Спосіб виготовлення деталей
Номер патенту: 1234
Опубліковано: 30.12.1993
Формула / Реферат
Способ изготовления деталей, включающий формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, отличающийся тем, что вначале определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям ![]() , а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых выбирают из условия:
, а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых выбирают из условия: ![]() , где
, где ![]() - сумма площадей выступов в поперечном сечении полки.
- сумма площадей выступов в поперечном сечении полки.
Текст
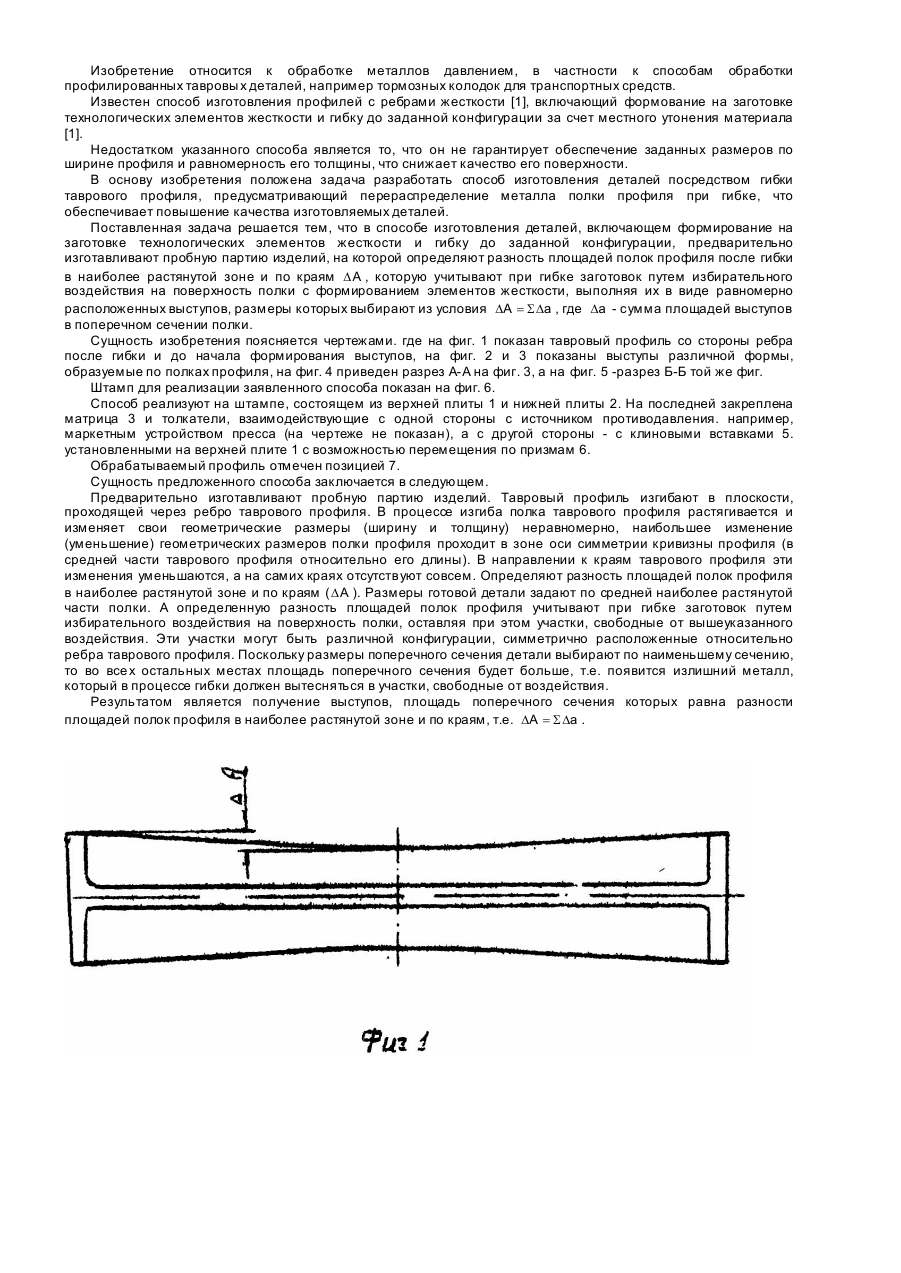
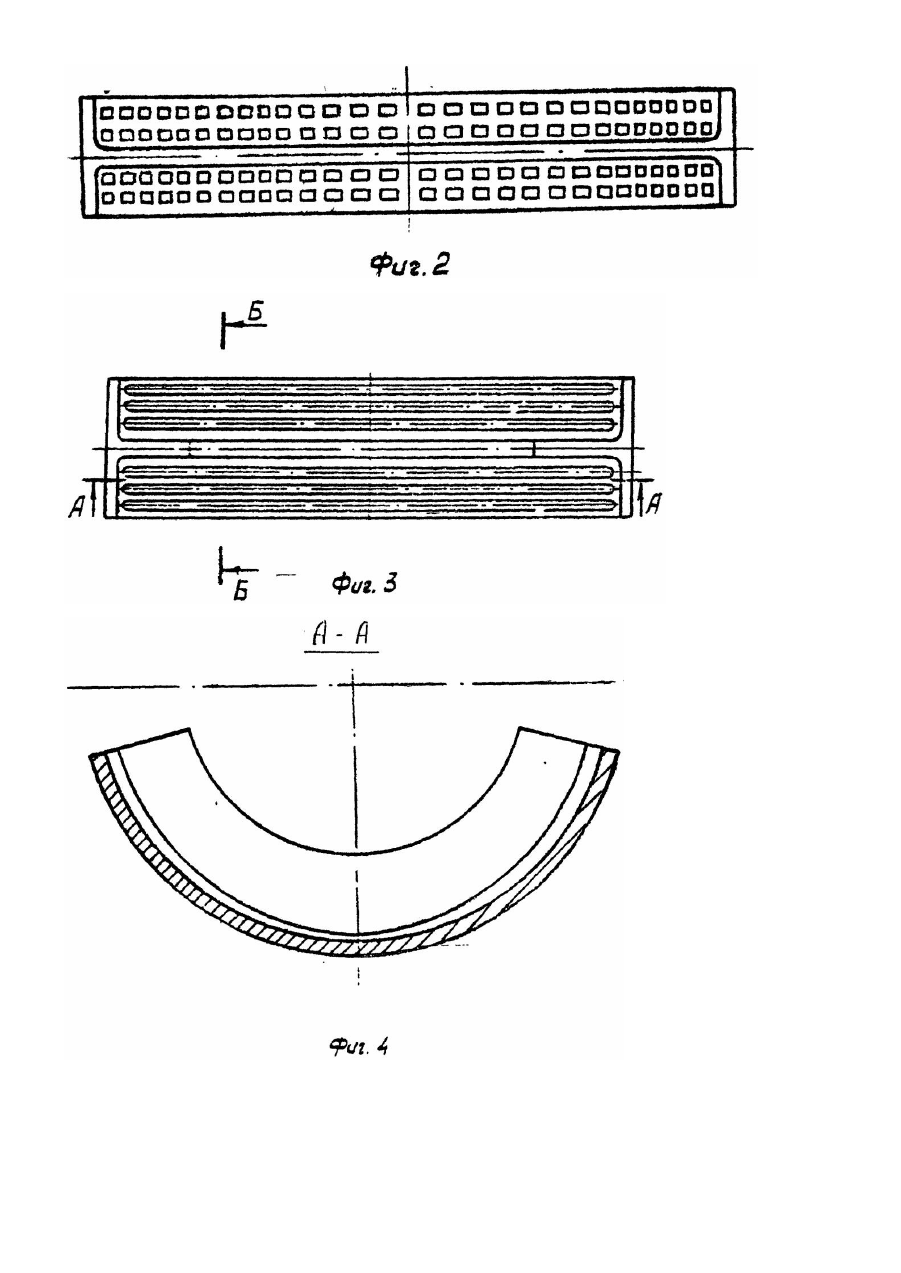
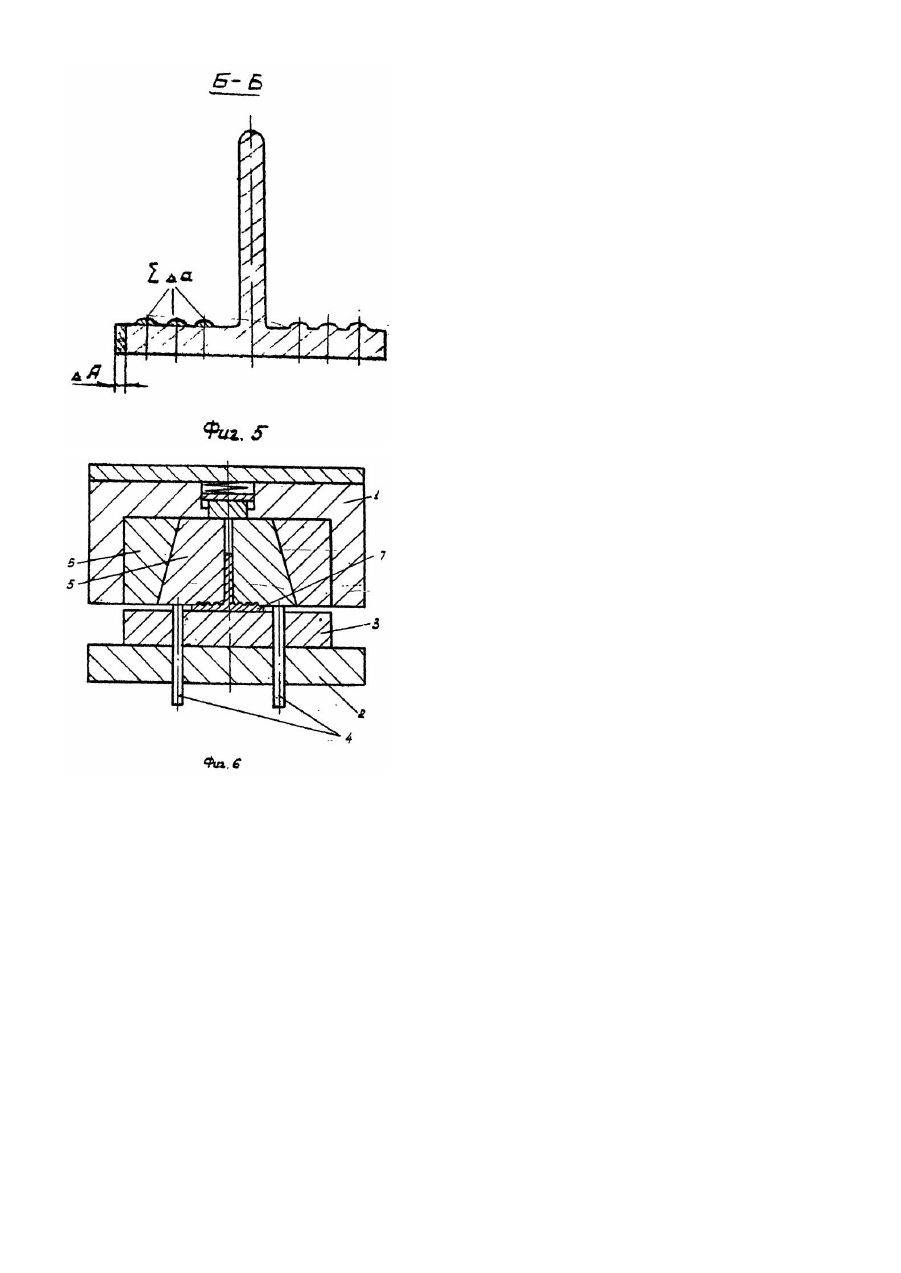
Изобретение относится к обработке металлов давлением, в частности к способам обработки профилированных тавровы х деталей, например тормозных колодок для транспортных средств. Известен способ изготовления профилей с ребрами жесткости [1], включающий формование на заготовке технологических элементов жесткости и гибку до заданной конфигурации за счет местного утонения материала [1]. Недостатком указанного способа является то, что он не гарантирует обеспечение заданных размеров по ширине профиля и равномерность его толщины, что снижает качество его поверхности. В основу изобретения положена задача разработать способ изготовления деталей посредством гибки таврового профиля, предусматривающий перераспределение металла полки профиля при гибке, что обеспечивает повышение качества изготовляемых деталей. Поставленная задача решается тем, что в способе изготовления деталей, включающем формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, предварительно изготавливают пробную партию изделий, на которой определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям D A , которую учитывают при гибке заготовок путем избирательного воздействия на поверхность полки с формированием элементов жесткости, выполняя их в виде равномерно расположенных выступов, размеры которых выбирают из условия DA = SDa , где Da - сумма площадей выступов в поперечном сечении полки. Сущность изобретения поясняется чертежами. где на фиг. 1 показан тавровый профиль со стороны ребра после гибки и до начала формирования выступов, на фиг. 2 и 3 показаны выступы различной формы, образуемые по полках профиля, на фиг. 4 приведен разрез А-А на фиг. 3, а на фиг. 5 -разрез Б-Б той же фиг. Штамп для реализации заявленного способа показан на фиг. 6. Способ реализуют на штампе, состоящем из верхней плиты 1 и нижней плиты 2. На последней закреплена матрица 3 и толкатели, взаимодействующие с одной стороны с источником противодавления. например, маркетным устройством пресса (на чертеже не показан), а с другой стороны - с клиновыми вставками 5. установленными на верхней плите 1 с возможностью перемещения по призмам 6. Обрабатываемый профиль отмечен позицией 7. Сущность предложенного способа заключается в следующем. Предварительно изготавливают пробную партию изделий. Тавровый профиль изгибают в плоскости, проходящей через ребро таврового профиля. В процессе изгиба полка таврового профиля растягивается и изменяет свои геометрические размеры (ширину и толщину) неравномерно, наибольшее изменение (уменьшение) геометрических размеров полки профиля проходит в зоне оси симметрии кривизны профиля (в средней части таврового профиля относительно его длины). В направлении к краям таврового профиля эти изменения уменьшаются, а на самих краях отсутствуют совсем. Определяют разность площадей полок профиля в наиболее растянутой зоне и по краям ( D A ). Размеры готовой детали задают по средней наиболее растянутой части полки. А определенную разность площадей полок профиля учитывают при гибке заготовок путем избирательного воздействия на поверхность полки, оставляя при этом участки, свободные от вышеуказанного воздействия. Эти участки могут быть различной конфигурации, симметрично расположенные относительно ребра таврового профиля. Поскольку размеры поперечного сечения детали выбирают по наименьшему сечению, то во все х остальных местах площадь поперечного сечения будет больше, т.е. появится излишний металл, который в процессе гибки должен вытесняться в участки, свободные от воздействия. Результатом является получение выступов, площадь поперечного сечения которых равна разности площадей полок профиля в наиболее растянутой зоне и по краям, т.е. DA = SDa .
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod manufacturing of parts
Автори англійськоюShumeiko Dmytro Ivanovych, Shumeiko Pavlo Dmytrovych
Назва патенту російськоюСпособ изготовления деталей
Автори російськоюШумейко Дмитрий Иванович, Шумейко Павел Дмитриевич
МПК / Мітки
МПК: B21D 7/00
Мітки: спосіб, деталей, виготовлення
Код посилання
<a href="https://ua.patents.su/3-1234-sposib-vigotovlennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей</a>
Спосiб виготовлення двошарового волокнистого клейового прокладного матерiалу переважно для деталей одягу
Номер патенту: 571
Опубліковано: 15.12.1993
Автори: Зубович Клара Аронівна, Романкевич Олег Володимирович, Маласай Дмитро Петрович, Березненко Микола Петрович, Будаш Юрій Олександрович
МПК: A41D 27/02
Мітки: клейового, переважно, двошарового, волокнистого, деталей, виготовлення, прокладного, матеріалу, одягу, спосіб
Формула / Реферат:
Способ изготовления двухслойного волокнистого клеевого прокладочного материала, преимущественно для деталей одежды, при котором по меньшей мере один волокнистый слой выполняют в виде нетканого холста, соединяют слои между собой и придают им клеящие свойства, отличающийся тем, что процесс изготовления одного из волокнистых слоев совмещают с процессом придания ему клея щей способности посредством введения в его структуру клеевых волокон в...
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Гавриленко Євген Дмитрович, Кірієнко Анатолій Іванович, Проценко Юрій Юрійович, Дорожко Іван Кирилович, Мних Юрій Вікентійович, Филонов Юрій Всеволодович, Мирошниченко Анатолій Васильович
МПК: B21B 1/08
Мітки: профілей, спосіб, прокатки, швелерних
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Бронефутеровка барабанного млина

Номер патенту: 483
Опубліковано: 30.04.1993
Автори: Кокін Володимир Михайлович, Деревянко Василь Іванович, Степіна Алла Іллівна, Берізка Дмитро Степанович, Іванов Віталій Іванович, Малий Юрій Григорович, Чупира Олександр Григорович, Поляков Володимир Миколайович, Кулагин Георгій Федорович
МПК: B02C 17/22
Мітки: барабанного, бронефутеровка, млина
Формула / Реферат:
Бронефутеровка барабанной мельницы, содержащая футеровочные элементы и узел крепления, отличающаяся тем, что каждый футеровочный элемент выполнен в виде тавра, содержащего полку, образованную наружной радиальной, внутренними и торцевыми гранями, и стенку, ограниченную торцевыми и боковыми гранями, причем торцевая грань стенки и 0,2-0,6 длины внутренних граней полок расположены водной плоскости.
Спосiб виготовлення верхнього плечового одягу
Номер патенту: 693
Опубліковано: 15.12.1993
Автори: Березненко Сергій Миколайович, Маласай Дмитро Петрович, Зубович Клара Аронівна, Романкевич Олег Володимирович
МПК: A41D 1/00
Мітки: верхнього, спосіб, плечового, одягу, виготовлення
Формула / Реферат:
1. Способ изготовления верхней плечевой одежды, при котором из ткани верха, подкладки и прокладки в виде текстильной основы, содержащей термоклеевой полимерный материал, распределенный по длине его, по меньшей мере, по трем зонам жесткости, выкраивают детали, а перед сборкой деталей в изделие, предварительно проводят формообразование, для чегосое-диняют одноименные детали ткани верха и прокладки между собой и скрепляют при прессовании и...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Толдін Анатолій Андрійович, Познянський Ілля Матвійович, Іщук Валерій Фотієвич, Войтович Михайло Миколайович, Кошелєв Володимир Борисович
МПК: B23K 11/04
Мітки: виготовлення, спосіб, форми, кільцевої, виробів
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Попередній патент: Гра-головоломка
Наступний патент: Об’ємна логічна гра “сфера”
Випадковий патент: Спосіб лікування неврологічних наслідків закритих черепно-мозкових травм