Спосіб для кріплення деталей методом приморожування
Формула / Реферат
Способ крепления деталей методом примораживания, включающий расположение деталей на установочной плите термоэлектробатареи с нанесенным слоем жидкости и охлаждение их подведением электрического тока к термоэлектробатарее до примораживания детали к плите, отличающийся тем, что установочную плиту охлаждают до температуры, определяемой величиной не менее чем на 2-3°C ниже значения температуры кристаллизации жидкости, используемой для крепления примораживанием.
Текст
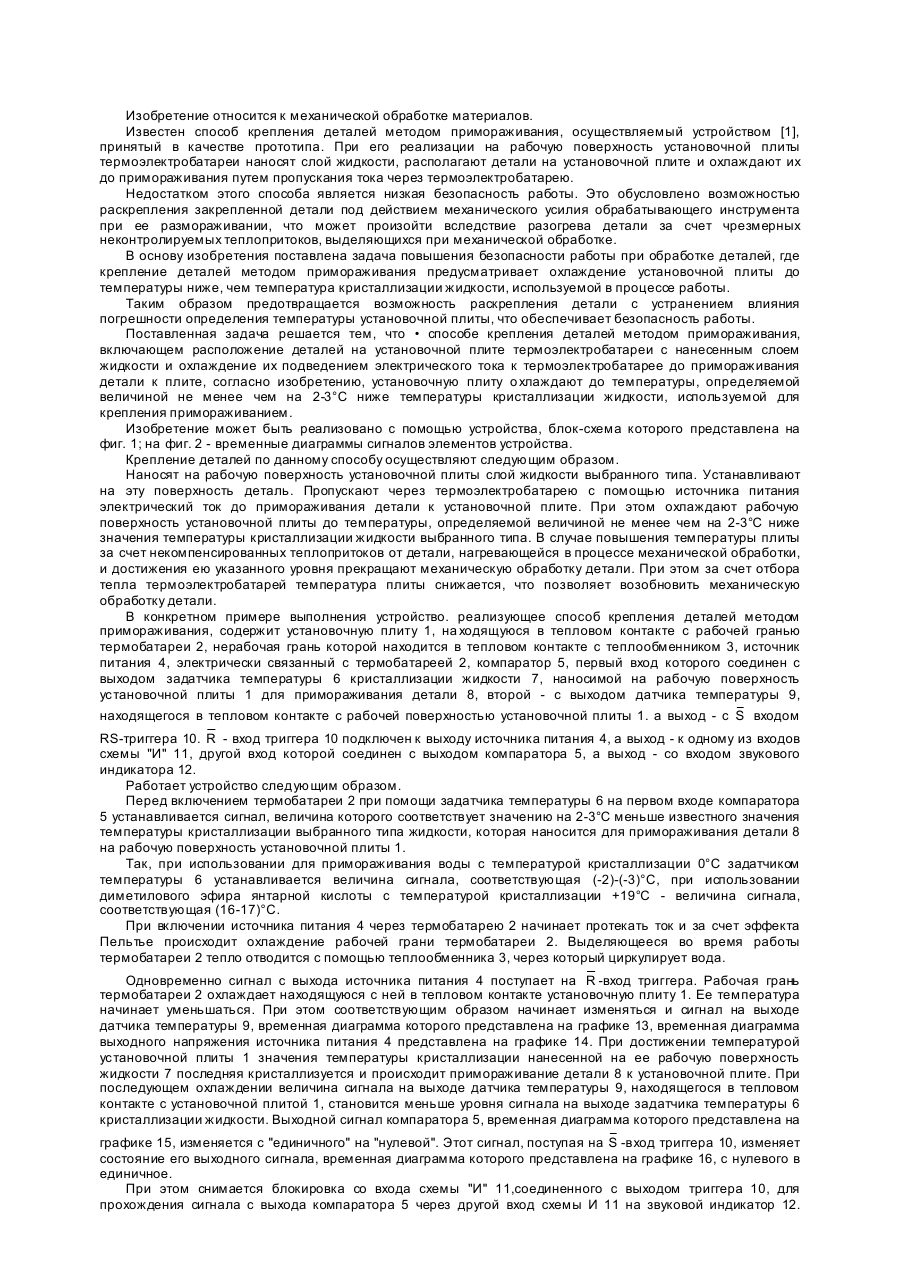
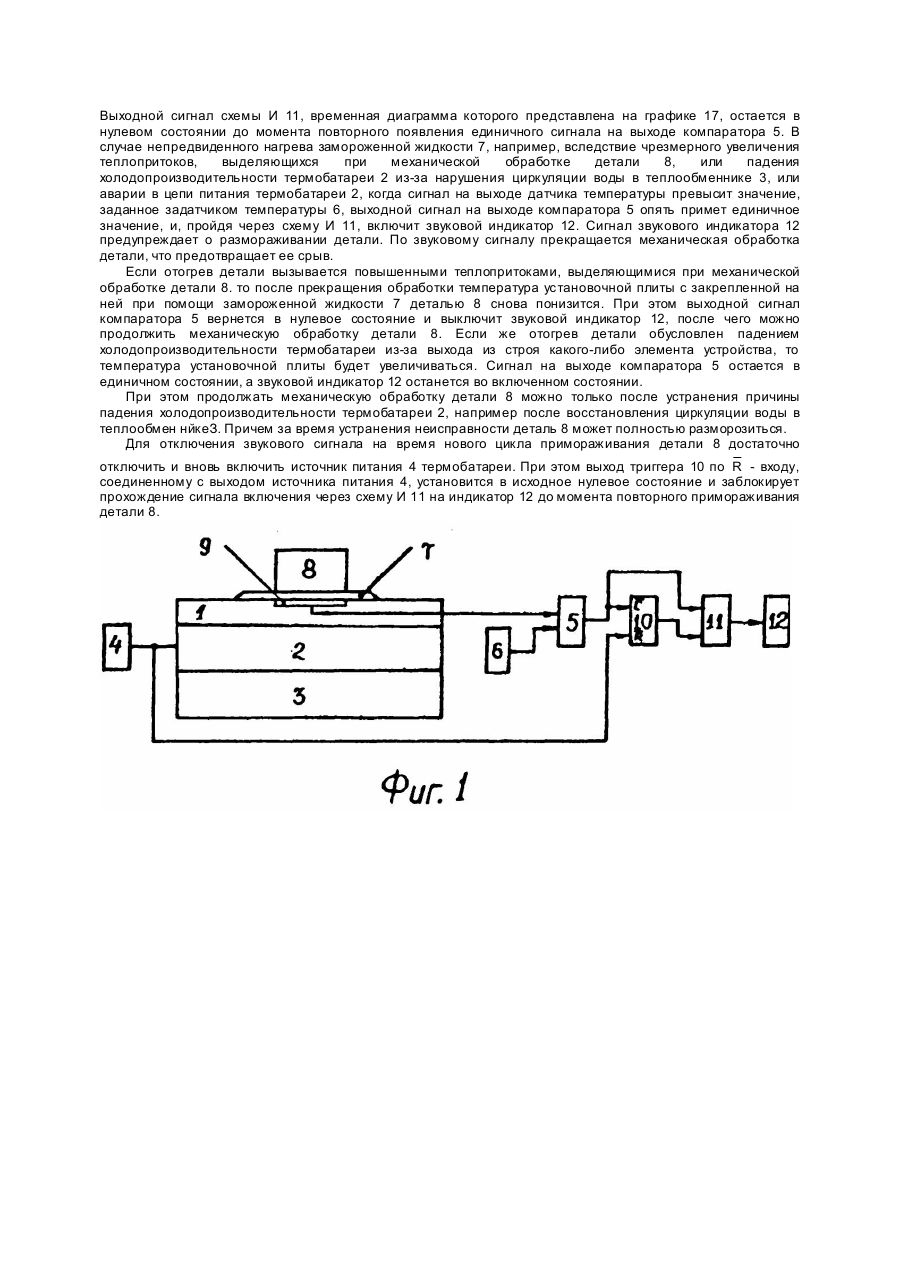
Изобретение относится к механической обработке материалов. Известен способ крепления деталей методом примораживания, осуществляемый устройством [1], принятый в качестве прототипа. При его реализации на рабочую поверхность установочной плиты термоэлектробатареи наносят слой жидкости, располагают детали на установочной плите и охлаждают их до примораживания путем пропускания тока через термоэлектробатарею. Недостатком этого способа является низкая безопасность работы. Это обусловлено возможностью раскрепления закрепленной детали под действием механического усилия обрабатывающего инструмента при ее размораживании, что может произойти вследствие разогрева детали за счет чрезмерных неконтролируемых теплопритоков, выделяющихся при механической обработке. В основу изобретения поставлена задача повышения безопасности работы при обработке деталей, где крепление деталей методом примораживания предусматривает охлаждение установочной плиты до температуры ниже, чем температура кристаллизации жидкости, используемой в процессе работы. Таким образом предотвращается возможность раскрепления детали с устранением влияния погрешности определения температуры установочной плиты, что обеспечивает безопасность работы. Поставленная задача решается тем, что • способе крепления деталей методом примораживания, включающем расположение деталей на установочной плите термоэлектробатареи с нанесенным слоем жидкости и охлаждение их подведением электрического тока к термоэлектробатарее до примораживания детали к плите, согласно изобретению, установочную плиту о хлаждают до температуры, определяемой величиной не менее чем на 2-3°C ниже температуры кристаллизации жидкости, используемой для крепления примораживанием. Изобретение может быть реализовано с помощью устройства, блок-схема которого представлена на фиг. 1; на фиг. 2 - временные диаграммы сигналов элементов устройства. Крепление деталей по данному способу осуществляют следующим образом. Наносят на рабочую поверхность установочной плиты слой жидкости выбранного типа. Устанавливают на эту поверхность деталь. Пропускают через термоэлектробатарею с помощью источника питания электрический ток до примораживания детали к установочной плите. При этом охлаждают рабочую поверхность установочной плиты до температуры, определяемой величиной не менее чем на 2-3°C ниже значения температуры кристаллизации жидкости выбранного типа. В случае повышения температуры плиты за счет некомпенсированных теплопритоков от детали, нагревающейся в процессе механической обработки, и достижения ею указанного уровня прекращают механическую обработку детали. При этом за счет отбора тепла термоэлектробатарей температура плиты снижается, что позволяет возобновить механическую обработку детали. В конкретном примере выполнения устройство. реализующее способ крепления деталей методом примораживания, содержит установочную плиту 1, на ходящуюся в тепловом контакте с рабочей гранью термобатареи 2, нерабочая грань которой находится в тепловом контакте с теплообменником 3, источник питания 4, электрически связанный с термобатареей 2, компаратор 5, первый вход которого соединен с выходом задатчика температуры 6 кристаллизации жидкости 7, наносимой на рабочую поверхность установочной плиты 1 для примораживания детали 8, второй - с выходом датчика температуры 9, находящегося в тепловом контакте с рабочей поверхностью установочной плиты 1. а выход - с S входом RS-триггера 10. R - вход триггера 10 подключен к выходу источника питания 4, а выход - к одному из входов схемы "И" 11, другой вход которой соединен с выходом компаратора 5, а выход - со входом звукового индикатора 12. Работает устройство следующим образом. Перед включением термобатареи 2 при помощи задатчика температуры 6 на первом входе компаратора 5 устанавливается сигнал, величина которого соответствует значению на 2-3°С меньше известного значения температуры кристаллизации выбранного типа жидкости, которая наносится для примораживания детали 8 на рабочую поверхность установочной плиты 1. Так, при использовании для примораживания воды с температурой кристаллизации 0°C задатчиком температуры 6 устанавливается величина сигнала, соответствующая (-2)-(-3)°С, при использовании диметилового эфира янтарной кислоты с температурой кристаллизации +19°С - величина сигнала, соответствующая (16-17)°С. При включении источника питания 4 через термобатарею 2 начинает протекать ток и за счет эффекта Пельтье происходит охлаждение рабочей грани термобатареи 2. Выделяющееся во время работы термобатареи 2 тепло отводится с помощью теплообменника 3, через который циркулирует вода. Одновременно сигнал с выхода источника питания 4 поступает на R -вход триггера. Рабочая грань термобатареи 2 охлаждает находящуюся с ней в тепловом контакте установочную плиту 1. Ее температура начинает уменьшаться. При этом соответствующим образом начинает изменяться и сигнал на выходе датчика температуры 9, временная диаграмма которого представлена на графике 13, временная диаграмма выходного напряжения источника питания 4 представлена на графике 14. При достижении температурой установочной плиты 1 значения температуры кристаллизации нанесенной на ее рабочую поверхность жидкости 7 последняя кристаллизуется и происходит примораживание детали 8 к установочной плите. При последующем охлаждении величина сигнала на выходе датчика температуры 9, находящегося в тепловом контакте с установочной плитой 1, становится меньше уровня сигнала на выходе задатчика температуры 6 кристаллизации жидкости. Выходной сигнал компаратора 5, временная диаграмма которого представлена на графике 15, изменяется с "единичного" на "нулевой". Этот сигнал, поступая на S -вход триггера 10, изменяет состояние его выходного сигнала, временная диаграмма которого представлена на графике 16, с нулевого в единичное. При этом снимается блокировка со входа схемы "И" 11,соединенного с выходом триггера 10, для прохождения сигнала с выхода компаратора 5 через другой вход схемы И 11 на звуковой индикатор 12. Выходной сигнал схемы И 11, временная диаграмма которого представлена на графике 17, остается в нулевом состоянии до момента повторного появления единичного сигнала на выходе компаратора 5. В случае непредвиденного нагрева замороженной жидкости 7, например, вследствие чрезмерного увеличения теплопритоков, выделяющихся при механической обработке детали 8, или падения холодопроизводительности термобатареи 2 из-за нарушения циркуляции воды в теплообменнике 3, или аварии в цепи питания термобатареи 2, когда сигнал на выходе датчика температуры превысит значение, заданное задатчиком температуры 6, выходной сигнал на выходе компаратора 5 опять примет единичное значение, и, пройдя через схему И 11, включит звуковой индикатор 12. Сигнал звукового индикатора 12 предупреждает о размораживании детали. По звуковому сигналу прекращается механическая обработка детали, что предотвращает ее срыв. Если отогрев детали вызывается повышенными теплопритоками, выделяющимися при механической обработке детали 8. то после прекращения обработки температура установочной плиты с закрепленной на ней при помощи замороженной жидкости 7 деталью 8 снова понизится. При этом выходной сигнал компаратора 5 вернется в нулевое состояние и выключит звуковой индикатор 12, после чего можно продолжить механическую обработку детали 8. Если же отогрев детали обусловлен падением холодопроизводительности термобатареи из-за выхода из строя какого-либо элемента устройства, то температура установочной плиты будет увеличиваться. Сигнал на выходе компаратора 5 остается в единичном состоянии, а звуковой индикатор 12 останется во включенном состоянии. При этом продолжать механическую обработку детали 8 можно только после устранения причины падения холодопроизводительности термобатареи 2, например после восстановления циркуляции воды в теплообмен нйкеЗ. Причем за время устранения неисправности деталь 8 может полностью разморозиться. Для отключения звукового сигнала на время нового цикла примораживания детали 8 достаточно отключить и вновь включить источник питания 4 термобатареи. При этом выход триггера 10 по R - входу, соединенному с выходом источника питания 4, установится в исходное нулевое состояние и заблокирует прохождение сигнала включения через схему И 11 на индикатор 12 до момента повторного примораживания детали 8.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of fastening components by method of freezing
Автори англійськоюDemidov Leonid Oleksandrovych
Назва патенту російськоюСпособ крепления деталей методом примораживания
Автори російськоюДемидов Леонид Александрович
МПК / Мітки
МПК: B23Q 3/00
Мітки: спосіб, кріплення, методом, деталей, приморожування
Код посилання
<a href="https://ua.patents.su/3-1196-sposib-dlya-kriplennya-detalejj-metodom-primorozhuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб для кріплення деталей методом приморожування</a>
Спосіб виготовлення деталей
Номер патенту: 1234
Опубліковано: 30.12.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 7/00
Мітки: виготовлення, спосіб, деталей
Формула / Реферат:
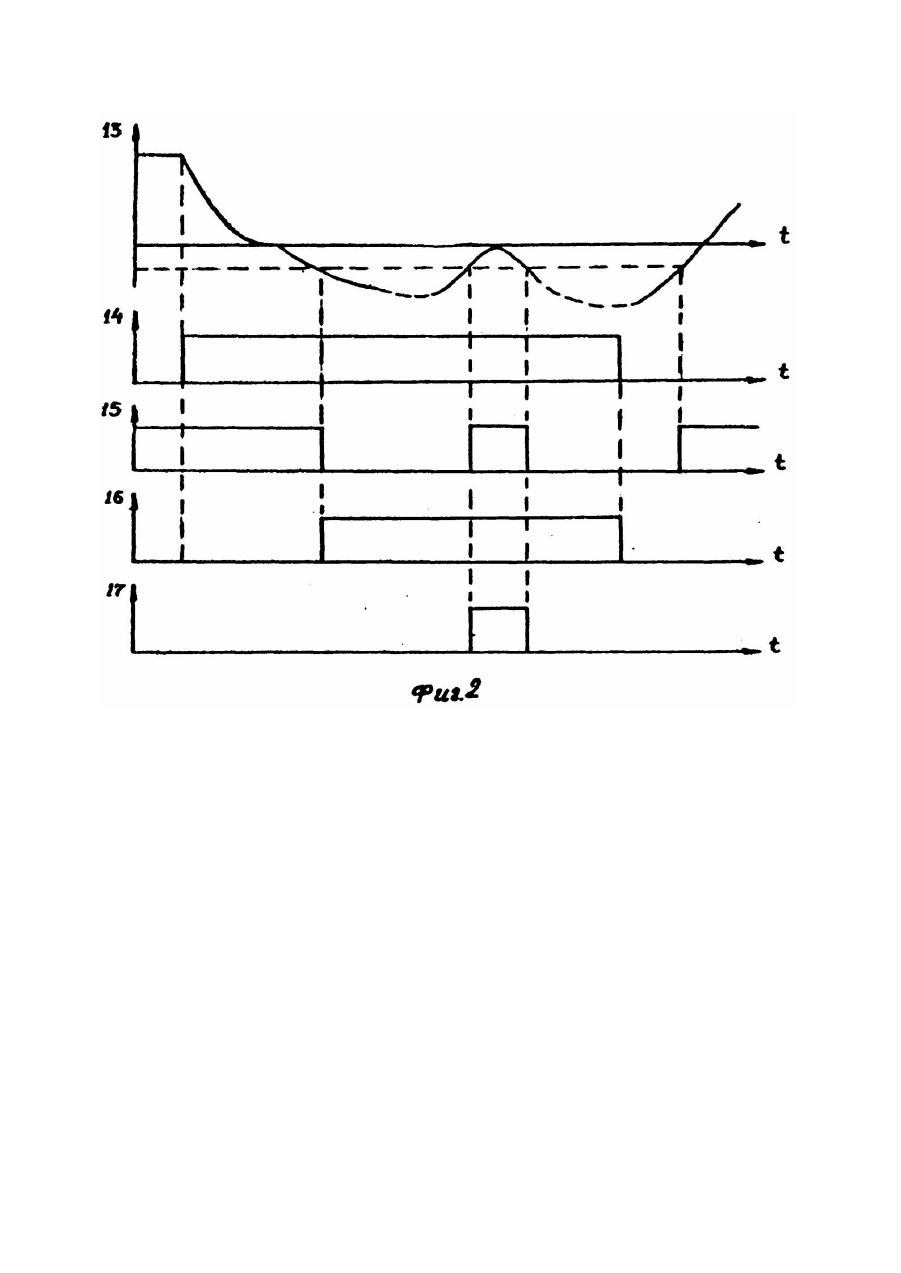
Способ изготовления деталей, включающий формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, отличающийся тем, что вначале определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям , а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых...
Спосіб збирання термоелектричної батареї
Номер патенту: 1195
Опубліковано: 30.12.1993
Автори: Желєзняк Анатолій Семенович, Карчинський Віктор Олександрович, Демидов Леонід Олександрович, Біліменко Сергій Іванович, Підлєсний Володимир Віталійович, Романіка Юрій Васильович
МПК: H01L 35/34
Мітки: спосіб, батареї, термоелектричної, збирання
Формула / Реферат:
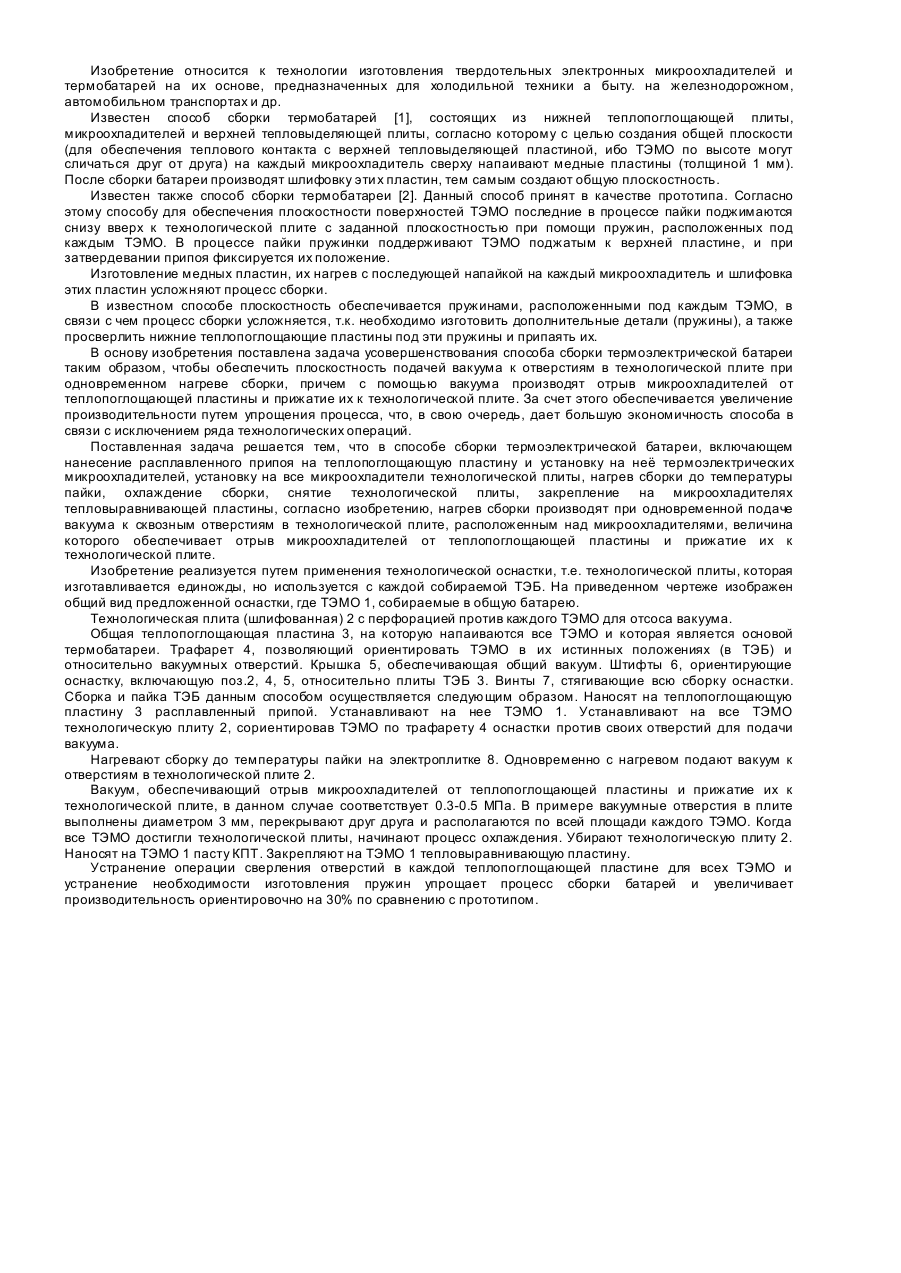
Способ сборки термоэлектрической батареи, включающий нанесение расплавленного припоя на теплопоглощающую пластину, установку на нее термоэлектрических микроохладителей, установку на все микроохладители технологической плиты, нагрев сборки до температуры пайки, охлаждение сборки, снятие технологической плиты, закрепление на микроохладителях тепловыравнивающей пластины, отличающийся тем, что нагрев сборки производят при одновременной подаче...
Екзотермічна суміш для нагріва та ошлакування литих деталей під наплавку
Номер патенту: 1020
Опубліковано: 30.12.1993
Автори: Конопацький Василь Леонідович, Горенко Вадим Георгійович, Костенко Георгій Дмитрович
МПК: B22D 27/04
Мітки: суміш, наплавку, литих, нагріва, ошлакування, екзотермічна, деталей
Формула / Реферат:
Экзотермическая смесь для нагрева и ошлаковывания литых деталей под наплавку, включающая восстановитель, смеситель, борный ангидрид и плавиковый шпат, отличающийся тем, что, с целью повышения температуры нагрева поверхности литой детали под наплавку и усиления ее защиты от окисления, она дополнительно содержит ферросилиций, силикатную глыбу, фторцирконат калия и буру при следующем соотношении ингредиентов, вес....
Вузол кріплення трубчастої колони до фундаменту
Номер патенту: 410
Опубліковано: 30.04.1993
Автор: Кагановський Леонід Овсійович
Мітки: колони, кріплення, вузол, трубчастої, фундаменту
Формула / Реферат:
Узел крепления трубчатой колонны к фундаменту, включающий закрепленные к нему анкера, опорную деталь, установленную по оси колонны, и закрепленные к колонне и анкерам радиальные вертикальные пластины, отличающийся тем, что он снабжен торцевой плитой с консольными выступами в местах расположения радиальных вертикальных пластин, а анкера выполнены из уголков, направленных обушками к оси колонны, при этом вертикальные пластины прикреплены к...
Пристрій для контролю вертикального установлення деталей
Номер патенту: 84
Опубліковано: 30.04.1993
Автор: Ільїчев Анатолій Федорович
МПК: G01C 15/10, G01M 19/00
Мітки: деталей, вертикального, установлення, пристрій, контролю
Формула / Реферат:
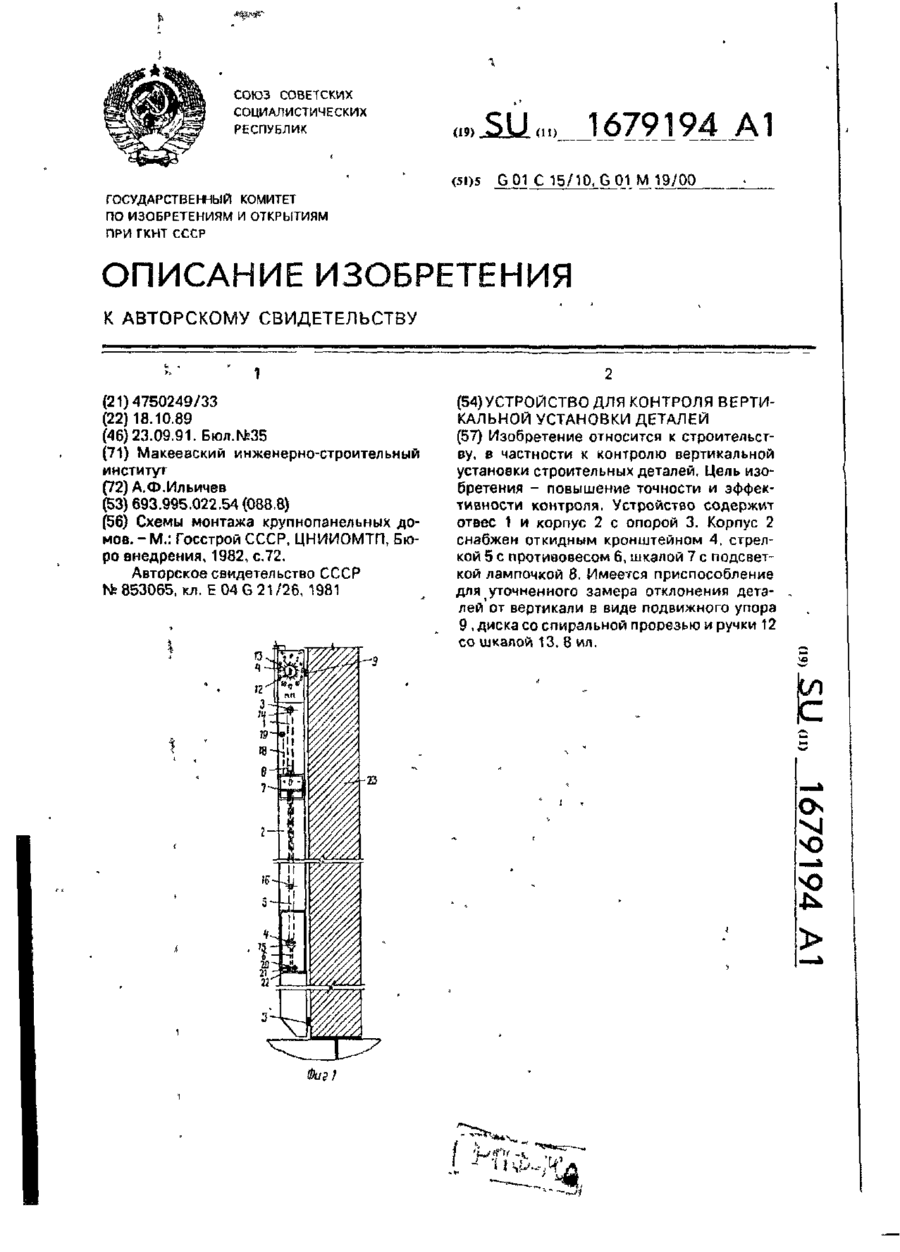
Формула изобретенияУстройство для контроля вертикальной установки деталей, содержащее отвес и корпус с опорой, отличающееся тем, что, с целью повышения точности и эффективности контроля, корпус снабжен откидным кронштейном, стрелкой с противовесом, шкалой с подсветкой и приспособлением для замера отклонения деталей от вертикали, причем корпус выполнен в виде полой рейки прямоугольного сечения, приспособление для замера отклонения деталей от...
Попередній патент: Спосіб збирання термоелектричної батареї
Наступний патент: Спосіб мас- спектрометричного визначення складу газової суміші
Випадковий патент: Аквааміноортопірофосфат міді (іі)