Спосіб контролю якості неелектропровідних покрить на металах
Номер патенту: 15076
Опубліковано: 30.06.1997
Автори: Воскресенська Ірина Борисівна, Ведь Марина Вітальївна, Сахненко Микола Дмитрович, Ліпсон Галина Олександрівна
Формула / Реферат
Способ контроля качества неэлектропроводящих покрытий на металлах путем измерения емкости образцов, погруженных в электролит и обработанных ультразвуковыми колебаниями, отличающийся тем, что воздействие ультразвуковых колебаний на поверхность образца осуществляют при интенсивности колебаний на торце излучателя (5 - 10)Вт/см2 с расположением торца излучателя перпендикулярно поверхности покрытия на расстоянии (3 - 7)мм от него в течение (3 - 15)мин при однократной обработке покрытия ультразвуком.
Текст
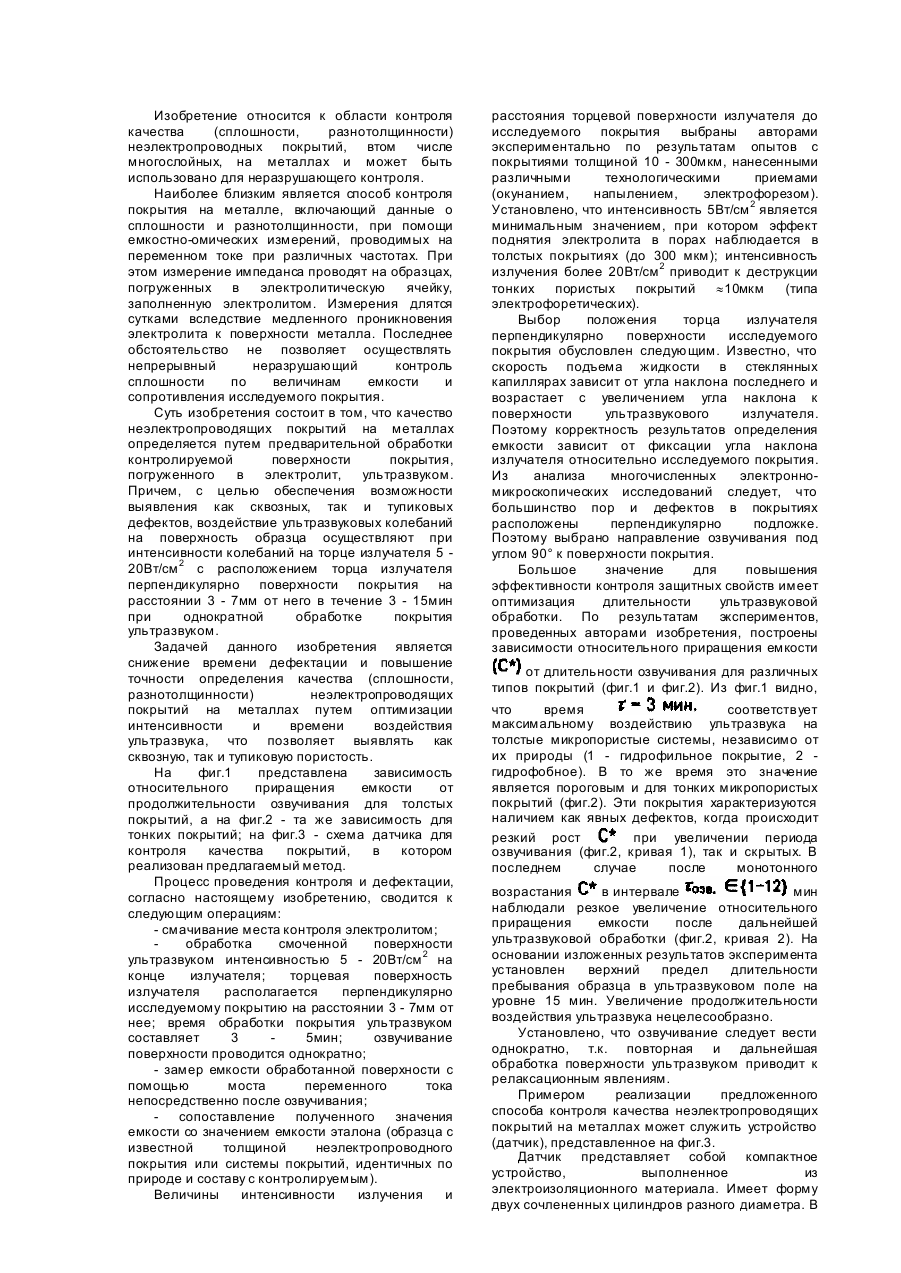
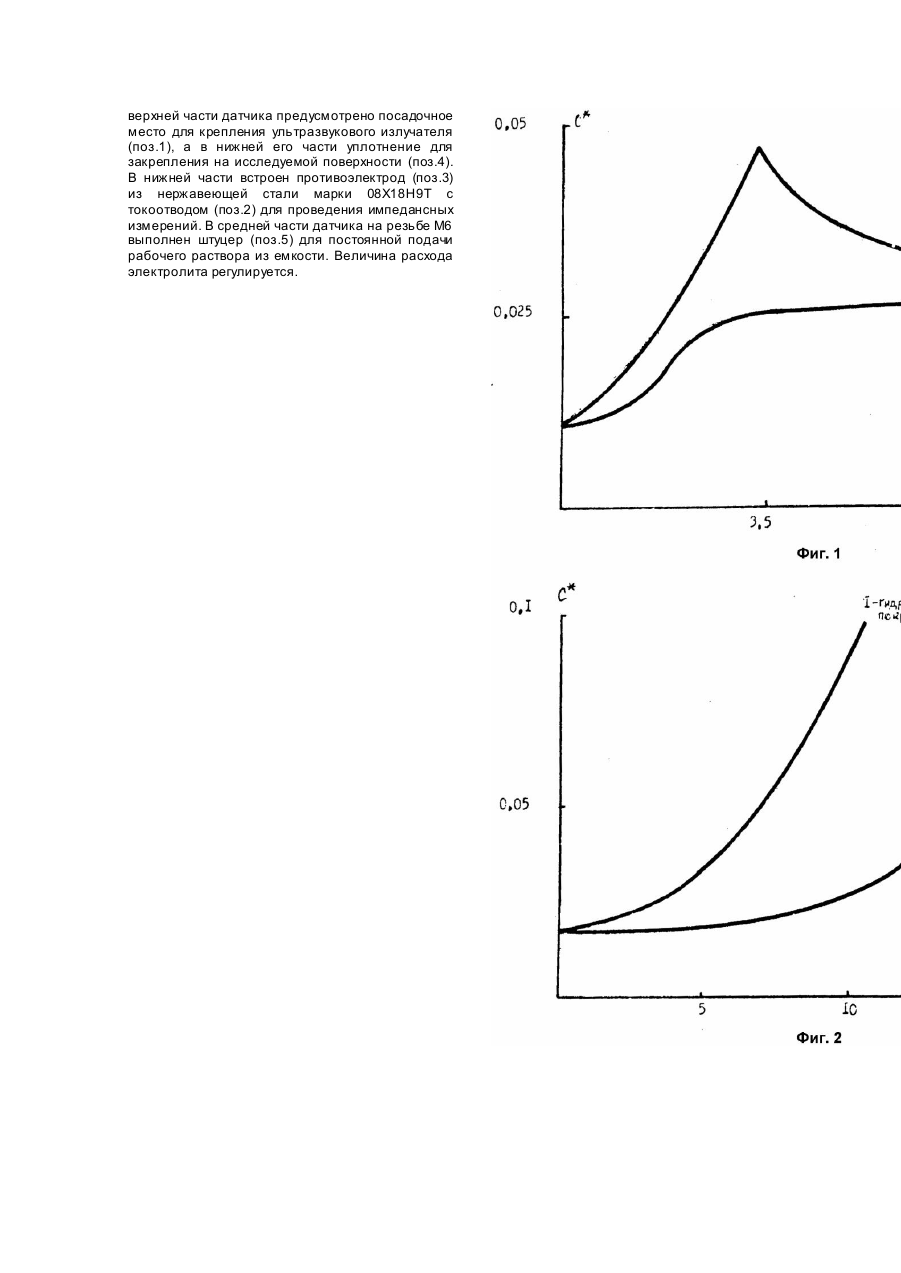
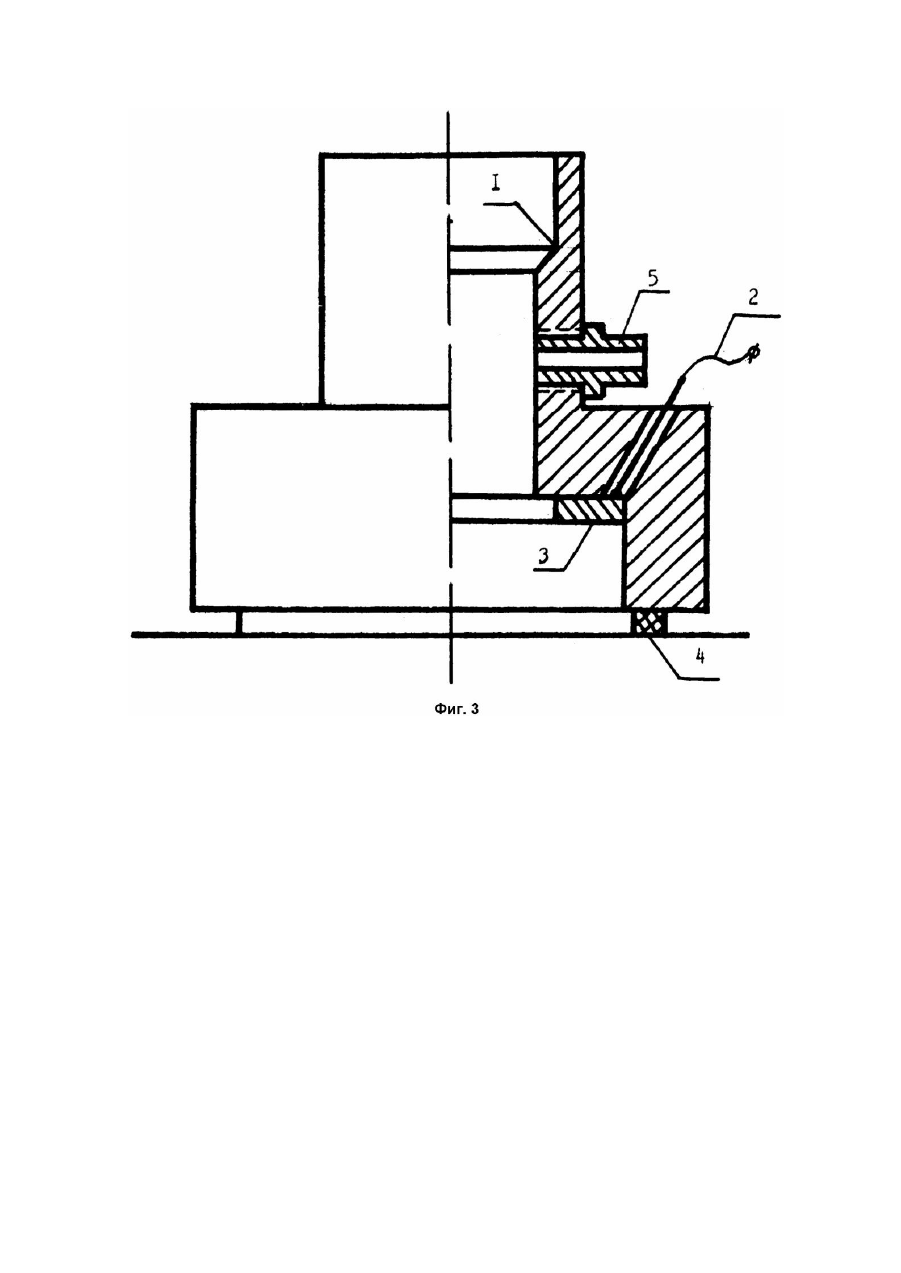
Изобретение относится к области контроля качества (сплошности, разнотолщинности) неэлектропроводных покрытий, втом числе многослойных, на металлах и может быть использовано для неразрушающего контроля. Наиболее близким является способ контроля покрытия на металле, включающий данные о сплошности и разнотолщинности, при помощи емкостно-омических измерений, проводимых на переменном токе при различных частотах. При этом измерение импеданса проводят на образцах, погруженных в электролитическую ячейку, заполненную электролитом. Измерения длятся сутками вследствие медленного проникновения электролита к поверхности металла. Последнее обстоятельство не позволяет осуществлять непрерывный неразрушающий контроль сплошности по величинам емкости и сопротивления исследуемого покрытия. Суть изобретения состоит в том, что качество неэлектропроводящих покрытий на металлах определяется путем предварительной обработки контролируемой поверхности покрытия, погруженного в электролит, ультразвуком. Причем, с целью обеспечения возможности выявления как сквозных, так и тупиковых дефектов, воздействие ультразвуковых колебаний на поверхность образца осуществляют при интенсивности колебаний на торце излучателя 5 20Вт/см 2 с расположением торца излучателя перпендикулярно поверхности покрытия на расстоянии 3 - 7мм от него в течение 3 - 15мин при однократной обработке покрытия ультразвуком. Задачей данного изобретения является снижение времени дефектации и повышение точности определения качества (сплошности, разнотолщинности) неэлектропроводящих покрытий на металлах путем оптимизации интенсивности и времени воздействия ультразвука, что позволяет выявлять как сквозную, так и тупиковую пористость. На фиг.1 представлена зависимость относительного приращения емкости от продолжительности озвучивания для толстых покрытий, а на фиг.2 - та же зависимость для тонких покрытий; на фиг.3 - схема датчика для контроля качества покрытий, в котором реализован предлагаемый метод. Процесс проведения контроля и дефектации, согласно настоящему изобретению, сводится к следующим операциям: - смачивание места контроля электролитом; обработка смоченной поверхности ультразвуком интенсивностью 5 - 20Вт/см 2 на конце излучателя; торцевая поверхность излучателя располагается перпендикулярно исследуемому покрытию на расстоянии 3 - 7мм от нее; время обработки покрытия ультразвуком составляет 3 5мин; озвучивание поверхности проводится однократно; - замер емкости обработанной поверхности с помощью моста переменного тока непосредственно после озвучивания; сопоставление полученного значения емкости со значением емкости эталона (образца с известной толщиной неэлектропроводного покрытия или системы покрытий, идентичных по природе и составу с контролируемым). Величины интенсивности излучения и расстояния торцевой поверхности излучателя до исследуемого покрытия выбраны авторами экспериментально по результатам опытов с покрытиями толщиной 10 - 300мкм, нанесенными различными технологическими приемами (окунанием, напылением, электрофорезом). Установлено, что интенсивность 5Вт/см 2 является минимальным значением, при котором эффект поднятия электролита в порах наблюдается в толстых покрытиях (до 300 мкм); интенсивность излучения более 20Вт/см 2 приводит к деструкции тонких пористых покрытий »10мкм (типа электрофоретических). Выбор положения торца излучателя перпендикулярно поверхности исследуемого покрытия обусловлен следующим. Известно, что скорость подъема жидкости в стеклянных капиллярах зависит от угла наклона последнего и возрастает с увеличением угла наклона к поверхности ультразвукового излучателя. Поэтому корректность результатов определения емкости зависит от фиксации угла наклона излучателя относительно исследуемого покрытия. Из анализа многочисленных электронномикроскопических исследований следует, что большинство пор и дефектов в покрытиях расположены перпендикулярно подложке. Поэтому выбрано направление озвучивания под углом 90° к поверхности покрытия. Большое значение для повышения эффективности контроля защитных свойств имеет оптимизация длительности ультразвуковой обработки. По результатам экспериментов, проведенных авторами изобретения, построены зависимости относительного приращения емкости от длительности озвучивания для различных типов покрытий (фиг.1 и фиг.2). Из фиг.1 видно, что время соответствует максимальному воздействию ультразвука на толстые микропористые системы, независимо от их природы (1 - гидрофильное покрытие, 2 гидрофобное). В то же время это значение является пороговым и для тонких микропористых покрытий (фиг.2). Эти покрытия характеризуются наличием как явных дефектов, когда происходит резкий рост при увеличении периода озвучивания (фиг.2, кривая 1), так и скрытых. В последнем случае после монотонного возрастания в интервале мин наблюдали резкое увеличение относительного приращения емкости после дальнейшей ультразвуковой обработки (фиг.2, кривая 2). На основании изложенных результатов эксперимента установлен верхний предел длительности пребывания образца в ультразвуковом поле на уровне 15 мин. Увеличение продолжительности воздействия ультразвука нецелесообразно. Установлено, что озвучивание следует вести однократно, т.к. повторная и дальнейшая обработка поверхности ультразвуком приводит к релаксационным явлениям. Примером реализации предложенного способа контроля качества неэлектропроводящих покрытий на металлах может служить устройство (датчик), представленное на фиг.3. Датчик представляет собой компактное устройство, выполненное из электроизоляционного материала. Имеет форму двух сочлененных цилиндров разного диаметра. В верхней части датчика предусмотрено посадочное место для крепления ультразвукового излучателя (поз.1), а в нижней его части уплотнение для закрепления на исследуемой поверхности (поз.4). В нижней части встроен противоэлектрод (поз.3) из нержавеющей стали марки 08Х18Н9Т с токоотводом (поз.2) для проведения импедансных измерений. В средней части датчика на резьбе М6 выполнен штуцер (поз.5) для постоянной подачи рабочего раствора из емкости. Величина расхода электролита регулируется.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of quality of non-electroconductive coatings on metals
Автори англійськоюLipson Halyna Oleksandrivna, Voskresenska Iryna Borysivna, Ved Maryna Vitaliivna, Sakhnenko Mykola Dmytrovych
Назва патенту російськоюСпособ контроля качества не электропроводных покрытий на металлах
Автори російськоюЛипсон Галина Александровна, Воскресенская Ирина Борисовна, Ведь Марина Витальевна, Сахненко Николай Дмитриевич
МПК / Мітки
МПК: G01B 17/00
Мітки: металах, спосіб, якості, контролю, покрить, неелектропровідних
Код посилання
<a href="https://ua.patents.su/3-15076-sposib-kontrolyu-yakosti-neelektroprovidnikh-pokrit-na-metalakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю якості неелектропровідних покрить на металах</a>
Спосіб одержання карбідних покриттів на металах і сплавах
Номер патенту: 2597
Опубліковано: 26.12.1994
Автори: Хижняк Віктор Гаврилович, Пересенчук Віктор Васильович, Назаренко Євгенія Іванівна, Бобіна Марина Миколаївна, Лоскутов Володимир Федорович
МПК: C23C 12/00
Мітки: сплавах, карбідних, спосіб, одержання, металах, покриттів
Формула / Реферат:
Способ получения карбидных покрытий на металлах и сплавах, включающий загрузку деталей в камеру с порошковой смесью, содержащей карбидообразующие элементы и древесный уголь, вакуумирование, нагрев до температуры насыщения, повторное вакуумирование, заполнение камеры четыреххлористым углеродом, выдержку и охлаждение, отличающийся тем, что, с целью снижения хрупкости при сохранении достаточной твердости покрытия, порошковая смесь в качестве...
Електроємкісний спосіб контролю якості просочення обмоток електромашин
Номер патенту: 12410
Опубліковано: 28.02.1997
Автор: Шкілько Григорій Яковлевич
МПК: G01R 31/06
Мітки: електромашин, контролю, електроємкісний, спосіб, якості, обмоток, просочення
Формула / Реферат:
Электроемкое гной способ контроля качества пропитки обмоток электромашин, при котором сосредотачивают в объекте контроля электрическую емкость с электродами в виде проводников обмотки и магнитопровода статора, разделенных диэлектриком, и измеряют значение диэлектрической проницаемости, по которой оценивают степень насыщенности пористостей в системе изоляции обмотки пропиточным составом, отличающийся тем, что проводят выборочный...
Спосіб ультразвукового контролю якості збирання з’єднань з натягом
Номер патенту: 8441
Опубліковано: 30.09.1996
Автор: Карпаш Олег Михайлович
МПК: G01N 29/00
Мітки: спосіб, натягом, якості, збирання, ультразвукового, з'єднань, контролю
Формула / Реферат:
1. Способ ультразвукового контроля качества сборки соединений с натягом, заключающийся в том, что излучают и принимают ультразвуковые колебания в одном сечении соединения, измеряют параметры провзаимодействовавших с соединением колебаний и с их помощью определяют величину контактного давления в этом сечении, по которому судят о качестве, отличающийся тем, что, с целью повышения информативности контроля за счет определения остаточного...
Пристрій для контролю якості рідини
Номер патенту: 8137
Опубліковано: 26.12.1995
Автор: Подоба Ярослав Георгієвич
МПК: G01N 1/10
Мітки: рідини, якості, контролю, пристрій
Формула / Реферат:
1. Устройство для контроля качества жидкости, включающее блок анализатора, цилиндре отверстиями и подпружиненным штоком с подшипником и механизм перемещения штока, отличающееся тем, что, с целью автоматизации процесса контроля качества путем дозирования исследуемой жидкости и вводимых в нее реактивов, устройство снабжено блоком вертикально ориентированных цилиндров с поршнями и штоками, наклонной шайбой, золотником и полым валом,...
Спосіб контролю якості та ремонту стиків труб при контактному стиковому зварюванні оплавленням
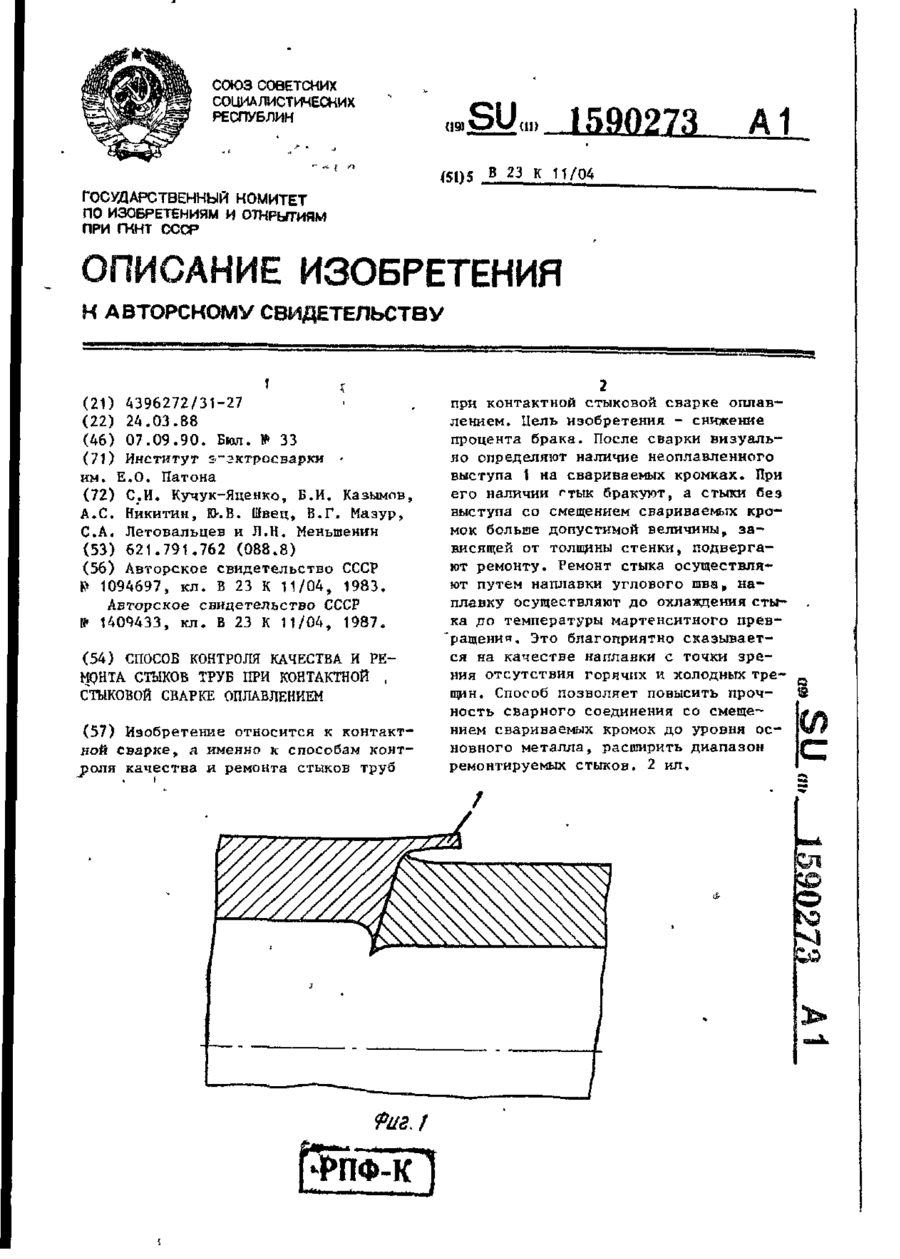
Номер патенту: 4960
Опубліковано: 28.12.1994
Автори: Летовальцев Сергій Олександрович, Кучук-Яценко Сергій Іванович, Меньшенін Леонід Миколайович, Казимов Борис Іванович, Мазур Віталій Гаврилович, Нікітін Анатолій Сергійович, Швець Юрій Васильович
МПК: B23K 11/04
Мітки: контролю, спосіб, контактному, ремонту, труб, стиковому, якості, зварюванні, стиків, оплавленням
Формула / Реферат:
Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением, включающий контроль качества сварного соединения и, в случае необходимости, ремонт стыка путем наплавки углового шва, отличающийся тем, что, с целью снижения процента брака, при контроле качества определяют визуальным осмотром наличие неоплавленного выступа на свариваемых кромках и при его наличии стык бракуют, а стыки без выступа с недопустимым...
Попередній патент: Пристрій для одержання штучної кульової блискавки
Наступний патент: Гудзик
Випадковий патент: Пластина для остеосинтезу при дистальних переломах малогомілкової кістки