Спосіб формування зносостійкої поверхні металевих виробів
Номер патенту: 11798
Опубліковано: 16.01.2006
Формула / Реферат
Спосіб формування зносостійкої поверхні металевих виробів, що включає дискретне нанесення електроіскровим методом на зовнішню поверхню виробу покриття у вигляді розташованих на відстані між собою пагорбків або валиків із легуючих матеріалів і наступну механічну обробку виробу, який відрізняється тим, що визначають максимальний приріст дискретного покриття над поверхнею виробу і максимальну глибину каверн на пагорбках і валиках легуючих матеріалів або навколо них на зовнішній поверхні виробу, що необроблена легуванням, а механічну обробку виробу виконують методом шліфування його абразивним кругом на величину припуску, що встановлюють за наступним співвідношенням:
![]() ,
,
де: h - величина припуску під шліфування;
![]() - максимальний приріст дискретного покриття над поверхнею виробу;
- максимальний приріст дискретного покриття над поверхнею виробу;
Сmax- максимальна глибина каверн на пагорбках і валиках легуючих матеріалів або навколо них на зовнішній поверхні виробу, що необроблена легуванням.
Текст
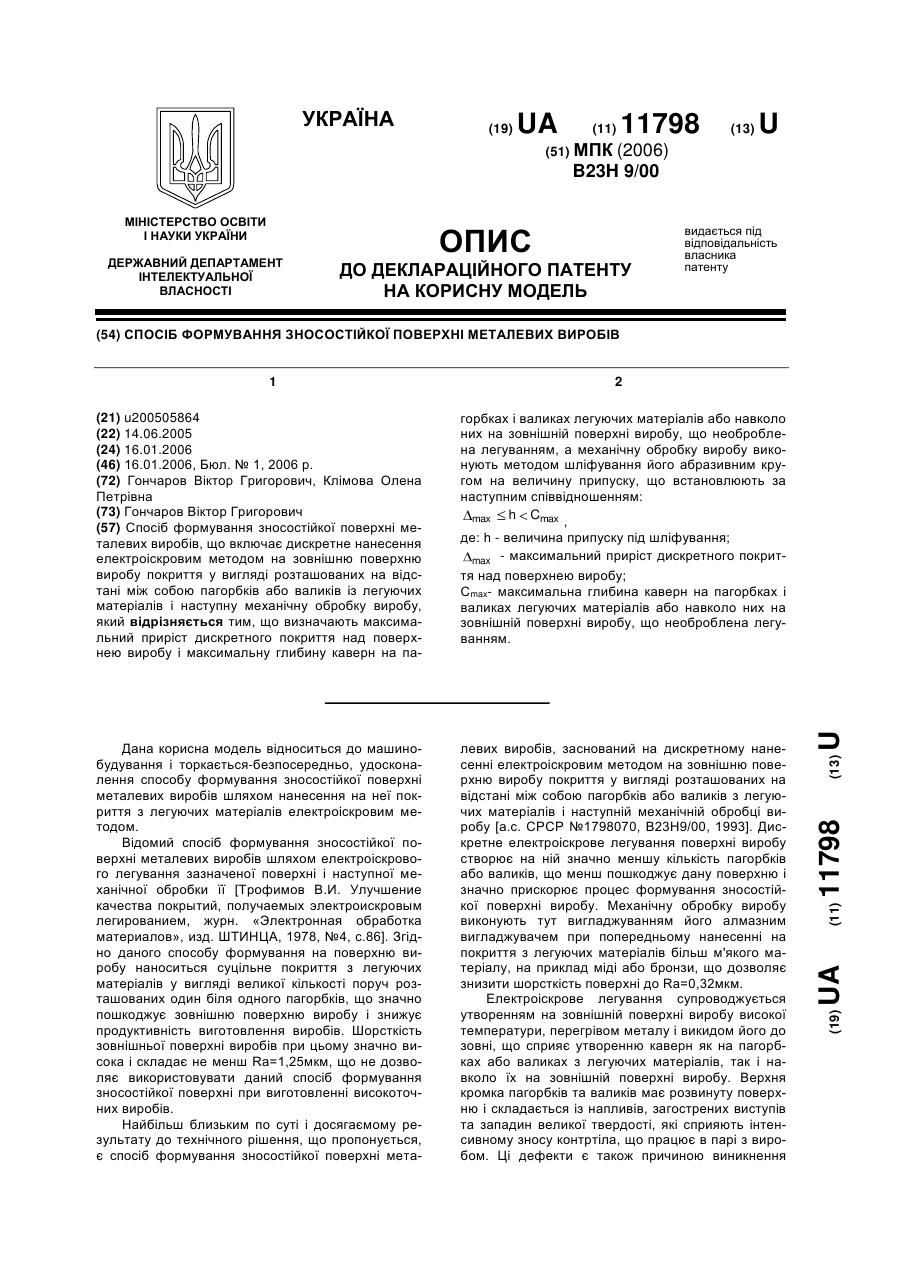
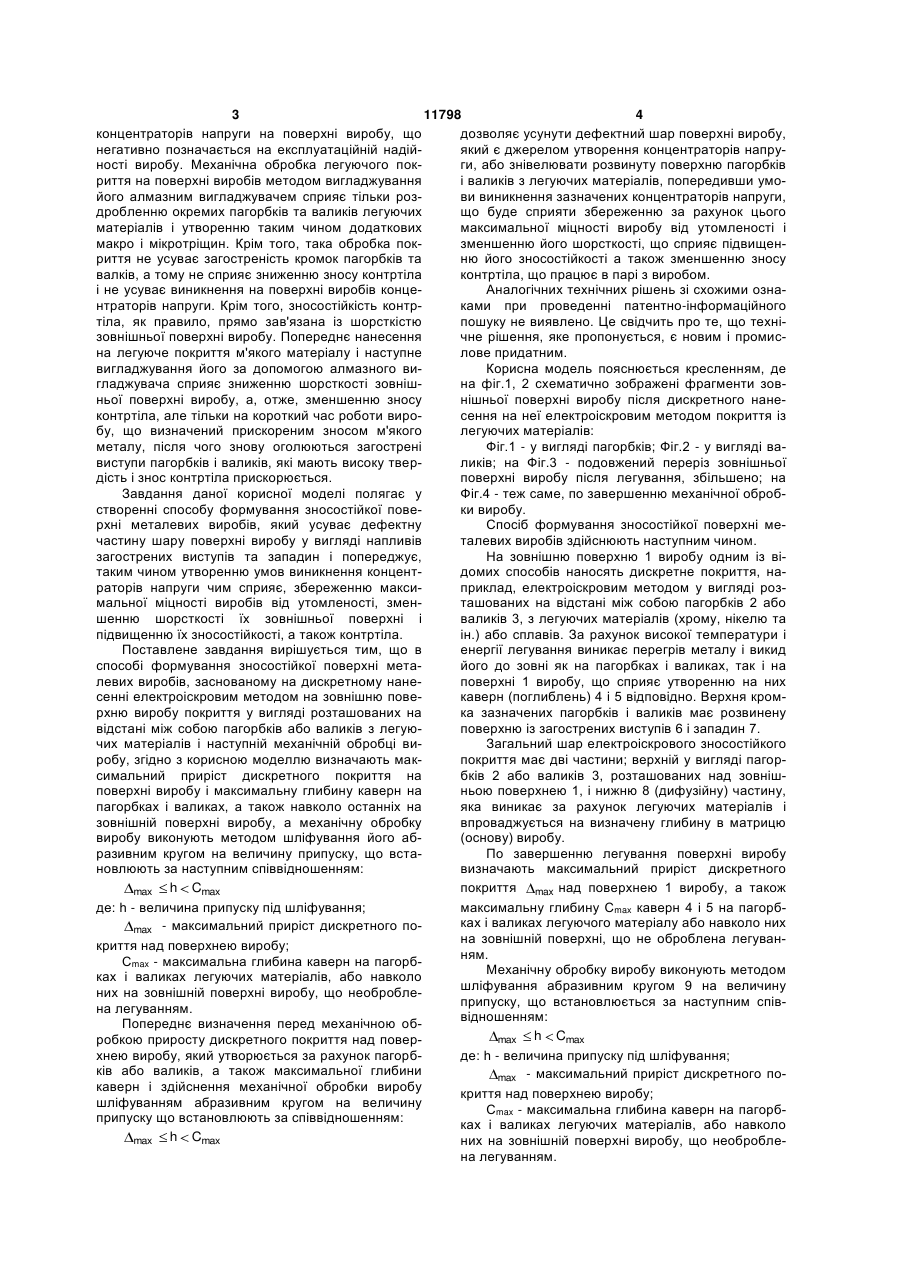
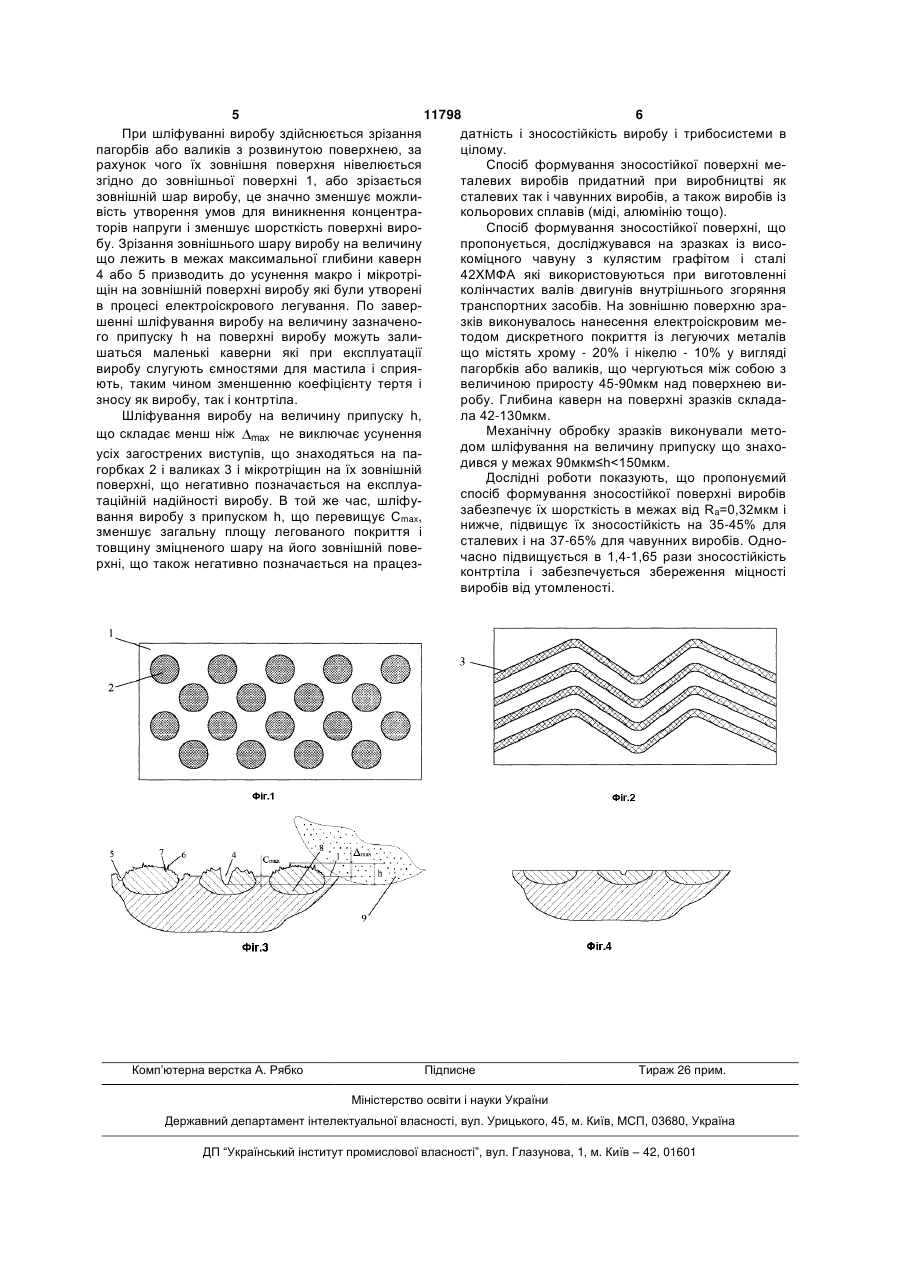
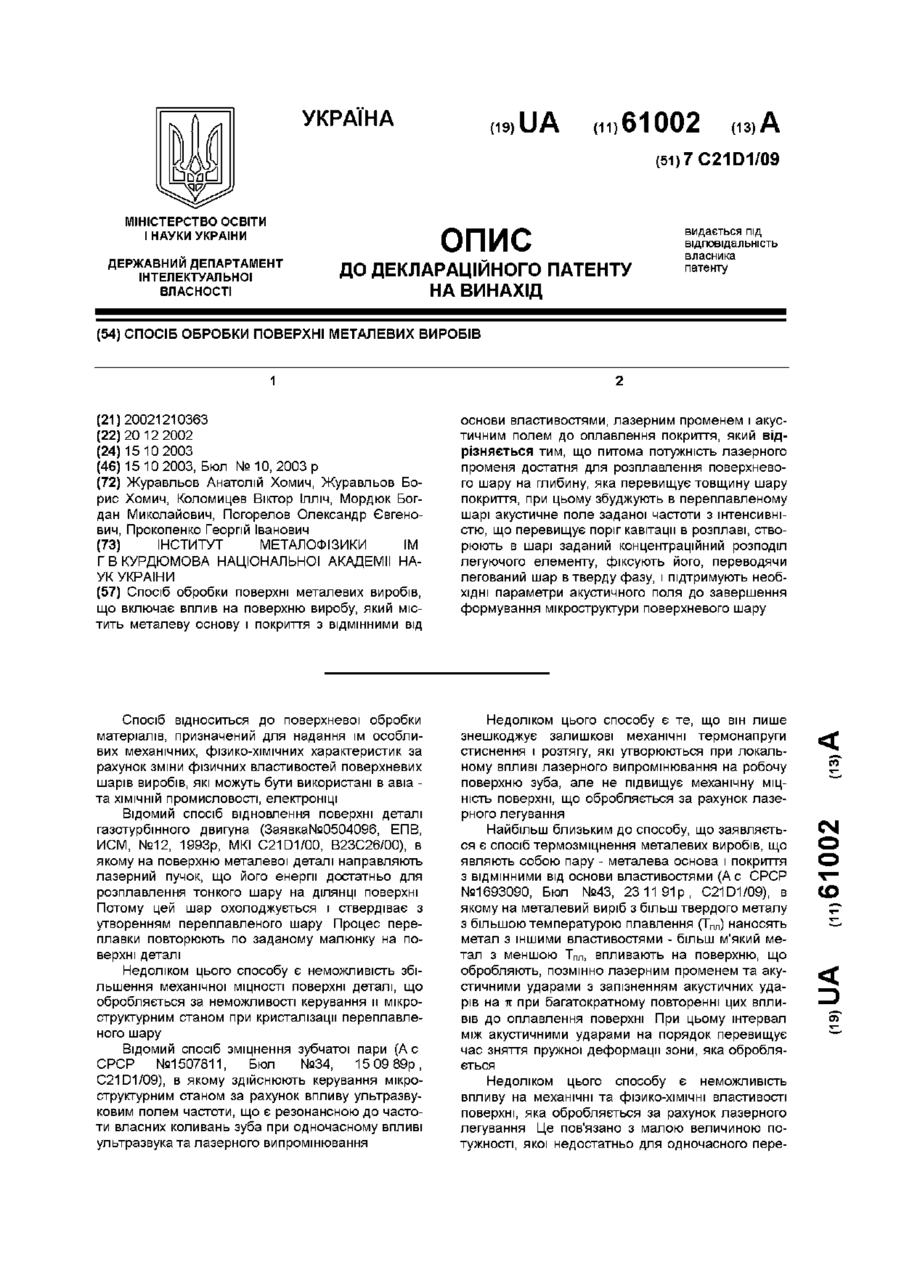
Спосіб формування зносостійкої поверхні металевих виробів, що включає дискретне нанесення електроіскровим методом на зовнішню поверхню виробу покриття у вигляді розташованих на відстані між собою пагорбків або валиків із легуючих матеріалів і наступну механічну обробку виробу, який відрізняється тим, що визначають максимальний приріст дискретного покриття над поверхнею виробу і максимальну глибину каверн на па 3 11798 4 концентраторів напруги на поверхні виробу, що дозволяє усунути дефектний шар поверхні виробу, негативно позначається на експлуатаційній надійякий є джерелом утворення концентраторів напруності виробу. Механічна обробка легуючого покги, або знівелювати розвинуту поверхню пагорбків риття на поверхні виробів методом вигладжування і валиків з легуючих матеріалів, попередивши умойого алмазним вигладжувачем сприяє тільки розви виникнення зазначених концентраторів напруги, дробленню окремих пагорбків та валиків легуючих що буде сприяти збереженню за рахунок цього матеріалів і утворенню таким чином додаткових максимальної міцності виробу від утомленості і макро і мікротріщин. Крім того, така обробка покзменшенню його шорсткості, що сприяє підвищенриття не усуває загостреність кромок пагорбків та ню його зносостійкості а також зменшенню зносу валків, а тому не сприяє зниженню зносу контртіла контртіла, що працює в парі з виробом. і не усуває виникнення на поверхні виробів концеАналогічних технічних рішень зі схожими ознантраторів напруги. Крім того, зносостійкість контрками при проведенні патентно-інформаційного тіла, як правило, прямо зав'язана із шорсткістю пошуку не виявлено. Це свідчить про те, що технізовнішньої поверхні виробу. Попереднє нанесення чне рішення, яке пропонується, є новим і промисна легуюче покриття м'якого матеріалу і наступне лове придатним. вигладжування його за допомогою алмазного виКорисна модель пояснюється кресленням, де гладжувача сприяє зниженню шорсткості зовнішна фіг.1, 2 схематично зображені фрагменти зовньої поверхні виробу, а, отже, зменшенню зносу нішньої поверхні виробу після дискретного нанеконтртіла, але тільки на короткий час роботи виросення на неї електроіскровим методом покриття із бу, що визначений прискореним зносом м'якого легуючих матеріалів: металу, після чого знову оголюються загострені Фіг.1 - у вигляді пагорбків; Фіг.2 - у вигляді вавиступи пагорбків і валиків, які мають високу тверликів; на Фіг.3 - подовжений переріз зовнішньої дість і знос контртіла прискорюється. поверхні виробу після легування, збільшено; на Завдання даної корисної моделі полягає у Фіг.4 - теж саме, по завершенню механічної обробстворенні способу формування зносостійкої повеки виробу. рхні металевих виробів, який усуває дефектну Спосіб формування зносостійкої поверхні мечастину шару поверхні виробу у вигляді напливів талевих виробів здійснюють наступним чином. загострених виступів та западин і попереджує, На зовнішню поверхню 1 виробу одним із вітаким чином утворенню умов виникнення концентдомих способів наносять дискретне покриття, нараторів напруги чим сприяє, збереженню максиприклад, електроіскровим методом у вигляді розмальної міцності виробів від утомленості, зменташованих на відстані між собою пагорбків 2 або шенню шорсткості їх зовнішньої поверхні і валиків 3, з легуючих матеріалів (хрому, нікелю та підвищенню їх зносостійкості, а також контртіла. ін.) або сплавів. За рахунок високої температури і Поставлене завдання вирішується тим, що в енергії легування виникає перегрів металу і викид способі формування зносостійкої поверхні метайого до зовні як на пагорбках і валиках, так і на левих виробів, заснованому на дискретному нанеповерхні 1 виробу, що сприяє утворенню на них сенні електроіскровим методом на зовнішню повекаверн (поглиблень) 4 і 5 відповідно. Верхня кромрхню виробу покриття у вигляді розташованих на ка зазначених пагорбків і валиків має розвинену відстані між собою пагорбків або валиків з легуюповерхню із загострених виступів 6 і западин 7. чих матеріалів і наступній механічній обробці виЗагальний шар електроіскрового зносостійкого робу, згідно з корисною моделлю визначають макпокриття має дві частини; верхній у вигляді пагорсимальний приріст дискретного покриття на бків 2 або валиків 3, розташованих над зовнішповерхні виробу і максимальну глибину каверн на ньою поверхнею 1, і нижню 8 (дифузійну) частину, пагорбках і валиках, а також навколо останніх на яка виникає за рахунок легуючих матеріалів і зовнішній поверхні виробу, а механічну обробку впроваджується на визначену глибину в матрицю виробу виконують методом шліфування його аб(основу) виробу. разивним кругом на величину припуску, що встаПо завершенню легування поверхні виробу новлюють за наступним співвідношенням: визначають максимальний приріст дискретного покриття max над поверхнею 1 виробу, а також h Cmax max де: h - величина припуску під шліфування; максимальну глибину Сmax каверн 4 і 5 на пагорбках і валиках легуючого матеріалу або навколо них - максимальний приріст дискретного поmax на зовнішній поверхні, що не оброблена легуванкриття над поверхнею виробу; ням. Сmax - максимальна глибина каверн на пагорбМеханічну обробку виробу виконують методом ках і валиках легуючих матеріалів, або навколо шліфування абразивним кругом 9 на величину них на зовнішній поверхні виробу, що необроблеприпуску, що встановлюється за наступним співна легуванням. відношенням: Попереднє визначення перед механічною обh Cmax max робкою приросту дискретного покриття над поверхнею виробу, який утворюється за рахунок пагорбде: h - величина припуску під шліфування; ків або валиків, а також максимальної глибини max - максимальний приріст дискретного покаверн і здійснення механічної обробки виробу криття над поверхнею виробу; шліфуванням абразивним кругом на величину Сmax - максимальна глибина каверн на пагорбприпуску що встановлюють за співвідношенням: ках і валиках легуючих матеріалів, або навколо h Cmax max них на зовнішній поверхні виробу, що необроблена легуванням. 5 11798 6 При шліфуванні виробу здійснюється зрізання датність і зносостійкість виробу і трибосистеми в пагорбів або валиків з розвинутою поверхнею, за цілому. рахунок чого їх зовнішня поверхня нівелюється Спосіб формування зносостійкої поверхні мезгідно до зовнішньої поверхні 1, або зрізається талевих виробів придатний при виробництві як зовнішній шар виробу, це значно зменшує можлисталевих так і чавунних виробів, а також виробів із вість утворення умов для виникнення концентракольорових сплавів (міді, алюмінію тощо). торів напруги і зменшує шорсткість поверхні вироСпосіб формування зносостійкої поверхні, що бу. Зрізання зовнішнього шару виробу на величину пропонується, досліджувався на зразках із висощо лежить в межах максимальної глибини каверн коміцного чавуну з кулястим графітом і сталі 4 або 5 призводить до усунення макро і мікротрі42ХМФА які використовуються при виготовленні щін на зовнішній поверхні виробу які були утворені колінчастих валів двигунів внутрішнього згоряння в процесі електроіскрового легування. По завертранспортних засобів. На зовнішню поверхню зрашенні шліфування виробу на величину зазначенозків виконувалось нанесення електроіскровим мего припуску h на поверхні виробу можуть залитодом дискретного покриття із легуючих металів шаться маленькі каверни які при експлуатації що містять хрому - 20% і нікелю - 10% у вигляді виробу слугують ємностями для мастила і сприяпагорбків або валиків, що чергуються між собою з ють, таким чином зменшенню коефіцієнту тертя і величиною приросту 45-90мкм над поверхнею визносу як виробу, так і контртіла. робу. Глибина каверн на поверхні зразків складаШліфування виробу на величину припуску h, ла 42-130мкм. Механічну обробку зразків виконували метощо складає менш ніж max не виключає усунення дом шліфування на величину припуску що знахоусіх загострених виступів, що знаходяться на падився у межах 90мкм≤h
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forming the wear-resistant surface of metalware
Назва патенту російськоюСпособ формирования износостойкой поверхности металлических изделий
МПК / Мітки
МПК: B23H 9/00
Мітки: металевих, спосіб, поверхні, формування, зносостійкої, виробів
Код посилання
<a href="https://ua.patents.su/3-11798-sposib-formuvannya-znosostijjko-poverkhni-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування зносостійкої поверхні металевих виробів</a>
Спосіб обробки поверхні металевих виробів
Номер патенту: 61002
Опубліковано: 15.10.2003
Автори: Погорелов Олександр Євгенович, Прокопенко Георгій Іванович, Журавльов Анатолій Хомич, Мордюк Богдан Миколайович, Журавльов Борис Хомич, Коломицев Віктор Ілліч
МПК: C21D 1/09
Мітки: спосіб, виробів, поверхні, обробки, металевих
Формула / Реферат:
Спосіб обробки поверхні металевих виробів, що включає вплив на поверхню виробу, який містить металеву основу і покриття з відмінними від основи властивостями, лазерним променем і акустичним полем до оплавлення покриття, який відрізняється тим, що питома потужність лазерного променя достатня для розплавлення поверхневого шару на глибину, яка перевищує товщину шару покриття, при цьому збуджують в переплавленому шарі акустичне поле заданої...
Спосіб одержання покриттів на поверхні металевих виробів
Номер патенту: 37619
Опубліковано: 15.01.2004
Автори: Льняний Віталій Миколайович, Красніков Олексій Іванович, Баліцький Іван Петрович, Кириченко Анатолій Семенович, Гусаров Василь Георгійович, Корольов Володимир Георгійович
МПК: C23C 10/28, C23C 18/31
Мітки: покриттів, одержання, поверхні, виробів, металевих, спосіб
Формула / Реферат:
1. Спосіб одержання покриттів на поверхні металевих виробів повітряним розпилюванням сухої суміші, що включає підготовку поверхні і компонентів покриття, приготування їх суміші, контроль готовності поверхні до нанесення суміші, подачу суміші на підготовлену поверхню, подальшу термообробку, який відрізняється тим, що, як компоненти використовують пульвербакеліт і карбід кремнію дрібнозернистої структури діаметром 40 - 60 мкм, при цьому...
Спосіб нанесення покриття на поверхні металевих виробів і пристрій для його здійснення
Номер патенту: 74205
Опубліковано: 15.11.2005
Автори: Льняной Віталій Миколаєвич, Калашніков Микола Олександрович, Гусаров Василь Георгійович, Красніков Олексій Іванович
МПК: B05D 7/14, B05B 13/00, B05B 13/02
Мітки: нанесення, металевих, пристрій, поверхні, виробів, здійснення, спосіб, покриття
Формула / Реферат:
1. Спосіб нанесення покриття на поверхні металевих виробів, який включає операцію підготовки поверхні виробу, приготування суміші, нанесення суміші на нагріту до температури плавлення суміші обертову поверхню виробу та термообробку, який відрізняється тим, що під час приготування і нанесення суміш піддають вібрації з частотою 50-100 Гц і амплітудою 0,25-1,0 мм у горизонтальній і вертикальній площинах, нанесення здійснюють струменем...
Спосіб безперервного визначення геометричних параметрів зазору між валками пристрою гарячого формування тонких металевих виробів і пристрій для гарячого формування тонких металевих виробів
Номер патенту: 35617
Опубліковано: 16.04.2001
Автори: МАЗОД'Є Франсуа, ДЕЛАССЮ П'єр, БАРБЕ Жак, Пеллетьє Жан-Марі, САРКІС Еліас, ГРАНЖЕНЕВР Ів, ВЕНДЕВІЛЛЬ Люк
МПК: B22D 11/16, B21B 38/00, B22D 11/06, B22D 11/14
Мітки: геометричних, параметрів, виробів, тонких, визначення, безперервного, формування, валками, зазору, пристрою, гарячого, металевих, пристрій, спосіб
Формула / Реферат:
1. Способ непрерывного определения геометрических параметров зазора между валками устройства горячего формования тонких металлических изделий в самом узком месте между двумя валками со строго параллельными осями, входящими в состав устройства горячего формования тонких металлических изделий, при помощи прохождения изделия между валками, отличающийся тем, что производят измерение в исходном состоянии при отсутствии формуемого...
Спосіб очищення поверхні металевих виробів
Номер патенту: 51908
Опубліковано: 16.12.2002
Автор: Пастух Ігор Маркович
МПК: C23C 14/54, C23C 10/06
Мітки: очищення, спосіб, виробів, поверхні, металевих
Формула / Реферат:
Спосіб очищення поверхні металевих виробів, яке ведуть за рахунок катодного розпилення під дією електричного поля між виробом, котрий служить катодом, та корпусом камери, яка служить анодом, в розрідженій газовій атмосфері, який відрізняється тим, що після герметизації в розрядній камері створюють тиск порядку 1 Па, потім розрядну камеру наповнюють аргоном до тиску 1330 Па і знов відкачують до тиску 1,33 Па, а далі очистку ведуть в атмосфері...
Попередній патент: Спосіб діагностики депресивних епізодів
Наступний патент: Пристрій для визначення теплопровідності матеріалів
Випадковий патент: Спосіб визначення границі витривалості матеріалу