Спосіб контролю якості та ремонту стиків труб при контактному стиковому зварюванні оплавленням
Номер патенту: 4960
Опубліковано: 28.12.1994
Автори: Казимов Борис Іванович, Швець Юрій Васильович, Летовальцев Сергій Олександрович, Меньшенін Леонід Миколайович, Кучук-Яценко Сергій Іванович, Нікітін Анатолій Сергійович, Мазур Віталій Гаврилович
Формула / Реферат
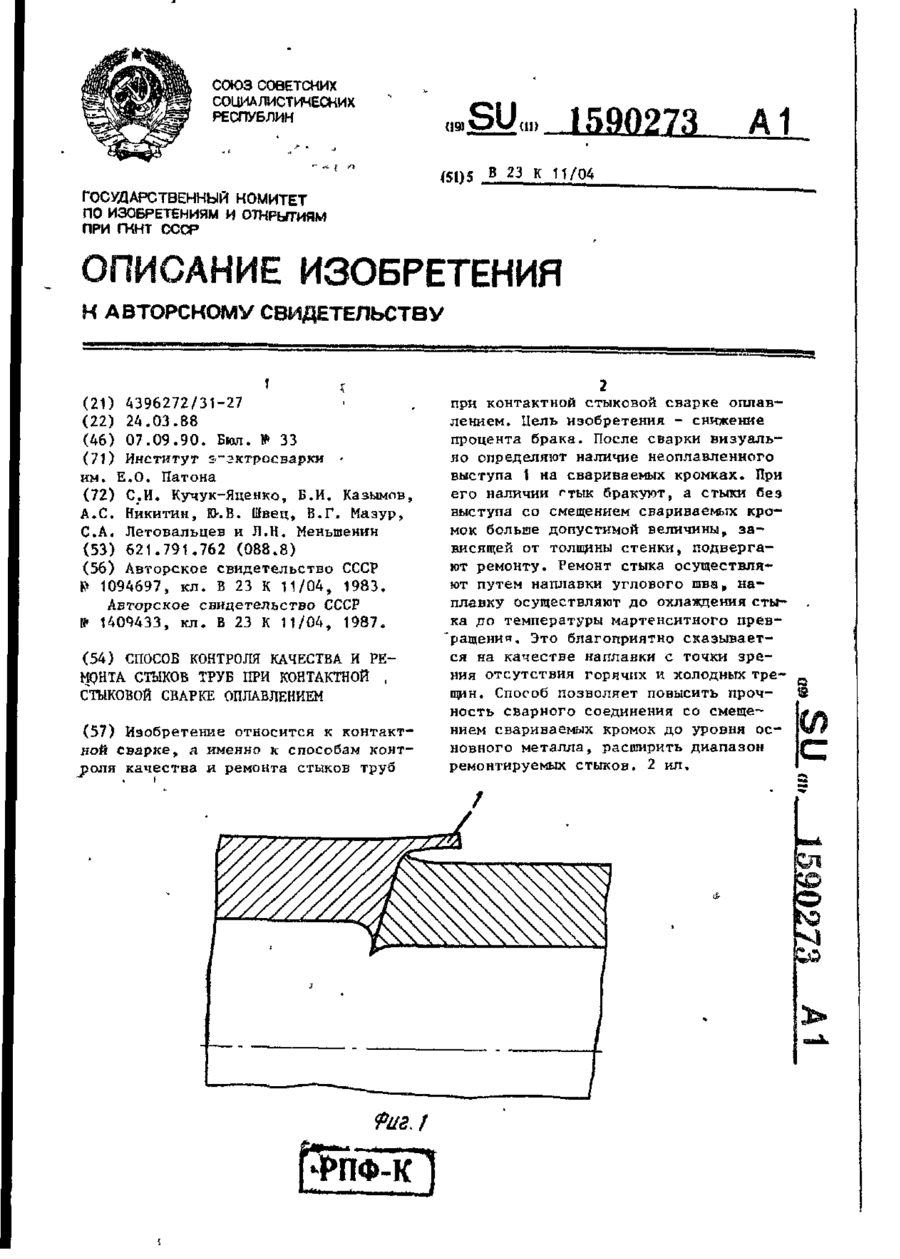
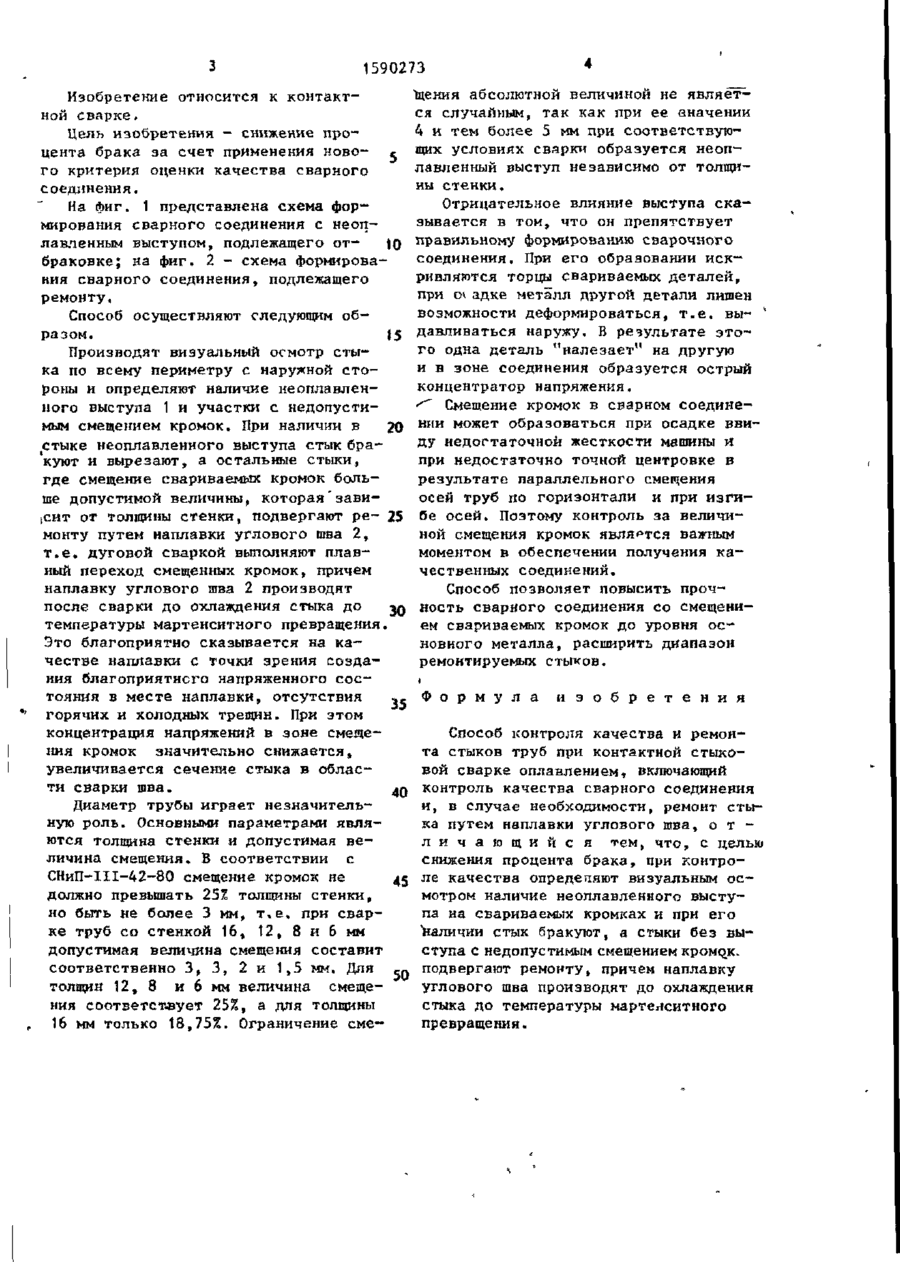
Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением, включающий контроль качества сварного соединения и, в случае необходимости, ремонт стыка путем наплавки углового шва, отличающийся тем, что, с целью снижения процента брака, при контроле качества определяют визуальным осмотром наличие неоплавленного выступа на свариваемых кромках и при его наличии стык бракуют, а стыки без выступа с недопустимым смещением кромок подвергают ремонту, причем наплавку углового шва производят до охлаждения стыка до температуры мартенситного превращения.
Текст
Изобретение относится к контактной сварке, я именно к способам контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением. Цель изобретения - снижение процента брака. После сварки визуально определяют наличие неоплавленного выступа 1 на свариваемых кромках. При его наличии ПФ-К " 1590273 Изобретение относится к контактной сварке, Цель изобретения - снижение процента брака за счет применения нового критерия оценки качества сварного соединения. На фиг. 1 представлена схема формирования сварного соединения с неоплавленным выступом, подлежащего от10 браковке; на фиг. 2 - схема формирования сварного соединения, подлежащего ремонту. Способ осуществляют следующим образом. 15 Производят визуальный осмотр стыка по всему периметру с наружной стороны и определяют наличие неоплавленного выступа 1 и участки с недопустимым смещением кромок. При наличии в 20 стыке неоплавленного выступа стык бракуют и вырезают, а остальные стыки, где смещение свариваемых кромок больше допустимой величины, которая'завиїсит от толщины стенки, подвергают ре- 25 монту путем наплавки углового шва 2, т.е. дуговой сваркой выполняют плавный переход смещенных кромок, причем наплавку углового шва 2 производят после сварки до охлаждения стыка до 30 температуры мартенситного превращения, Это благоприятно сказывается на качестве наплавки с точки зрения создания благоприятнсго напряженного состояния в месте наплавки, отсутствия 35 горячих и холодных трещин. При этом концентрация напряжений в зоне смещения кромок значительно снижается, увеличивается сечение стыка в области сварки шва. "щения абсолютной величиной не является случайным, так как при ее значений 4 и тем более 5 мм при соответствующих условиях сварки образуется неоплавленный выступ независимо от толщины стенки. Отрицательное влияние выступа сказывается в том, что он препятствует правильному формированию сварочного соединения. При его образовании искривляются торцы свариваемых деталей, при о* адке металл другой детали лишен возможности деформироваться, т.е. вы- '' давливаться наружу. В результате этого одна деталь "налезает" на другую и в зоне соединения образуется острый концентратор напряжения. ^ Смещение кромок в сварном соединении может образоваться при осадке ввиду недогтаточной жесткости машины и при недостаточно точной центровке в результате параллельного смещения осей труб по горизонтали и при изгибе осей. Поэтому контроль за величиной смещения кромок является важным моментом в обеспечении получения качественных соединений. Способ позволяет повысить прочность сварного соединения со смещением свариваемых кромок до уровня основного металла, расширить диапазон ремонтируемых стыков. ! Ф о р м у л а и з о б р е т е н и я Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением, включающий 40 контроль качества сварного соединения и, в случае необходимости, ремонт стыДиаметр трубы играет незначителька путем наплавки углового шва, о т ную роль. Основными параметрами являл и ч а ю щ и й с я тем, что, с целью ются толщина стенки и допустимая веснижения процента брака, при контроличина смещения. В соответствии с СНиП-1И~42-80 смещение кромок не 45 ле качества определяют визуальным осмотром наличие неоллавленного выстудолжно превышать 25% толщины стенки, па на свариваемых кромках и при его но быть не более 3 мм, т.е. при сварналичии стык бракуют, а стыки без выке труб со стенкой 16, 12, 8 и 6 мм ступа С НедоПУСТИМЫМ Смещением KpOMQK. допустимая величина смещения составит соответственно 3, 3, 2 и 1,5 мм. Для подвергают ремонту, причем наплавку толщин 12, 8 и 6 мм величина смеще- 50 углового шва производят до охлаждения ния соответствует 25%, а для толщины стыка до температуры мартеиситного 16 мм только 18,75%. Ограничение смепревращения. 1590273 Риг. г Редактор Л. Зайцева Составитель И, Фелицина Техред М.Дидык Корректор Л. Пилипенко£ Заказ 2602 Тираж 651 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ CtJCP 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of quality and repair of pipe joint at contact flash welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kazymov Borys Ivanovych, Nikitin Anatolii Serhiiovych, Shvets Yurii Vasyliovych, Mazur Vitalii Havrylovych, Letovaltsev Serhii Oleksandrovych, Menshenin Leonid Mykolaiovych
Назва патенту російськоюСпособ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Казимов Борис Иванович, Никитин Анатолий Сергеевич, Швец Юрий Васильевич, Мазур Виталий Гаврилович, Летовальцев Сергей Александрович, Меньшенин Леонид Николаевич
МПК / Мітки
МПК: B23K 11/04
Мітки: якості, ремонту, стиків, контактному, стиковому, контролю, спосіб, труб, оплавленням, зварюванні
Код посилання
<a href="https://ua.patents.su/4-4960-sposib-kontrolyu-yakosti-ta-remontu-stikiv-trub-pri-kontaktnomu-stikovomu-zvaryuvanni-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю якості та ремонту стиків труб при контактному стиковому зварюванні оплавленням</a>
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Порхун Федір Костянтинович, Лазебний Іван Леонтійович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: зняття, стиковому, контактному, зварюванні, грата, пристрій, деталей
Формула / Реферат:
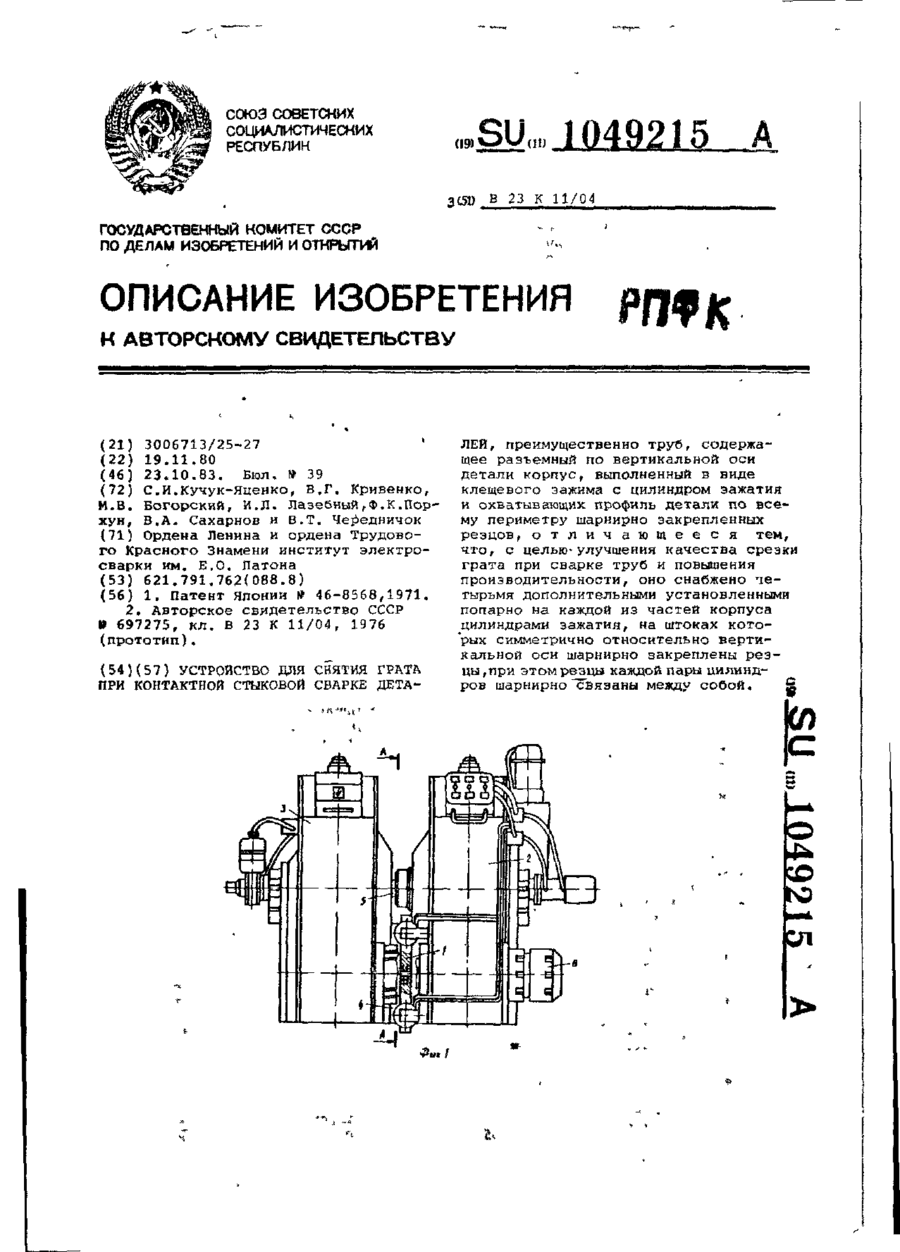
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Пристрій для зняття грата при контактному стиковому зварюванні
Номер патенту: 319
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Лазебний Іван Леонтійович, Порхун Федір Костянтинович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: пристрій, зняття, зварюванні, грата, контактному, стиковому
Формула / Реферат:
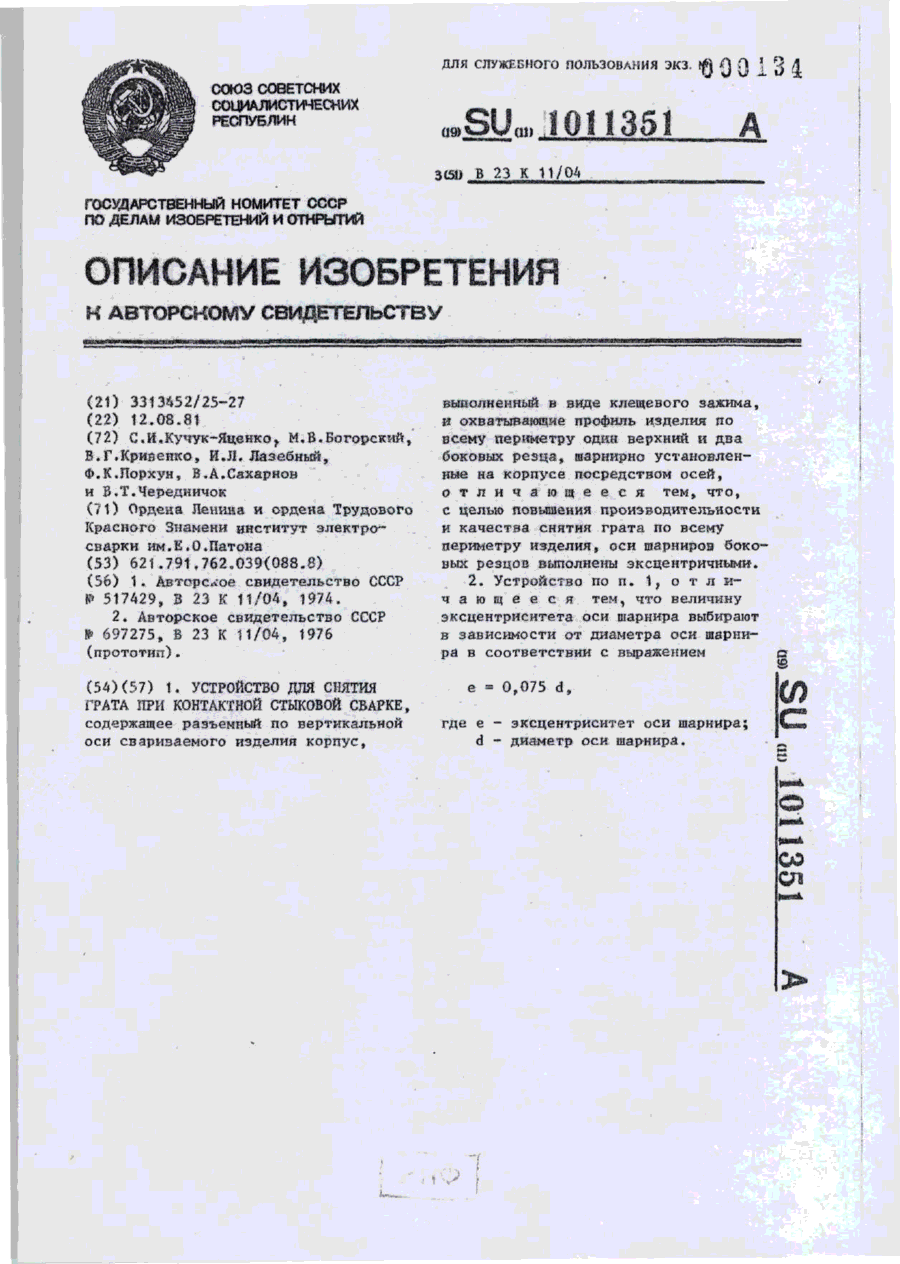
1 Устройство для снятия грата при контактной стыковой сварке, содержащее разъемный по вертикальной оси свариваемого изделия корпус, выполненный в виде клещевого зажима, и охватывающие профиль изделия по всему периметру один верхний и два боковых резца, шарнирно установленные на корпусе посредством осей, отличающееся тем, что, с целью повышения производительности и качества снятия грата по всему периметру изделия, оси шарниров боковых...
Пристрій для зняття грату при контактно-стиковому зварюванні деталей
Номер патенту: 1611
Опубліковано: 25.10.1994
Автори: Череднічок Віталій Тимофійович, Думчев Євген Олександрович, Горонков Микола Дмитрович, Дідковський Олександр Володимирович, Бондарук Андрій Всеволодович, Беляєв Данило Іванович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: деталей, контактно-стиковому, пристрій, грату, зняття, зварюванні
Формула / Реферат:
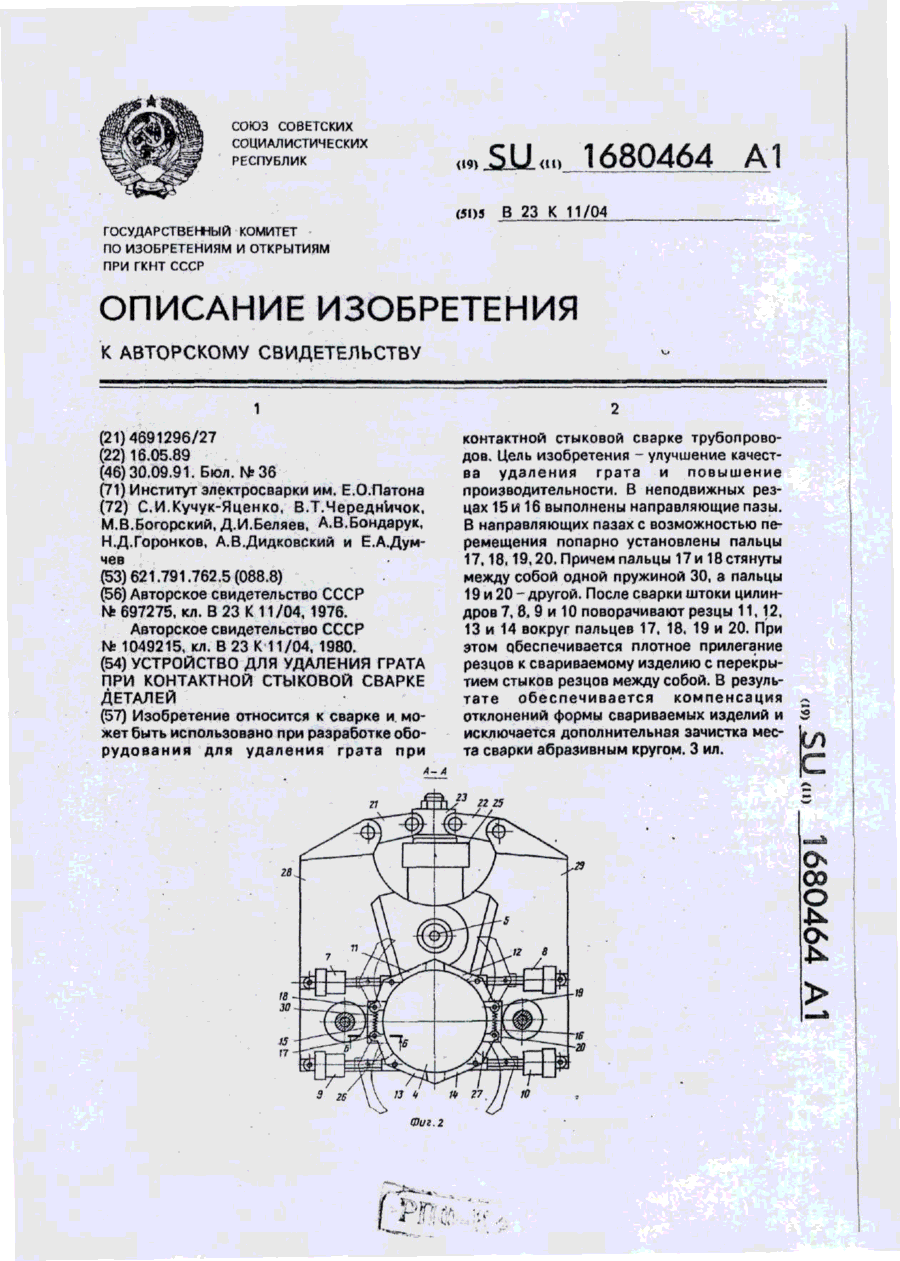
Устройство для удаления грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный корпус, выполненный в виде клещевого зажима, четыре цилиндра, установленные попарно на каждой из частей корпуса, шарнирно закрепленные на штоках цилиндров подвижные резцы и цилиндр зажатия, отличающееся тем, что, с целью улучшения качества удаления грата и повышения производительности, оно снабжено жестко закрепленными на...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 491
Опубліковано: 30.04.1993
Автори: Загадарчук Василь Феодосійович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Богорський Михайло Володимирович, Галян Борис Опанасович, Кривенко Валерій Георгійович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: стикового, зварювання, оплавленням, контактного, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, преимущественно деталей с развитым сечением, при котором подводят напряжение к отдельным частям свариваемых деталей, образуя несколько вторичных сварочных цепей, и в момент начала оплавления по всему свариваемому сечению включают программу сварки, отличающийся тем, что, с целью повышения производительности и качества сварного соединения, момент начала оплавления по всему свариваемому сечению...
Машина для контактного стикового зварювання оплавленням труб

Номер патенту: 2650
Опубліковано: 26.12.1994
Автори: Іткін Олександр Феліксович, Уніговський Михайло Рахмілєвич, Немировський Ісак Якович, Зубаньов Олександр Георгійович, Сєрафін Орєст Міхайловіч, Солтис Віталій Петрович
МПК: B23K 11/04
Мітки: контактного, машина, труб, оплавленням, зварювання, стикового
Формула / Реферат:
Машина для контактной стыковой сварки оплавлением труб, содержащая кинематически связанные между собой приводом оплавлення и осадки два полукорпуса клещевого типа, каждый из которых включает подвижную и неподвижную щеки с полукруглыми окнами для фиксации труб, отличающаяся тем, что она снабжена двумя жестко закрепленными на торцах неподвижных щек амортизационными устройствами, каждое из которых выполнено в виде жестко закрепленной на торце...
Попередній патент: Спосіб термомеханічної обробки зварних з’єднань
Наступний патент: Цистерна
Випадковий патент: Спосіб визначення міцності композитів на втомленість при згині