Спосіб виготовлення порошкових електродних матеріалів
Номер патенту: 13541
Опубліковано: 17.04.2006
Автори: Свиридов Олександр Володимирович, Швороб Сергій Володимирович, Гринь Олександр Григорович, Шаповалов Костянтин Петрович

Формула / Реферат
Спосіб виготовлення порошкових електродних матеріалів, який полягає в приготуванні шихти, пресуванні її в таблетки і заповненні ними металевої оболонки з наступним волочінням, який відрізняється тим, що виготовлений порошковий дріт подрібнюють, засипають в контейнер, доповнюють шихтою, підігрівають до температури, яка вища за температуру рекристалізації металу оболонки, і методом пресування продавлюють через формуючі втулки до встановленого діаметра.
Текст
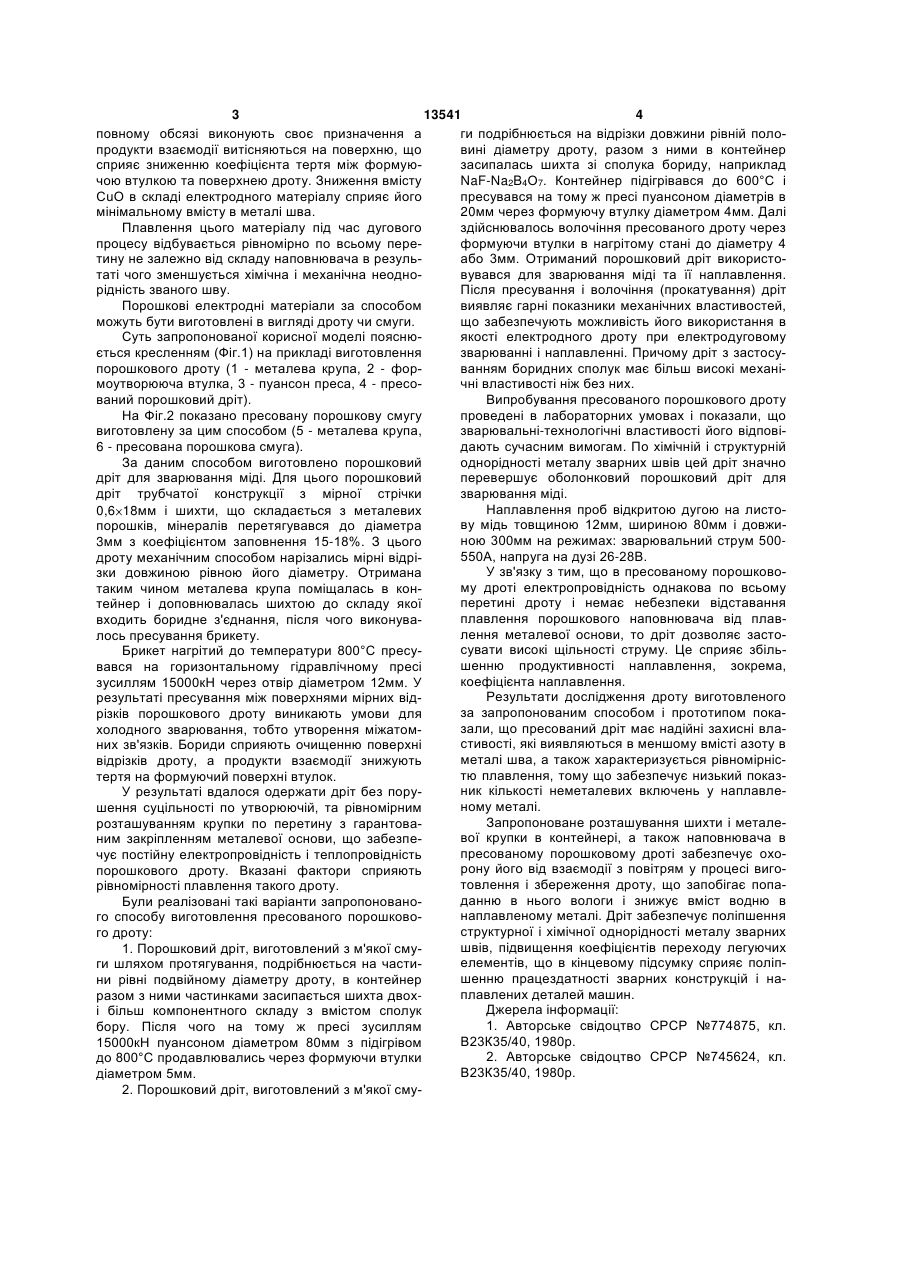
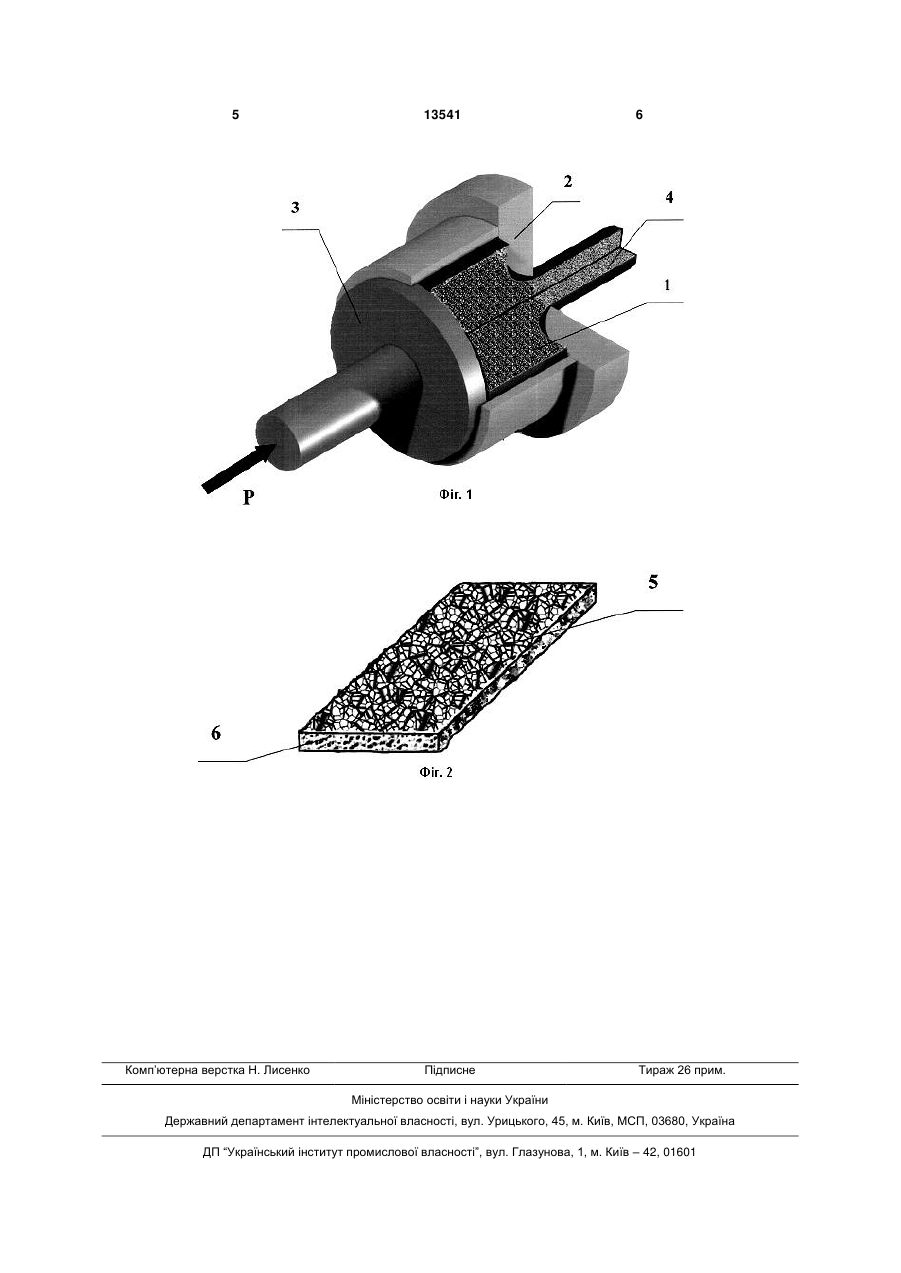
Спосіб виготовлення порошкових електродних матеріалів, який полягає в приготуванні шихти, пресуванні її в таблетки і заповненні ними металевої оболонки з наступним волочінням, який відрізняється тим, що виготовлений порошковий дріт подрібнюють, засипають в контейнер, доповнюють шихтою, підігрівають до температури, яка вища за температуру рекристалізації металу оболонки, і методом пресування продавлюють через формуючі втулки до встановленого діаметра. (19) (21) u200507223 (22) 20.07.2005 (24) 17.04.2006 (46) 17.04.2006, Бюл. № 4, 2006 р. (72) Гринь Олександр Григорович, Шаповалов Костянтин Петрович, Свірідов Олександр Володимирович, Швороб Сергій Володимирович (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ 3 13541 4 повному обсязі виконують своє призначення а ги подрібнюється на відрізки довжини рівній полопродукти взаємодії витісняються на поверхню, що вині діаметру дроту, разом з ними в контейнер сприяє зниженню коефіцієнта тертя між формуюзасипалась шихта зі сполука бориду, наприклад чою втулкою та поверхнею дроту. Зниження вмісту NaF-Na2B4О7. Контейнер підігрівався до 600°С і СuО в складі електродного матеріалу сприяє його пресувався на тому ж пресі пуансоном діаметрів в мінімальному вмісту в металі шва. 20мм через формуючу втулку діаметром 4мм. Далі Плавлення цього матеріалу під час дугового здійснювалось волочіння пресованого дроту через процесу відбувається рівномірно по всьому переформуючи втулки в нагрітому стані до діаметру 4 тину не залежно від складу наповнювача в резульабо 3мм. Отриманий порошковий дріт використотаті чого зменшується хімічна і механічна неодновувався для зварювання міді та її наплавлення. рідність званого шву. Після пресування і волочіння (прокатування) дріт Порошкові електродні матеріали за способом виявляє гарні показники механічних властивостей, можуть бути виготовлені в вигляді дроту чи смуги. що забезпечують можливість його використання в Суть запропонованої корисної моделі пояснюякості електродного дроту при електродуговому ється кресленням (Фіг.1) на прикладі виготовлення зварюванні і наплавленні. Причому дріт з застосупорошкового дроту (1 - металева крупа, 2 - форванням боридних сполук має більш високі механімоутворююча втулка, 3 - пуансон преса, 4 - пресочні властивості ніж без них. ваний порошковий дріт). Випробування пресованого порошкового дроту На Фіг.2 показано пресовану порошкову смугу проведені в лабораторних умовах і показали, що виготовлену за цим способом (5 - металева крупа, зварювальні-технологічні властивості його відпові6 - пресована порошкова смуга). дають сучасним вимогам. По хімічній і структурній За даним способом виготовлено порошковий однорідності металу зварних швів цей дріт значно дріт для зварювання міді. Для цього порошковий перевершує оболонковий порошковий дріт для дріт трубчатої конструкції з мірної стрічки зварювання міді. Наплавлення проб відкритою дугою на листо0,6 18мм і шихти, що складається з металевих ву мідь товщиною 12мм, шириною 80мм і довжипорошків, мінералів перетягувався до діаметра ною 300мм на режимах: зварювальний струм 5003мм з коефіцієнтом заповнення 15-18%. З цього 550А, напруга на дузі 26-28В. дроту механічним способом нарізались мірні відріУ зв'язку з тим, що в пресованому порошковозки довжиною рівною його діаметру. Отримана му дроті електропровідність однакова по всьому таким чином металева крупа поміщалась в конперетині дроту і немає небезпеки відставання тейнер і доповнювалась шихтою до складу якої плавлення порошкового наповнювача від плаввходить боридне з'єднання, після чого виконувалення металевої основи, то дріт дозволяє застолось пресування брикету. сувати високі щільності струму. Це сприяє збільБрикет нагрітий до температури 800°С пресушенню продуктивності наплавлення, зокрема, вався на горизонтальному гідравлічному пресі коефіцієнта наплавлення. зусиллям 15000кН через отвір діаметром 12мм. У Результати дослідження дроту виготовленого результаті пресування між поверхнями мірних відза запропонованим способом і прототипом покарізків порошкового дроту виникають умови для зали, що пресований дріт має надійні захисні влахолодного зварювання, тобто утворення міжатомстивості, які виявляються в меншому вмісті азоту в них зв'язків. Бориди сприяють очищенню поверхні металі шва, а також характеризується рівномірнісвідрізків дроту, а продукти взаємодії знижують тю плавлення, тому що забезпечує низький показтертя на формуючий поверхні втулок. ник кількості неметалевих включень у наплавлеУ результаті вдалося одержати дріт без поруному металі. шення суцільності по утворюючій, та рівномірним Запропоноване розташування шихти і металерозташуванням крупки по перетину з гарантовавої крупки в контейнері, а також наповнювача в ним закріпленням металевої основи, що забезпепресованому порошковому дроті забезпечує охочує постійну електропровідність і теплопровідність рону його від взаємодії з повітрям у процесі вигопорошкового дроту. Вказані фактори сприяють товлення і збереження дроту, що запобігає попарівномірності плавлення такого дроту. данню в нього вологи і знижує вміст водню в Були реалізовані такі варіанти запропонованонаплавленому металі. Дріт забезпечує поліпшення го способу виготовлення пресованого порошковоструктурної і хімічної однорідності металу зварних го дроту: швів, підвищення коефіцієнтів переходу легуючих 1. Порошковий дріт, виготовлений з м'якої смуелементів, що в кінцевому підсумку сприяє поліпги шляхом протягування, подрібнюється на частишенню працездатності зварних конструкцій і нани рівні подвійному діаметру дроту, в контейнер плавлених деталей машин. разом з ними частинками засипається шихта двохДжерела інформації: і більш компонентного складу з вмістом сполук 1. Авторське свідоцтво СРСР №774875, кл. бору. Після чого на тому ж пресі зусиллям В23К35/40, 1980р. 15000кН пуансоном діаметром 80мм з підігрівом 2. Авторське свідоцтво СРСР №745624, кл. до 800°С продавлювались через формуючи втулки В23К35/40, 1980р. діаметром 5мм. 2. Порошковий дріт, виготовлений з м'якої сму 5 Комп’ютерна верстка Н. Лисенко 13541 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of powder electrode materials
Автори англійськоюHryn' Oleksandr Hryhorovych, Shapovalov Kostiantyn Petrovych
Назва патенту російськоюСпособ изготовления порошковых электродных материалов
Автори російськоюГринь Александр Григорьевич, Шаповалов Константин Петрович
МПК / Мітки
МПК: B23K 35/02
Мітки: виготовлення, матеріалів, порошкових, спосіб, електродних
Код посилання
<a href="https://ua.patents.su/3-13541-sposib-vigotovlennya-poroshkovikh-elektrodnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкових електродних матеріалів</a>
Спосіб виготовлення заготовок з порошкових матеріалів
Номер патенту: 7159
Опубліковано: 15.06.2005
Автори: Пентюк Борис Миколайович, Назаренко Іван Іванович
МПК: B28B 3/00
Мітки: спосіб, матеріалів, порошкових, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення заготовок з порошкових матеріалів шляхом прикладання періодичної силової дії, яку здійснюють пікоподібні навантаження з розвантаженнями, і зусилля статичного притискання, який відрізняється тим, що періодичну силову дію здійснюють три пікоподібні навантаження, які чергуються з розвантаженнями, при цьому величина пікоподібних навантажень більша зусилля статичного притискання, а величина розвантажень складає 0
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B30B 15/02, B22C 15/00
Мітки: пресування, матеріалів, порошкових, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Спосіб виготовлення виробів із порошкових композиційних матеріалів
Номер патенту: 47662
Опубліковано: 15.07.2002
Автори: Позняк Леонід Олександрович, Баглюк Геннадій Анатолійович, Тихомиров Сергій Володимирович
МПК: B22F 3/16
Мітки: композиційних, порошкових, виробів, матеріалів, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення виробів із порошкових композиційних матеріалів, що включає розмол та змішування шихти з порошків легованої сталі та титановмісного матеріалу, пресування пористих заготовок, їх спікання та наступну гарячу деформацію, який відрізняється тим, що титановмісний матеріал вводиться в шихту у вигляді механічної суміші порошків титану та вуглецю, причому вуглецю у кількості 16-20 мас. % по відношенню до титану, а спікання...
Спосіб виготовлення порошкових дротин
Номер патенту: 40076
Опубліковано: 16.07.2001
Автори: Мехтієв Тімур Айдинович, Гринь Олександр Григорович
МПК: B23K 35/40
Мітки: дротин, виготовлення, спосіб, порошкових
Формула / Реферат:
Спосіб виготовлення порошкових дротин, який полягає в формуванні з стрічки суцільного перерізу жолобчатого профілю, заповненні цього профілю шихтою, їх багаторазового сумісного волочіння через волоки до отримання дроту в вигляді оболонки з матеріалу стрічки та серцевини з матеріалу шихти, який відрізняється тим, що перед тим як ввести шихту в жолоб, сформований із стрічки, його внутрішню поверхню покривають сумішшю гідрофобізатора з...
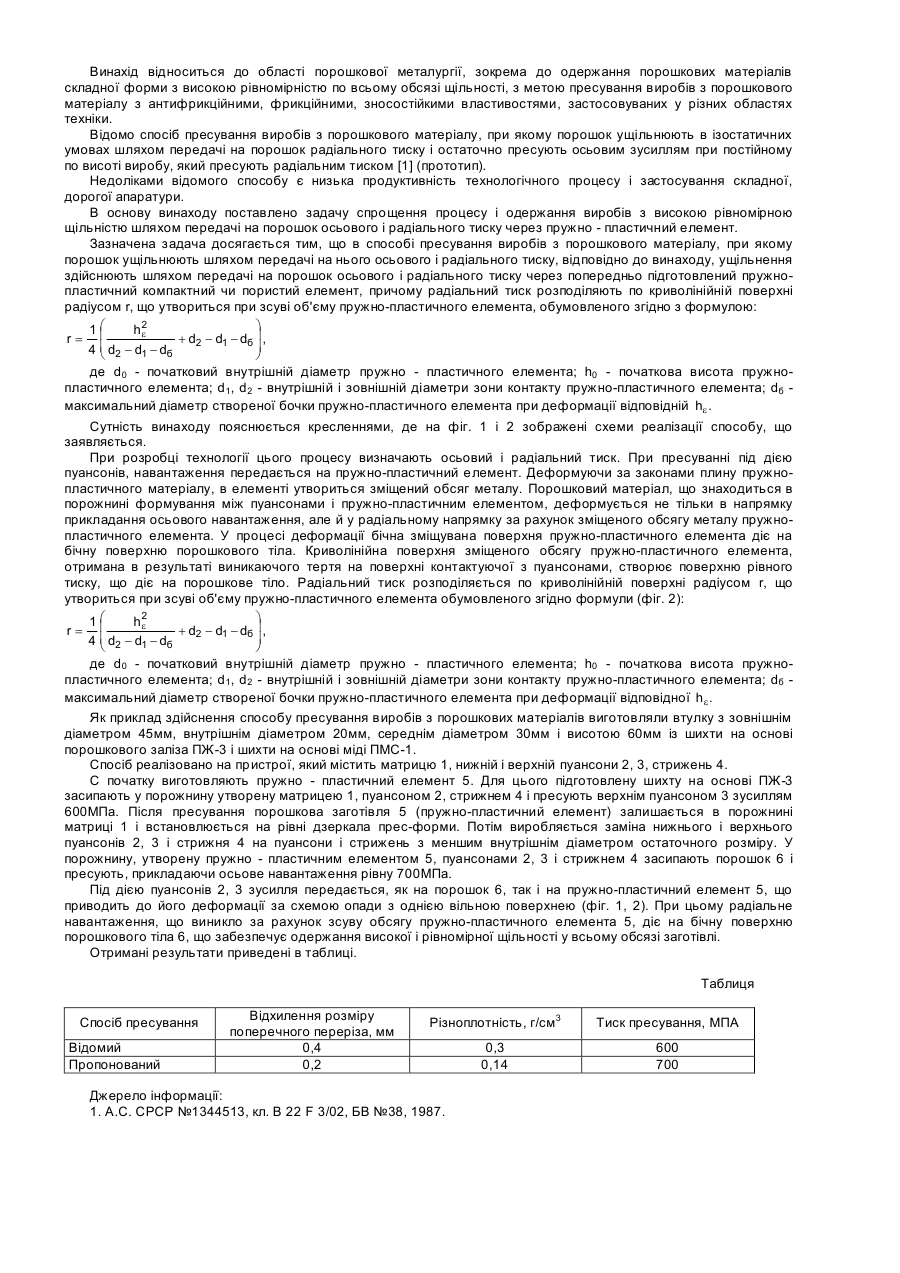
Спосіб пресування виробів з порошкових матеріалів
Номер патенту: 67218
Опубліковано: 15.06.2004
Автори: Блохін Олександр Григорович, Бондаренко Олена Володимирівна
МПК: B22F 3/18
Мітки: пресування, виробів, спосіб, порошкових, матеріалів
Формула / Реферат:
Спосіб пресування виробів з порошкових матеріалів, при якому порошок ущільнюють шляхом передачі на порошок осьового і радіального тиску, який відрізняється тим, що ущільнення здійснюють шляхом передачі на порошок осьового і радіального тиску через попередньо підготовлений пружно-пластичний компактний або пористий елемент, причому радіальний тиск розподіляють по криволінійній поверхні радіусом r, що утворюється при зсуві об'єму...
Попередній патент: Універсальна навчальна мікроконтролерна система
Наступний патент: Спосіб виготовлення і зміцнення контактного проводу
Випадковий патент: Спосіб отримання жаростійкого матеріалу