Спосіб комбінованої обробки шлаків з алюмінієвих сплавів
Номер патенту: 12000
Опубліковано: 16.01.2006
Автори: Варюхін Віктор Миколайович, Решетов Олексій Валерійович, Бредихін Віктор Миколайович, Синков Олександр Сергійович, Шевелев Олександр Іванович
Формула / Реферат
Спосіб комбінованої обробки шлаків з алюмінієвих сплавів, що включає операції завантаження шлаку в розігрітий контейнер і пресування з протитиском через гвинтову і конічну матриці, який відрізняється тим, що в контейнер, розігрітий до температури плавлення алюмінію, завантажують розігрітий до такої ж температури шлак і виконують пресування послідовне через гвинтову матрицю з протитиском і конічною матрицею з коефіцієнтом витяжки не більше 1,5, при цьому роблячи інтервали між циклами пресування, рівні часу зливання рідкого алюмінію через льотки, установлені між контейнером, гвинтовою і конічною матрицями, а відпресований пруток шлаку ріжуть на брикети необхідної довжини.
Текст
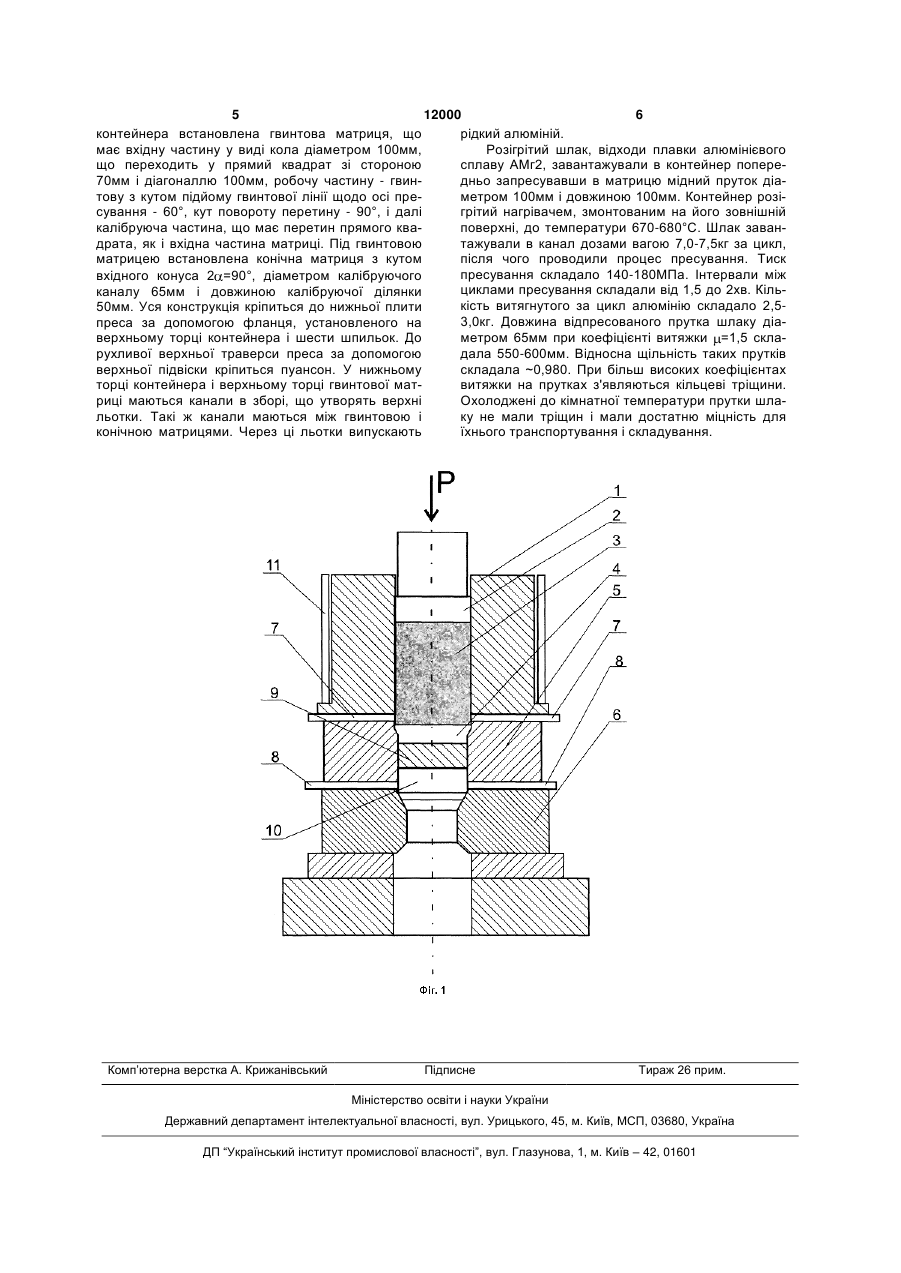
Спосіб комбінованої обробки шлаків з алюмінієвих сплавів, що включає операції завантаження шлаку в розігрітий контейнер і пресування з проти 3 12000 4 сіб полягає в тім, що відпалену стружку завантаконтейнера рідкого алюмінію і за часом відповідає жують у канал контейнера для пресування, розігрічасу завантаження в контейнер нової порції шлатий до температури рекристалізації пресуємого ку. матеріалу, і пресують послідовно гвинтовим преТаким чином перераховані ознаки складають суванням із протитиском величиною не менш грасуть корисної моделі на спосіб, оскільки є необхідниці текучості оброблюваного матеріалу, і через ними для реалізації корисної моделі і достатніми деформуючу матрицю з коефіцієнтом витяжки не для досягнення поставленої мети. менш 3. Такий спосіб дозволяє одержувати алюміКомплекс описаних технологічних прийомів і нієві прутки зі стружки щільністю і механічними параметрів, що не знайшли відбитки в технічній і характеристиками, що відповідають компактному патентній літературі, характеризують новизну заматеріалу, однак по цьому способі не можна виріпропонованої корисної моделі. шити поставлену задачу витягу металевого алюПри аналізі відмінних ознак виявлено, що комінію зі шлаку і брикетування шлаку, оскільки нерисна модель, яка заявляється не випливає із віобхідно забезпечити відвід рідкого алюмінію з домого рівня техніки. Вперше запропонований каналу контейнера і матриць. комбінований метод витягання металевого алюміПропонована корисна модель спрямована на нію зі шлаку і пресування цього шлаку в брикети за рішення цієї задачі. Це досягається тим, що в конодну операцію методом комбінованої деформації. тейнер, розігрітий до температури плавлення Температура розігріву оснащення та матеріалу, алюмінію, завантажують розігрітий до такої ж темметод випуску металевого алюмінію із контейнера, ператури шлак і роблять послідовне пресування коефіцієнт витяжки в конічній матриці є новою та через гвинтову матрицю з протитиском і конічною неочевидною композицією ознак. Таким чином матрицею з коефіцієнтом витяжки не більш 1,5, пропонована корисна модель відповідає умові роблячи при цьому інтервали між циклами пресу«рівень винахідництва». вання, рівні часу зливу рідкого алюмінію через Запропонований спосіб ілюструється кресленльотки, установлені між контейнером, гвинтовою і ням. На Фіг.1 зображена схема реалізації способу конічною матрицями, а відпресований пруток шлакомбінованої обробки шлаків із алюмінієвих сплаку ріжуть на брикети необхідної довжини. вів. Відповідно до роботи [Бейгельзимер Я.Е., ВаНа Фіг.1 показано контейнер 1 з нагрівачем 11, рюхин В.Н., Орлов Д.В., Сынков С.Г. Винтовая пуансон 2, оброблюємий шлак вторинного алюміэкструзия - процесс накопления деформаций. Донію 3, заготівка для реалізації первинного протинецк: ТЕАН, 2003 - 87с.] для одержання якісних тиску 4, гвинтова матриця 5, конічна матриця 6, металевих зразків методом гвинтової екструзії в льотки для випуску рідкого алюмінію 7, 8, гвинтова ході цього процесу необхідно створювати протиділянка 9, калібруюча ділянка гвинтової матриці з тиск розміром рівним або вище межі текучості обпрофілем прямого квадрата, поверненого стосовроблюваного матеріалу. У запропонованому проно західної частини матриці на 90° (кут повороту цесі протитиск для ділянки гвинтової екструзії перетину) - 10. створюється ділянкою наступної прямої екструзії Спосіб реалізують таким чином. Заготівку з мічерез конічну матрицю з витяжкою, при цьому чеді 4 запресовують у гвинтову матрицю 5 таким рез гвинтову матрицю деформується шлак, що чином, щоб передній торець заготівлі 4 знаходиврозігрітий до температури плавлення алюмінію, а ся у вхідному конусі конічної матриці 6, після чого через конічну матрицю деформується трохи підсв попередньо розігрітий до температури плавлентужений шлак, таким чином він створює протитиск ня алюмінію контейнер 1 з міксера завантажують для ділянки гвинтового пресування як за рахунок розігрітий шлак алюмінієвого сплаву 3 і пресують деформації з коефіцієнтом витяжки так і за рахуплунжером 2, уводячи його в канал контейнера 1 і нок деформації підстуженого матеріалу з більш пресуючи матеріал у вхідну частину гвинтової мависокими механічними характеристиками. триці, розташовану нижче рівня верхньої льотки 7, Компактування шлаку починає вироблятися в після чого плунжер виводять з каналу контейнера. контейнері під впливом пуансона, а більш інтенсиОсновна частина видавленого зі шлаку рідкого вні напруги і деформації в матеріалі що пресуєтьалюмінію випускається через верхні льотки 7. Пісся, виникають при проході його через гвинтову ля випуску рідкого алюмінію в канал контейнера матрицю. При цьому велика частина рідкого алюзавантажують нову порцію шлаку і цикл повторюмінію видавлюється зі шлаку і випускається через ють. У сталій стадії процесу, коли шлак проходить льотки, установлені між контейнером і гвинтовою додаткову деформацію в конічній матриці, ствоматрицею. Далі шлак, входячи в конічну матрицю і рюючи протитиск ділянці деформації в гвинтовій додатково деформуючись з коефіцієнтом витяжки матриці, частину металевого алюмінію випускають в межах 1,5, випробує додаткові напруги, при яких через льотки 8. Відпресований пруток шлаку надз нього видавлюється додаткова порція рідкого ходить у приямок преса, відкіля його витягають, алюмінію, що випускається через льотки, установріжуть на брикети необхідної довжини і використолені між гвинтовою і конічною матрицями. Обмевують у якості раскислювача при виплавці сталі. ження коефіцієнта витяжки 1,5 обумовлено пояКонкретний приклад реалізації вою кільцевих тріщин у матеріалі, що Пресування шлаку алюмінієвого сплаву АМг2 видавлюється, при більш високих коефіцієнтах проводили в контейнері з діаметром робочого кавитяжки. Крім того, при більш високих коефіцієнтах налу 100мм в установці для пресування, установвитяжки росте тиск пресування, що знижує довголеної на вертикальному гідравлічному пресі зувічність роботи технологічного оснащення. Інтерсиллям 10000кН із контейнером, що обігрівається, вал між циклами пресування складає час випуску з виконаному у виді моноблока. Під нижнім торцем 5 12000 6 контейнера встановлена гвинтова матриця, що рідкий алюміній. має вхідну частину у виді кола діаметром 100мм, Розігрітий шлак, відходи плавки алюмінієвого що переходить у прямий квадрат зі стороною сплаву АМг2, завантажували в контейнер попере70мм і діагоналлю 100мм, робочу частину - гвиндньо запресувавши в матрицю мідний пруток діатову з кутом підйому гвинтової лінії щодо осі преметром 100мм і довжиною 100мм. Контейнер розісування - 60°, кут повороту перетину - 90°, і далі грітий нагрівачем, змонтованим на його зовнішній калібруюча частина, що має перетин прямого кваповерхні, до температури 670-680°С. Шлак завандрата, як і вхідна частина матриці. Під гвинтовою тажували в канал дозами вагою 7,0-7,5кг за цикл, матрицею встановлена конічна матриця з кутом після чого проводили процес пресування. Тиск пресування складало 140-180МПа. Інтервали між вхідного конуса 2 =90°, діаметром калібруючого циклами пресування складали від 1,5 до 2хв. Кільканалу 65мм і довжиною калібруючої ділянки кість витягнутого за цикл алюмінію складало 2,550мм. Уся конструкція кріпиться до нижньої плити 3,0кг. Довжина відпресованого прутка шлаку діапреса за допомогою фланця, установленого на верхньому торці контейнера і шести шпильок. До метром 65мм при коефіцієнті витяжки =1,5 скларухливої верхньої траверси преса за допомогою дала 550-600мм. Відносна щільність таких прутків верхньої підвіски кріпиться пуансон. У нижньому складала ~0,980. При більш високих коефіцієнтах торці контейнера і верхньому торці гвинтової матвитяжки на прутках з'являються кільцеві тріщини. риці маються канали в зборі, що утворять верхні Охолоджені до кімнатної температури прутки шлальотки. Такі ж канали маються між гвинтовою і ку не мали тріщин і мали достатню міцність для конічною матрицями. Через ці льотки випускають їхнього транспортування і складування. Комп’ютерна верстка А. Крижанівський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for combined treatment of slag from aluminum alloys
Автори англійськоюVariukhin Vyktor Mykolaiovych, Synkov Oleksandr Serhiiovych
Назва патенту російськоюСпособ комбинированной обработкишлаков из алюминиевых сплавов
Автори російськоюВарюхин Виктор Николаевич, Синков Александр Сергеевич
МПК / Мітки
МПК: B21C 29/00
Мітки: обробки, спосіб, комбінованої, шлаків, алюмінієвих, сплавів
Код посилання
<a href="https://ua.patents.su/3-12000-sposib-kombinovano-obrobki-shlakiv-z-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб комбінованої обробки шлаків з алюмінієвих сплавів</a>
Спосіб збагачення алюмінієвих шлаків
Номер патенту: 5857
Опубліковано: 15.03.2005
Автори: Шевелєв Олександр Іванович, Алімов Валерій Іванович
МПК: C22B 21/00
Мітки: збагачення, алюмінієвих, спосіб, шлаків
Формула / Реферат:
Спосіб збагачення алюмінієвих шлаків, що включає дроблення, сушіння, просівання, сепарацію, класифікацію і контроль якості, який відрізняється тим, що перед дробленням усього шлаку додатково виконують селективне дроблення шматків вихідного шлаку розміром більше 200-250 мм і відсів шлаку не крупніше 3 мм, після просівання контролюють вміст алюмінію, а концентрат із вмістом менше 40 % алюмінію завантажують на повторне дрібне дроблення.
Флюс для обробки алюмінієвих сплавів
Номер патенту: 58793
Опубліковано: 15.08.2003
Автори: Мітяєв Олександр Анатолійович, Рязанов Сергій Георгійович, Волчок Іван Петрович
МПК: C22B 21/00, C22B 9/10
Мітки: сплавів, алюмінієвих, обробки, флюс
Формула / Реферат:
Флюс для обробки алюмінієвих сплавів, що містить сірку та хлорид калію, який відрізняється тим, що додатково містить хлорид натрію, карбонат натрію, ультрадисперсний карбід кремнію та фторид алюмінію при наступному співвідношенні компонентів (мас. %): сірка (S) 3-10 хлорид калію (КСl) 10-15 хлорид натрію (NaCl) 30-40 карбонат...
Потокова лінія для переробки алюмінієвих шлаків

Номер патенту: 74113
Опубліковано: 17.10.2005
Автор: Хіщенко Віктор Пилипович
МПК: C22B 7/04
Мітки: алюмінієвих, шлаків, потокова, лінія, переробки
Формула / Реферат:
Потокова лінія для переробки алюмінієвих шлаків, що місить живильник шлаку, пов’язаний з системою його подрібнення та класифікації, яка відрізняється тим, що система подрібнення та класифікації шлаку включає щокову дробарку, поєднану через стрічковий конвеєр для подачі подрібненого шлаку з молотковою дробаркою, оснащеною засобами подачі шлаку на грохот, який виконаний з можливістю відсіву та передачі великих фракцій шлаку до валкової дробарки...
Спосіб термічної обробки алюмінієвих сплавів
Номер патенту: 3716
Опубліковано: 27.12.1994
Автори: Дробязін Володимир Миколайович, Половнєва Світлана Прохорівна
МПК: C22F 1/04
Мітки: термічної, алюмінієвих, спосіб, сплавів, обробки
Формула / Реферат:
Способ термической обработки алюминиевых сплавов, включающий закалку, гамма-облучение и старение, отличающийся тем, что, с целью повышения коррозионной стойкости и прочности, после закалки проводят выдержку при температуре жидкого азота, гамма-облучение осуществляют дозой 5-10-5-10 рад при 48-50°С, старение проводят при 48-50 С.
Спосіб виготовлення модифікатора для алюмінієвих сплавів
Номер патенту: 61013
Опубліковано: 15.10.2003
Автори: Кудь Петро Денисович, Сороченко Віталій Федорович, Чернега Дмитро Федорович
Мітки: сплавів, модифікатора, виготовлення, алюмінієвих, спосіб
Формула / Реферат:
Спосіб виготовлення модифікатора для алюмінієвих сплавів, що включає отримання флюсової суміші зміцнюючих тугоплавких ультрадисперсних частинок оксиду скандію, гексафторцирконату калію, як каталізатора, та криоліту у співвідношенні 1:2:0,33, який відрізняється тим, що модифікатор виготовляють у вигляді металевих стержнів з круглим або трапецієподібним поперечним перерізом шляхом механічного замішування флюсової суміші у розплав алюмінію в...
Попередній патент: Пересувний пункт технічного обслуговування вогнегасників і протипожежних засобів
Наступний патент: Електромагнітний клапан
Випадковий патент: Спосіб лікування хворих на ревматоїдний артрит