Спосіб дюгрос рафінування тугоплавких металів і сплавів
Номер патенту: 14792
Опубліковано: 18.02.1997
Автори: Сміян Олег Дмитрович, Горбатюк Роман Михайлович, Дзядикевич Юрій Володимирович

Формула / Реферат
1. Спосіб рафінування тугоплавких металів і сплавів шляхом відпалу в порошковій суміші, який відрізняється тим, що рафінування провадять у вакуумі не гірше за 10![]() Па (10
Па (10![]() мм рт.ст.) при температурі, що не перевищує 0,4 Тр (де Тр - температура - за Кельвіном - рекристалізації тугоплавкого металу).
мм рт.ст.) при температурі, що не перевищує 0,4 Тр (де Тр - температура - за Кельвіном - рекристалізації тугоплавкого металу).
2. Спосіб Дюгрос по п. 1, який відрізняється тим, що відпал провадять в контейнерах, заповнених хімічно високоактивною порошковою сумішшю селективної an".
3. Спосіб Дюгрос по пп.1,2, який відрізняється тим, що рафінування провадять у циклічному температурному режимі, причому кількість термоциклів не перевищує чотири.
Текст
Винахід відноситься до термічної обробки металів і сплавів, насамперед, тугоплавких, і може знайти застосування у виробництві різних конструкційних елементів, які використовуються в електронній, світло- і радіотехнічній промисловості, в ракетній та космічній техніці тощо. Спосіб ДЮГРОС, що пропонується, може застосовуватись для підвищення пластичності всіх тугоплавких металів (вольфраму, молібдену, ніобію, хрому тощо). Нижче, як приклад практичного застосування наводяться лише результати, отримані при термічній обробці найбільш поширених та примхливих тугоплавких металів вольфраму та молібдену та їх сплавів. Для виготовлення різних деталей електронних та радіотехнічних пристроїв (катоди; екрани, траверзи, вводи тощо) використовують листовий прокат, дріт і пруток вольфрамових та молібденових сплавів марок ВА, ВТ-7, ВТ-10, ВТ15, МЧ, ЦМ-2А, МЛТ та інші. Деталі виготовляють холодним штампуванням і різними видами механічної обробки. В зв'язку з тим, що молібденові і вольфрамові сплави мають шарову структур у і на границях зерен знаходяться шкідливі домішкові елементи (переважно елементи проникнення - кисень, вуглець, азот, водень), то пластичність металів внаслідок цього знижується. В процесі виготовлення деталей спостерігається високий відсоток браку (більше за 60%). З метою підвищення пластичності тугоплавких металів та зменшення браку й процесі виготовлення різного типу деталей використовують різні види проміжного відпалу, як правило, в інертній атмосфері або у вакуумі (Мальцев М.В. Термическая обработка тугоплавких, редких металлов и их сплавов. - М.: Металлургия, 1974. С.276 - 320). Проте такий спосіб обробки має низку суттєви х недоліків: 1) недостатньо повне виведення з тугоплавких металів домішок проникнення і, як наслідок, анізотропія механічних властивостей; 2) велика витрата дорогих газів (аргон, гелій) та вибухонебезпечність водню; 3) необхідність використання складного й дорогого устаткування для глибокого очищення газів І одержання високого вакууму. Відомий відпал тугоплавких металів в порошковій суміші (патент СССР, №1809987, кл. C22F1/18 від 18.07.90), яка містить (мас.%): тітан 15 - 25; алюміній - 1-3, церій - лантанова лігатура 3 - 7, фтористий натрій - 0,5 - 1, розріджувач решта (прототип). Відпал молібдену і вольфраму проводять в контейнерах, які заповнені згаданою вище порошковою сумішшю. Контейнери герметизуються рідким склом. Процес відпалу відбувається в термічних печах з повітряною атмосферою при тривалість - 20 годин. Із збільшенням товщини оброблюваного металу тривалість процесу відпалу різко зростає. До того, дуже трудомісткий процес упакування контейнерів, багато матеріалів витрачається на приготування затвору. Суть винаходу. В основу винаходу поставлено задачу зменшення відсотка браку при виготовленні деталей з тугоплавких металів, відновлення до придатного стану забракованих по металу виробів з тугоплавких металів при одночасній економії енергоресурсів та спрощенні технології. Досягається вирішення цієї задачі шляхом використання нового фізичного явища - термічної гри хімічних елементів (Сміян, 1989p.), завдяки чому були знайдені нові температурні режими вакуумного відпалу з одночасним використанням хімічно активної порошкової суміші ДЮГРОС селективної дії (Патент України №14594A Дзядикевича Ю.В., Горбатюка P.M., Сміяна О.Д. Порошкова суміш для відпалу молібдену і вольфраму). Спосіб ДЮГРОС, що пропонується, забезпечує отримання таких технічних результатів: пластичність тугоплавких металів підвищується (для вольфраму та молібдену - у кілька раз), відсоток браку зменшується (у кілька раз, а подекуди зовсім щезає), металографічна структура металу після відпалу не змінюється, зерно не росте (тому відпадає потреба у корегуючій термічній обробці металу), температура відпалу зменшується вдвічі, тривалість відпалу зменшується (для дроту вольфраму в 5 разів - з 20 (по прототипу) до 4 годин, а при термоциклюванні - до 1,2 години). Завдяки цьому досягається значна економія енергоресурсів, стає можливим відновлення бракованих виробів з тугоплавких металів без їх переплаву у твердій фазі з подальшим їх використанням за призначенням. Це також заощаджує не тільки сировину, метал, але й енергетичні та грошові ресурси. Нижче подається приклад здійснення поставленої мети на зразках, виготовлених з молібдену та вольфраму. Відпал листового прокату з цих металів провадять у вакуумі в високоактивній рафінуючій суміші в циклічному режимі, при якому температура процесу не перевищує температура рекристалізаціїтугоплавкого металу). Це - спосіб ДЮГРОС (Дзядикевича Юрія - Горбатюка Романа Олега Сміяна). Він здійснюється таким чином. Для проведення відпалу використовується листовий прокат молібдену марки МЧ (ТУ 48 - 42 - 66 - 71) та вольфраму ВА (ТУ 48 - 19 - 106 - 74) та порошкова суміш для відпалу молібдену та вольфраму по заявці на винахід Дзядикевича Ю.В., Горбатюка P.M., Сміяна О.Д. До складу цієї суміші входять гетери селективної дії, які поглинають окремі шкідливі домішки при певних температурах. До суміші додається також речовина-розріджувач, щоб запобігти спіканню основних компонентів суміші та припіканню їх до поверхні металу. При початковому використанні порошкової суміші ДЮГРОС всі компоненти змішують між собою з метою отримання однорідної маси. Відпал провадять у вакуумній печі в спеціальних контейнерах, виготовлених з жаростійких сплавів. Перед проведенням відпалу контейнер упаковують в такій послідовності. На дно контейнера насипають однорідну суміш компонентів завтовшки 20 ± 5мм, потім сторчма вставляють зразки молібдену (вольфраму). Віддаль між ними мусить не перевищувати 5 - 7мм, відстань до стінок контейнеру - 15 ± 5мм. Встановлені зразки повністю засипають сумішшю з одночасним її ущільненням. Товщина шару суміші понад горішнім краєм зразків має бути не менш, як 30 ± 5мм. Після проведених операцій контейнер розміщують у вакуумній печі та нагрівають до температури, що відповідає температура рекристалізації молібдену або вольфраму відповідно). Процес триває 4 години. Після цього піч охолоджують до 50 - 60°C. Спеціально поставлені досліди показали, що найбільш ефективне рафінування згаданих металів від шкідливих домішок досягається після 3 - 4 термоциклів. Після закінчення процесу контейнер охолоджують разом з вакуумною піччю, а потім на ситі відокремлюють порошкову суміш від відпалених зразків. З метою запобігання контакту із парами води суміш зберігають в герметичній тарі. Зразки тугоплавких металів після відпалу мають рівномірний світло-сірий колір. Налипання порошків на металевій поверхні зразків не виявлено. Попередніми дослідами, проведеними авторами заявки, встановлено, що під час нагрівання тугоплавких металів у вакуумі елементи проникнення ведуть себе по різному: одні дифундують на поверхню металу, де концентрація їх зростає, а другі - в глибину металу. Причому дифузія проходить переважно по границям зерен. Під час охолодження йде зворотний процес (Смиян О.Д., Антонов С.О. Механизм образования химической неоднородности в твердых телах при сварке и напылении. Препринт ИЭС-90-2. - К.: Изд. ИЭС им. Е.О. Патона АН УССР, 1990. - 12с.). Приймаючи до уваги згаданий ефект, можна припустити, що рафін ування тугоплавких металів відбувається по механізму, що наведено нижче. Під час першого нагрівання контейнера до температури температура рекристалізації тугоплавкого металу) переважно кисень дифундує з глибин металу на поверхню, де він адсорбується одним з компонентів запропонованої авторами цієї заявки - суміші з порошків селективно діючих гетерів. При охолодженні контейнера на поверхню дифундують вуглець, азот та водень, які поглинаються вже іншими хімічно активними елементами суміші. Процес виведення шкідливих домішок проникнення з тугоплавких металів в твердій фазі по щойно описаному механізму способу ДЮГРОС значно прискорюється при використанні термоциклювання. Оптимальна кількість термоциклів, як свідчать досліди, не перевищує чотирьох (здебільше це 3 - 4). Для проведення порівняльної характеристики ефективності запропонованого способу ДЮГРОС з існуючим методом обробки металів було проведено відпал зразків молібдену (вольфраму) розміром 30 ´ 20 ´ 0, 100 ´ 30 ´ 1,5мм; 200 ´ 50 ´ 2,0мм; 200 ´ 50 ´ 0,8мм в порошкових сумішах різного складу - в межах нової запропонованої авторами цієї заявки суміші з гетерів селективної дії (суміші а, б, в) та суміші - прототипу (суміш "г"): а) гетери селективної дії в сумі - 73мас.%. решта - оксид алюмінію (розріджувач); б) гетери селективної дії, в сумі - 83мас.%, оксид алюмінію - 17мас.%; в) гетери селективної дії, в сумі - 95мас.%, оксид алюмінію - 5мас.%; г) суміш-прототип (мас.%): титан - 25, алюміній - 3, церій - лантанова лігатура - 7, фтористий натрій - 1, оксид алюмінію - решта. Крім цього провадили відпал партії зразків у вакуумі 10-5мм рт.ст. при 1200°C тривалістю 2 години. Зразки після відпалу мали сірий колір. В кожному випадку використовувалась партія з 5 зразків кожного металу. Приклад 1. З відпалених молібденових зразків розміром 30 ´ 20 ´ 0,3мм виготовляють вироби, які мають форму стаканчика з відношенням висоти до діаметру рівним 3 : 1. Стаканчики виготовляють шляхом екструзії в сталевих матрицях з використанням сталевих пуансонів у п'ять переходів. Зразки, які відпалювались у вакуумі (без використання порошкової суміші) перед кожним переходом оксидували у фосфорній кислоті. Вироби бракують за таких дефектів: рвані краї, глибокі риски по зовнішній поверхні, тріщини. В результаті проведених випробовувань отримано такий вихід придатних до експлуатації виробів: Відпал у порошкових сумішах а) - 80% придатних виробів; б) - 90% придатних виробів; в) - 95% придатних виробів; г) - 50 - 55% придатних виробів; Вакуумний відпал - 40 - 50% придатних виробів. Таким чином рафінуючий відпал молібденового прокату по запропонованому способу ДЮГРОС дозволяє принаймі в 2 рази збільшити вихід придатних для експлуатації виробів. Приклад 2. З метою виявлення розшарування листового прокату молібденові та вольфрамові зразки розміром 200 ´ 50 ´ 0,8мм ріжуть на механічних ножицях. Результати випробувань показують, що кромки зразків металів, які пройшли обробку заявленим способом ДЮГРОС в суміша х "а" - "в" не мають розшарування. Зразки, відпалені по технології прототипу (суміш "г") мають: молібденові - 60% розшарувань, вольфрамові - 100% (тобто повністю розтріскуються). Після вакуумного відпалу виявлено: в молібденових зразках - 80% розшарування; вольфрамові зразки під час різання розкришуються. Приклад 3. В молібденових та вольфрамових зразках розміром 100 ´ 30 ´ 1,5мм та 200 ´ 50 ´ 2,0мм свердлять по 10 наскрізних отворів діаметром 5мм. Підчас свердління зразків, оброблених в послідовності, вказаній у заявленому способі ДЮГРОС, на ділянці виходу свердла розшарувань та тріщин не виявлено. Зразки, які відпалювались по технології прототипа, мають: молібденові - 75 85% розшарувань, вольфрамові - 90%. На всіх зразках, що відпалювались у вакуумі, в місці виходу свердла спостерігались тріщини, які йшли від кромки отвору в різні сторони. Відпал молібденових та вольфрамових зразків завтовшки 1,5 - 2мм за технологією прототипа триває 50 - 60 годин. Температура процесу 850°C. Заявлений спосіб ДЮГРОС рафінування має такі переваги у порівнянні з прототипом: збільшує у 2 рази вихід придатних до експлуатації. При відпалі таких саме зразків з молібдену та вольфраму по заявленому способу ДЮГРОС процес тривав: по спрощеній технології - до 25 - 28 годин, при застосуванні термоциклювання по спеціальній програмі - до 8 - 10 годин. Температура процесу - 450 - 500°C. Таким чином, заявлений спосіб ДЮГРОС рафінування тугоплавких металів мав такі переваги у порівнянні з прототипом: - збільшує у 2 рази вихід придатних до експлуатації виробів; - зменшує в 2 рази температуру відпалу; - зменшує в 1,5 - 5 разів тривалість обробки металу завтовшки 0,3 - 2мм; - дозволяє в значній мірі (практично повністю) ліквідувати брак по розшаруванюю листового прокату та дроту тощо. Спосіб ДЮГРОС-рафінування може знайти застосування для відпалу листового прокату, фольги, прутків тугоплавких металів, які використовуються для виготовлення різного типу конструкційних елементів електронних та світлотехнічних приладів, а також виробів спеціального призначений, наприклад деталей та вузлів лі тальних апаратів, які використовуються у ракетній та космічній техніці.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for diuhros finishing of refractory metals and alloys
Автори англійськоюDziadykevych Yurii Volodymyrovych, Smiian Oleh Dmytrovych, Horbatiuk Roman Mukhailovych
Назва патенту російськоюСпособ дюгрос рафинирования тугоплавких металлов и сплавов
Автори російськоюДзядикевич Юрий Владимирович, Смиян Олег Дмитриевич, Горбатюк Роман Михайлович
МПК / Мітки
МПК: C22F 1/18
Мітки: металів, сплавів, спосіб, рафінування, тугоплавких, дюгрос
Код посилання
<a href="https://ua.patents.su/3-14792-sposib-dyugros-rafinuvannya-tugoplavkikh-metaliv-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб дюгрос рафінування тугоплавких металів і сплавів</a>
Спосіб одержання спеченого дисперснозміцненого електродного матеріалу на основі тугоплавких металів

Номер патенту: 12060
Опубліковано: 25.12.1996
Автори: Костенецька Людмила Іллінічна, Філіпов Микола Ігоревич, Скороход Валерій Володимирович, Кресанова Олександра Петрівна, Солонін Юрій Михайлович
МПК: H01H 1/02, C01F 11/00, C01G 31/00, C01G 25/00, C01G 33/00, C01G 35/00, B22F 3/12
Мітки: спеченого, одержання, матеріалу, металів, спосіб, електродного, тугоплавких, дисперснозміцненого, основі
Спосіб рафінування алюмінію і його сплавів
Номер патенту: 8092
Опубліковано: 26.12.1995
Автори: Кучаєв Олександр Андрійович, Нарівський Анатолій Васильович
МПК: C22B 21/00, C22B 9/00
Мітки: сплавів, спосіб, рафінування, алюмінію
Формула / Реферат:
1. Способ рафинирования алюминия и его сплавов, включающий создание вращения расплава и продувку металла инертным газом в направлении, противоположном направлению вращения расплава, отличающийся тем, что, с целью повышения производительности процесса путем интенсификации массопереноса водорода и поддержания температуры металла при обработке и повышения степени рафинирования сплавов, металл вращают в двух противоположных направлениях,...
Спосіб рафінування легкоплавких металів
Номер патенту: 1233
Опубліковано: 30.12.1993
Автори: Омельчук Анатолій Опанасович, Казанбаев Леонід Олександрович, Зарубицький Олег Григорович, Кочетков Анатолій Васильович, Марченко Олександр Костянтинович, Горбач Віталій Миколайович, Мельохін Володимир Тимофійович, Будник Валерій Григорович, Козлов Марк Миколайович
МПК: C25C 3/34
Мітки: спосіб, рафінування, легкоплавких, металів
Формула / Реферат:
Способ рафинирования легкоплавких металлов, включающий электролиз через ионопроводную диафрагму из пористого диэлектрика, пропитанного расплавленным электролитом, отличающийся тем, что электролиз Осуществляют при температуре на 30-60°С, превышающей точку плавления рафинируемого металла с введением в межэлектродное пространство дополнительного слоя диэлектрика, имеющего объемную пористость 75-90%.
Порошкова суміш для відпалу молібдену і вольфраму
Номер патенту: 14594
Опубліковано: 20.01.1997
Автори: Горбатюк Роман Михайлович, Сміян Олег Дмитрович, Дзядикевич Юрій Володимирович
МПК: C22F 1/18
Мітки: відпалу, молібдену, вольфраму, порошкова, суміш
Формула / Реферат:
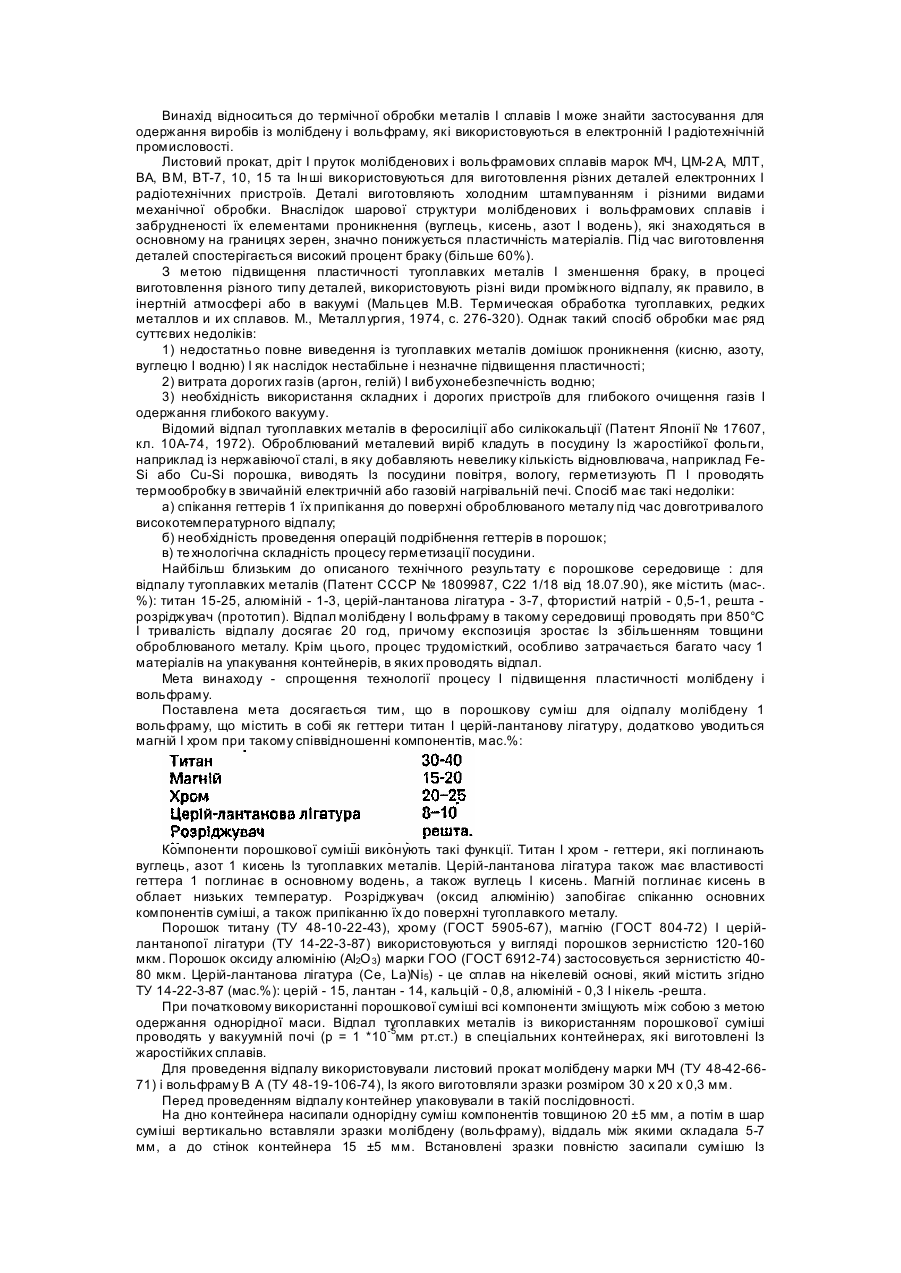
Порошкова суміш для відпалу молібдену і вольфраму, що містить в собі як геттери титан і церій-лантанову лігатуру, яка відрізняється тим, що вона додатково містить магній і хром, при такому співвідношенні компонентів, мас. %:Титан 30-40Магній 15-20Хром 20-25Церій-лантанова лігатура 8-10Розріджувач...
Спосіб переплаву металів та сплавів

Номер патенту: 1239
Опубліковано: 30.12.1993
Автори: Латаш Юрій Вадімович, Григоренко Георгій Михайлович, Коржов Михайло Петрович, Шейко Іван Васильович, Баглай Віталій Михайлович, Патон Борис Євгенович
МПК: C21C 5/56
Попередній патент: Спосіб очистки дифузійного соку
Наступний патент: Вихровий витратомір
Випадковий патент: Пристрій для вимірювання температури рухомої поверхні