим до односпрямованого в осьовому напрямку натискання розтрубної частини на розтрубну виїмку, та зокрема, натискання виступів 16 на заглибини 17, які включають в себе відповідно згадані розтрубна частина та розтрубна виїмка. Взаємодія виступів 16 та заглибин 17, всередину яких вони вміщені, перешкоджає довільному обертанню двох посудин 1 одна відносно іншої, та протидіє осьовій свободі руху фланця 11, розміщеного всередині камери 9. Поверхні контакту між виступами 16 та виїмками 17 мають дугову у поперечному напрямку форму, наприклад, показану у цьому прикладі форму півмісяця, та виконані як похила площина 18, нахилена в осьовому напрямку відносно вісі А1 загальної протяжності посудин 1 під кутом В, який становить від 45° до 60°. Бажано, щоб осьове натискання фланця 11 на заплечик 12 було якомога сильнішим та принаймні достатнім для запобігання мимовільному відділенню двох з'єднаних посудин 1 під дією ваги нижньої посудини 1 згаданого вмістища. Для того, щоб спричинити перетинання заплечика 12 фланцем 11, споживач може без утруднень прикласти осьове зусилля шляхом взаємного осьового стискання посудин 1, які мають бути з'єднані. Зворотне осьове зусилля, необхідне для роз'єднання посудин 1, є більш складним для здійснення споживачем. Дугова форма та нахил поверхонь контакту між виступами 17 та 9 UA 111187 C2 5 10 15 20 25 30 35 40 45 50 55 60 заглибинами 17 уможливлює прикладання такого осьового зусилля із застосуванням відносного обертального руху між посудинами 1, яке може бути без утруднень здійснене споживачем. На Фіг. 7-16 показаний пристрій, призначений для формування показаної на Фіг. 3 та Фіг. 4 посудини шляхом роздувного формування заготовки-преформи, вставленої всередину роздувної форми 101, показаної, зокрема, на Фіг. 7. Ця роздувна форма 101 включає в себе оболонки 102, встановлені з можливістю переміщення в бічному напрямку навколо вісі А2 загальної орієнтації роздувної форми 101 до положення, узгодженого з віссю (А1) загальної протяжності посудини 1, яка має бути одержана, та основу 103, встановлену з можливістю осьового переміщення вздовж цієї вісі А2 загальної орієнтації форми 101. Кожна з оболонок 102 включає в себе порожнисту виїмку 104, яка визначає половину стінки посудини 1, яка має бути одержана. Заглибини 105 для формування виступів 17 на розтрубній частині 4 посудини 1, яка має бути одержана, розташовані у відповідній зоні у верхній частині порожнистих виїмок 104. Оболонки 102 включають в себе у своїй верхній частині поздовжній жолоб 106 або подібний елемент для захоплення та утримання заготовки-преформи 107 всередині форми 101 за кільце 108, яке для цього має заготовка-преформа 107. Основу 103 споряджають засобами для формування заглибини 8 в дні 2 посудини 1, яка має бути одержана, які включають в себе рельєфний штамп, який утворює стінку 109 для формування розтрубної виїмки 10 та заглибин 16 для вміщення виступів 17, та радіально розширювану головку 110 для формування камери 9 як піднутрення. Радіально розширювана головка 110 виступає в осьовому напрямку назовні зі стінки 109 формування та являє собою складову частину втяжного елемента 111, який встановлюють разом з основою 103 на спільну раму 112. Втяжний елемент 111 та, зокрема, головка 110, яку він включає в себе, можуть бути переміщені поршнем 113 з використанням відносного переміщення між втяжним елементом 111 та поршнем 113. Втяжний елемент 111 виконаний у вигляді трубки, яку встановлюють на рамі 112 з орієнтацією вздовж вісі А2 загальної орієнтації форми 101, та яка проходить в осьовому напрямку крізь основу 103. Виконаний у вигляді трубки втяжний елемент 111 має осьовий канал 114 для переміщення поршня 113 з метою спричинення переміщення цього елемента між його втягнутим та розгорнутим положеннями. У втягнутому положенні втяжного елемента 111 розширювана головка 110 є втягнутою у положення виймання з форми, як показано на Фіг. 17; у розгорнутому положенні втяжного елемента 111 в результаті переміщення поршнем 113 в осьовому напрямку крізь втяжний елемент 111 розширювана головка 110 є розширеною у положення формування, як показано на Фіг. 18. Поршень 113 несе на собі опорна плита 115, яка може бути переміщена спорядженими механічним приводом засобами 116 маніпулювання, такими як електричний циліндр або подібний рушійний елемент. Ці споряджені механічним приводом засоби 116 маніпулювання використовують для переміщення основи 103 між положеннями відкриття та закриття роздувної форми 101, та, зокрема, для переміщення рухомого блока 120, який складається з опорної плити 115, яка є опорою для рами 112, яка сама несе на собі основу 103 та втяжний елемент 111, який проходить крізь неї в осьовому напрямку. Для осьового спрямовування рами 112, яка є опорою для основи 103 та втяжного елемента 111, опорна плита 115 споряджена стрижнями 117, які взаємодіють з гніздами 118, виконаними в рамі 112. Деформівні засоби 119 повернення у початкове положення, які розташовані між рамою 112 та опорною плитою 115, виконані як протидійні засоби. Такі засоби, позначені позицією 119, можуть складатися з пружин, пневматичних циліндрів або з будь-яких інших елементів для утримування від відносного переміщення рами 112 та опорної плити 115 за межі заздалегідь визначеного порогу обмеження. На Фіг. 11-16 показаний варіант здійснення, із застосуванням показаного на Фіг. 8-10 пристрою, способу формування показаної на Фіг. З та Фіг. 4 посудини 1 шляхом роздувного формування заготовки-преформи 107, вставленої всередину роздувної форми 101. На Фіг. 11 та Фіг. 16 пристрій знаходиться у положенні бездіяльності на початковому кроці способу, причому втяжний елемент 111 знаходиться у розгорнутому положенні, в якому використовують розширення головки 110 у положення формування. Втяжний елемент 111 вміщує в осьовому напрямку поршень 113, який простягається всередину каналу 114, призначеного для переміщення поршня 113 від опорної основи 115 до головки 110 для того, щоб спричинити її розширення. При виконанні операції закриття роздувної форми 101 відбувається переміщення одна відносно одної оболонок 102 для зближення їх між собою та приведення у дію споряджених механічним приводом засобів 116 маніпулювання, розміщених на опорній плиті 115. Опорну плиту 115, яка є опорою для поршня 113, та раму 112, на якій встановлені основа 103 та втяжний елемент 111, переміщують для того, щоб привести стінку 109 для формування та головку ПО у положення формування всередину роздувної форми 101, як показано на Фіг. 12. Коли роздувна форма 101 знаходиться у закритому положенні, як 10 UA 111187 C2 5 10 15 20 25 показано на Фіг. 13, для того, щоб сформувати посудину 1, здійснюють роздувне формування заготовки-преформи 107, як показано на Фіг. 14. Виймання з форми посудини 1 здійснюють у два кроки. На першому кроці опорну плиту 115 переміщують у положення бездіяльності за допомогою споряджених механічним приводом засобів 116 маніпулювання, як показано на Фіг. 15. Раму 112 залишають всередині між оболонками 102 для того, щоб утримувати основу 103 та втяжний елемент 111 всередині роздувної форми 101. Спричинюють відносне переміщення між поршнем 113 та втяжним елементом 111, застосовуючи виведення поршня 113 назовні з роздувної форми 101 та, зокрема, назовні з головки 110, яка скорочується в радіальному напрямку у положення виймання з форми, для того, щоб уможливити виймання одержаної посудини 1. На другому кроці спричинюють відносне переміщення між втяжним елементом 111 та поршнем 113 під час операції відкриття роздувної форми 101, як показано на Фіг. 16. Відкриття роздувної форми 101 вивільнює раму 112 з її захоплення оболонками 102, які переміщують шляхом бічного відокремлення одна від іншої. Після вивільнення рами 112 із захоплення оболонками 102 вона переміщується в напрямку опорної плити 115 під дією натягу, який викликається засобами 119 повернення у початкове положення. Заготовка-преформа 107 являє собою стандартну доступну у продажу заготовку-преформу, яку зазвичай використовують в галузі роздувного формування, та за варіантом, якому віддається перевага, до її встановлення всередину роздувної форми цю заготовку-преформу споряджають засобами 6 легкооборотного з'єднання посудини 1 зі знімною кришкою 7. За альтернативним варіантом здійснення згаданого способу такі засоби 6 з'єднання можуть бути відформовані на шийці 3 посудини 1 одночасно з утворенням її стінки шляхом роздувного формування заготовки-преформи 107. Запропонований спосіб уможливлює легке пристосування роздувної форми 101 для виробництва посудин 1 з конкретними значеннями місткості та/або зовнішніми формами. Це пристосування полягає лише у зміні оболонок 102 та факультативно стінки 109 для формування розтрубної виїмки 10, та, за необхідності, - у регулюванні положення виходу розширюваної головки 110 назовні зі стінки 109 для формування для того, щоб змінити осьову протяжність Η заплечика відповідно до зусилля вкладання, яке необхідно забезпечити для з'єднання двох посудин 1. 30 ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Модульне вмістище, яке складається з множини споряджених шийкою посудин (1), які придатні до з'єднання послідовно одна з іншою в осьовому напрямку з введенням у взаємодію дна (2) однієї посудини та шийки (3) іншої, продовженої розтрубною частиною (4), посудини (1) включають в себе з'єднувальні елементи (11, 12, 16, 17) для з'єднання із суміжною посудиною в осьовому напрямі, щонайменше один з яких виконаний як фланець (11), розташований навколо шийки (3) посудини (1), й щонайменше один інший виконаний як порожнина для вміщення фланця (11), згадана порожнина розташована у відкритій назовні заглибині (8), яка виконана в дні (2) посудин (1) та яка включає в себе глухий трубчастий простір (9) для вміщення шийки (3), продовжений розтрубною виїмкою (10), яка призначена для вміщення розтрубної частини (4), яка продовжує цю шийку (3), яке відрізняється тим, що згадана порожнина утворена трубчастим простором (9), виконаним як піднутрення в дні (2) посудини (1), причому цей трубчастий простір створює камеру (9) для вміщення фланця (11), який виконаний з можливістю вільно рухатися в радіальному напрямку, а також односпрямовано в осьовому напрямку спирається на заплечик (12), виконаний в основі камери (9) навпроти її глухої поверхні (15). 2. Вмістище за п. 1, яке відрізняється тим, що фланець (11) є суцільним і має товщину (e1), яка є значно більшою ніж товщина (е2) стінки посудини (1), яка обмежує її внутрішній об'єм. 3. Вмістище за п. 2, яке відрізняється тим, що фланець (11) утворений з кільця для захоплення заготовки-преформи, з якої формують стінку посудини (1) шляхом роздувного формування термопластичного матеріалу. 4. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що заплечик (12) утворений зі стінки посудини із застосуванням множини послідовних згинів цієї стінки, які утворюють несучу опору (13) для фланця (11), продовжену відокремлювальним елементом (14) із загалом осьовою протяжністю (Н) ділянки між опорою (13) та розтрубною виїмкою (10). 5. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що посудини (1) включають в себе засоби для відносної іммобілізації двох з'єднаних посудин (1), що передбачають протидійні осьові опорні зачеплення посудин (1) фланцем (11) та заплечиком (12) й розтрубною частиною (4) та розтрубною виїмкою (10), та радіальне опорне зачеплення 11 UA 111187 C2 5 10 15 20 25 взаємодіючих витягнутих в осьовому напрямку рельєфних елементів (16, 17), що їх включають в себе, відповідно, розтрубна частина (4) та розтрубна виїмка (10). 6. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що розтрубна частина (4) та розтрубна виїмка (10) включають в себе взаємодіючі елементи (16, 17) для радіальної стабілізації з'єднання між двома посудинами (1) проти радіальної свободи руху фланця (11) всередині камери (9). 7. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що розтрубна частина (4) та розтрубна виїмка (10) включають в себе взаємодіючі елементи (16, 17) для бічного спирання, які створюють осьове зусилля між двома з'єднаними посудинами (1) під дією відносного обертального зусилля, прикладеного до цих посудин (1). 8. Вмістище за пп. 5-7, яке відрізняється тим, що елементи для стабілізації, елементи для бічного спираняя та взаємодіючі рельєфні елементи поєднані в одному засобі, з їх утворенням, відповідно, щонайменше одним виступом (17), розташованим на розтрубній частині (4) посудини (1), та заглибиною (16), виконаною у розтрубній виїмці (10) суміжної посудини (1), з якою він взаємодіє. 9. Вмістище за п. 8, яке відрізняється тим, що поверхні контакту між виступом (17) та заглибиною (16) є дуговими у поперечному напрямку та являють собою похилі площини (18) взаємодіючих елементів для бічного спирання, які є подовженими в осьовому напрямку через те, що вони є нахиленими відносно осі (А1) загальної протяжності посудин (1). 10. Вмістище за п. 8, яке відрізняється тим, що похилі площини (18) нахилені відносно осі (А1) загальної протяжності посудин (1) під кутом від 30° до 75°. 11. Вмістище за будь-яким із попередніх пунктів, яке відрізняється тим, що шийка (3) включає в себе на своєму вільному кінці засоби (6) легкооборотного з'єднання зі знімною кришкою (7). 12. Вмістище за п. 11, яке відрізняється тим, що фланець (11) утворений кільцем, розташованим в основі кришки (7). 12 UA 111187 C2 13 UA 111187 C2 14 UA 111187 C2 15 UA 111187 C2 16 UA 111187 C2 17 UA 111187 C2 18 UA 111187 C2 19 UA 111187 C2 20 UA 111187 C2 21 UA 111187 C2 22 UA 111187 C2 23 UA 111187 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 24
ДивитисяДодаткова інформація
Назва патенту англійськоюModular receptacle formed by plurality of axially-nestable containers
Автори англійськоюBou Mezrag, Mohammed, Bassing, Yann-Loig, Bernard, Frederic
Назва патенту російськоюМодульная емкость, образованная множеством сосудов, соединяемых друг с другом в осевом направлении
Автори російськоюБу Мезраг Мохаммед, Бассинг Ян-Лоиг Бернард Фредерик
МПК / Мітки
МПК: B65D 21/02, B65D 21/028
Мітки: осьовому, напрямку, з'єднуваних, множиною, утворене, вмістище, одна, посудин, модульне, іншою
Код посилання
<a href="https://ua.patents.su/26-111187-modulne-vmistishhe-utvorene-mnozhinoyu-posudin-zehdnuvanikh-odna-z-inshoyu-v-osovomu-napryamku.html" target="_blank" rel="follow" title="База патентів України">Модульне вмістище, утворене множиною посудин, з’єднуваних одна з іншою в осьовому напрямку</a>
Згинальний і зрівноважувальний пристрій для робочих валків прокатної кліті, що зсуваються в осьовому напрямку
Номер патенту: 99880
Опубліковано: 10.10.2012
Автори: Роледер Дітмар, Фукс Вольфганг
МПК: B21B 29/00, B21B 31/20
Мітки: зсуваються, напрямку, пристрій, осьовому, зрівноважувальний, кліті, прокатної, згинальний, валків, робочих
Формула / Реферат:
1. Згинальний і зрівноважувальний пристрій для робочих валків (10, 10') прокатної кліті, що зсуваються в осьовому напрямку, зокрема прокатної кліті кватро, при цьому на обох сторонах у вікні кожної станини (1) кліті передбачені напрямні блоки (2) в зоні висоти подушок (3, 3') робочих валків і передбачена можливість передачі сили згинальних і зрівноважувальних циліндрів (5) на подушки робочих валків, що спрямовуються з можливістю зсуву в...
Пробка для закупорювання посудин
Номер патенту: 29914
Опубліковано: 25.01.2008
Автор: Газар`янц Віталій Лазарович
МПК: A61J 1/14, B65D 39/00
Мітки: пробка, закупорювання, посудин
Формула / Реферат:
Пробка для закупорювання посудин, що виконана у вигляді порожнистого циліндра з полімерного матеріалу, зовнішня поверхня якого забезпечена кільцевими фіксуючими виступами, а у верхній частині циліндра розташований опорний буртик, яка відрізняється тим, що у верхній частині циліндра виконаний додатковий опорний буртик.
Спосіб і пристрій для контролю гарячих скляних посудин
Номер патенту: 72217
Опубліковано: 15.02.2005
Автори: Уелкер Матіас, Ліді Д. Уейн, Редд Метью Д.
МПК: G01N 21/90, C03B 9/00, C03B 35/00
Мітки: скляних, гарячих, пристрій, спосіб, посудин, контролю
Формула / Реферат:
1. Пристрій для контролю щойно виготовлених скляних посудин, який відрізняється тим, що містить конвеєр, призначений для переміщення цих посудин, що проходять при цьому повз контрольний пункт, а також чутливий елемент, що виявляє променисту енергію, розташований на контрольному пункті і призначений для сприйняття теплової енергії, випромінюваної цими посудинами, причому зазначений чутливий елемент, що виявляє променисту енергію, сфокусований...
Пристрій для закупорювання посудин
Номер патенту: 43761
Опубліковано: 17.12.2001
Автор: Уланов Микола Федорович
МПК: B67B 3/00
Мітки: посудин, закупорювання, пристрій
Формула / Реферат:
1. Пристрій для закупорювання посудин, що містить порожнистий вертикально розташований шпиндель, шарнірно закріплені на ньому поворотні важелі з розміщеними на них закатними роликами, встановлений коаксіально шпинделю і рухомий відносно нього підпружинений шток з наконечником для центрування посудини, а також рухомий в осьовому напрямку установочний патрон, який відрізняється тим, що шпиндель виконаний складеним з двох частин, верхньої та...
Спосіб контролю стану посудин, що працюють під тиском
Номер патенту: 88829
Опубліковано: 10.04.2014
Автор: Жолоб Леонід Іванович
МПК: G01N 3/00
Мітки: контролю, тиском, спосіб, стану, працюють, посудин
Формула / Реферат:
Спосіб контролю стану посудин, що працюють під тиском, який включає навантаження посудин тиском та здійснення вимірів механічних характеристик, який відрізняється тим, що як носій тиску для створення навантаження використовують воду, яку подають насосом та попередньо здійснюють вимір по контрольних точках товщини стінок посудин, які випробовують.
Попередній патент: Способи та композиції для одержання норибогаїну з воакангіну
Наступний патент: Спосіб прискореного розмноження хмелю, одержаного з культури in vitro
Випадковий патент: Пакувальний папір